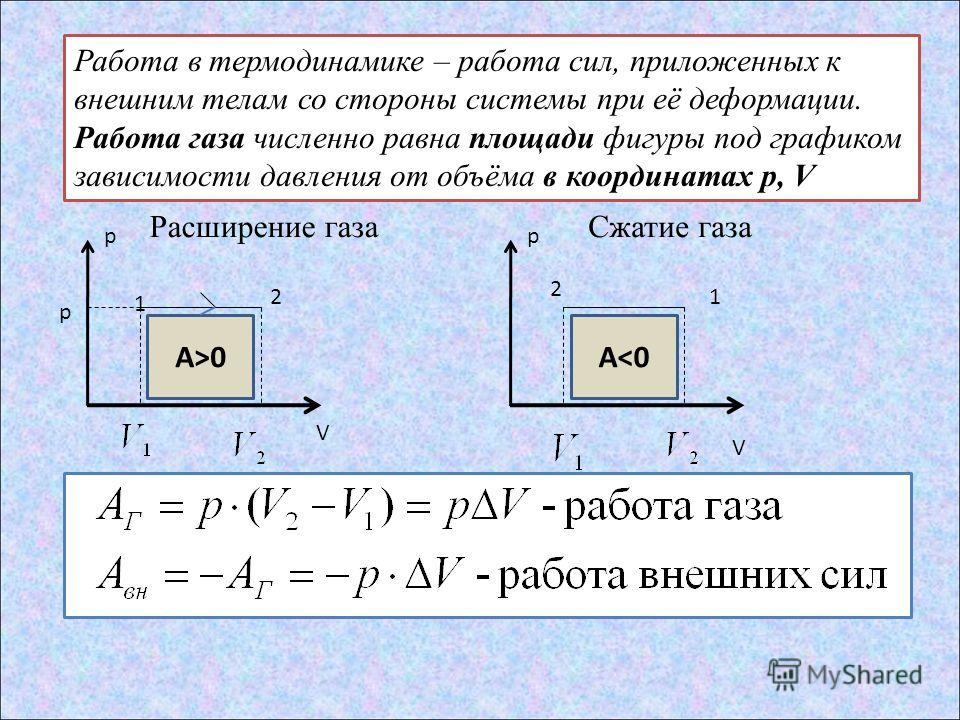
PVA-пластик для печати
Поливиниловый спирт или «PVA-пластик» – уникальный расходный материал, существенно расширяющий возможности 3D-печати при использовании принтеров с двойным экструдером. PVA растворим в воде, что делает его совершенно непригодным для создания долговечных изделий, но позволяет использовать в качестве опорного материала при печати моделей сложной геометрической формы.
Пример использования временных опор. Удаление таких элементов вручную
потребует значительного времени и может ухудшить качество готовой модели
Одним из ограничений 3D-печати является невозможность «печати по воздуху», что осложняет создание навесных элементов. Такие технологии, как выборочное лазерное спекание (SLS), решают эту проблему за счет использования порошковых материалов распределяемых по всей площади рабочей камеры – неизрасходованный материал одного слоя служит поддержкой для элементов следующего слоя.
В случае же с FDM-печатью сам материал наносится выборочно.
Гильбертов куб, напечатанный ABS-пластиком (серый) и PVA (белый)
К сожалению, механическое удаление таких конструкций оставляет следы на готовой модели, что приводит к необходимости последующей механической обработки. В худшем же случае, опоры могут вообще оказаться вне досягаемости механических инструментов. Последнее возможно при создании моделей со сложной открытой внутренней структурой.
В качестве наглядного примера можно использовать Гильбертов куб. Построение такой модели со стандартными опорами обернется кошмаром при попытке их удаления.
В данном случае PVA служит в роли наполнителя пустот, поддерживающего слои рабочего ABS-пластика. Готовую модель будет необходимо выдержать в обычной воде до полного растворения PVA-пластика.
