Паспорта на универсально-заточные станки — Заточные станки
Подборка паспортов на универсально-заточные станки. Желательно появляющиеся паспорта вносить в эту тему.
ЗД641Е — Станок Универсально-Заточной. Техническая документация.
http://www.chipmaker…iles/file/7108/
3Д641Е — станок универсально-заточной механизированный. паспорт (djvu)
http://www.chipmaker…iles/file/6871/
3Б634 полный паспорт
http://www.chipmaker…iles/file/6776/
3М642, 3М642Е, 3М642Е-1 — универсально-заточной станок . Паспорт. Станкоимпорт, 1982 djvu
http://www.chipmaker…iles/file/6685/
3E642E — станок универсально-заточный
http://www.chipmaker…iles/file/5368/
3М642 (3В642) — универсально-заточный станок
http://www.chipmaker…iles/file/4961/
3В642, станок универсально-заточной
http://www.chipmaker…iles/file/4018/
3Е642, станок универсально-заточной, электросхема
http://www.chipmaker…iles/file/2318/
3Д642Е, станок универсально-заточной механизированный
http://www.chipmaker…iles/file/2095/
3А64Д, станок универсально-заточный
http://www.chipmaker…iles/file/2076/
3Е642Е -электрооборудование и быстроизнашивающиеся части
http://www.chipmaker…iles/file/1364/
3Е642,3Е642Е, станок универсально-заточной
http://www.chipmaker…iles/file/1363/
Каталог приспособлений к универсально-заточным станкам 3Е642, ВЗ-318 и пр. (Витебск)
http://www.chipmaker…iles/file/6881/
3В641, универсально-заточной станок, Чита. Паспорт, руководство по эксплуатации (djvu)
http://www.chipmaker…iles/file/9772/
Остальные паспорта можно скачать здесь: http://www.chipmaker.ru/files/category/36/
www.chipmaker.ru
3В642 станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3В642
Производитель универсального заточного станка 3В642 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение. Основной парк заточных станков составляют станки, работающие абразивным инструментом. В промышленности получают все более широкое распространение алмазные круги для чистовой заточки и доводки режущего инструмента, оснащенного твердосплавными пластинками. Применение алмазных кругов вместо обычных шлифовальных значительно повышает производительность. Заточка инструмента алмазными кругами на металлической связке позволяет в ряде случаев исключить операцию доводки инструмента.
Ко второй группе относятся станки для анодно-механической заточки и для электроискровой заточки и доводки инструмента.
По назначению заточные станки делятся на
- универсальные (для заточки различных видов инструмента)
- специальные (для заточки инструмента определенного вида)
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3В642 станок универсально-заточный. Назначение и область применения
Универсальные заточные станки 3В642 предназначены для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Станки универсально заточные 3В642 обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Универсально-заточной станок 3В642 по конструкции является упрощенной модификацией станка 3Б642 и отличается от последнего отсутствием гидропривода. Для привода шпинделя шлифовального круга используется двухскоростной электродвигатель переменного тока. Изменение числа оборотов шпинделя осуществляется перестановкой ремня и переключением скоростей электродвигателя.
Универсально-заточные станки моделей 3В642 и 3Б642 имеют 94% унифицированных деталей и отличаются тем, что на станке мод. 3Б642 затачивание инструмента может производиться как при ручном, так и при автоматическом его перемещении, а на станке мод. 3В642 — только при ручном.
Затачивание и шлифование производятся только при ручном перемещении детали со столом.
Техническая характеристика станка:
- наибольший диаметр устанавливаемой детали 250 мм
- наибольшая длина детали, устанавливаемой в центрах, 630 мм
- размеры рабочей поверхности стола (длина и ширина) 900 х 140 мм
- наибольшее вертикальное перемещение шлифовальной головки 250 мм
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Станок модели 3Б642 снабжен, кроме того, гидроагрегатом для автоматической подачи стола, а в его суппорт встроены гидроцилиндр и гидропанель
Универсально-заточными станками моделей 3В642 и 3Б642 можно пользоваться для заточки инструментов алмазными и обычными шлифовальными кругами с охлаждением и всухую. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния или алмазные тех же размеров и формы.
