Отжиг стали — температура нагрева, свойства стали после термической обработки
Отжиг стали – процесс термообработки стали, при котором происходит температурный нагрев для получения определенных свойств изделия – снижение твердости, получение однородной структуры для проведения механической обработки, снятие внутреннего напряжения стали.
Отжиг – одна из основных операций термообработки, предназначенная для получения определенных свойств стали. Она может служить промежуточным этапом или выполнять функции окончательного технологического процесса. Цели, достигаемые с помощью различных видов отжига: снизить твердость, получить однородную структуру, удобную для последующих операций мехобработки, снять внутренние напряжения. В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
Отжиг сталей первого рода – назначение, виды, температуры нагрева
В зависимости от температур нагрева и начального состояния сплава при различных видах отжига I рода протекают процессы гомогенизации, рекристаллизации, устранения остаточных напряжений, уменьшения твердости.
Этот вид термообработки применяется для слитков из легированных марок. Он позволяет снизить дендритную или внутрикристаллитную неоднородность, повышающую склонность металла при обработке давлением к негативным явлениям, среди которых:
- хрупкий излом;
- неравномерность свойств в различных направлениях;
- слоистый излом;
- трещинообразование;
- снижение пластичности и вязкости.
Режим диффузионного процесса:
- нагрев до высоких температур (до +1200°C), при которых характеристики структуры сплава выравниваются по всем направлениям;
- выдержка – 15-20 часов;
- быстрое охлаждение заготовки до 800-820°C, а затем более медленное на воздухе.


В результате гомогенизационного термического процесса получают крупное зерно, которое измельчают дальнейшей обработкой давлением или термической обработкой.
Рекристаллизационный отжиг сталиЭтот вид термообработки используется для стальных заготовок или полуфабрикатов после холодного деформирования или между такими операциями. Он заключается в нагреве до температур, превышающих температуры рекристаллизационных процессов, выдержке и охлаждении. Температура операции определяется содержанием углерода в сплаве:
- 0,08-0,2% C–+680…700°C. Такие стали подвергают штамповке, прокатке, волочению.
- Высокоуглеродистая легированная сталь – +680…740°C. Обычно это калиброванные прутки из хромсодержащих безникелевых и хромоникелевых марок. Выдержка – 0,5-1,5 ч.
Этот вид термообработки применяют для отливок, сварных изделий, заготовок после резки, в которых появляются остаточные напряжения в результате неоднородного охлаждения и пластических деформаций. Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Операция для снятия напряжений осуществляется в следующих температурных интервалах:
- Ходовые винты, зубчатые колеса, червяки: +570-600°C, выдержка 2-3 часа после основной механообработки, +160…+180°C, выдержка 2-2,5 часа после финишных мероприятий, проводимых для снятия напряжений после шлифовки.
- Обработка для снятия сварных напряжений: +650-700°C.
Остаточные напряжения снижаются и при рекристаллизационном отжиге, при котором осуществляются фазовые трансформации.
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
Полный
Полный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении. При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжигПри этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.

При неполном отжиге металлоизделия нагревают немного выше критической температуры А1.Этот вид термообработки улучшает обработку резанием полуфабрикатов из заэвтектоидных (с содержанием углерода более 0,8%)легированных и углеродистых сталей.
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига. Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А 3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Отжиг на зернистый перлит
Для получения структуры зернистого перлита осуществляется маятниковый отжиг, после которого эвтектоидные и заэвтектоидные стали обеспечивают хорошую обрабатываемость резанием, повышается cкорость процесса резания и улучшается качество поверхности. Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Режим маятникового отжига состоит из нескольких циклов нагрева выше критической точки А3 с медленным охлаждением до +670…+700°C. Три таких цикла позволяют получить структуру со 100% зернистого перлита. Финальное охлаждение – на воздухе.
Другие статьи:
Закалка стали
Отпуск стали
Состав и свойства стали
отжиг | это… Что такое отжиг?
