Как выбрать мундштук для газового резака ПТК
Обилие мундштуков для газовых резаков порой вводит в ступор, и не всегда есть понимание какой именно подойдет для выполнение ваших задач. Поэтому в этой статье мы решили подробно рассказать про ассортимент мундштуков ПТК, какие виды бывают и для каких резаков подходит тот или иной товар.
Классификация мундштуков
Перед тем как подробно описать виды и особенности мундштуков, разберем их краткую отличительную классификацию.
1. Конструктивные особенности газового резака.
Обратите внимание с каким резаком вы работаете. Выделяют следующие типы по смешению газа:
- Инжекторные
- 3-х трубные внутриголовочного смешения
- 3-х трубные внутрисоплового смешения
Ранее мы рассказывали, как правильно подобрать резак для работы, ознакомьтесь с материалом этой статьи.
2. Тип мундштука, который используется при работе с определенным видом резаков.
- Разборный
- Неразборный
- Внутренний
- Наружный
3.
 Горючий газ, который будет использоваться.
Горючий газ, который будет использоваться.- Ацетилен
- Пропан
4. Толщина разрезаемого металла.
- до 100 мм
- до 300 мм
Мундштуки для инжекторных резаков
Инжекторные резаки – это газовые резаки, где смешение кислорода и горючего газа происходит через инжектор в камере смешения. Применяется горючий газ ацетилен или пропан-бутан.
Мундштуки, относящиеся к данному типу резака, стоит рассматривать по 3 классификациям:
- Наружный или внутренний мундштук.
- Для работы с каким газом предназначен мундштук – ацетилен или пропан.
- Толщина разрезаемого металла.
Для инжекторных резаков всегда используются мундштуки в тендеме, т.е. внутренний и наружный. В головку резака сначала крепится внутренний мундштук, затем наружный.
Маркировка наружных мундштуков, как правило, состоит из двух символов – цифры и буквы. Встречаются цифры 1 и 2, где 1 обозначает толщину реза до 100 мм, 2 – от 100 до 300 мм. Буква в гравировке обозначает газ, который будет использоваться при резке: А – ацетилен, П – пропан.
Встречаются цифры 1 и 2, где 1 обозначает толщину реза до 100 мм, 2 – от 100 до 300 мм. Буква в гравировке обозначает газ, который будет использоваться при резке: А – ацетилен, П – пропан.
Ещё одна отличительная особенность наружных мундштуков, которые используются с внутренними мундштуками с кольцевым зазором, это внутреннее отверстие. У пропановых мундштуков оно будет больше, чем у ацетиленовых.
Обратите внимание, что толщина реза не зависит от установленного наружного мундштука, она зависит от установленного внутреннего мундштука. Но, от наружного мундштука зависит применяемый горючий газ, т.к. внутренние мундштуки имеют лишь разделение по толщинам реза, и устанавливаются на оба резака.
Классическая гравировка на внутренних мундштуках – это цифра, которая обозначает номер мундштука и его толщину реза, но встречается гравировка с указанием буквы «П». Как правило, двойное буквенное отображение может быть у внутренних мундштуков для инжекторных резаков серий Р3П, Р3ПУ, Р3А, Р333, Р333У, т. е. у тех резаков, которые способны разрезать металл толщиной до 300 мм. Внутренние мундштуки для инжекторных резаков данной серии имеют классический кольцевой зазор.
е. у тех резаков, которые способны разрезать металл толщиной до 300 мм. Внутренние мундштуки для инжекторных резаков данной серии имеют классический кольцевой зазор.
Ниже в таблице приведена памятка по толщине разрезаемого металла и номеру внутреннего мундштука для инжекторных резаков с кольцевым зазором.
Резаки серии Р1П, Р1А
| №1 | 8–15 мм | Все внутренние мундштуки используются совместно с наружными мундштуками №1П и №1А |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм |
Резаки серии Р3П, Р3А, Р333
| №1 | 8–15 мм | Все внутренние мундштуки используются совместно с наружными мундштуками №2П и №2А |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм | |
| №5 | 100–200 мм | |
| №6 | 200–300 мм |
 150.014
150.014Мундштук внутренний №6 (200–300 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №6 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 200–300 мм.Цена: 139 р
Артикул: 020.150.013Мундштук внутренний №5 (100–200 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №5 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 100–200 мм.Цена: 139 р
Артикул: 020.150.010Мундштук внутренний №4 (50–100 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №4 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»).