Композитная модель из ABS-пластика и PVA выдерживается в воде
Время выдержки может занять достаточно длительное время, достигающее нескольких часов. Период зависит от размера модели и температуры воды, но может быть сокращен за счет периодического или постоянного помешивания раствора.
PVA-пластик поставляется в виде стандартных катушек с нитью диаметром 1,75мм или 3мм. Рекомендуемая температура экструзии составляет 160-175°С. Превышение указанной температуры может привести к пиролизу.
PVA вырабатывается из различного сырья, включая этиленовый газ (выделяемый при созревании некоторых фруктов и овощей), этиловый спирт (тот самый, питьевой) и нефтепродукты, но в любом случае в готовом виде нетоксичен и не представляет опасности для здоровья.
Будучи водорастворимым, материал гигроскопичен (легко впитывает влагу), что следует учитывать при печати. Рекомендуется просушка материала перед печатью во избежание деформаций или выделения пара.
Готовая модель Гильбертова куба без наполнителя из PVA-пластика
Просушку можно осуществить даже в обыкновенной духовке: около шести часов при температуре 80 °С должно быть вполне достаточно для залежавшейся катушки. В целом же, рекомендуется хранить PVA в вакуумной упаковке.
Стоимость PVA достаточно велика и может достигать $90 за 1кг. В то же время, при правильном подходе к построению опор расход материала будет относительно невелик.
В предложенном нами примере производилось полное наполнение с высоким расходом пластика.
Построение сетчатых опор позволило бы существенно сэкономить на дорогом материале.
Так как материал не предназначен для изготовления конечных изделий, цветные версии, как правило, недоступны. Материал поставляется в натуральном белом цвете.
Перейти на главную страницу Энциклопедии 3D-печати
REC Wiki » PVA — параметры печати, характеристики и свойства
REC PVA — особый филамент, способный облегчить 3D-печать деталей сложной формы. Это специализированный опорный материал, растворимый в воде и не требующий механической обработки.
Особенности PVA PVA или ПВС — это поливиниловый спирт, широко применяемый в производстве пленок, клеев, косметических средств, медицинских препаратов, в качестве пищевого эмульгатора, барьерного материала для удержания углекислого газа в бутылках из ПЭТФ, и прочего. Поливиниловый спирт не следует путать с поливинилацетатом: это родственные материалы, оба используются в производстве клеев (хорошо известный ПВА-клей основан на поливинилацетате, отсюда и название), и на латинице оба обозначаются аббревиатурой PVA, что и приводит к путанице. Тем не менее, это разные материалы. В 3D-печати клей из поливинилацетата (ПВА) часто используется в качестве адгезионного покрытия, наносимого на столики для лучшего схватывания изделий с рабочей поверхностью, а филаменты производятся уже из поливинилового спирта (ПВС). В этой статье речь пойдет исключительно о ПВС.
В этой статье речь пойдет исключительно о ПВС.
Пример 3D-печатного изделия с поддержками из REC PVA
При всех его возможностях, нас интересует одно конкретное свойство поливинилового спирта: при комнатной температуре и во время 3D-печати ПВС ведет себя как обычный, хоть и довольно мягкий термопласт, однако он легко растворяется в воде, что позволяет использовать поливиниловый спирт в качестве легкоудаляемого опорного материала. В отличие от обычных поддержек, печатаемых основным расходным материалом, опоры из ПВС не требуют механического удаления, не оставляют следов и позволяют печатать изделия исключительно сложной геометрической формы, в том числе с деликатными, уязвимыми к механическим повреждениям структурами. Более того, этот материал сам по себе биоразлагаем и нетоксичен, что немаловажно с точки зрения техники безопасности.
Пример 3D-печатного изделия с поддержками из REC PVA
Минусов у ПВС два — высокая гигроскопичность (как и положено водорастворимому материалу) и довольно высокая стоимость. Тем не менее, при должном хранении и использовании особых настроек слайсера, о чем мы расскажем ниже, оба недостатка эффективно нивелируются.