термическая обработка материалов (например, металлов, полупроводников, стёкол), заключающаяся в нагреве до определенной температуры, выдержке и медленном охлаждении. Цель — улучшение структуры и обрабатываемости, снятие внутренних напряжений и т. д.
Цель — улучшение структуры и обрабатываемости, снятие внутренних напряжений и т. д.
О́ТЖИГ, вид термической обработки (см.ТЕРМИЧЕСКАЯ ОБРАБОТКА) материалов, заключающийся в нагреве до определенной температуры, выдержке и последующем, обычно медленном, охлаждении.
Отжигом называют термообработку, направленную на получение равновесной структуры.
Различают 2 два вида отжига:
— отжиг 1-го рода – в процессе отжига не происходит фазовой перекристаллизации;
— отжиг 2-го рода — осуществляется с фазовой перекристаллизацией
Отжиг 1-го рода
При отжиге первого рода не происходит структурных изменений, связанных с фазовыми превращениями, однако за счет возрастания подвижности атомов при нагреве частично или полностью устраняется химическая неоднородность, медленное охлаждение после отжига позволяет снизить внутренние напряжения. В металлах и сплавах при таком отжиге снимается наклеп (см. НАКЛЕП), понижается твердость, возрастают пластичность и ударная вязкость.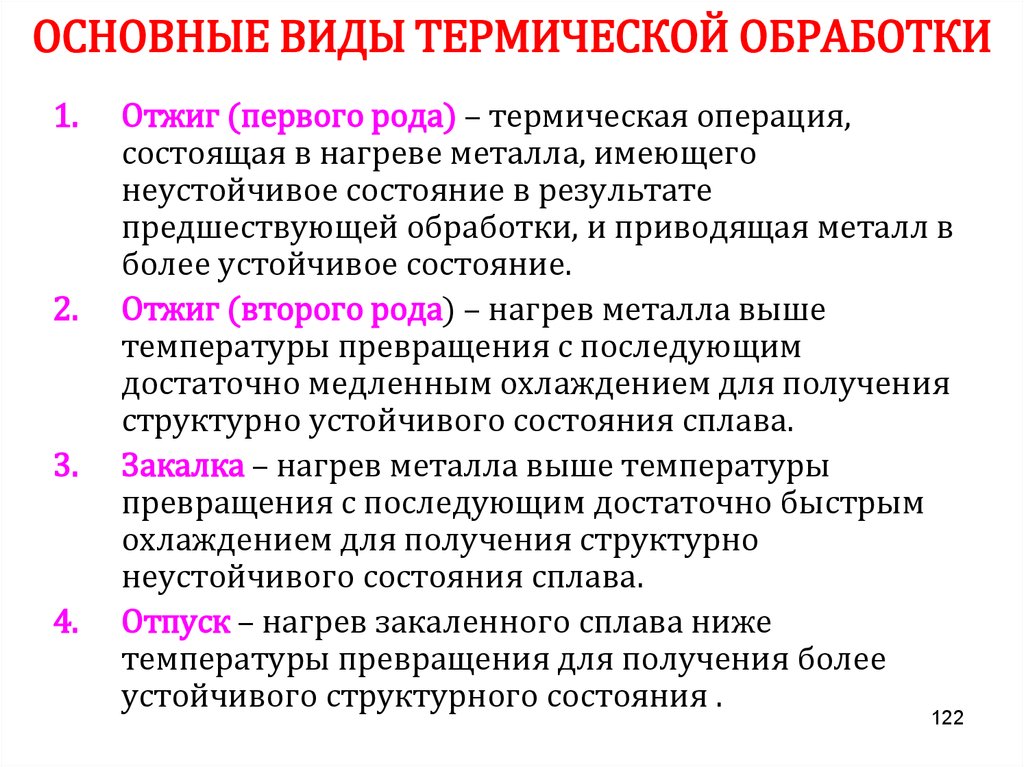 Разновидностями отжига первого рода являются: диффузионный (гомогенезирующий отжиг), рекристаллизационный отжиг (рекристаллизация (см. РЕКРИСТАЛЛИЗАЦИЯ)), отжиг для снятия напряжения.
