РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный – Расходники и комплектующие на Svarka.guru
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Содержание
- 1 Принцип действия и виды
- 2 Отличия
- 3 Конструкция
- 3.1 С инжектором
- 3.2 Без
- 4 Размеры и вес
- 5 Портативные
- 6 Расходные элементы
- 7 На что обратить внимание при выборе?
- 8 Как пользоваться правильно?
- 9 Как работать кислородно-пропановым?
- 10 Как переделать из ацетиленового?
- 11 Заключение
Принцип действия и виды
 Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
[stextbox id=’info’]Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.[/stextbox]
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.

По виду горючего различают:
- ацетиленовые;
- пропановые;
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
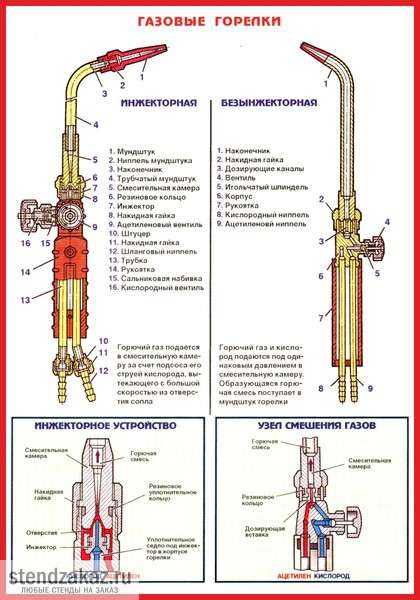
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
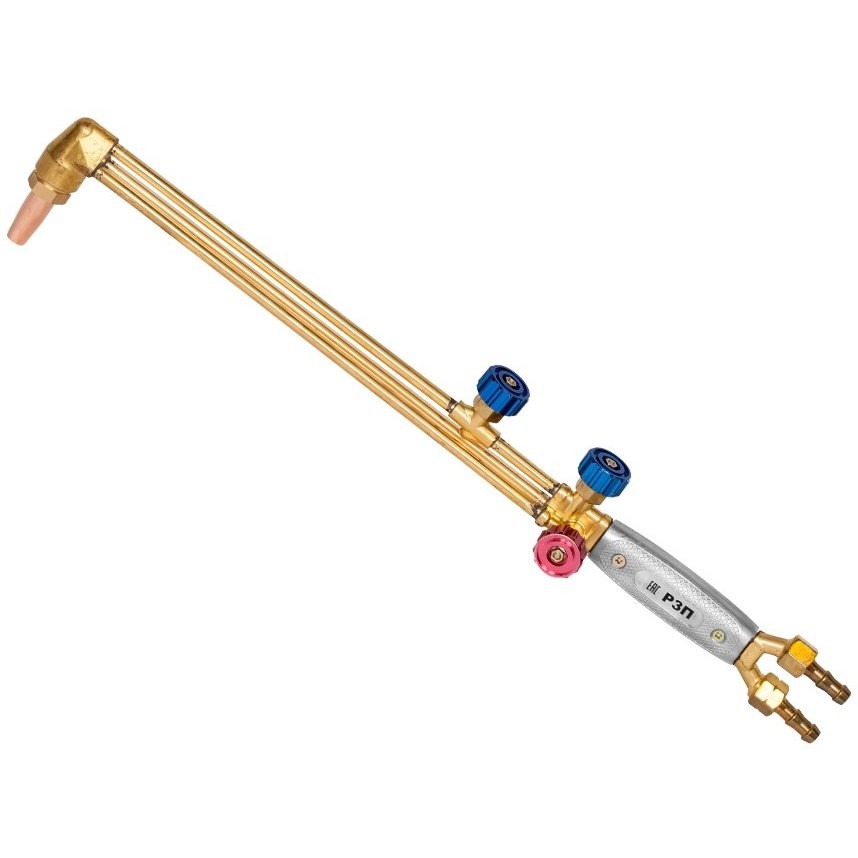
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
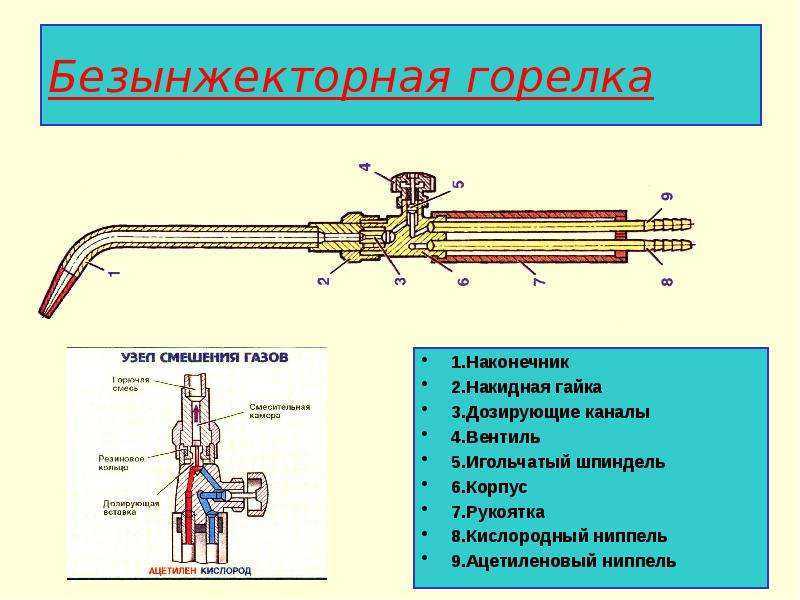
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
[stextbox id=’info’]Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон. [/stextbox]
[/stextbox]
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.

Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.

Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.
При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.

В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Виды пропановых резаков и их отличия от ацетиленовых
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками.
По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Конструкции различных типов резаков могут отличаться между друг другом размерами либо некоторыми компонентами, но принцип функционирования у всех одинаковый.
Виды пропановых резаков и их отличия от ацетиленовых
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Техника безопасности
Нужно понимать, что резка металла газом — процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.
- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.
- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.
Инжекторные и безинжекторные горелки
В приборах с инжектором поступление кислорода в камеру-смеситель осуществляется путем его принудительного втягивания из атмосферы через специальный вентиль. Воспламеняющийся газ через инжектор подается в смеситель из баллона под более высоким давлением и соединяется с кислородом. Образованный состав через трубу наконечника подается в мундштук. При этом давление исходящего из канала мундштука газа становится значительно меньше атмосферного.
Воспламеняющийся газ через инжектор подается в смеситель из баллона под более высоким давлением и соединяется с кислородом. Образованный состав через трубу наконечника подается в мундштук. При этом давление исходящего из канала мундштука газа становится значительно меньше атмосферного.
В горелках безинжекторных оба рабочих газа направляются в камеру под равным давлением (порядка 100 кПа). Вместо инжектора в устройствах такого типа устанавливается обыкновенное сопло, вворачивающееся в наконечник.
Серьезным недостатком инжекторных устройств, несмотря на большую распространенность и востребованность, считается нестабильность состава смеси газов, из-за которого не всегда удается обеспечить стабильно качественное ее горение.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.

Важно правильно соединить шланги, не перепутав подачу газа.
Ацетиленовый резак: устройство, принцип работы, особенности
Технологии современного мира шагнули далеко вперед. Теперь любой человек может справиться с процедурой резки газом, ведь это намного проще, чем газосварочные работы, поэтому для допуска не требуется почти никаких навыков. Основное, что нужно понять – технологию резки газом. Все чаще и чаще используются резаки с использованием пропана, а для работы с ними, требуется сочетать пропан и кислород. Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины.
 А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.
А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом. - Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.
- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.