Тем не менее, при должном хранении и использовании особых настроек слайсера, о чем мы расскажем ниже, оба недостатка эффективно нивелируются.
Рекомендации по подготовке к 3D-печати PVA
Одно обязательное и само собой разумеющееся требование при 3D-печати опорных структур из PVA —это наличие на 3D-принтере как минимум двух экструдеров. Специальных требований к экструдеру нет, вполне достаточно сборок, используемых для работы с АБС, ПЛА, ПЭТ-Г и другими популярными материалами. Есть лишь три момента, о которых необходимо помнить.
Во-первых, перед заправкой филамента необходимо убедиться в том, что материал сухой. Так как это водорастворимый материал, PVA с легкостью набирает влагу и при этом становится более эластичным и клейким. Как минимум, это может привести к проблемам с подачей филамента, но даже если экструдер справится с этой задачей, возможны и другие проблемы, включая образование неровностей и пузырьков в укладываемых слоях, неравномерную подачу расплава и снижение межслойной адгезии.
Второй момент — это температурный режим непосредственно во время 3D-печати. Выделенный под PVA хотэнд, само собой, необходимо прогреть до температуры в рекомендуемом диапазоне (190-240°C), но для оптимальных условий желательно прогревать и столик. Проблема в том, что у основного материала могут быть совершенно другие требования к температуре рабочей поверхности. В таких случаях следует нагревать платформу до температуры, оптимальной для основного материала. PVA в этом плане относительно непривередлив.
И наконец, следует помнить, что PVA подходит не ко всем основным материалам. Для успешной работы основной полимер и PVA должны хорошо схватываться во время 3D-печати. В этом плане PVA хорошо подходит для работы в связке с REC PLA (полилактидом), REC Flex (термопластичным полиэфирным эластомером), REC Easy Flex и REC TPU D70 (филаментами на основе термопластичного полиуретана), а также неплохо схватывается с REC Relax (филаментом из ПЭТГ). С REC HIPS (ударопрочным полистиролом), REC Rubber (филаментом из синтетического каучука) и REC PP+ (полипропиленом) поливиниловый спирт схватывается плохо. К сожалению, PVA не работает и с популярным АБС-пластиком, так что при работе с этим полимером лучше печатать опорные структуры из ударопрочного полистирола (REC HIPS), растворяемого в лимонене.
К сожалению, PVA не работает и с популярным АБС-пластиком, так что при работе с этим полимером лучше печатать опорные структуры из ударопрочного полистирола (REC HIPS), растворяемого в лимонене.
Подробная информация об адгезионных свойствах REC PVA и других материалов при мультиматериальной 3D-печати доступна по этой ссылке.
Рекомендации по 3D-печати PVA
При переключении с основного на опорный материал и обратно во время 3D-печати желательно прогонять материал, печатая мусорные башенки или отдельные контуры вокруг модели. С одной стороны, это поможет подготовить активированный хотэнд к укладке материала, а с другой — избавиться от «соплей» в случае недостаточного ретракта на деактивированном экструдере. Попадание PVA в слои основного материала крайне нежелательно, так как это приведет к образованию дефектов после удаления поливинилового спирта.
Для экономии PVA можно использовать специальные режимы на этапе подготовки G-кода в слайсере. Например, в слайсере Simplify3D есть функция Dense Supports, c помощью которой 3D-печать можно настроить таким образом, чтобы основная масса поддержек печаталась основным материалом, а PVA укладывался только на стыках между опорами и моделью, формируя разделительный слой. Этот вариант стоит опробовать в том случае, если для построения модели используется относительно дешевый основной пластик. Подробные инструкции доступны в видео по этой ссылке.
Этот вариант стоит опробовать в том случае, если для построения модели используется относительно дешевый основной пластик. Подробные инструкции доступны в видео по этой ссылке.