Разновидностями отжига первого рода являются: диффузионный (гомогенезирующий отжиг), рекристаллизационный отжиг (рекристаллизация (см. РЕКРИСТАЛЛИЗАЦИЯ)), отжиг для снятия напряжения.
Гомогенизирующий (диффузионный) отжиг
Цель гомогенизирующего отжига — устранение химической, а иногда и фазовой неоднородности, вызванной внутрикристаллической ликвацией (см. ЛИКВАЦИЯ), и, как правило, отрицательно влияющей на свойства материала Длительность отжига и температура подбираются таким образом, чтобы диффузия успела пройти на расстояния, равные по порядку величины размеру областей неоднородности. Обычно гомогенизирующий отжиг проводят при температурах (0,8—0,9)Тпл., а продолжительность отжига может достигать нескольких десятков часов. При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Все сплавы после кристаллизации характеризуются неравновесной структурой, т. е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
Однако усреднение химического состава при отжиге происходит в пределах одного зерна, т. е. устраняется в основном дендритная ликвация. Длительность отжига может быть сокращена ускорением диффузии за счет повышения концентрации точечных или иных дефектов с помощью облучения, предварительного наклепа (если они допустимы). Длительность отжига монокристаллов больше, чем поликристаллов, в которых большую роль играет зернограничная диффузия.
В процессе отжига металла на гомогенизацию происходит постепенное растворение неравновесных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
Рекристаллизационный отжиг
Применяется, в основном, для металлов и сплавов, подвергшихся деформационным воздействиям. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, возникает наклеп (см. НАКЛЕП) или нагартовка. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т. е. металл нагревают до температур выше начала кристаллизации, выдерживают и затем медленно охлаждают. Состояние наклепанного материала является термодинамически неустойчивым при всех температурах. Поэтому в отличие от обычных фазовых превращений переход деформированного металла в более стабильное состояние с меньшей свободной энергией не связан с какой-либо определенной температурой. Однако этот переход требует определенной термической активации. Время процесса сокращается с повышением температуры по экспоненциальному закону. Деформация сопровождается образованием дефектов различного типа и характер их распределения разнообразен, поэтому устранение этих дефектов при отжиге происходит путем различных элементарных процессов, совершающихся с разной скоростью, в разных температурных интервалах, с разной энергией активации.
Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, возникает наклеп (см. НАКЛЕП) или нагартовка. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т. е. металл нагревают до температур выше начала кристаллизации, выдерживают и затем медленно охлаждают. Состояние наклепанного материала является термодинамически неустойчивым при всех температурах. Поэтому в отличие от обычных фазовых превращений переход деформированного металла в более стабильное состояние с меньшей свободной энергией не связан с какой-либо определенной температурой. Однако этот переход требует определенной термической активации. Время процесса сокращается с повышением температуры по экспоненциальному закону. Деформация сопровождается образованием дефектов различного типа и характер их распределения разнообразен, поэтому устранение этих дефектов при отжиге происходит путем различных элементарных процессов, совершающихся с разной скоростью, в разных температурных интервалах, с разной энергией активации.
Если необходимо получить металл или сплав, сочетающий определенный уровень прочности с необходимым запасом пластичности, то вместо рекристаллизационного отжига используют отжиг на полигонизацию (см. ПОЛИГОНИЗАЦИЯ). Отжиг на полигонизацию проводят при температуре ниже температуры начала рекристаллизации. Соответственно при такой температуре происходит лишь частичное устранение наклепа за счет процессов возврата (см. ВОЗВРАТ), т. е. происходит уменьшение плотности дефектов кристаллической решетки (см. ДЕФЕКТЫ), образование ячеистой дислокационной структуры без изменения формы зерен.
Отжиг для снятия внутренних напряжений.