Для защиты от разбрызгивания охлаждающей жидкости и отвода ее в бак используют специальное ограждение.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
К станку прилагаются:
- универсальная головка
- передняя и задняя центровые бабки
- делительный и другие механизмы
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
3В642 Габаритные размеры рабочего пространства
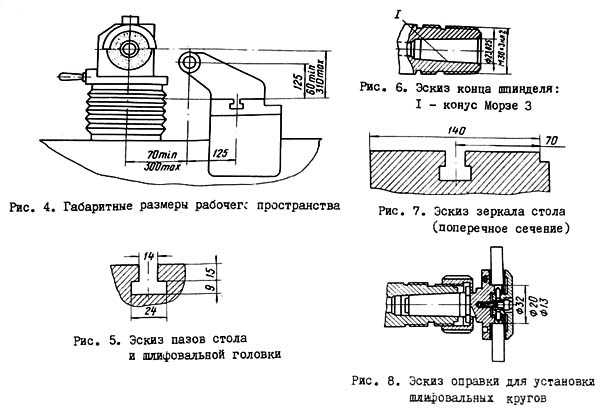
Габаритные размеры рабочего пространства станка 3В642
3В642 Общий вид заточного станка

Фото универсального заточного станка 3В642
Расположение составных частей заточного станка 3В642
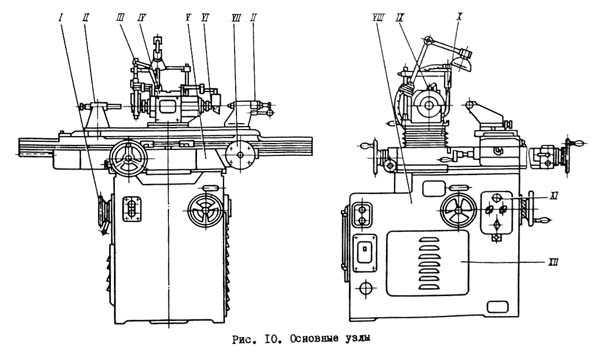
Расположение составных частей заточного станка 3В642
Спецификация составных частей заточного станка 3В642
- I. Узел 24. Механизм подъема
- II. Узел П. Приспособления
- III. Узел 60. Охлаждение
- IV. Узел 40. Шлифовальная головка
- V. Узел 30. Суппорт
- VI. Узел 91. Оправки
- VII. Узел 31. Планетарный редуктор
- VIII. Узел 10. Станина
- IX. Узел 92. Кожухи
- X. Узел 20. Колонна
- XI. Узел 80. Электрооборудование
- ХII. Узел 21. Редуктор
Узел 90. Принадлежности (на рисунке не указан)
Узел 93. Ограждение (на рисунке не указан). Универсальные приспособления, служащие для расширения круга работ, выполняемых на станке, поставляются со станком и входят в комплект и стоимость станка, а специальные приспособления поставляются по заказу потребителей за особую плату.
Универсальный заточный станок предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме заточки инструмента, на станке можно производить наружное, внутреннее и плоское шлифование.
Основные узлы станка 3В642: станина, стол с суппортной группой и шлифовальная головка со шпинделем, на котором устанавливаются шлифовальные круги. На столе располагаются приспособления. Поперечное и продольное перемещение стола производится соответственно маховиками, а подъем и опускание шлифовальной бабки — маховиком.
3В642 Расположение органов управления заточным станком

Расположение органов управления заточным станком 3В642
3В642 Перечень органов управления заточным станком
- Маховик вертикальной подачи
- Кнопка включения медленной вертикальной подачи
- Крышка окна для доступа к электродвигателю шпинделя
- Кнопка «Стоп» электродвигателя шпинделя
- Рукоятка включения медленной вертикальной подачи
- Маховичок тонкой поперечной подачи
- Винт закрепления стола от поворота
- Винт поворота стола
- Левый упор стола
- Кран охлаждения
- Зажимы кожухов шлифовального круга
- Правый упор стола
- Кнопка включения медленной продольной подачи стола вручную
- Маховичок медленной продольной подачи стола вручную
- Штепсельная розетка для подключения электродвигателя пылесоса
- Крышка ниши бака охлаждения
- Вводный выключатель (автомат)
- Замок крышки электрошкафа
- Кнопка «Общий стоп»
- Маховики поперечной подачи
- Рукоятка закрепления шлифовальной головки от вертикального перемещения
- Рукоятка поворота шлифовальной головки
- Гайка закрепления шлифовальной головки от поворота
- Кнопка фиксации шпинделя от поворота
- Выключатель освещения
- Маховичок продольной подачи стола вручную
- Гайки закрепления стола от поворота
- Рычаг толчковой поперечной подачи
- Сигнальная лампа
- Реверс шпинделя
- Выключатель охлаждения и пылесоса
- Переключатель числа оборотов электродвигателя шпинделя
- Штепсельная розетка для подключения электродвигателей приспособлений
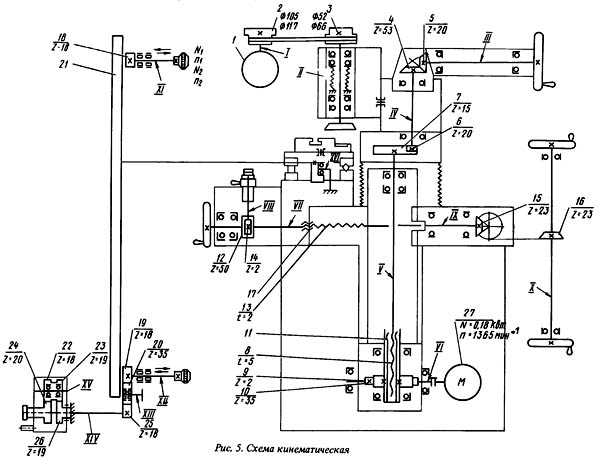
3В642 Кинематическая схема заточного станка
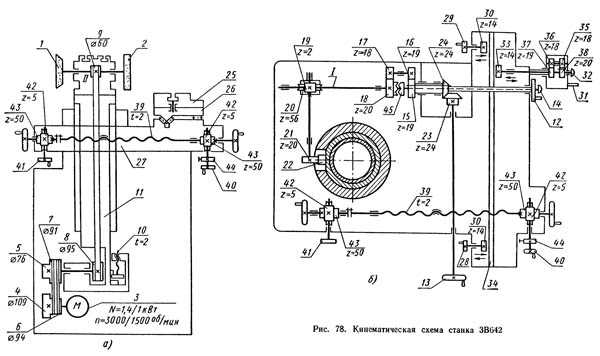
Кинематическая схема заточного станка 3В642
Схема кинематическая заточного станка 3В642. Смотреть в увеличенном масштабе
Главное движение — вращение шпинделя со шлифовальными кругами 1 и 2 — осуществляется от двухскоростного электродвигателя 3 через ременные передачи 4—5 или 6—7 и далее через передачу 8—9 на шпиндель 11.
