Размеры конструктивных элементов
- Подробности
- Категория: Инженерная графика
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
ФОРМА ДЕТАЛИ И ЕЕ ЭЛЕМЕНТЫ
Конструирование деталей машин является сложным творческим процессом, сопровождающимся решением ряда задач; в частности, обеспечение прочности и износоустойчивости детали, технологичности, наименьшей массы и т. п.

Решение этих задач во многом зависит от придания детали рациональных геометрических форм. Какую бы сложную форму ни имела деталь, конструктор выполняет ее как совокупность простейших геометрических тел или их частей.
Форма детали определяет технологический процесс ее изготовления; например, если сконструировать деталь несимметричной формы (рис. 329, а), то изготовить ее на металлорежущем станке сложнее, чем симметричную (рис. 329, б).
Пример анализа формы детали дан на рис. 330. Деталь состоит из следующих элементов:

1) часть шестигранной призмы с отверстием;
2) параллелепипед с отверстиями;
3) часть полого цилиндра;
4) цилиндр полый;
5) конус с цилиндрическим отверстием;
6) восьмиугольная призма;
7) параллелепипед с отверстием;
8) часть цилиндра.
Рис. 331 дает представление о наиболее часто встречающихся элементах деталей и их наименованиях.

Лыска
— это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси.
Односторонние лыски применяют для предохранения режущего инструмента от поломки при соприкосновении с криволинейной поверхностью детали, а также для ее плотного соединения с плоскостью другой детали.

Двухсторонние лыски располагаются равноудалено от оси и параллельно друг другу. Они предназначены для захвата и удержания детали от вращения или наоборот для поворота детали, например, с помощью ключа. Лыски могут находиться на краю или в любой другой части детали.

Если четыре равноотстоящие от оси лыски расположены перпендикулярно друг к другу, то в сечении они образуют квадрат. Так как размеры диаметра вала и сторон выполненного на нем квадрата задают целыми числами, то возможны два варианта изображения.

Фаской
называется срезанная под углом кромка детали. Срез материала осуществляется плоскостью или конической поверхностью. Фаски облегчают соединение деталей центрируя их во время сборки.

Уклон
На ряде изделий, чаще всего изготавливаемых литьем или прокатом, некоторые плоские поверхности располагаются под небольшом углом друг к другу. В этом случае значение угла наклона задается не так, как у фасок, а величиной уклона. Уклоном называется тангенс угла наклона между двумя плоскостями, выраженный в виде простой правильной дроби или в процентах.
Для построения на чертеже уклона, например 1:10 достаточно построить прямоугольный треугольник с катетами 1 и 10 выбранных единиц длины. Тогда, по определению тангенса, гипотенуза будет составлять с прилежащим к углу катетом искомый уклон .

Конусность
Конусностью называется отношение диаметра окружности основания прямого конуса к его высоте или отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними. Конусность является типовым элементом. На чертежах конусность показывается знаком ◄ , острый угол которого должен быть направлен в сторону вершины конуса. Рядом со знаком указывают отношение, например, 1:3, 1:4, 1:5,…, 1:500 в соответствии с ГОСТ 8593-81. Обозначение конусности может находиться либо внутри изображения конической поверхности, либо на полке линии-выноски, которая проводится параллельно изображению оси конуса.

Для построение конусности на чертеже, например 1:10, достаточно построить изображение конуса с основанием равным 1 и высотой 10 выбранных единиц длины. Тогда образующие конуса будут иметь наклон к оси, соответствующий заданной конусности.
Скругления, галтели
Скругление
— это плавный переход от одной поверхности детали к другой по указанному радиусу. При этом образуется переходная поверхность являющаяся частью цилиндра или тора касательного к сопрягаемым поверхностям. Поэтому центр радиуса скругления в конструктивных элементах, как правило, не указывают. Скругления предназначены для удаления острых кромок, облегчения сборки, придания эстетического вида.Галтелью называется скругление угла перехода с одного диаметра на другой на деталях цилиндрической или конической формы. Галтели предупреждают возникновение трещин в местах сопряжений, вследствие концентрации напряжений. Размер радиуса галтелей может быть указан, в зависимости от необходимости, над размерной стрелкой или на полке-выноске, как показано на рисунке . Близко расположенные размеры одинаковых радиусов допускается проставлять на одной полке, как это показано там же на выносных элементах.