Рекомендуемые настройки для 3D-печати материалом REC PVA:
- Температура сопла: 190-240°C
- Температура стола: 50°C
- Обдув: желателен
- Рекомендуемые адгезионные средства: синий скотч, клей The3D
- Минимальный диаметр сопла: 0,1 мм
Удаление REC PVA
После 3D-печати участки из опорного материала необходимо удалить, и здесь PVA проявляет себя во всей красе. Деталь достаточно просто выдержать в емкости с самой обычной водой на протяжении нескольких часов, после чего участки из поливинилового спирта размокнут и будут с легкостью отделяться от основной модели. Оптимальный вариант — просто оставить деталь в воде на ночь, и на утро PVA растворится полностью или почти полностью. Останется лишь прополоскать изделие в чистой воде.
Чтобы ускорить процесс, можно использовать теплую воду и периодическое помешивание, но с одной оговоркой: не забывайте про теплостойкость основного материала. Если, например, речь идет о ПЛА-пластике, он может расплавиться в горячей воде. Соответственно, убедитесь, что температура воды не превышает 50°С, а для пущей безопасности стоит ограничиться 35°С. Температуры размягчения у разных пластиков разные, поэтому ориентируйтесь на характеристики конкретных полимеров и не используйте кипящую воду, только теплую или горячую.
3D-печатное изделие с поддержками из REC PVA до, во время и после выдержки в воде
Дополнительно процесс можно форсировать с помощью ультразвуковой ванны: эти устройства вызывают кавитацию, то есть образование пузырьков в воде, и помогают отделять и вымывать остатки поливинилового спирта. При использовании ультразвуковых ванн будьте осторожны с настройками частоты, мощности и времени выдержки, так как неправильно подобранный режим может отрицательно сказаться на прочности 3D-печатных изделий.
Хранение PVA
В силу водорастворимости PVA чрезвычайно гигроскопичен, то есть с легкостью впитывает влагу. Чтобы этого не происходило, храните филамент в плотно закрытом пластиковом пакете или контейнере, предварительно поместив внутрь сухой силикагель. На всякий случай не повредит и просушивание филамента непосредственно перед 3D-печатью. Для этого можно использовать фруктосушилки, электрическую духовку или специализированное оборудование. Филамент следует выдерживать при температуре 60°С в течение как минимум четырех часов.
Если указанные условия хранения не были соблюдены и на филаменте накопилась пыль, помимо просушки необходимо очистить материал перед подачей в хотэнд, а противном случае возможно образование нагара. Для очистки филамента прямо во время 3D-печати можно использовать простой самодельный поролоновый фильтр (например, такой или такой).
Подробнее о хранении и сушке филаментов из разных материалов рассказывается в статьях по ссылкам ниже:
Хранение филамента
Сушка пластика
Безопасность REC PVA
В плане безопасности REC PVA не должен доставлять каких-либо неудобств. Поливиниловый спирт нетоксичен и даже используется в пищевой промышленности и фармацевтике. Тем не менее, во время 3D-печати мы все равно рекомендуем придерживаться базовых правил техники безопасности — работать в хорошо проветриваемом помещении, по возможности оборудованном вытяжкой вблизи 3D-принтера. В случае попадания раствора PVA в глаза или на кожу достаточно тщательно промыть пораженные участки проточной водой.
Поливиниловый спирт нетоксичен и даже используется в пищевой промышленности и фармацевтике. Тем не менее, во время 3D-печати мы все равно рекомендуем придерживаться базовых правил техники безопасности — работать в хорошо проветриваемом помещении, по возможности оборудованном вытяжкой вблизи 3D-принтера. В случае попадания раствора PVA в глаза или на кожу достаточно тщательно промыть пораженные участки проточной водой.