Цена пропана позволяет выполнять работы больших объёмов
Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние.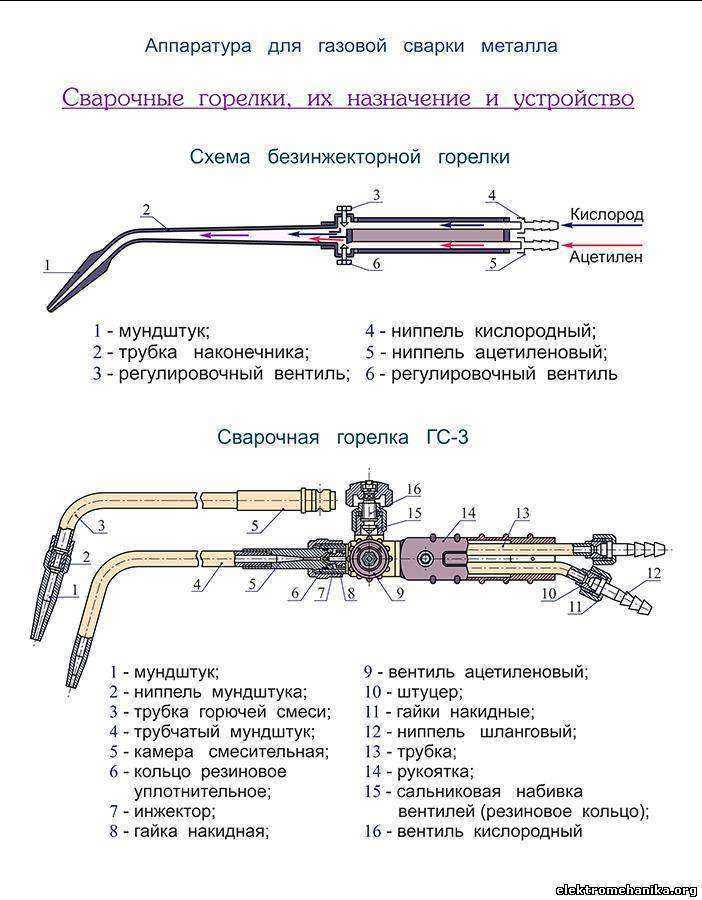 Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).

Также советуем посмотреть видео о том, как выбрать данное устройство:
В можно приобрести качественные резаки , которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Ацетиленовые резаки для сварки. Преимущества
- Благодаря тому, что при резке металла в данном виде резака используется два вида газа, а именно ацетилен, как горючий элемент, и кислород, делающий пламя выше температурой, его можно применять для раскроя очень толстых слоев металла, до двадцати сантиметров.
- Имеющиеся вентили позволяют регулировать температуру пламени и его интенсивность.
- Отлично подходит для создания тонких и ровных линий отреза, его стоит купить для автосервиса или промышленного предприятия.
- Очень хорошо режет низкоуглеродистые стали.

Процесс резки
Перед началом резки нужно убрать ржавчину с металла.
Необходимо зачистить металл
При резке заготовка должна располагаться так, чтобы выходящая струя легко проходила сквозь нее.
В самом начале процедуры, поверхность материала разогревается до температуры горения металла. Используется кислород и горючий газ. После достижения нужной температуры, подается кислород, который будет воспламеняться, вследствие контакта с горячей поверхностью и именно он будет резать.
В этом моменте важно достигнуть непрерывности подачи кислорода, в ином случае, пламя погаснет и поверхность быстро остынет, а затем ее придется нагревать заново.
В процедуре резки прослеживается четкая корреляция – чем чище применяемый кислород, тем выше качество резки. А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
Важно понимать, что струя имеет конусовидную форму, расширяется ближе к нижней части. Из-за этого ширина реза увеличивается при приближении к завершению резки и образовываются окалины.
Исправить ситуацию можно при помощи увеличения мощности резака, но не стоит слишком увлекаться, если перестараться, то окалины возникнуть на верхней части металла.
Мощность резака
На качество резки сильно влияет давление кислорода. Высокое давление неизбежно приводит к плохому резу, да и расход кислорода становится просто огромным. Малое давление не даст прорезать металл и удалить окислости будет тяжело. Поэтому нужно соблюдать средние показатели, которые индивидуальны для каждого металла, и регулировать подачу кислорода из кислородного баллона.
Пошаговая инструкция для работы с газовым инжекторным резаком
Температура пламени пропановой горелки и ацетиленовой
И это правило должно неукоснительно соблюдаться. Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Нормально работать такой инструмент не будет.
Еще опаснее в керосиновую паяльную лампу заливать бензин.
Бензин значительно быстрее керосина испаряется, и давление его паров в горелке будет в 6 раз больше расчетного. При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
Особенности газовых резаков: ацетиленовых и пропановых
Сегодня для резки металла используют горелки различных видов, которые отличаются по типу обработки, назначению, конструкции, подаче кислорода, мощности, типу мундштука, а также виду горючего.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
Именно этим пламенем и разрезают листы металла. Такие модели используют в процессе резки соединение кислорода и пропана, при этом срез получается менее чистым, чем при применении ацетиленовых агрегатов. Регулируя мощность подачи газа с помощью индуктора, можно обработать достаточно толстые материалы.
Купить газовый пропановый резак следует благодаря таким достоинствам:
- удобство при создании криволинейных срезов;
- небольшой вес;
- доступная стоимость;
- высокая производительность;
- возможность создания глухих отверстий.