Если радиусы скруглений на всем чертеже одинаковы или какой либо радиус является преобладающим, то вместо нанесения размеров этих радиусов на изображении рекомендуется в технических требованиях делать запись по типу: «Радиусы скруглений 3 мм» или «Не указанные радиусы 5 мм».
Канавки, проточки
Канавка — это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения. Канавки предназначены для разделения поверхностей с разной характеристикой обработки, для выхода режущего инструмента при изготовлении детали или для обеспечения определенных условий при сборке и эксплуатации. Канавки используют для подвода, распределения и удержания смазки. Некоторые канавки предназначены для фиксации уплотнений различной формы (рисунок 9 б, в). Траектория канавки может быть самой разной: по прямой, по кольцу, по винтовой линии и др.
Кольцевая канавка выполненная на внешней цилиндрической или конической поверхности называется проточкой.

Пазы, прорези, шлицы
Пазом называется канавка с прямолинейной траекторией. Формы поперечного сечения пазов могут быть довольно сложными. Пазы служат для подвижного соединения деталей друг с другом. На рисунке «а» показан Т-образный паз, а на рисунке «б» — паз под названием «ласточкин хвост».

Прорезью называется узкая канавка прорезающая насквозь стенку детали. На рисунке показаны примеры изображения некоторых деталей с прорезями.

Шлицем называется прорезь на головке винта, в которую вставляется конец отвертки при ввертывании и вывертывании винта. Шлицы выполняют также на шлицевых гайках, вращение которых производят соответствующими ключами. На рисунке показаны изображения крепежных деталей со шлицами. На шлицах указывают их ширину b и глубину h.

Бобышки
Бобышкой называется выступ на поверхности литой детали, предназначенный для создания опорной плоскости под крепежные детали. Опорную плоскость бобышки можно обрабатывать не затрагивая всю остальную поверхность детали. На рисунке показаны различные варианты бобышек.

Буртики, шипы
Буртиком называется узкий выступ идущий по краю детали. Буртики предназначены для упора или ограничения перемещения одной детали относительно другой.
Для цилиндрических деталей высота буртика определяется разностью диаметров и размер их высоты самостоятельно не дается, т.к. линейные размеры до криволинейных поверхностей могут быть только справочными.
Буртики, показанные на рисунке , предназначены для предотвращения разрушения краев детали.
На этом же рисунке представлены также выступы на литой детали (муфте), заменяющие гранную поверхность для захвата ключа.

Шипом называется небольшой выступ на поверхности детали. Обычно шипы входят в пазы другой детали позиционируя их и образуют подвижное или неподвижное соединение. На рисунке показаны такие детали.

1master 0

1master 0
- Посетитель
-
- Участники
- 0
- 14 posts
- САПР:Solidworks
vasillevich68 450

vasillevich68 450
- Гуру
-
- Активные участники
- 450
- 1,342 posts
- САПР:T-Flex
Bully 1,085

Bully 1,085
- Статус отключен за неуплату
-
- Активные участники
- 1,085
- 8,017 posts
- САПР:ACAD, NX и т.д.
brigval 254

brigval 254
- Гуру
-
- Активные участники
- 254
- 3,058 posts
- САПР:САПР
Bully 1,085
Bully 1,085
- Статус отключен за неуплату
-
- Активные участники
- 1,085
- 8,017 posts
- САПР:ACAD, NX и т.д.
BSV1 1,034