Цена: 139 р
Артикул: 020.150.009Мундштук внутренний №3 (30–50 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №3 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 30–50 мм.Цена: 139 р
Артикул: 020.150.008Мундштук внутренний №2 (15–30 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №2 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 15–30 мм.Цена: 139 р
Артикул: 020.150.007Мундштук внутренний №1 (8–15 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №1 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 8–15 мм.
Толщина разрезаемого металла 8–15 мм.Цена: 139 р
Особо хочется выделить внутренние мундштуки для резаков серии Р3П-01, Р3П-03 и Р3П-03Р. Данные мундштуки предназначены для работы на пропане, и имеют двойную гравировку в виде номера мундштука и применяемого горючего газа при резке металла.
Конструктивная особенность данных мундштуков – шлицевые пазы для выхода подогревающего пламени. Такая конструкция мундштука позволяет рассеивать пламя и равномерно прогревать металл для комфортного реза.
| №1 | 8–15 мм | Внутренние мундштуки используются совместно с наружным мундштуком №1 |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм | |
| №5 | 100–200 мм | Внутренние мундштуки используются совместно с наружным мундштуком №2 |
| №6 | 200–300 мм |
 150.022
150.022Мундштук наружный №2П к Р3П-01, Р3П-02, Р3П-22 и Р3П-03
Медный наружный мундштук для пропановых инжекторных резаков серии Р3П-01, Р3П-02, Р3П-22 и Р3П-03. Маркировка мундштука №2П. Толщина разрезаемого металла зависит от установленного внутреннего мундштука. Совместим с внутренними мундштуками №1П, 2П, 3П и 4П.Цена: 377 р
Артикул: 020.150.021Мундштук наружный №1П к Р3П-01, Р3П-02, Р3П-22 и Р3П-03
Медный наружный мундштук для пропановых инжекторных резаков серии Р3П-01, Р3П-02, Р3П-22 и Р3П-03. Маркировка мундштука №1П. Толщина разрезаемого металла зависит от установленного внутреннего мундштука. Совместим с внутренними мундштуками №1П, 2П, 3П и 4П.Цена: 377 р
Мундштуки для 3-х трубных резаков внутриголовочного смешения
Резаки 3-х трубные внутриголовочного смешения – это газовые резаки, где смешение газов происходит внутри головки резака.

Резаки внутриголовочного смешения газов считаются универсальными резаками, так как они могут работать на пропане и ацетилене. Выбор газа зависит от установленного мундштука.
Мундштуки имеют неразборный вид конструкции и два запорных пояска для прохождения кислорода и подогревающей смеси, смешение газа происходит благодаря специальной форме головки.
Использование таких мундштуков, и резаков в целом, является максимально безопасным, так как резак не требует установки огнепреградительных клапанов.
Маркировка мундштуков состоит из номера мундштука и буквенного обозначения, где А – ацетилен, П – пропан.
Ниже в таблице отображены данные по подходящим мундштукам и толщинам их реза для универсальных резаков Р1-01 и Р3-01.
|
|
Р1-01 |
Р3-01 |
Ацетиленовые мундштуки |
№1А (2–10 мм) | №1А (3–30 мм) |
| №2А (10–25 мм) | №2А (30–50 мм) | |
| №3А (25–50 мм) | №3А (50–100 мм) | |
Пропановые мундштуки |
№1П (2–10 мм) | №1П (3–30 мм) |
| №2П (10–25 мм) | №2П (30–50 мм) | |
| №3П (25–50 мм) | №3П (50–100 мм) | |
| №4П (50–80 мм) | №4П (100–150 мм) |
Мундштуки для 3-х трубных резаков внутрисоплового смешения
Резаки 3-х трубные внутрисоплового смешения – это газовые резаки, где смешение газов происходит внутри газосмесительного мундштука.

Это одна из самых интересных и многообразных групп мундштуков, которые можно найти в ассортименте товаров ПТК. Сначала рассмотрим ассортимент товаров с привязкой к определенным резакам и газам, затем отдельно рассмотрим специальные серии мундштуков.
Мундштуки для резаков серии Р3-300 и Р3-345
Классифицировать мундштуки для данных резаков можно по газу (ацетилен, пропан) и по конструкции мундштука. Встречаются разборные и неразборные мундштуки.