Стоит подчеркнуть, что применяется оборудование этого типа далеко не для всех материалов. Использовать его можно исключительно для чугуна (ковкого), а также сталей с низким или средним содержанием углерода.
Это незаменимый инструмент для работы по шаблону, когда необходимо вырезать деталь определенной формы. Если вам требуется купить резаки, работающее на или , следует обратиться в интернет-магазин «Авант».
Большая Энциклопедия Нефти и Газа
Воздушно-ацетиленовое пламя ( температура 2300 С) используется наиболее широко. Восстановительное пламя предотвращает образование у ряда металлов термостойких окислов, которые препятствуют атомизации.
Воздушно-ацетиленовое пламя имеет более низкую температуру, что уменьшает опасность выгорания припоя. Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Применяя воздушно-ацетиленовое пламя, можно напылять также и пластмассы. Применялись воздушно-ацетиленовое пламя ( горелка удлиненная, длина пламени 11 — 12 см и ширина выреза 0 07 см) и кварцевый спектрограф средней дисперсии. Свет от лампы с Fe-катодом пропускался через пламя, в которое распылялись растворы, содержащие железо в концентрации от 7 ло 500 мкг / мл.
Температура воздушно-ацетиленового пламени равна 2100 — 2400 С; температура кислородно-ацетиленового пламени достигает 3300 — 3400 С.
Минимальная температура воспламенения кислородно-ацетиленовой смеси лежит в пределах от 416 до 440 С; скорость воспламенения этой смеси равна 90 — 200 м / сек, в зависимости от содержания в ней кислорода.
Скорость распространения взрыва ( детонации) равна 3000 м сек.
Для воздушно-ацетиленового пламени обычно применяются горелки без подсоса внешнего воздуха, а необходимый для горения воздух подается распылителем. Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты. В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты.
Если в восстановительное воздушно-ацетиленовое пламя БРОДИТЬ водный раствор алюминия, то абсорбция будет очень мала.
Однако Дэвид сообщает [75], что кислые водные 8-оксихинолиновые раб-творы алюминия обеспечивают в воздушно-ацетиленовом пламени сильный абсорбционный сигнал. Вероятно, это объясняется тем, что органический комплекс препятствует образованию связи алюминий-кислород в частицах аэрозоля, поступающих в пламя, асам комплекс легко диссоциирует при температуре пламени. Страницы: 1
Наивысшая температура пламени горелки.
Регулировка пламени горелки.
Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.

Какими бывают резаки для ручной резки металла?
Существует множество модификаций данных устройств.
Они квалифицируются по множеству признаков, которые мы сейчас постараемся перечислить:
- По виду реза. Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые.
- По принципу своего действия. Различают инжекторные и безинжекторные устройства.
- По конструкции мундштуков (наконечников). Бывают многосопловые и щелевые.
- По виду используемого горючего. Существуют аппараты для жидкого топлива, для газов-заменителей, а также для ацетилена.
- По уровню давления кислорода. Низкое или высокое давление.
Требуемое оборудование
Для того чтобы воспользоваться газовым резаком нужно иметь хоть один баллон пропана и кислорода, шланги, предназначенные для высокого давления, резак. Каждый баллон идет в комплекте с редуктором, при помощи которого можно осуществлять регулировку потока газа. Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Разные резаки для резки металлов не сильно различаются. Все имеют по 3 вентиля:
- один для подачи пропана;
- второй – регулирующего кислорода;
- третий – режущего кислорода.
Все кислородные вентили – синего цвета, а для пропана – красные.Металл разрезается при помощи струи пламени.
Схема газового резака
Газовым резаком можно разрезать металл с толщиной до 300 мм. Устройство очень легко ремонтируется, так как многие части аппарата сменные.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Техника безопасности
Нужно понимать, что резка металла газом – процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.

- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.
- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.
Резка и сварка пропаном и ацетиленом
Резка и сварка пропаном и ацетиленом — Rexarc
Сварка является одним из сложных производственных процессов, используемых в различных отраслях промышленности. Процесс может сильно различаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного, черного или цветного материала и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Рассмотрение материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки. Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, двуокись углерода и аргон являются несколькими важными типами защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам горючих газов, используемых для сварки — пропану и ацетилену, их преимуществам и недостаткам.
Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Рассмотрение материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки. Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, двуокись углерода и аргон являются несколькими важными типами защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам горючих газов, используемых для сварки — пропану и ацетилену, их преимуществам и недостаткам.