BSV1 1,034
- Гуру
-
- Активные участники
- 1,034
- 4,379 posts
- САПР:T-Flex
Bully 1,085
Bully 1,085
- Статус отключен за неуплату
-
- Активные участники
- 1,085
- 8,017 posts
- САПР:ACAD, NX и т.д.
Шпоночный паз: размеры по ГОСТ
Как средство для передачи вращения шпонка используется повсеместно. На первый взгляд здесь нет ничего сложного: вырезал шпоночный паз, вставили, узел готов. Почему шпоночное соединение, несмотря на довольно устаревшую технологию, не потеряло своей актуальности?
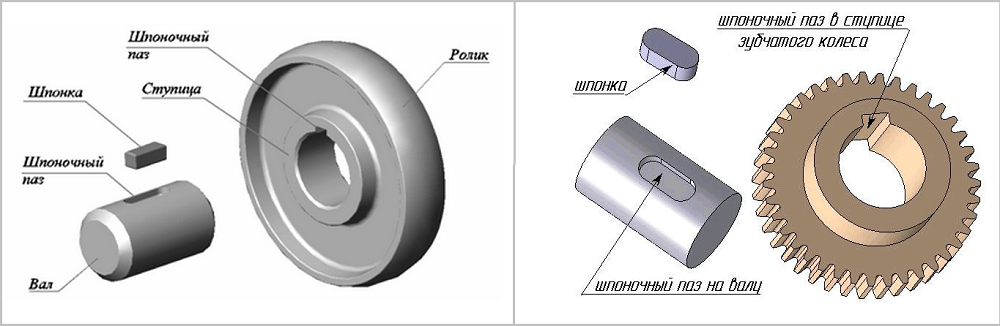
Шпоночные соединения
Шпонка представляет собой некую деталь, являющуюся промежуточным звеном для передачи вращательного момента вала ступице. Данный процесс осуществляется за счет образования напряжения смятия шпоночных пазов. Именно по этой причине шпоночные соединения относят к группе жесткого способа передачи вращения.
В большинстве случаев шпонками пользуются в низко нагруженных изделиях. Преимущественно для деталей мелкой серии. Происходит это из-за малой несущей нагрузки шпонок, причина которой кроется в наличии следующих недостатков:
- Шпоночные пазы уменьшают поперечную площадь вала, что отрицательно влияет на его прочностные характеристики. Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
- Форма паза отличается резкими переходами, что служит причиной образования концентраторов напряжения. Все это заметно снижает устойчивость соединения к циклическим нагрузкам.
- Достаточно низкая технологичность.
Несмотря на все вышеуказанные недочеты шпонки все равно активно применяются в отраслях машиностроения из-за упрощенной конструкции и низкой стоимости. Но на массовом и крупносерийном производстве высоко ответственных деталей шпонки уступили более совершенным во всех планах шлицевым соединениям.
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Материал