Буквенно-цифровое обозначение схоже с маркировкой ранее описанных мундштуков, но может встречаться и буквенное обозначение «PM». Это аббревиатура горючего газа – пропана, дословный перевод с английского языка «propane mouthpiece».
Ацетиленовые мундштуки для резаков серии Р3-300, Р3-345 имеют неразборную конструкцию. Сам газосмесительный мундштук имеет три запорных пояска, которые предотвращают перетечку газов и обеспечивают смешение газов непосредственно в мундштуке, тем самым обеспечивая безопасное использование.
Пропановые мундштуки имеют разборную конструкцию, и так же обладают тремя запорными поясками, как и ацетиленовые мундштуки.
В таблице приведен перечень ацетиленовых и пропановых мундштуков с разбивкой по номеру и толщине реза.
Ацетиленовые мундштуки |
Пропановые мундштуки |
| №0А (3–10 мм) | №0PM (3–10 мм) |
| №1А (8–15 мм) | №1PM (8–15 мм) |
| №2А (15–30 мм) | №2PM (15–30 мм) |
| №3А (30–50 мм) | №3PM (30–50 мм) |
| №4А (50–100 мм) | №4PM (50–100 мм) |
| №5А (100–200 мм) | №5PM (100–200 мм) |
| №6А (200–300 мм) | №6PM (200–300 мм) |
Специальные мундштуки для резаков серии Р3-300 и Р3-345
К таким мундштукам можно отнести 2 группы товаров из ассортимента фирменной продукции ПТК – это мундштуки PNME 9 и HEAVY DUTY. Подробнее о каждом типе:
Подробнее о каждом типе:
Мундштуки PNME 9
Данный тип мундштуков отличается конструкцией латунной части мундштука, а именно шлицевыми пазами. В мундштуках PNME — 9 широких пазов, а в классической версии пропановых мундштуков их 18. В переводе аббревиатура PNME обозначает использование кислорода и пропана при резке, и применима только к резакам внутрисоплового смешения.
Мундштуки HEAVY DUTY
Разборный мундштук, предназначенный для работы на пропане. Отличительная особенность – увеличенная толщина стенки медной части мундштука. Благодаря этому, ресурс мундштука увеличен до 2,5 раза, что увеличивает срок его эксплуатации.
Ассортимент мундштуков и толщины их реза:
PNME 9 |
HEAVY DUTY |
| №1П (8–15 мм) | №0П (3–10 мм) |
| №2П (15–30 мм) | №1П (15–25 мм) |
| №3П (30–50 мм) | №2П (25–50 мм) |
| №4П (50–100 мм) | №3П (50–75 мм) |
Дилеров и потребителей продукции ПТК хотим оповестить, что разборные пропановые мундштуки серии PREMIUM в скором времени будут выводиться из ассортимента фирменной продукции, так как им на замену пришли другие, более усовершенствованные товары, о которых мы рассказали выше.
Мундштуки для резаков серии Р3-362
Перед тем как рассмотреть мундштуки, акцентируем внимание на резаке Р3-362.
Резак Р3-362 – это аналог резака Харрис, где усиленная смесительная камера и инжектор расположены в массивной головке. Такой тип конструкции обеспечивает безопасность резчика в случае обратных ударов пламени.
Мундштуки для резаков Р3-362 обладают особой прочностью, что гарантирует долгий срок их службы, и в дальнейшем позволит сэкономить на закупке расходных материалов. Формируют мощное и сфокусированное подогревающее пламя, которое обеспечивает быстрое врезание.
Пропановые мундштуки имеют разборный тип конструкции, а ацетиленовые неразборные. Как правило мундштуки этой группы имеют только числовое обозначение номера мундштука, без буквенной привязки к горючему газу. Пропановые и ацетиленовые мундштуки имеют одинаковую нумерацию и толщину реза:
| №00 | 5–10 мм |
| №1 | 15–25 мм |
| №2 | 25–50 мм |
| №3 | 50–75 мм |
| №4 | 75–150 мм |
| №5 | 150–200 мм |
| №6 | 200–300 мм |
На что обратить внимание при выборе мундштука для газового резака?
При выборе мундштука для работ с газовым резаком в первую очередь обращайте внимание на эти вещи:
- Толщина медных стенок у разборных мундштуков.

- Качество проточки отверстий, шлицевых пазов.
- Качество продукции в целом. Под этим подразумевается внешний вид товара и качество упаковки.