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Нить ПВА для 3D-принтеров
Свойства
- Улучшенная термическая стабильность для предотвращения заклинивания и ухудшения характеристик
- Легко растворяется в обычной воде
- Совместим с большинством нитей для 3D-печати
- Лучшая пригодность для печати
- Чувствительный к влаге
- Биоразлагаемый
Спецификации:
Загрузить паспорта безопасности и технические данные
Используйте вспомогательные материалы, чтобы расширить горизонты 3D-печати
Наши ведущие и специалисты по 3D-печати Альваро и Джесс рассказывают нам обо всех различных преимуществах, возникающих при использовании вспомогательных материалов, и о различных способах их реализации.
Смотреть видео
Ваше подробное руководство по свойствам нитей FFF для 3D-печати
В этом техническом документе подробно рассматриваются физико-механические свойства, ударопрочность, термостойкость и водонепроницаемость путем оценки производительности каждого материала из портфеля BCN3D.
Узнать больше
Материалы для 3D-печати и углубления на волокнистом наполнении
Какой самый прочный материал для 3D-печати? И… сильнее всегда лучше? На этом вебинаре инженер по материалам Дарио Дестро расскажет вам о различных типах нитей для 3D-печати, доступных в настоящее время на рынке, и их свойствах, уделив особое внимание материалам с волокнистым наполнителем.
Смотреть видео
Camper: революция в процессе проектирования обуви благодаря 3D-печати собственными силами
Разработка материальных моделей собственными силами с помощью 3D-печати значительно ускорила процесс запуска новой коллекции для испанской обувной компании, обеспечив при этом значительную экономию средств.
Узнать больше
Лучший способ оптимизировать использование ПВА для 3D-печати
В 3D-печати использование ПВА в качестве материала-подложки позволяет получать геометрически сложные детали без ущерба для качества печати. В этом руководстве мы делимся советами наших экспертов по максимальной оптимизации этого материала, обеспечивая наилучшие результаты при минимально возможных затратах.
Узнать больше
Как печатать
Настройка принтера
Температура экструдера.
210° C — 230° C
Темп.
60°C
Охлаждающий вентилятор
50%
Скорость
—
Мин. высота слоя
≥0,1 мм
Для пользователей BCN3D Stratos:
Получите правильный профиль печати для PVA, используя те, которые интегрированы в BCN3D. Загрузите последнюю версию BCN3D Stratos.
Прилипание к кровати:
Для обеспечения хорошей адгезии к кровати используйте Magigoo.
Рекомендации:
- Хранить в герметичном контейнере с осушителем.

- Сухая нить перед печатью. Поместите его в духовку или в дегидратор при 50ºC на 6-8 часов.
- Очистите хотэнд после использования ПВА перед началом печати другими материалами.
Галерея
Испытание на растворимость
В этом параллельном сравнении убедитесь в реальном времени, насколько быстро растворяется ПВА и какова скорость его растворения по сравнению с BVOH.
Печатные сложные детали
Исключительное качество поверхности в контакте с опорой и легкое удаление опоры в труднодоступных местах.Печать с большими выступами
Наш ПВС был специально разработан для использования в качестве вспомогательного материала для PLA, PA, TPU и PET-G, так что теперь вы можете печатать механические детали с опорными структурами.Ориентация деталей для получения лучших свойств
При печати ПВА вы можете сориентировать свою модель любым возможным способом, чтобы настроить ее прочность или ваши эстетические требования.
Академия Палм-Вэлли — Школьный округ округа Сент-Джонс
- Интернет-ресурсы
- Школа для студентов
- Школа для родителей
- Онлайн-учебники
- Ссылки для студентов
- Офис 365
- Доступ в школу
Создание целеустремленных лидеров, где каждый сияет достижениями
Информация о школе
Часы работы школы:
Часы работы приемной:
7:45–15:45
Часы работы школы:
- Среда:
8:40–14:00 - Руководство по студенческому обращению с PVA 2022-2023
- Форма PVA
- Форма смены PVA
- 9:00–4:08:10:00:00:00:00:00:00:00:00:00:00:0:0:00 15:00
Начало присмотра за учениками и классы будут открыты для учащихся в 8:20, а учебный день официально начнется в 8:40. Если учащиеся не будут в классе в 8:40, они будут отмечены как опоздавшие.