Краткое обсуждение основных различий между сваркой пропаном и ацетиленовой газовой сваркой
Ниже приведены некоторые основные различия, которые помогут вам понять, чем сварка пропаном и ацетиленовой газовой сваркой отличаются друг от друга.
- Температура пламени: Оба эти газа смешиваются с кислородом для создания желаемого профиля, пригодного для сварки различных типов металлов.
 Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом дает температуру пламени 3100 градусов по Цельсию. Высокая температура пламени и превосходные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла. Более высокая температура пламени позволяет быстро прожигать твердые материалы.
Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом дает температуру пламени 3100 градусов по Цельсию. Высокая температура пламени и превосходные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла. Более высокая температура пламени позволяет быстро прожигать твердые материалы. - Тепловая мощность: Ацетилен и пропан также различаются по их тепловой мощности. Значение британской тепловой единицы (БТЕ) для ацетилена составляет 1470 на кубический фут, тогда как пропан имеет значение 2498 БТЕ на кубический фут. Даже если ацетилен имеет более высокую температуру пламени, чем пропан, это не значит, что последний выделяет меньше тепла. Хотя комбинация кислород-ацетилен обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется смесью пропан-кислород. Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
- Процесс сварки: Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен сгорает в кислороде, он создает восстановительную зону, которая очищает стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, поэтому его нельзя использовать для сварки.
Почему ацетилен используется в качестве сварочного газа?
Есть несколько причин, по которым ацетилен стал более популярным сварочным газом, чем пропан.
- Безопасность: Это одно из основных требований любого производственного процесса, и сварка не является исключением. Предел воспламеняемости ацетилена на воздухе составляет от 2,5% до 82%, а пропана — от 2,1% до 9%..5%. Отсюда можно сделать вывод, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ просочится, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха. Любая утечка пропана в закрытом помещении будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда не обнаруживаться. Ацетилен хранится в пористой массе, а ацетон в баллоне, что обеспечивает его 100% безопасное хранение.
- Высококачественная сварка: Общеизвестно, что ацетилен производит более острое и сфокусированное пламя, чем пропан. Пропан генерирует менее 10% тепловой энергии, тогда как ацетилен генерирует 40% тепловой энергии во внутреннем конусе пламени. Это помогает обеспечить лучшее качество сварки и резки с использованием кислородно-ацетиленовой сварки.
- Помогает снизить потребление электроэнергии: В настоящее время высокопрочные стальные материалы используются в различных отраслях промышленности, особенно в автомобильной промышленности. Структурная сложность стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по снижению потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
- Эконом: Пропан требует больше кислорода, чем ацетилен. Для максимальной температуры пламени в кислороде объемное отношение кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4,3: 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода, чем при использовании ацетилена. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Все вышеперечисленные пункты помогут вам понять, чем ацетиленовая сварка всегда лучше сварки пропаном. Сварка ацетиленом в настоящее время осуществляется с использованием газовых баллонов с ацетиленом. Важно, чтобы вы получали эти цилиндры от надежного производителя.
Новое сообщение >>
Связанные сообщения в блоге
Custom
Мы являемся универсальным магазином от производства нестандартных судов до полной трелевки, сантехники и приборов.
Связь
Мы поддерживаем наши процессы и сообщаем вам о статусе вашего проекта так много или так мало, как вы хотите.
Обязательства
Мы постоянно реинвестируем в наших сотрудников, бизнес и технологии оборудования, чтобы своевременно поставлять качественную продукцию.
Ацетилен против пропана: плюсы и минусы
Поговорите с любым сварщиком о том, чего он хочет от своего сварочного инструмента, и он, вероятно, скажет вам, что отдает приоритет нагреву, эффективности, универсальности и чистому резу, в зависимости от типа сварки. специально смотрю.
Ацетилен в течение многих лет был предпочтительным топливом для резки среди сварщиков. Но по мере того, как стоимость ацетилена растет, вы можете заглянуть на любой сварочный форум, и вы найдете горячих спорщиков, задающихся вопросом, действительно ли ацетилен лучше, чем многие альтернативы, такие как пропан, для целей сварки. В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
Тепло
Одним из основных аргументов в пользу ацетилена является то, что он горит горячее. Что касается сварки, люди часто утверждают, что чем горячее, тем лучше. Однако действительно ли ацетилен горит сильнее? Простой ответ на этот вопрос – да. Максимальное нейтральное пламя для ацетилена в кислороде составляет около 5720 F, а температура для пропана составляет 5112. Это, однако, не означает, что пропан выделяет меньше тепла.