Ошибки, при которых повреждаются мундштуки
В ходе эксплуатации мундштуков, встречается ряд ошибок, которые допускают газорезчики, и эти ошибки способствуют повреждению мундштука. Если вы предотвратите это, то в разы увеличите срок службы товара.
- Механическое повреждение мундштука. В месте удара может образоваться вмятина, которая вызывает непроходимость газов и, как следствие, выгорание металла и стенки мундштука.
- Перегрев мундштука из-за его помещения в замкнутое пространство, где возрастает температура выше предельной нормы.
- Не соблюдение норм давления кислорода и пропана, которые соответствуют каждому отдельному размеру сопла и резаку.
Увеличить срок службы помогут вспомогательные товары, например, набор для чистки. Набор для чистки мундштуков удалит нагар, окалины с наружных и внутренних поверхностей, проходных отверстий и торцов мундштуков.
Ацетиленовый резак: устройство, принцип работы, особенности
Технологии современного мира шагнули далеко вперед. Теперь любой человек может справиться с процедурой резки газом, ведь это намного проще, чем газосварочные работы, поэтому для допуска не требуется почти никаких навыков. Основное, что нужно понять – технологию резки газом. Все чаще и чаще используются резаки с использованием пропана, а для работы с ними, требуется сочетать пропан и кислород. Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины. А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.

- Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.
- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.
Цена пропана позволяет выполнять работы больших объёмов
Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В можно приобрести качественные резаки , которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Ацетиленовые резаки для сварки. Преимущества
- Благодаря тому, что при резке металла в данном виде резака используется два вида газа, а именно ацетилен, как горючий элемент, и кислород, делающий пламя выше температурой, его можно применять для раскроя очень толстых слоев металла, до двадцати сантиметров.
- Имеющиеся вентили позволяют регулировать температуру пламени и его интенсивность.
- Отлично подходит для создания тонких и ровных линий отреза, его стоит купить для автосервиса или промышленного предприятия.
- Очень хорошо режет низкоуглеродистые стали.
Процесс резки
Перед началом резки нужно убрать ржавчину с металла.
Необходимо зачистить металл
При резке заготовка должна располагаться так, чтобы выходящая струя легко проходила сквозь нее.
В самом начале процедуры, поверхность материала разогревается до температуры горения металла. Используется кислород и горючий газ. После достижения нужной температуры, подается кислород, который будет воспламеняться, вследствие контакта с горячей поверхностью и именно он будет резать.
В этом моменте важно достигнуть непрерывности подачи кислорода, в ином случае, пламя погаснет и поверхность быстро остынет, а затем ее придется нагревать заново.
В процедуре резки прослеживается четкая корреляция – чем чище применяемый кислород, тем выше качество резки. А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
Важно понимать, что струя имеет конусовидную форму, расширяется ближе к нижней части. Из-за этого ширина реза увеличивается при приближении к завершению резки и образовываются окалины.
Исправить ситуацию можно при помощи увеличения мощности резака, но не стоит слишком увлекаться, если перестараться, то окалины возникнуть на верхней части металла.
Мощность резака
На качество резки сильно влияет давление кислорода. Высокое давление неизбежно приводит к плохому резу, да и расход кислорода становится просто огромным. Малое давление не даст прорезать металл и удалить окислости будет тяжело. Поэтому нужно соблюдать средние показатели, которые индивидуальны для каждого металла, и регулировать подачу кислорода из кислородного баллона.
Пошаговая инструкция для работы с газовым инжекторным резаком
Температура пламени пропановой горелки и ацетиленовой
И это правило должно неукоснительно соблюдаться. Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Нормально работать такой инструмент не будет.
Еще опаснее в керосиновую паяльную лампу заливать бензин.
Бензин значительно быстрее керосина испаряется, и давление его паров в горелке будет в 6 раз больше расчетного. При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
Особенности газовых резаков: ацетиленовых и пропановых
Сегодня для резки металла используют горелки различных видов, которые отличаются по типу обработки, назначению, конструкции, подаче кислорода, мощности, типу мундштука, а также виду горючего.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
Именно этим пламенем и разрезают листы металла. Такие модели используют в процессе резки соединение кислорода и пропана, при этом срез получается менее чистым, чем при применении ацетиленовых агрегатов. Регулируя мощность подачи газа с помощью индуктора, можно обработать достаточно толстые материалы.