Периферией цилиндрического круга 2 шлифуют поверхности тел вращения, которые устанавливаются в центрах приспособления на столе станка, а чашечным кругом 1 — плоские поверхности инструмента, например, резьбу метчика по передней плоскости.
Электродвигатель вместе с кронштейном, на котором он установлен, и со шкивом 8 может опускаться с помощью винта 10 вниз, натягивая ремень шлифовальной головки.
Шлифовальная головка с шлифовальными кругами 1 и 2 (рис. 78, а) смонтирована на верхней части вертикальной колонны 11 и может поворачиваться с ней вокруг вертикальной оси (рис. 78, б). Кроме поворота, колонна может перемещаться вверх или вниз с помощью маховиков 12 или 13. От маховика 12 движение на вал I может передаваться непосредственно, если кнопкой 14 включить муфту 45 (быстрое движение) или через планетарный механизм с зубчатыми колесами 15—18 и далее через червячную передачу 19—20 на реечную пару с реечным колесом 21 и рейкой 22, закрепленной на колонне (медленное движение).
Если колонна перемещается с помощью маховика 13, то движение идет через коническую пару 23—24 и далее по той же цепи.
Стол с суппортной группой состоит из трех частей. На верхней поворотной части 25 устанавливается в соответствующих приспособлениях затачиваемый инструмент. Верхняя часть стола поворачивается относительно средней части 26 для заточки конических поверхностей инструмента. Средняя часть стола 26 имеет ручное продольное перемещение на роликовых направляющих нижней части стола 27. Это перемещение производят маховиками 28 или 29 с реечными зубчатыми колесами 30, или рукояткой 31 на корпусе (поводке) планетарной передачи. В последнем случае нажатием кнопки 32 реечное колесо 33, связанное с планетарным механизмом, включают, а колеса 30, связанные с маховиками 28 и 29, отключают от рейки 34, при этом стол получает медленную поперечную подачу от планетарного механизма с колесами 35—38.
Нижнюю часть стола 27 вместе со средней и верхней частями перемещают в поперечном направлении с помощью ходового винта 39 и гайки, закрепленной на станине. Тонкая (замедленная) поперечная подача осуществляется вращением маховиков 40 или 41, которые через передачи 42—43 поворачивают ходовой винт 39.
Храповой механизм 44, который приводится в движение специальной рукояткой, через ту же передачу 42—43 сообщает ходовому винту, а следовательно, и столу периодическое замедленное движение. Тонкая (замедленная) подача стола позволяет осторожно подводить затачиваемый инструмент к шлифовальному кругу.
Приспособления станка значительно расширяют область использования станка. К ним относятся: передняя бабка с делительными дисками, задняя бабка, универсальная заточная головка, универсальные поворотные тиски, приспособление для правки кругов, приспособление для заточки фрез с затылованными зубьями, приспособление для заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
3В642 Схема электрическая принципиальная станка
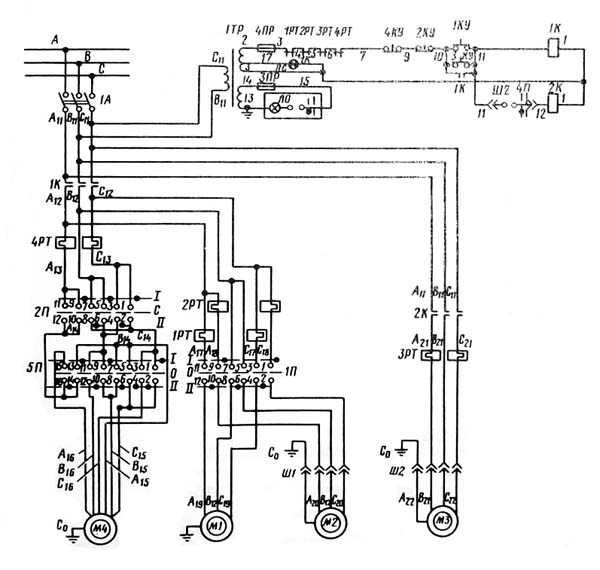
Электрическая схема заточного станка 3В642
3В642 Установочный чертеж станка
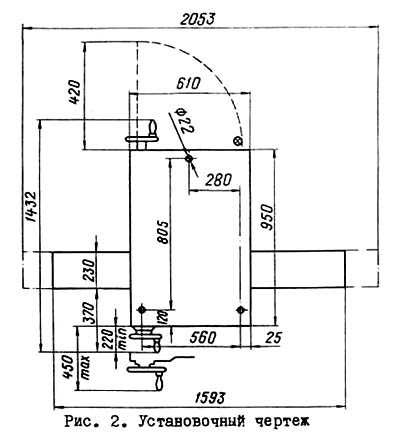
Установочный чертеж станка 3В642
3В642 станок заточной универсальный. Видеоролик.