Внутренние напряжения могут возникать в результате различных видов обработки. Например, в металлах и в сплавах это могут быть термические напряжения, образовавшиеся в результате неравномерного нагрева, различной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания. Могут быть структурными, возникшими в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т. е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации и составляющей 0,2—0,3)Тпл. Повышенная температура облегчает скольжение дислокаций (см. ДИСЛОКАЦИИ) и, под действием внутренних напряжений, происходит их перераспределение, т. е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. Увеличение температуры резко увеличивает скоростьпроцесса, и продолжительность такого отжига составляет несколько часов.
Могут быть структурными, возникшими в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т. е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации и составляющей 0,2—0,3)Тпл. Повышенная температура облегчает скольжение дислокаций (см. ДИСЛОКАЦИИ) и, под действием внутренних напряжений, происходит их перераспределение, т. е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. Увеличение температуры резко увеличивает скоростьпроцесса, и продолжительность такого отжига составляет несколько часов.
Наличие внутренних макронапряжений характерно для большинства выращенных монокристаллов.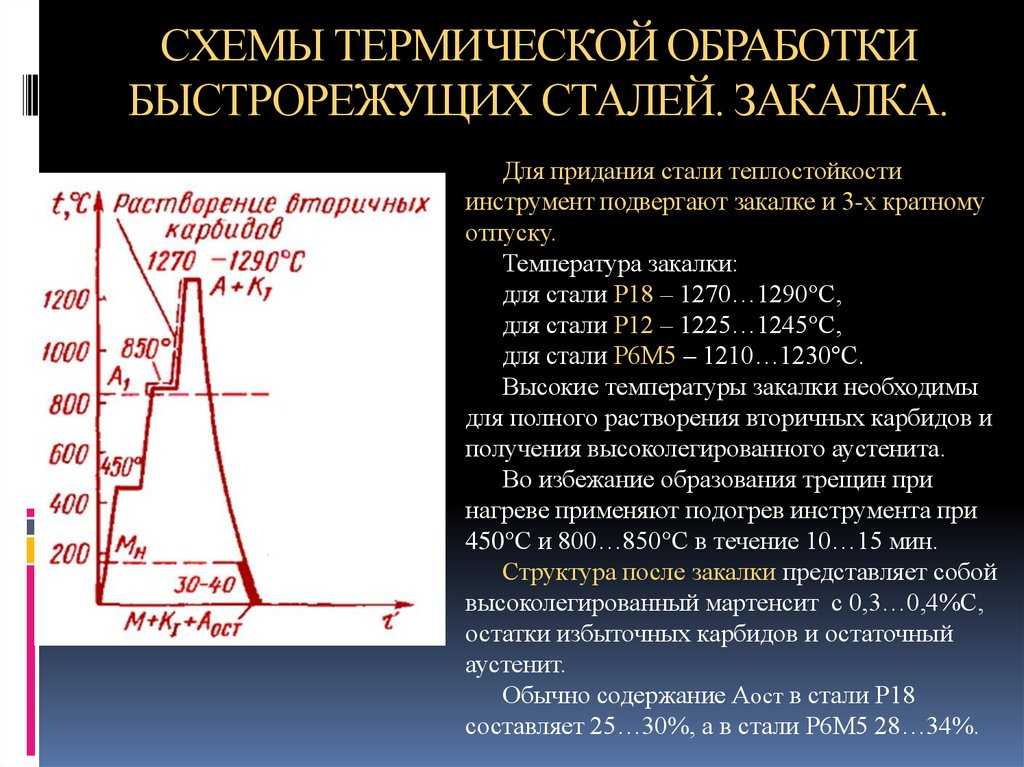 Величина и уровень напряжений зависят от способа выращивания и технологических параметров процесса. Например, в большинстве практических случаев выращивание объемных кристаллов из расплава сопровождается возникновением внутренних макронапряжений, которые не только определяют формирование дислокационной структуры в процессе роста, но и в значительной мере влияют на механические и физические свойства выращенных кристаллов. Наличие напряжений в объемных кристаллах приводит к их механическому разрушению (образованию трещин, сколов) при изготовлении приборов (на стадии резки слитков, шлифовке пластин). Отжиг в течение нескольких часов с последующим медленным охлаждением позволяет значительно снизить уровень напряжений в кристалле. Так как термообработка полупроводников сопровождается изменением состава и состояния точечных дефектов кристаллов, изменение которых в свою очередь приводит к изменению физических параметров материала, то режимы отжига подбираются индивидуально
Величина и уровень напряжений зависят от способа выращивания и технологических параметров процесса. Например, в большинстве практических случаев выращивание объемных кристаллов из расплава сопровождается возникновением внутренних макронапряжений, которые не только определяют формирование дислокационной структуры в процессе роста, но и в значительной мере влияют на механические и физические свойства выращенных кристаллов. Наличие напряжений в объемных кристаллах приводит к их механическому разрушению (образованию трещин, сколов) при изготовлении приборов (на стадии резки слитков, шлифовке пластин). Отжиг в течение нескольких часов с последующим медленным охлаждением позволяет значительно снизить уровень напряжений в кристалле. Так как термообработка полупроводников сопровождается изменением состава и состояния точечных дефектов кристаллов, изменение которых в свою очередь приводит к изменению физических параметров материала, то режимы отжига подбираются индивидуально