Купить газовый пропановый резак следует благодаря таким достоинствам:
- удобство при создании криволинейных срезов;
- небольшой вес;
- доступная стоимость;
- высокая производительность;
- возможность создания глухих отверстий.
Стоит подчеркнуть, что применяется оборудование этого типа далеко не для всех материалов. Использовать его можно исключительно для чугуна (ковкого), а также сталей с низким или средним содержанием углерода.
Это незаменимый инструмент для работы по шаблону, когда необходимо вырезать деталь определенной формы. Если вам требуется купить резаки, работающее на или , следует обратиться в интернет-магазин «Авант».
Большая Энциклопедия Нефти и Газа
Воздушно-ацетиленовое пламя ( температура 2300 С) используется наиболее широко. Восстановительное пламя предотвращает образование у ряда металлов термостойких окислов, которые препятствуют атомизации.
Воздушно-ацетиленовое пламя имеет более низкую температуру, что уменьшает опасность выгорания припоя. Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Применяя воздушно-ацетиленовое пламя, можно напылять также и пластмассы. Применялись воздушно-ацетиленовое пламя ( горелка удлиненная, длина пламени 11 — 12 см и ширина выреза 0 07 см) и кварцевый спектрограф средней дисперсии. Свет от лампы с Fe-катодом пропускался через пламя, в которое распылялись растворы, содержащие железо в концентрации от 7 ло 500 мкг / мл.
Температура воздушно-ацетиленового пламени равна 2100 — 2400 С; температура кислородно-ацетиленового пламени достигает 3300 — 3400 С. Минимальная температура воспламенения кислородно-ацетиленовой смеси лежит в пределах от 416 до 440 С; скорость воспламенения этой смеси равна 90 — 200 м / сек, в зависимости от содержания в ней кислорода.
Скорость распространения взрыва ( детонации) равна 3000 м сек.
Для воздушно-ацетиленового пламени обычно применяются горелки без подсоса внешнего воздуха, а необходимый для горения воздух подается распылителем. Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты. В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты.
Если в восстановительное воздушно-ацетиленовое пламя БРОДИТЬ водный раствор алюминия, то абсорбция будет очень мала.
Однако Дэвид сообщает [75], что кислые водные 8-оксихинолиновые раб-творы алюминия обеспечивают в воздушно-ацетиленовом пламени сильный абсорбционный сигнал. Вероятно, это объясняется тем, что органический комплекс препятствует образованию связи алюминий-кислород в частицах аэрозоля, поступающих в пламя, асам комплекс легко диссоциирует при температуре пламени. Страницы: 1
Наивысшая температура пламени горелки.
Регулировка пламени горелки.
Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена.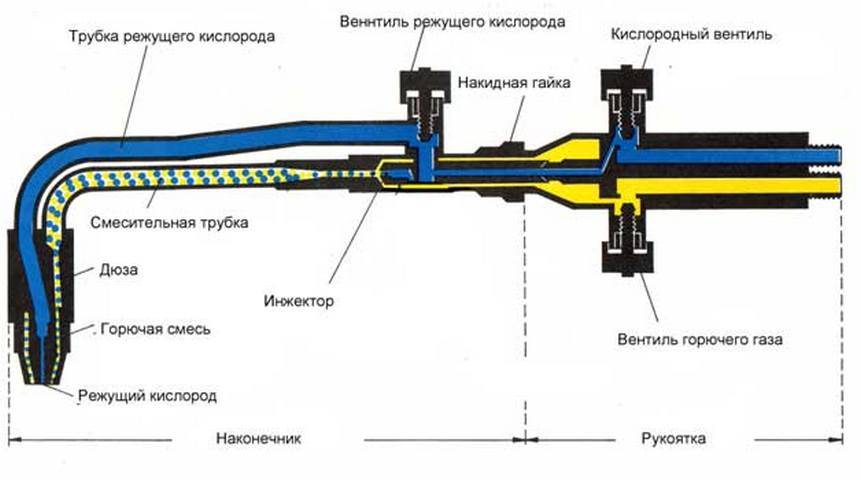 Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.
Какими бывают резаки для ручной резки металла?
Существует множество модификаций данных устройств.
Они квалифицируются по множеству признаков, которые мы сейчас постараемся перечислить:
- По виду реза.
 Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые.
Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые. - По принципу своего действия. Различают инжекторные и безинжекторные устройства.
- По конструкции мундштуков (наконечников). Бывают многосопловые и щелевые.