Технические данные и характеристики станка 3В642
| Наименование параметра | 3В642 | 3Б642 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 630 х 250 | 630 х 250 |
| Расстояние между центрами универсальной и задней бабок, мм | 550 | 550 |
| Расстояние между осью шлифовального круга и линией центров в горизонтальной плоскости, мм | 70..300 | 70..300 |
| Расстояние между осью шлифовального круга и линией центров в вертикальной плоскости, мм | 65..185 | 65..185 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 900 х 140 | 900 х 140 |
| Наибольшее продольное/ поперечное ручное перемещение стола, мм | 450/ 230 | 450/ 230 |
| Перемещение продольное/ поперечное стола на одно деление лимба, мм | 0,1/ 0,01 | 0,1/ 0,01 |
| Перемещение поперечное стола на одно деление тонкой подачи, мм | 0,0025 | 0,0025 |
| Угол поворота стола в горизонтальной плоскости, град | 90 | 90 |
| Скорость перемещения стола от гидропривода, м/мин | — | 0,2..8 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 250 |
| Цена деления лимба подачи вертикального перемещения стола, мм | 0,005 | 0,005 |
| Угол поворота бабки в горизонтальной плоскости, град | 350 | 350 |
| Шлифовальная головка | ||
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240, 3150, 4500, 6300 | 1300..6500 б/с |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 3 | Морзе 3 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга других типов, мм | 150 | 150 |
| Универсальная головка | ||
| Размер внутренних конусов шпинделей | Морзе 5 | Морзе 5 |
| Угол поворота в горизонтальной и вертикальной областях, град | 360 | 360 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | 5 |
| Электродвигатель привода шпинделя шлифовальных кругов, кВт | 1,5/ 1,1 | 2,5 |
| Электродвигатель привода изделия, кВт | 0,25 | 0,25 |
| Электродвигатель гидропривода, кВт | — | |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель пылесоса, кВт | 0,125 | 0,125 |
| Общая установленная мощность всех электродвигателей, кВт | 1,795 | |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 2050 х 1820 х 1550 | 2050 х 1820 х 1550 |
| Масса станка, кг | 1250 | 1280 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства заточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3Д642Е станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3Д642Е
Производитель универсального заточного станка 3Д642Е — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3Д642Е станок универсально-заточный с гидавлическим приводом. Назначение и область применения
Универсальные заточные станки 3Д642Е предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3Д642Е обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3Д642Е является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3Д642Е осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Д642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя;
- со ступенчатым регулированием частоты вращения шлифовального шпинделя.
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4;
Класс точности станка – П.
Станок 3М642Е является предшествующим аналогом станков 3Д642Е.
Станок 3Д642Е является предшествующим аналогом станков 3Е642Е.
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство «легендарных» моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
3Д642Е Основные размеры и посадочные места заточного станка

Основные размеры и посадочные места заточного станка 3Д642Е
Общий вид заточного станка 3Д642Е

Фото заточного станка 3Д642Е
Расположение составных частей заточного станка 3Д642Е

Расположение составных частей заточного станка 3Д642Е
Спецификация составных частей заточного станка 3Д642Е
- Гидроцилиндр — ЗМ642Е.76.000
- Основание стола — ЗД642Е.14Б.000
- Механизм поперечной подачи — ЗМ642Б.27.000
- Стол — ЗМ642Е.43.000
- Головка шлифовальная — ЗМ642Е.31.000
- Бабка шлифовальная — ЗМ642Е.33.000
- Механизм реверса — ЗД642Е.44Б.000
- Панель управления — ЗД642Е.15.000
- Гидрокоммуникация — ЗД642Е.72.000
- Редуктор планетарный — ЗМ642Е.42.000
- Пульт управления основной — ЗД642Е.82А.000
- Станина — ЗД642Е.12.000
- Электрооборудование. Размещение на панели — ЗД642Е.81А.000
- Каретка с колонкой — ЗД642Е.28.000
- Механизм подъема — ЗМ642Е.24.000
- Электрооборудование. Размещение на станке — ЗД642Е.80А.000
- Комплект оправок — ЗМ642Е.91.000
- Комплект кожухов — ЗМ642Е.92.000
- Механизм тонкой подачи — ЗМ642Е.26.000
- Пульт управления левый — ЗД642Е.83А.000.