Для шпонок наиболее подходят стали с содержанием углерода свыше 0,4%. Именно такой состав обеспечивает необходимое значение износостойкости, прочности и твердости. Сюда относятся конструкционные стали марок 45 и 50, а также сталь обыкновенного качества Ст.6.
Применение более дорогих аналогов стальных сплавов не имеет смысла, поскольку повышенная жесткость шпонки увеличивает вероятности пазов валов и ступицы. Для улучшения условий передачи вращения куда выгодней воспользоваться другими более оптимальными.
Маркировка
Обозначение шпоночного крепления вала на ступице покажем на примерах. Шпонка призматическая с шириной 18 мм, высотой 11 мм и длиной 50 мм маркируется:
Шпонка 18х11х50 ГОСТ 8789-68
Стоит заметить, что посадочные размеры пазов отличаются. Их значения находятся в соответствующих стандартах шпоночных соединений.
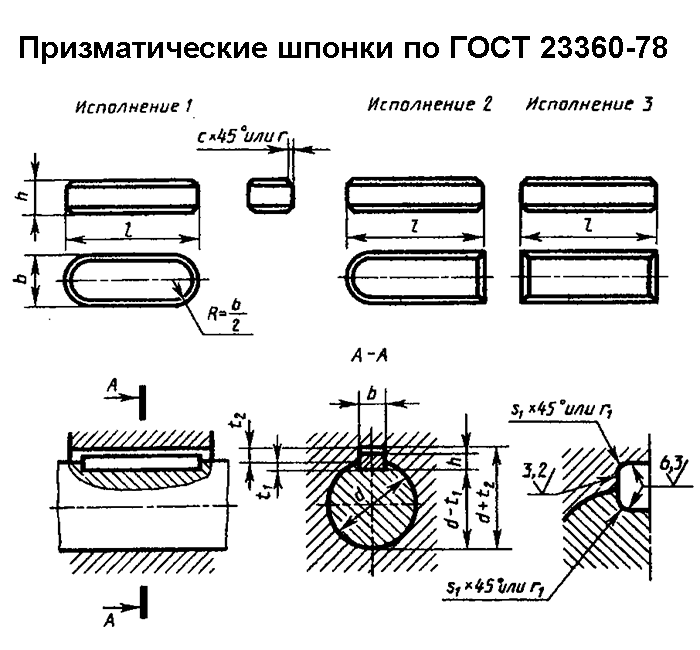
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки
bхh |
Шпоночный паз | Длина l
мм |
||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка
(D10) |
Вал (N9) | Втулка
(JS9) |
Вал и втулка (Р9) | Ном.. | Ном. | Пред.
откл. |
не более | не менее | ||||
| Cв.12 до 17
» 17 » 22 |
5×5
6×6 |
+0,030 | +0,078 +0,030 | 0
-0,030 |
±0,015 | -0,012
-0,042 |
3,0
3,5 |
+0,1
0 |
2,3
2,8 |
+0,1
0 |
0,25
0,25 |
0,16
0,16 |
10-56
14-70 |
| Св. 22 до 30
» 30 » 38 |
8×7 | +0,036 | +0,098
+0,040 |
0
-0,036 |
±0,018 | -0,015
-0,051 |
4,0
5,0 |
+0,2
0 |
3,3
3,3 |
+0,2
0 |
0,25
0,4 |
0,16
0,25 |
18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44
» 44 » 50 » 50 » 58 » 58 » 65 |
12×8 | +0,043 | +0,120
+0,050 |
0
-0,043 |
±0,021 | -0,018
-0,061 |
5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75
» 75 » 85 » 85 » 95 |
20×12 | +0,052 | +0,149
+0,065 |
0
-0,052 |
±0,026 | -0,022
-0,074 |
7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 |
+0,1 0 |
| Св. 6 до 18 | 0 -0,2 |
+0,2 0 |
| Св. 18 до 50 | 0 -0,3 |
+0,3 0 |

Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
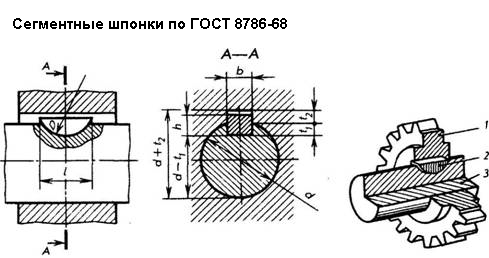
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4
Св. 4 » 5 |
От 3 до 4
Св. 4 » 6 |
1×1,4×4
1,5×2,6×7 |
1,0
1,5 |
1,0
2,0 |
+0,1 0 | 0,6
0,8 |
+0,1
0 |
0,08 | 0,16 |
| Св. 5 » 6
» 6 » 7 |
Св. 6 » 8
» 8 » 10 |
2×2,6×7
2×3,7×10 |
2,0 | 1,8
2,9 |
1,0
1,0 |
||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10
» 10 » 12 |
Св. 12 до 15
» 15 » 18 |
3×5×13 3×6,5×16 | 3,0 | 3,8
5,3 |
+0,2 0 | 1,4
1,4 |
|||
| Св. 12 до 14
» 14 » 16 |
Св. 18 до 20
» 20 » 22 |
4×6,5×16
4×7,5×19 |
4,0 | 5,0
6,0 |
1,8
1,8 |
0,16 | 0,25 | ||
| Св. 16 до 18
» 18 » 20 |
Св. 22 до 25
» 25 » 28 |
5×6,5×16 5×7,5×19 | 5,0 | 4,5
5,5 |
2,3
2,3 |
||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3
0 |
2,3 | ||||
| Св. 22 до 25
» 25 » 28 |
Св. 32 до 36
» 36 » 40 |
6×9×22 6×10×25 | 6,0 | 6,5
7,5 |
2,8
2,8 |
||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2
0 |
0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
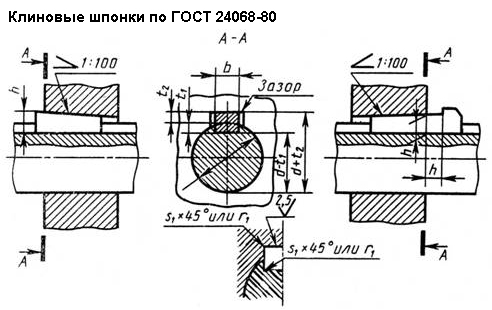
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 |
80 |
||
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 |
0,5 | +0,1 0 |
0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 |
2,4 | +0,2 0 |
||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 |
7,1 | +0,3 0 |
0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
Оцените статью:
Рейтинг: 0/5 — 0 голосов
Северо-Кавказский филиал Московского автомобильно-дорожного государственного технического университета
Кафедра Наземные транспортно-технологические средства
Курсовой проект по дисциплине «Конструкция наземных транспортно-технологических средств»
На тему»Внешние скоростные характеристики двигателя и агрегатов автомобиля»
Лермонтов 2018
Исходные данные
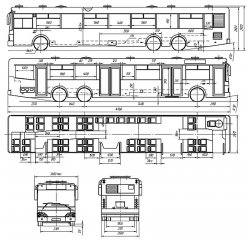
В данном курсовом проекте указывается назначение, функциональный состав, особенности конструкции и принцип работы агрегатов, систем и узлов автомобиля ПАЗ-3205, а так же рассчитываются и строятся внешние скоростные характеристики двигателя и агрегатов трансмиссии автомобиля.
Графическая часть содержит общий вид автобуса ПАЗ-3205, график внешних скоростных характеристик, диаграмму крутящего момента на коробке передач, диаграмму крутящего момента главной передачи, диаграмму крутящего момента на ведущих колесах.
Содержание
Введение
1 Трансмиссия автомобиля ПАЗ-3205
1.1 Сцепление
1.2 Коробка передач
1.3 Карданная передача
1.4 Ведущий мост
2 Расчёт и построение внешних скоростных характеристик двигателя
2.1 Эффективная мощность
2.2 Удельный эффективный расход топлива
2.3 Крутящий момент
3 Расчет и построение характеристик агрегатов трансмиссии автомобиля
3.1 Коробка передач
3.2 Главная передача
3.3 Ведущее колесо автомобиля
Список литературы
Состав: Титульный лист, Задание, Пояснительная записка (ПЗ), Общий вид автобуса ПАЗ-3205 (ВО), График внешних скоростных характеристик, Диаграмма крутящего момента на коробке передач, Диаграмма крутящего момента главной передачи, Диаграмма крутящего момента на ведущих колесах. 
Софт: КОМПАС-3D 16.1
Шпоночное соединение – разновидность соединения, состоящего из шпонки на валу и ступицы. Шпонкой называется деталь, которая соединяет узлы путем установки в пазы. Основной ее функцией является передача вращающего момента между узлами. Существует определенная стандартизация их разновидностей. Шпонка имеет специальные пазы, вырезанные путем фрезерования.

Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
 Среди клиновых шпонок выделяют:
Среди клиновых шпонок выделяют:- врезные;
- на лыске;
- фрикционные;
- без головки и с головкой.
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз. Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.
 На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие. - Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев. Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.

- Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.

- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78;
Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Скачать ГОСТ 23360-78
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы.

Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Скачать ГОСТ 8787-68
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.

Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Заключение
Такой тип соединения отличается простотой и достаточно высокой надежностью, из-за чего получил высокую популярность в промышленности. Разнообразие видов позволяет подобрать оптимальный тип соединения, что позволит добиться высокой эффективности, надежности готовой конструкции и страховку узлов от повреждений при повышении допустимых нагрузок. Подобрав шпонку исходя из соответствующих ГОСТов, можно добиться высокой эффективности работы соединения.
На сегодняшний день можно легко подобрать необходимую деталь, что позволяет быстро сделать монтаж и замену в случае необходимости.
Чертежи автобусов
Чертежи автобусов с различными техническими данными.
Модель № 1. Богдан А-06921 (E-2) HYUNDAI MOTOR COMPANY (Корея):


01. Вместимость, 33чел.
02. Сидячих мест, 15.
03. Вес автобуса, 6,7т.
04. Двигатель — D4AL Euro II.
05. Объем двигателя, 3298 см.куб.
06. Мощность двигателя, 85 кВт.
07. Бак, 95л.
08. Шины, 7х16-10PR.
Модель № 2. Богдан А-231 (E-2) HYUNDAI MOTOR COMPANY (Корея):

01. Вместимость, 160чел.
02. Сидячих мест, 43.
03. Вес автобуса, 22,55т.
04. Двигатель — DEUTZ BF6M1013ECP Euro II.
05. Мощность двигателя, 198 кВт.
06. Шины, 11/70R22,5.
Модель № 3. ПАЗ-672 ПАВЛОВСКИЙ АВТОБУСНЫЙ ЗАВОД:


01. Вместимость, 45чел.
02. Сидячих мест, 23.
03. Вес автобуса, 8,06т.
04. Двигатель — ЗМЗ-672.
05. Объем двигателя, 4250 см.куб.
06. Мощность двигателя, 85 кВт.
07. Шины, 11,00-20.
Модель № 4. ЛАЗ-697Н ЛЬВОВСКИЙ АВТОБУСНЫЙ ЗАВОД:


01. Вместимость, 33чел.
02. Сидячих мест, 33.
03. Вес автобуса, 10,23т.
04. Двигатель — ЗИЛ-508.10.
05. Объем двигателя, 6000см.куб.
06. Мощность двигателя, 150л.с.
Модель № 5. МАЗ-107 МИНСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД:


01. Вместимость, 145чел.
02. Сидячих мест, 25.
03. Вес автобуса, 23,66т.
04. Двигатель — Mercedes-Benz OM906LA Euro III.
05. Мощность двигателя, 205кВт.
06. Шины, 275\70R22.5.
Модель № 6. МАЗ-231 МИНСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД:


01. Вместимость, 80чел.
02. Сидячих мест, 51.
03. Вес автобуса, 18т.
04. Двигатель — Daimler OM 926LA Euro V.
05. Мощность двигателя, 240кВт.
06. Шины, 295/80R22,5.
Заказать чертеж
Поделитесь с друзьями!

двойные круглые круглые метки
1200 * 1200

акварельные цветочные открытки шаблон с геометрическим золотым рисунком цветка и сохранить дату многоцелевой
1200 * 1200

розовый любовь двойной слой день рождения торт 3d элемент
1200 * 1200

непрерывное рисование одной линии, держащей сердце на белом фоне черная тонкая линия руки с векторным изображением сердца
5000 * 5000

модный квадратный квадрат нерегулярный неоновый эффект
1200 * 1200

Непрерывные однолинейные вилки, ложки, ножевые тарелки и всякую кухонную и кухонную утварь можно использовать для логотипов, тортов, визитных карточек и других черно-белых векторных иллюстраций.
5000 * 5000