- По виду используемого горючего. Существуют аппараты для жидкого топлива, для газов-заменителей, а также для ацетилена.
- По уровню давления кислорода. Низкое или высокое давление.
Требуемое оборудование
Для того чтобы воспользоваться газовым резаком нужно иметь хоть один баллон пропана и кислорода, шланги, предназначенные для высокого давления, резак. Каждый баллон идет в комплекте с редуктором, при помощи которого можно осуществлять регулировку потока газа. Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Разные резаки для резки металлов не сильно различаются. Все имеют по 3 вентиля:
- один для подачи пропана;
- второй – регулирующего кислорода;
- третий – режущего кислорода.

Все кислородные вентили – синего цвета, а для пропана – красные.Металл разрезается при помощи струи пламени.
Схема газового резака
Газовым резаком можно разрезать металл с толщиной до 300 мм. Устройство очень легко ремонтируется, так как многие части аппарата сменные.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Техника безопасности
Нужно понимать, что резка металла газом – процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.
- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.

- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.
Ацетилен против пропана: плюсы и минусы
Поговорите с любым сварщиком о том, чего он хочет от своего сварочного инструмента, и он, вероятно, скажет вам, что отдает приоритет нагреву, эффективности, универсальности и чистому резу, в зависимости от того, какой тип сварки он конкретно выполняет. смотря на.
Ацетилен уже много лет является предпочтительным топливом для резки сварщиков. Но поскольку стоимость ацетилена растет, вы можете заглянуть на любой сварочный форум, и вы найдете горячих спорщиков, задающихся вопросом, действительно ли ацетилен лучше, чем многие альтернативы, такие как пропан, для целей сварки. В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
Тепло
Одним из главных аргументов в пользу ацетилена является то, что он горит горячее. Что касается сварки, люди часто утверждают, что чем горячее, тем лучше. Однако действительно ли ацетилен горит сильнее? Простой ответ на этот вопрос – да. Максимальное нейтральное пламя для ацетилена в кислороде составляет около 5720 F, а температура для пропана составляет 5112. Это, однако, не означает, что пропан выделяет меньше тепла.
Ацетилен может гореть сильнее и может даже быстрее предварительно нагреть металл. Однако при надлежащих знаниях, запасных частях и настройке пропан может фактически соответствовать или даже превосходить ацетилен. Очевидно, что здесь задействовано много переменных. Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Безопасность
Одним из главных аргументов в пользу пропана является то, что он безопаснее ацетилена. Опять же, судя по цифрам, так оно и есть. Ацетилен воспламеняется в смесях от 2,5 до 82 процентов, в то время как диапазон содержания пропана составляет от 2,1 до 9,5 процентов. Основываясь на этих цифрах, легко утверждать, что пропан намного безопаснее в использовании, чем ацетилен. Однако имейте в виду, что оба эти газа легковоспламеняющиеся, и с обоими нужно обращаться осторожно. Следует использовать одни и те же меры предосторожности, независимо от того, какой вариант вы выберете.
Стоимость
Наконец, мы должны обсудить могучий доллар, который часто оказывает наибольшее влияние на многие деловые решения. В частности, в последние годы стало труднее достать ацетилен, что увеличивает его стоимость. Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. На самом деле именно постоянно растущая разница в цене между этими двумя сварочными видами топлива заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. На самом деле именно постоянно растущая разница в цене между этими двумя сварочными видами топлива заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Если вы все еще не уверены, какое топливо для сварки лучше всего подходит для вас, поговорите с нашими экспертами из Vern Lewis Welding Supply, Inc. Наши сотрудники будут рады помочь вам решить, какое топливо лучше всего подходит для ваших конкретных нужд. Мы предлагаем заправку как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому независимо от того, какое топливо вы решите использовать, мы будем рады помочь!