Пульт управления правый — ЗД642Е.84А.000 - Редуктор подъема — ЗМ642Е.25.000
- Пылеотвод — ЗМ642Е.94.000
- Комплект принадлежностей — ЗМ642Е.96.000
- Комплект приспособлений — ЗМ642Е.98.000
Расположение органов управления заточным станком 3Д642Е

Расположение органов управления заточным станком 3Д642Е
Перечень органов управления заточного станка 3Д642Е
- Винты зажима поворотного стола
- Маховичок быстрой поперечной подачи
- Рукоятка включения тонкой поперечной подачи
- Маховичок тонкой поперечной подачи
- Упоры стола
- Маховичок подъема шлифовальной бабки
- Центральный винт фиксации стола
- Рычаг реверса стола
- Винты зажима поворотного стола
- Жесткий упор стола
- Кнопка отключения гидроцилиндра стола
- Гидропанель
- Вытяжная рукоятка переключения скорости движения стола
- Маховичок перемещения стола с основного рабочего места
- Замки электрошкафа
- Пульт управления основной
- Гидростанция
- Рукоятка зажима колонны
- Винт фиксации кронштейна шлифовальной бабки
- Маховичок перемещения стола с боковых рабочих мест
- Пульт управления левый
- Пульт управления правый
- Вводный автомат
- Розетка для подключения приспособлений
Перечень органов управления на пультах управления заточного станка 3Д642Е
- 8. Выключатель пылесоса
- 12. Тумблер переключения направления вращения шлифовального круга
- 14. Кнопка „Все стоп»
- 16. Кнопка „Пуск стола»
- 17. Кнопка „Стоп стола»
- 20. Кнопка включения гидропривода
- 24. Тумблер „Пуск—стоп» шлифовального круга
- 26. Сигнальная лампа „Станок включен»
- 27. Переключатель скоростей вращения шлифовального круга
- 28. Переключатель направления вращения шлифовального круга
Кинематическая схема заточного станка 3Д642Е
Кинематическая схема заточного станка 3Д642Е
Схема кинематическая заточного станка 3Д642Е. Скачать в увеличенном масштабе
3Д642Е станок заточной универсальный. Видеоролик.
Технические данные и характеристики станка 3Д642Е
| Наименование параметра | 3Д642Е | 3Е642Е |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 500 х 250 | 630 х 250 |
| Высота центров над рабочим столом, мм | 125 | 125 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 800 х 140 | 900 х 140 |
| Наибольшее продольное перемещение стола, мм | 400 | 450 |
| Угол поворота стола в горизонтальной плоскости, град | ±45 | ±45 |
| Скорость продольного перемещения стола, м/мин | 0,2 … 8 | 0,2 … 12 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 235 |
| Цена деления лимба подачи вертикального перемещения, мм | 0,005 | 0,005 |
| Наибольшее поперечное перемещение бабки, мм | 230 | 230 |
| Цена деления лимба тонкой подачи поперечного перемещения, мм | 0,001 | 0,001 |
| Угол поворота бабки в горизонтальной плоскости, град | 360 | 360 |
| Угол поворота бабки в вертикальной плоскости, град | ±20 | |
| Шлифовальная головка | ||
| Число оборотов заточного круга при бесступенчатом регулировании, об/мин | 2200…6400 | 2200…6400 |
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240,3150, 4500,6300 | 2200,3200, 4400,6400 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 4 | Морзе 4 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 типа ПП | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 других типов | 150 | 150 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода шпинделя, кВт | 1,1 | 2,2 |
| Электродвигатель вертикального перемещения шлифовальной бабки (привод колонны), кВт | 0,18 | 0,18 |
| Электродвигатель привода изделия, кВт/ об/мин | 0,25/ 1500 | 0,25/ 1500 |
| Электродвигатель гидропривода, кВт/ об/мин | 1,1/ 1000 | 1,1/ 1000 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Производительность насоса охлаждения, л/мин | 22 | 22 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1715 х 1810 х 1635 | 1745 х 1940 х 1550 |
| Масса станка, кг | 1650 | 1160 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
3Д642Е Паспорт универсального заточного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
3Д642Е — станок универсально-заточной механизированный. Паспорт — Заточные станки
Станок универсально-заточной механизированный мод. 3Д642Е
Руководство по эксплуатации 3Д642Е.00.000 РЭ — 3D642E_Zatoshnoi_Pasport.djvu (4.15 MB) и 3D642E.djvu (12.22 MB)
Москва, Станкоимпорт, 1975 и 1984 г.г.