зеленое растение двухстороннее свадебное приглашение
1200 * 1200 9000 5

двухслойный круговой неоновый эффект геометрическая граница
1200 * 1200

красный розовый размер двойное граффити любовь
1200 * 1200

непрерывный рисунок одной линии абстрактного лица минимализм и простота векторные иллюстрации минималистский рисованный эскиз lineart
3967 * 3967

рукописное непрерывное рисование одной линии человека на бумаге с чернильным пером дизайн минимализм
3967 * 3967

рисованные вензеля и границы бесплатный шаблон дизайна
1200 * 1200

элементы дизайна золотого рисунка линии узорные рамки
1200 * 1200

рисование одной строки музыкальных нот изолированные вектор объект непрерывная простота lineart дизайн знака и символов
3967 * 3967

золотая линия рисования цветочных растений 90 005
1200 * 1200

векторных орнаментов каракули рисовать линии цветочные элементы дизайна границы иллюстрации
3000 * 3000
непрерывного рисования линий вектора розового цветка
4000 * 4000
грустный человек один рисование линий векторная иллюстрация минималистский дизайн
2400 * 2400

изогнутая линия рисунка
1200 * 1200

изумрудное двустороннее приглашение
1200 * 1200

векторная земля планеты с рисованной планетой маска больного от коронавируса
4000 * 4000

зеленое цветочное двустороннее свадебное приглашение
1200 * 1200

синее акварельное двустороннее свадебное приглашение
1200 * 1200
 рисунок солнце
рисунок солнце1200 * 1200

красота лицо девушки векторные иллюстрации с использованием одного непрерывного штрихового рисунка на белом фоне бесплатный шаблон дизайна логотипа
4000 * 4000

зеленый эффект двухпалубный круговой неоновый бордюр
2500 * 2500

штрихового рисунка один непрерывный lineart руки, держащей минималистский стиль
1200 * 1200
группа офисного работника обсуждает концепцию проекта командной работы непрерывного рисования одной линии вектор минималистичный дизайн
4000 * 4000
синий двойной материал
1200 * 1200

акварель цветочные с сердцем в форме геометрического рисунка руки пионом и цветами герани сохранить дату многоцелевые карты
1200 * 1200

влюбленная пара в непрерывном рисовании одной линии векторные иллюстрации
4000 * 4000

женское лицо с плюмерией цветочное искусство непрерывное абстрактное рисованной минимализм рисование линий
3967 * 3967

еда каракули бесшовные векторные иллюстрации линия искусство стиль контурный рисунок в черном и белом цветах
2000 * 2000

двухпалубная отключенная квадратная неон эффект геометрической границы
1200 * 1200
- Многоразовая тетрадь для рисования Enjoybay AMWH-1. Имея эту базовую тетрадь для рисования, ваш ребенок узнает: фигуры, людей, животных, овощей, фруктов, насекомых, морских животных, растения, ежедневные поставки, транспорт, персонализированные фотографии. В тетради используются чернила, которые исчезают автоматически, и их можно использовать повторно.Тетрадь использует шрифт Groove, чтобы углубить память структуры шрифта и помочь детям стандартизировать письмо.
Технические характеристики
- Вес: 258 г
- Размер: 27см * 18,5см
- Страница: 16
- Цвет: как изображения
- Материал: картон
- рекомендуемых людей: ученики, начинающие каллиграфии
- Way: Практика почерков,
Особенности
• Бумага плотнее, не скручена и долговечна.
• Точная репрессия, умеренная глубина, равномерный отступ, углубление памяти структуры шрифта.
• Оригинальная белая карточка с деревянным веслом, с использованием ограничителя канавки, неправильный метод письма, не нужно стирать, но можно использовать повторно.
• Используйте металлические катушки, чтобы переворачивать страницы гибко и быстро, экологически безвредно и долговечно.
• Используйте чернила, которые автоматически исчезают, и их можно использовать повторно, не повреждая бумагу, не нужно воды для стирки.
Упаковочный лист
• 1 * Многоразовая тетрадь для живописи Enjoybay AMWH-1