Обзор сварочных работ с титаном
Титан — девятый по распространенности элемент на Земле. Небольшие количества содержатся почти во всех видах горных пород. Этот элемент используется во многих продуктах, которые люди используют каждый день, включая такие вещи, как мобильные телефоны, ножницы и велосипедные рамы. Он также используется в хирургических инструментах, металлических имплантатах, используемых для восстановления костных повреждений, в теннисе…
Этот элемент используется во многих продуктах, которые люди используют каждый день, включая такие вещи, как мобильные телефоны, ножницы и велосипедные рамы. Он также используется в хирургических инструментах, металлических имплантатах, используемых для восстановления костных повреждений, в теннисе…
Подробнее Обзор сварки титаномПродолжить
Введение в сварку с флюсовым сердечником
Сварка с флюсовой проволокой — это процесс, используемый практически для всех видов сварки, от простых ремонтных работ до тяжелых конструкций. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
Обзор ультразвуковой сварки
При ультразвуковой сварке (УЗС) используются высокочастотные звуки, которые люди обычно не слышат, а воспринимают как вибрации. Эти высокочастотные звуки вызывают быстрые вибрации в свариваемых материалах. Вибрации заставляют материалы тереться друг о друга, что создает трение. Трение, в свою очередь, создает тепло, необходимое в области контакта…
Подробнее Обзор ультразвуковой сваркиПродолжить
Советы для тех, кто не знаком с пропаном
У вас на заднем дворе стоит большой баллон с пропаном? Если это так, и если вы впервые владеете или используете баллон с пропаном, вы можете не знать, как его использовать и когда вам нужно его наполнить. К счастью, это на самом деле довольно просто и безопасно, а во многих…
Прочитайте больше советов для людей, которые плохо знакомы с пропаномПродолжить
В чем разница между сваркой, пайкой и пайкой?
Если вы изучаете сварку, у вас может возникнуть частый вопрос: в чем разница между сваркой, пайкой и пайкой? Итак, в этом руководстве мы рассмотрим эти различные процессы металлической столярки и подробно обсудим каждый метод, который поможет устранить…
Подробнее В чем разница между сваркой, пайкой и пайкой?Продолжить
РАЗНИЦА МЕЖДУ АЦЕТИЛЕНОМ И СЖИЖЕННЫМ ГАЗОМ / ПРОПАНОМ В КАЧЕСТВЕ РЕЗКИ ИЛИ НАГРЕВА ТОПЛИВНОГО ГАЗА | QWS
Ацетилен является одним из стандартных методов резки всех промышленных процессов термической резки, но когда на рынок был представлен пропан (LPG) , весь процесс термической резки изменился, и битва между пропаном (LPG) ) и родился ацетилен.
Какой газ режет лучше?Давайте продолжим и обсудим некоторые преимущества и недостатки наших претендентов…
АЦЕТИЛЕН
Преимущества:
• Ацетилен обеспечивает самую высокую температуру пламени для газокислородной резки и сварки
• Более высокая температура обеспечивает более быстрое прокалывание материалов
• Ацетилен может быть используется на объектах без электроснабжения
• Это универсальный процесс, который можно использовать для сварки большинства металлов.
Недостатки:
• Линии сварки ацетиленом выглядят более грубыми и требуют дополнительной обработки
• Ацетилен нестабилен и дорог
• При работе с окси-ацетиленом возникает больше проблем с безопасностью, поскольку используется открытое пламя.
ПРОПАН
Преимущества:
• Пропан имеет большую общую теплоту сгорания
• Окси-пропан легко получить и дешевле
• Пропан более стабилен.
Недостатки:
• Пропан дает более низкую температуру пламени
• Увеличивается время предварительного нагрева
• Пламя менее сфокусировано, поэтому при неправильном использовании прожиг происходит медленнее
• Пропан нельзя использовать для газовой сварки, так как он не имеет восстановительной зоны
Вот некоторые факты и распространенные заблуждения относительно пропана (LPG) и ацетилен:
— Максимальная температура нейтрального пламени ацетилена в кислороде составляет около 5720 F.
— Максимальная температура нейтрального пламени пропана в кислороде составляет около 5112 F
Но говорят, что разницы нет важно, что действительно важно, так это тепловая мощность
— БТЕ ацетилена составляет приблизительно 1470 БТЕ на кубический фут.
— БТЕ пропана составляет примерно 2498 БТЕ на кубический фут.
Ацетилен может гореть горячее и быстрее нагревать металл, но означает ли это, что пропан выделяет меньше тепла? Не совсем так, с правильными деталями, настройкой и знаниями, он мог бы соответствовать или даже работать лучше, чем ацетилен в определенных условиях. В сварочной промышленности подавляющее большинство предварительного нагрева выполняется кислородом/пропаном. Это факт. Они делают это не только потому, что это дешевле, а потому, что доступное тепло от пропана намного выше. Если вы хотите иметь возможность сварки с настроенной горелкой, вам следует подумать о настройке ацетилена.