Отжиг 2-го рода
Отжиг 2-го рода является перекристаллизационным отжигом. Во время его проведения в материале происходит полиморфное или другое фазовое превращение, связанное с заменой данной фазы другой (фазовая перекристаллизация). Поэтому для изменения кристаллитов в поликристалле материал отжигают при температуре, превышающей температуру этого превращения. Так как фазовая перекристаллизация осуществляется путем зарождения и роста центров новой фазы, то меняя скорость нагрева и охлаждения, а также температуру перегрева (выше температуры полиморфного превращения), можно управлять величиной кристаллитов. Повышение скорости нагрева и охлаждения увеличивает число центров и измельчает зерно, перегрев укрупняет зерно.
Во время его проведения в материале происходит полиморфное или другое фазовое превращение, связанное с заменой данной фазы другой (фазовая перекристаллизация). Поэтому для изменения кристаллитов в поликристалле материал отжигают при температуре, превышающей температуру этого превращения. Так как фазовая перекристаллизация осуществляется путем зарождения и роста центров новой фазы, то меняя скорость нагрева и охлаждения, а также температуру перегрева (выше температуры полиморфного превращения), можно управлять величиной кристаллитов. Повышение скорости нагрева и охлаждения увеличивает число центров и измельчает зерно, перегрев укрупняет зерно.
При перекристаллизационном отжиге нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная перекристаллизация позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства материала. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Что такое отжиг? Полное руководство по процессу
Отжиг — это процесс термической обработки, который изменяет физические, а иногда и химические свойства материала для повышения пластичности и снижения твердости, чтобы сделать его более пригодным для обработки.
Процесс отжига требует, чтобы материал был выше температуры рекристаллизации в течение заданного периода времени перед охлаждением. Скорость охлаждения зависит от типов отжигаемых металлов. Например, черные металлы, такие как сталь, обычно оставляют охлаждаться до комнатной температуры на неподвижном воздухе, тогда как медь, серебро и латунь можно либо медленно охлаждать на воздухе, либо быстро закаливать в воде.
В процессе нагрева атомы в кристаллической решетке мигрируют, количество дислокаций уменьшается, что приводит к изменению пластичности и твердости. Термообработанный материал рекристаллизуется при охлаждении. Размер кристаллического зерна и фазовый состав зависят от скоростей нагрева и охлаждения, которые, в свою очередь, определяют свойства материала.
Размер кристаллического зерна и фазовый состав зависят от скоростей нагрева и охлаждения, которые, в свою очередь, определяют свойства материала.
Горячая или холодная обработка деталей из металла после отжига еще раз изменяет структуру материала, поэтому для достижения желаемых свойств может потребоваться дополнительная термическая обработка.