Студенты не могут быть выписаны из школы раньше 14:15 (Пн, Вт, Чт, Пт) или после 13:15 по средам.
HAC (Центр домашнего доступа):
Родители и опекуны смогут просматривать и/или распечатывать образовательную информацию и табели успеваемости своих детей из Академии Палм-Вэлли через HAC (Центр домашнего доступа). Если вам нужен вход в систему HAC или сброс пароля HAC, перейдите непосредственно на веб-сайт HAC. Для получения важной информации о HAC сначала обязательно прочитайте указания HAC. Если у вас возникли проблемы с получением доступа к HAC, напишите Мэри Домингес по электронной почте.
Новости школы
Valentine Grams уже в продаже!
Наша средняя школа NJHS и студенческий совет продают валентинки!
Valentine Grams будут доставлены во вторник, 14 февраля.
Щелкните ЗДЕСЬ, чтобы просмотреть форму заказа грамм Валентина
Сохранить дату!
ПВА Spirit Night в Dicks Wings & Grill
Среда, 15 февраля, с 17:00 до 22:00
Сообщите своему серверу, что вы пользуетесь PVA, и PVA PTO получит 15% от вашего общего заказа.
15 февраля – 24 февраля
В этом году наша книжная ярмарка будет проходить в школьные часы, учащиеся будут иметь возможность посетить книжную ярмарку в назначенное им время занятий.
(Обратите внимание, что родители не допускаются на книжную ярмарку в школьные часы)
Мы будем участвовать в программе Scholastic All for Books, где каждая сделка на книжной ярмарке округляется до ближайшего доллара. Все собранные пожертвования будут направлены обратно в нашу школу для финансирования дополнительных ресурсов учащихся. Если у вас есть какие-либо вопросы о книжной ярмарке или этой программе, не стесняйтесь обращаться к председателям книжной ярмарки по адресу [email protected]
. https://www.scholastic.com/bf/palmvalleyacademy
Ориентация в средней школе стала хитом! Спасибо W.E.B. Лидеры!
Бюллетени Bobcat
2022-2023
Бюллетени Bobcat
2021-2022
Важные формы и документы
 0006
0006Необходимые документы округа для родителей/опекунов
Новая обязательная инструкция FLDOE
Приложение FortifyFL
FortifyFL — это веб-сайт и приложение, разработанное по указанию Законодательного собрания Флориды. Любой учащийся, педагог, родитель или представитель общественности может анонимно и легко сообщить о проблемах безопасности в школе непосредственно правоохранительным органам и школьной администрации через приложение FortifyFL или getfortifyfl.
Загрузите приложение FortifyFL
Доступ в школу
Это просто напоминание о том, что любой (родитель, опекун, друг, сосед, тетя, дядя) должен иметь доступ в школу, чтобы посетить мероприятие в Академии Палм-Вэлли, пообедать со студентом и/или посетить собрание наград. Если вы еще этого не сделали, пожалуйста, заполните Форму доступа в школу. Процесс утверждения может занять до 4 недель, поэтому, пожалуйста, заполните заявку как можно раньше для всех гостей, которые хотели бы получить доступ к школе. После того, как заявка будет одобрена, доступ в школу будет действителен в течение трех лет.
Заполните форму доступа в школу
Новости школьного округа
Онлайн-обсуждение «Планирование перехода» 7 февраля
Присоединяйтесь к родительскому консультативному комитету Школьного округа округа Сент-Джонс по исключительному образованию (ESE) для виртуальной дискуссии на тему «Планирование переходного периода».