Со всеми фактами, преимуществами и недостатками все еще не убедительно, что вы предпочитаете одно другому. Это потому, что причина проста и понятна, преимущества зависят от типа работы или от того, как вы будете использовать его для конкретного проекта.
Это потому, что причина проста и понятна, преимущества зависят от типа работы или от того, как вы будете использовать его для конкретного проекта.
Существуют очень разные мнения и опыт, но в случае сравнения ацетилена и пропана в качестве топлива для резки нельзя отрицать, что оба они могут эффективно резать большое количество металла различной толщины. Если вы потратите время на то, чтобы подобрать правильное оборудование для вашего пропана и резать краем пламени (а не по направлению к центру, что характерно для ацетилена), вы сможете резать без каких-либо проблем. Вот в чем проблема, поскольку пропан выделяет лишь небольшую часть тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла в пламени находится во внешнем конусе. Ацетилен выделяет почти 40% своего тепла во внутреннем конусе пламени.
Когда вы поговорите со слесарями и сварщиками, вы обнаружите, что многие магазины и свалки используют пропан, помимо сварщиков-любителей и слесарей. Изучив немного другую технику и подобрав правильные наконечники, шланги и регуляторы, вы сможете начать резку без особых различий по сравнению с ацетиленом.
Ацетилен воспламеняется в смесях от 2,5% до 82%, пропан от 2,1% до 9,5%. Судя по этим цифрам, ацетилен горит быстрее, чем пропан. Из этого можно сделать вывод, что ацетилен намного опаснее пропана, верно? Но это не так и не является причиной несчастных случаев в большинстве зарегистрированных взрывов.
Позвольте мне привести вам простую аналогию безопасности. Будете ли вы держать и поднимать горячую сковороду голыми руками? Я полагаю, что ваш ответ «НЕТ», верно? ПОЧЕМУ? Потому что ты знаешь, что жарко, и ты знаешь, что обожжёшь руки, верно? Итак, что вы собираетесь делать, чтобы держать и поднимать кастрюлю? Вероятно, возьмите прихватку или перчатки. Тот же принцип применяется, когда вы работаете с ацетиленом и пропаном. Они оба легковоспламеняющиеся газы и могут представлять серьезную угрозу для вас и окружающих. Единственный способ предотвратить это – информировать всех о потенциальных опасностях, которые это может принести, и снабдить их надлежащим защитным снаряжением и рабочими процедурами.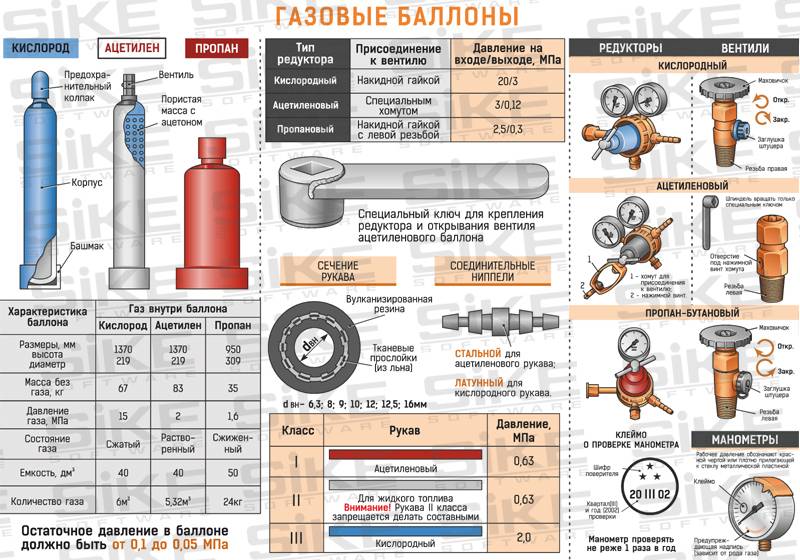
Австралия усердно работает для обеспечения безопасности каждого, поэтому, если вам нужен совет или материалы для сварочных работ в районе Саншайн-Кост, Брисбена, Голд-Коста и т. д. от защитного снаряжения, обучения, процедур эксплуатации и многого другого, пожалуйста, не стесняйтесь обращаться к нам в QWS Welding Supply Solutions и проверять наш широкий ассортимент продуктов и поддержки, которые мы предлагаем.
СРАВНЕНИЕ СТОИМОСТИ