Однако при знании состава материала и фазовой диаграммы термическая обработка может размягчить металлы и подготовить их к дальнейшей обработке, такой как формование, штамповка и штамповка, а также предотвратить хрупкое разрушение.
Печь для отжига работает, нагревая материал выше температуры рекристаллизации, а затем охлаждая материал после того, как он выдержан при желаемой температуре в течение подходящего периода времени. Материал рекристаллизуется по мере охлаждения после того, как процесс нагрева вызвал движение атомов для перераспределения и устранения дислокаций в заготовке.
Отжиг в три этапа – этап восстановления, этап рекристаллизации и этап роста зерна. Они работают следующим образом:
1. Стадия восстановления
На этой стадии используется печь или другое нагревательное устройство для повышения температуры материала до уровня, при котором внутренние напряжения снимаются.
2. Стадия рекристаллизации
Нагрев материала выше температуры рекристаллизации, но ниже температуры плавления приводит к образованию новых зерен без каких-либо остаточных напряжений.
3. Стадия роста зерна
Охлаждение материала с определенной скоростью приводит к развитию новых зерен. После чего материал станет более работоспособным. Последующие операции по изменению механических свойств могут быть выполнены после отжига.
Отжиг используется для устранения последствий деформационного упрочнения, которое может произойти во время таких процессов, как гибка, холодное формование или волочение. Если материал станет слишком твердым, это может сделать работу невозможной или привести к растрескиванию.
При нагревании материала выше температуры рекристаллизации он становится более пластичным и, следовательно, снова готов к обработке. Отжиг также снимает напряжения, которые могут возникнуть при затвердевании сварных швов. Горячекатаную сталь также формуют и формуют путем ее нагрева выше температуры рекристаллизации. Хотя отжиг стали и легированной стали является обычным явлением, этот процесс также может принести пользу другим металлам, таким как алюминий, латунь и медь.
Производители металлов используют отжиг для создания сложных деталей, сохраняя работоспособность материала, возвращая его в исходное состояние. Этот процесс важен для поддержания пластичности и снижения твердости после холодной обработки. Кроме того, некоторые металлы отжигают для увеличения их электропроводности.
Отжиг может проводиться со сплавами, при этом частичный или полный отжиг являются единственными методами, используемыми для нетермообрабатываемых сплавов. Исключение составляют сплавы серии 5000, которые можно подвергать низкотемпературной стабилизации.
Сплавы отжигают при температуре от 300 до 410°С, в зависимости от сплава, со временем нагрева от 0,5 до 3 часов, в зависимости от размера заготовки и типа сплава. Сплавы необходимо охлаждать со скоростью не более 20°С в час, пока температура не упадет до 29°С.0°С, после чего скорость охлаждения не имеет значения.
Основные преимущества отжига заключаются в том, как этот процесс улучшает обрабатываемость материала, повышает ударную вязкость, снижает твердость и повышает пластичность и обрабатываемость металла.
Процесс нагрева и охлаждения также снижает хрупкость металлов, улучшая их магнитные свойства и электропроводность.
Основным недостатком отжига является то, что он может занимать много времени, в зависимости от того, какие материалы отжигаются. Для достаточного охлаждения материалов, требующих высоких температур, может потребоваться много времени, особенно если они оставляются для естественного охлаждения в печи для отжига.
Отжиг используется в различных отраслях промышленности, где металлы необходимо обрабатывать в сложные структуры или обрабатывать несколько раз.
Отжиг насчитывает сотни лет, о чем свидетельствует само слово, происходящее от среднеанглийского «anelen», что означает поджигать или разжигать, а также выпекать и закалять.
На среднеанглийском языке говорили и писали в Англии с 1150 по 1500 год, и он является потомком древнеанглийского. пластины bras pannes или cawdruns и anele кромки в þe fire rede hoot ‘ («Возьмите пластины медных сковородок или котлов и обожгите их в огне, раскаленном докрасна»).