Гидростанция СВ1. Паспорт СВ1-0.0.00 ПС 1985 год
Приспособление П59 — Приспособление для правки круга со шлифовальной бабки, модель 3Е642Е.П59. Руководство по эксплуатации 3Е642Е.П59.000РЭ, 1985 год
Микроскоп «Профиль», БелОМО, Паспорт 1615.00.00.000 ПС 1978 год
Микроскоп «Профиль», ММЗ им. С.И. Вавилова, Техническое описание 1615.00.00.000 ТО 1978 год
Формат djvu
Станок ЗД642Е универсально-заточный механизированный предназначен для заточки и доводки основных видов режущего инструмента из инструментальной стали, твердого сплава и минералокерамики абразивными и алмазными кругами и кругами из эльбора. Станок приспособлен также для круглого (наружного и внутреннего) и плоского шлифования. Станок может быть использован в условиях заточных отделений машиностроительных заводов при изготовлении, заточке и переточке металлорежущего инструмента. Класс точности станка — П по ГОСТ 8—77.
Гидростанция CBI с одним независимым потоком предназначена для привода вспомогательных механизмов и зажимных устройств станков, прессов и других гидрофицированных механизмов различного технологического назначения.Гидростанция CBI работает на чистых минеральных маслах с кинематической вязкостью от 20 до 200 сСт при температуре масла 10 -50 °С и температуре окружающей среды 10-40 °С. Масло, заливаемое в резервуары гидробака станции, должно быть отфильтровано от частиц размером более 25 мкм.
Приспособление для правки круга со шлифовальной бабки ЗЕ642Е.П59 обеспечивает фасонную правку шлифовальных кругов по радиусу и сопряженным с ним двум прямым.
Микроскоп «Профиль» 1615.00.00.000 предназначен для контроля правки абразивных шлифовальных кругов при фасонном шлифовании на шлифовальных и универсально-заточных станках профилей, состоящих из прямолинейных участков и дуг.
Похожий файл: 3Д642Е — станок универсально-заточной механизированный. Руководство по эксплуатации
www.chipmaker.ru
3М642 станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3М642
Производитель универсального заточного станка 3М642 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3М642 станок универсально-заточный. Назначение и область применения
Универсальные заточные станки 3М642 предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3М642 обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3М642 является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3М642 осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы с умеренным климатом — УХЛ4
Класс точности станка – П.
История производства заточных универсальных станков
Станок 3М642 (3М642Е) является предшествующим аналогом станков 3Д642 (3Д642Е).
Станок 3Д642 (3Д642Е) является предшествующим аналогом станков 3Е642Е (3Е642Е).
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство «легендарных» моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
3М642 Основные размеры и посадочные места заточного станка

Основные размеры и посадочные места заточного станка 3М642
Общий вид заточного станка 3М642

Фото заточного станка 3М642
Расположение составных частей заточного станка 3М642

Расположение составных частей заточного станка 3М642
Спецификация составных частей заточного станка 3М642
- Механизм поперечной подачи — 3М642Е.27.000
- Основание стола — 3М642Е.14.000
- Стол — 3М642Е.43.000
- Шлифовальная бабка — 3М642Е.33.000
- Шлифовальная головка — 3М642Е.31.000
Шлифовальная головка удлиненная — 3М642Е.32.000 - Редуктор планетарный — 3М642Е.42.000
- Гидроцилиндр — —
- Гидростанция — —
- Редуктор подъема — 3М642Е.25.000
- Станина — 3М642.12.000
- Охлаждение — 3М642Е.60.000
- Каретка с колонной — 3М642Е.28.000
- Механизм подъема — 3М642Е.24.000
- Электрооборудование — 3М642.86.000
- Кожух — 3М642Е.92.000
- Оправка — 3М642Е.91.000
- Механизм тонкой подачи — 3М642Е.26.000
- Панель управления — 3М642Е.15.000
- Ограждение — 3М642Е.93.000
- Пылеотвод — 3М642Е.94.000
- Комплект принадлежностей — 3М642Е.96.000
- Комплект приспособлений — 3М642Е.98.000
Расположение органов управления заточным станком 3М642

Расположение органов управления заточным станком 3М642
Перечень органов управления заточного станка 3М642
- Пульт управления основной
- Маховички быстрой поперечной подачи
- Рукоятка включения тонкой поперечной подачи
- Кнопка отключения гидроцилиндра стола (для 3М642Е)
- Винты зажима поворотного стола
- Центральный винт фиксации стола
- Винты фиксации кронштейна шлифовальной бабки
- Упоры стола
- Жесткий упор стола
- Маховичок перемещения стола с основного рабочего места
- Вытяжная рукоятка переключения скорости движения стола
- Пульт управления гидростанции (для 3М642Е)
- Замки электрошкафа
- Пульт управления дублирующий
- Маховички быстрой поперечной подачи
- Рукоятка зажима колонны
- Маховичок подъема шлифовальной бабки
- Маховичок перемещения стола с боковых рабочих мест
- Рычаг реверса стола (для 3М642Е)
- Маховичок тонкой поперечной подачи
- Вводной автомат
- Розетка для подключения приспособлений
Кинематическая схема заточного станка 3М642

Кинематическая схема заточного станка 3М642
Схема кинематическая заточного станка 3М642. Скачать в увеличенном масштабе
Схема электрическая принципиальная станка 3М642

Электрическая схема заточного станка 3М642
Схема электрическая заточного станка 3М642. Скачать в увеличенном масштабе
Схема электрическая принципиальная станка 3М642Е

Электрическая схема заточного станка 3М642Е
Схема электрическая заточного станка 3М642Е. Скачать в увеличенном масштабе
Технические данные и характеристики станка 3М642
| Наименование параметра | 3М642 | 3Е642Е |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 500 х 250 | 630 х 250 |
| Высота центров над рабочим столом, мм | 125 | 125 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 800 х 140 | 900 х 140 |
| Наибольшее продольное перемещение стола, мм | 400 | 450 |
| Угол поворота стола в горизонтальной плоскости, град | ±45 | ±45 |
| Скорость продольного перемещения стола, м/мин | 0,2 … 8 | 0,2 … 12 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 235 |
| Цена деления лимба подачи вертикального перемещения, мм | 0,005 | 0,005 |
| Наибольшее поперечное перемещение бабки, мм | 230 | 230 |
| Цена деления лимба тонкой подачи поперечного перемещения, мм | 0,001 | 0,001 |
| Угол поворота бабки в горизонтальной плоскости, град | 360 | 360 |
| Угол поворота бабки в вертикальной плоскости, град | ±20 | |
| Шлифовальная головка | ||
| Число оборотов заточного круга при бесступенчатом регулировании, об/мин | 2200…6400 | 2200…6400 |
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240,3150, 4500,6300 | 2200,3200, 4400,6400 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 4 | Морзе 4 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 типа ПП | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 других типов | 150 | 150 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода шпинделя, кВт | 1,1 | 2,2 |
| Электродвигатель вертикального перемещения шлифовальной бабки (привод колонны), кВт | 0,18 | 0,18 |
| Электродвигатель привода изделия, кВт/ об/мин | 0,25/ 1500 | 0,25/ 1500 |
| Электродвигатель гидропривода, кВт/ об/мин | 1,1/ 1000 | 1,1/ 1000 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Производительность насоса охлаждения, л/мин | 22 | 22 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1715 х 1810 х 1635 | 1745 х 1940 х 1550 |
| Масса станка, кг | 1650 | 1160 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства заточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
3М642, 3М642Е Паспорт универсального заточного станка, (djvu) 1,6 Мб, Скачать
stanki-katalog.ru
Паспорт 3Е642 Универсально-заточной станок
Наименование издания:Часть 1: Руководство по эксплуатации (3Е642Е.00.000 РЭ) – 50 страниц
Часть 2: Электрооборудование (3Е642Е.00.000 РЭ1) – 56 страниц
Часть 3: Гидрооборудование (3Е642Е.00.000 РЭ2) – 8 страниц
Часть 4: Материалы по быстроизнашиваемым деталям (3Е642Е.00.000 РЭ3) – 26 страниц
Выпуск издания: —
Год выпуска издания: 1988
Кол-во книг (папок): 4
Кол-во страниц: 140
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (3Е642Е.00.000 РЭ)
1. Общие сведения о станке
— Общий вид станка
2. Основные технические данные и характеристики
— Стол
— Крепление шлифовального круга
— Шпиндель шлифовальный
3. Комплект поставки
4. Указания мер безопасности
5. Состав станка
— Расположение составных частей станка
6. Устройство, работа станка и его составных частей
— Расположение органов управления
— Пульты управления
— Схема кинематическая принципиальная
— Станина
— Основание стола
— Корпус пульта
— Панель управления
— Каретка с колонной
— Механизм подъёма
— Редуктор подъёма
— Механизм поперечной подачи
— Механизм тонкой подачи
— Шлифовальная бабка
— Головка шлифовальная
— Стол
— Головка шлифовальная удлинённая
— Механизм перемещения стола
— Механизм реверса
— Система охлаждения
— Оправка
— Кожух
— Ограждение
— Пылеотвод
— Бабка универсальная
— Бабка передняя
— Бабка задняя
— Упорка универсальная
— Приспособление для линейной правки круга
— Приспособление для установки центров
— Приспособление для наружного круглого шлифования
— Тиски трёхповоротные
7. Смазочная система
— Схема смазки
8. Порядок установки
— Схема транспортирования распакованного станка
— Схема транспортирования гидростанции
— Схема транспортирования частотного привода
— Установочный чертёж станка
9. Порядок работы
— Номограмма определения частоты вращения шлифовального круга
— Номограмма определения частоты вращения шлифовального круга при шкивах диаметром
— Номограмма определения частоты вращения шлифовального круга и диаметров шкивов при ступенчатом регулировании частоты вращения
— Установка упорки
10. возможные неисправности и методы их устранения
11. Особенности разборки и сборки при ремонте
12. Свидетельство о приёмке
13. Сведения о консервации и упаковке
14. Указания по техническому обслуживанию, эксплуатации и ремонту
Часть 2: Электрооборудование (3Е642Е.00.000 РЭ1)
1. Характеристика электрооборудования
2. Система питания
3. Первоначальный пуск
4. Описание работы
5. Блокировки
6. Система сигнализации
7. Защита