Хотя мы точно не знаем, кто открыл отжиг, этимология показывает, что он применялся на практике по крайней мере 900 лет назад.
Отжиг сталей — ISPATGURU
Отжиг сталей
- Satyendra
- 28 февраля 2014
- 0 Комментарии
- Критическая температура, тепловой обработ
Отжиг – это процесс термической обработки , который изменяет свойства стали, повышая ее пластичность и делая ее более пригодной для обработки. Он включает в себя нагрев стали до температуры чуть выше критической, выдержку при этой температуре в течение времени, достаточного для того, чтобы произошли необходимые изменения, а затем охлаждение с заданной скоростью (рис.
1)Рис. 1 Диапазон нагрева при различных процессах отжига
Существуют две основные причины отжига. Во-первых, чтобы смягчить стальной материал и снять напряжения. Во-вторых, гомогенизировать структуру стального материала. В процессе отжига свойства стального материала улучшаются, чтобы соответствовать требованиям обрабатываемости. Процесс отжига повышает пластичность, повышает ударную вязкость, смягчает сталь, снимает внутренние напряжения, улучшает структуру, делая ее однородной, и улучшает свойства холодной обработки. Отжиг также подготавливает сталь к дальнейшей термической обработке.
Теория процесса отжига
Отжиг происходит путем диффузии атомов внутри стального материала, так что стальной материал приближается к своему равновесному состоянию. Тепло увеличивает скорость диффузии, обеспечивая энергию, необходимую для разрыва связей. Движение атомов приводит к перераспределению и разрушению дислокаций в стальном материале.
Это изменение дислокаций позволяет стальному материалу легче деформироваться, что увеличивает его пластичность. ] Величина процесса, инициирующего свободную энергию Гиббса в деформированном стальном материале, также уменьшается в процессе отжига. Это уменьшение свободной энергии Гиббса также называется снятием стресса.
Снятие внутренних напряжений является термодинамически самопроизвольным процессом. Однако при комнатной температуре это очень медленный процесс. Высокая температура, при которой происходит отжиг, способствует ускорению этого процесса.
Реакция, которая способствует возвращению холоднодеформированного стального материала в его свободное от напряжений состояние, имеет множество путей реакции, в основном связанных с устранением градиентов решеточных вакансий в теле стального материала. Создание вакансий в решетке регулируется уравнением Аррениуса, а миграция/диффузия вакансий в решетке регулируется законами диффузии Фика.
При отжиге снижается твердость и повышается пластичность, поскольку устраняются дислокации и изменяется кристаллическая решетка стального материала.
При нагреве до определенной температуры атомы мигрируют внутри решетки, а отрегулированное зерно улучшает механические свойства.Три стадии процесса отжига, которые происходят по мере повышения температуры стального материала, а именно: (i) восстановление, (ii) рекристаллизация и (iii) рост зерна. Восстановление приводит к размягчению стального материала за счет удаления преимущественно линейных дефектов, называемых дислокациями, и вызванных ими внутренних напряжений. Восстановление происходит на более низкотемпературной стадии всего процесса отжига и до появления новых бездеформационных зерен. Размер и форма зерен на этом этапе не меняются. На втором этапе рекристаллизации зарождаются и растут новые свободные зерна, замещающие деформированные внутренними напряжениями. Если продолжить отжиг после завершения рекристаллизации, происходит рост зерна (третья стадия). При росте зерна микроструктура начинает укрупняться, что может привести к потере значительной части исходной прочности стального материала.
 Это изменение дислокаций позволяет стальному материалу легче деформироваться, что увеличивает его пластичность. ]
Это изменение дислокаций позволяет стальному материалу легче деформироваться, что увеличивает его пластичность. ]  При нагреве до определенной температуры атомы мигрируют внутри решетки, а отрегулированное зерно улучшает механические свойства.
При нагреве до определенной температуры атомы мигрируют внутри решетки, а отрегулированное зерно улучшает механические свойства.