8. Указания мер безопасности
9. Возможные неисправности и способы их устранения
10. Иллюстрации
— Расположение электрооборудования и внешних электропроводок (металлорукавов) на станке без преобразователя частоты
— Расположение электрооборудования на станке с преобразователем частоты
— Расположение электрооборудования на передней панели управления для станка с преобразователем частоты А1
— Расположение электрооборудования на боковой панели управления
— Расположение органов управления электрооборудованием и сигнализации (пульт левый)
— Расположение органов управления электрооборудованием и сигнализации (пульт правый)
— Расположение органов управления электрооборудованием и сигнализации (пульт основной)
— Расположение элементов на плате реверса салазок
— Схема электрическая принципиальная для станка без преобразователя частоты
— Схема электрическая принципиальная для станка с преобразователем частоты
— Схема электрическая принципиальная платы реверса салазок
— Плата реверса салазок
Часть 3: Гидрооборудование (3Е642Е.00.000 РЭ2)
1. Схема гидравлическая принципиальная
2. Назначение гидрооборудования
3. Конструкция
— Гидрокоммуникация
— Гидропанель
4. Описание работы гидросистемы
5. Указания по монтажу и эксплуатации
6. Возможные неисправности и методы их устранения
Часть 4: Материалы по быстроизнашиваемым деталям (3Е642Е.00.000 РЭ3)
Введение
Перечень подшипников
Перечень чертежей быстроизнашиваемых деталей и сборочных единиц
— Схема расположения подшипников
Чертежи быстроизнашиваемых деталей********
prompasport.ru
82. Приспособления к универсально-заточному станку модели 3е642е
Заточные станки укомплектованы различными приспособлениями:
-бабка универсальная для заточки концевого и насадного инструмента
-бабка передняя (корпус и пиноль)
—приспособление для линейной правки круга
—приспособление для наружного круглого шлифования (для сообщения вращения изделию при круговом шлифовании)
-тиски трехповоротные
-опорка универсальная, служит для правильной установки зуба затачиваемого инструмента, с прямым или винтовым наклоном.
-приспособление для установки центров (для выверки опорки или оси шпинделя шлифовальной головки по высоте центров бабок)
83. Шлицешлифовальные станки
Предназначены для шлифования шлицевых валов в мелкосерийном производстве.
Основные узлы: станина, стол, передняя бабка с механизмом деления, колона с механической правкой, шлифовальная головка, ориентирующее устройство задней бабки и механизм подачи.
Цикл шлифования представляет собой совокупность взаимосвязи элементов:
-правка круга
-быстрое подведение круга к изделию
-подача на врезание
-деление на один шлиц
-рабочий продольный ход
-ускорение хода стола
84. Назначение и разновидности зубообрабатывающих станков
Нарезание осуществляется либо методом копирования, либо методом обката. При обработке по методу копирования форма режущей кромки соответствует форме впадины на детали. Применяются модульные цилиндры и пальцевые фрезы, поступающие в наборе от 8 до 15 штук.
Поворот заготовки осуществляется при помощи делительного устройства. Колеса получают 9-12 класса точности
При методе обката инструмент заготовке сообщает движение зацепления при сопряжении зубчатых колес.
Станки классифицируются:
-по назначению:
1)для обработки колес с прямыми или винтовыми зубьями на цилиндрической поверхности
2)конических колес с прямыми и криволинейными зубьями
3)червячных, шевронных и зубчатых реек
4)специальных станков
-по виду обработки и применению инструмента:
1)зубодолбежные
2)зубофрезерные
3)зубострогальные
4)зубошлифовальные и т.д.
-по точности обработки:
1)чистовые
2)черновые
85. Общая методика анализа и настройки кинематических цепей зубообрабатывающих станков
Методика настройки зубообрабатывающих станков заключается в настройке цепи главного движения, цепи обката или деления, цепей подач (радиальной, вертикальной, осевой), цепи дифференциала (для обработки косозубых и червячных колес с наклонным зубом). Для настройки каждой последней цепи ведущим звеном выступает ранее настроенная цепь.
86. Зубофрезерные станки, устройство и кинематическая структура станка модели 53а50.
Бывают вертикальные и горизонтальные. В вертикальных подача осуществляется за счет движения стола, а в горизонтальных — перемещение станины.
Наибольшее распространение получили вертикальные станки. Оправка с заготовкой устанавливаются на столе. Шпиндель с червячной фрезой располагается в суппорте. Протяжная часть суппорта может перемещаться вдоль оси фрезы, сообщая движение осевой подачи. На горизонтальном направлении перемещение салазки стола, которое сообщает радиальная подача. В станине расположены коробки скоростей, а на стойке — коробка подач.
Кинематическая структура: электродвигатель, коробка скоростей, инструмент. Деление согласовывается вращением фрезы с вращением заготовки. Вертикальная подача связана вращением заготовки, с перемещением каретки фрезерного суппорта. Дифференциал связан с перемещением инструмента с поворотом заготовки на один оборот инструмента.
studfiles.net