Ацетилен может гореть сильнее и может даже быстрее предварительно нагреть металл. Однако при надлежащих знаниях, запасных частях и настройке пропан может фактически соответствовать или даже превосходить ацетилен. Очевидно, что здесь задействовано много переменных. Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Безопасность
Одним из главных аргументов в пользу пропана является то, что он безопаснее ацетилена. Опять же, судя по цифрам, так оно и есть. Ацетилен воспламеняется в смесях от 2,5 до 82 процентов, в то время как диапазон содержания пропана составляет от 2,1 до 9,5 процентов. Основываясь на этих цифрах, легко утверждать, что пропан намного безопаснее в использовании, чем ацетилен. Однако имейте в виду, что оба эти газа легковоспламеняющиеся, и с обоими нужно обращаться осторожно. Следует использовать одни и те же меры предосторожности, независимо от того, какой вариант вы выберете.
Стоимость
Наконец, мы должны обсудить могучий доллар, который часто оказывает наибольшее влияние на многие деловые решения. В частности, в последние годы стало труднее достать ацетилен, что увеличивает его стоимость. Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. На самом деле именно постоянно растущая разница в цене между этими двумя сварочными видами топлива заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Если вы все еще не уверены, какое топливо для сварки лучше всего подходит для вас, поговорите с нашими экспертами из Vern Lewis Welding Supply, Inc. Наши сотрудники будут рады помочь вам решить, какое топливо лучше всего подходит для ваших конкретных нужд. Мы предлагаем заправку как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому независимо от того, какое топливо вы решите использовать, мы будем рады помочь!
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Какой сварочный аппарат лучше всего подходит для домашнего использования?
Выбор лучшего сварочного аппарата для домашнего использования может быть сложным и сложным. При наличии на рынке бесчисленного множества сварочных аппаратов поиск подходящего сварщика требует много исследований. Есть много факторов, которые следует учитывать при совершении этой покупки. Во-первых, вам нужно будет знать, какой тип сварки вы будете делать….
Подробнее Какой сварочный аппарат лучше для домашнего использования?Продолжить
4 факта о сварке в строительстве
Сварка играет важную роль в нашем обществе, и она используется во многих различных отраслях. Легко упустить из виду, какую неотъемлемую роль играет в нашей повседневной жизни! В огромном количестве конструкций, таких как мосты и большие здания, использовалась сварка в строительстве, чтобы добиться впечатляющих результатов в отношении долговечности и мастерства. Возьмем…
Подробнее 4 факта о сварке в строительной отраслиПродолжить
Как лучше всего сваривать нержавеющую сталь?
Нержавеющая сталь
— очень популярный материал, используемый благодаря своим антикоррозионным свойствам, долговечности и красивой отделке. Его качества делают его идеальным для посуды и приборов для приготовления пищи, медицинского оборудования и устройств, средств транспортировки веществ, которые могут разъедать другие типы материалов, и так далее. Если у вас есть проект, связанный со сваркой нержавеющей стали,…
Подробнее Как лучше всего сваривать нержавеющую сталь?Продолжить
7 главных причин выбрать Vern Lewis Welding Supply
Независимо от того, являетесь ли вы любителем сварки или энтузиастом, стремящимся сделать следующий шаг, профессионалом в области сварки или владельцем бизнеса, у Vern Lewis Welding Supply есть все, что вам нужно, когда речь идет о сварке и сварочных технологиях. От новых и бывших в употреблении продуктов до услуг по ремонту, обучению, расходным материалам и многому другому — у нас есть универсальный магазин для всех…
Подробнее 7 главных причин выбрать Vern Lewis Welding SupplyПродолжить
Общий | Кислород/пропан по сравнению с кислородом и ацетиленом для резки и т. д. | Практик-механик
робмк
Чугун
- #1
Я всегда использовал ацетилен в больших горелках. Мне нужен небольшой фонарь для домашнего магазина, но что-то большее, чем Bernzomatic. Какой у кого-нибудь был опыт использования пропана или аналогичного топлива для резки и обогрева…. с точки зрения производительности? Что насчет кислородно-бензиновых горелок?
снеговик
Алмаз
- #2
Я работаю с кислородно-пропановой смесью для пайки/резки. Я нахожу это столь же полезным. Я так понимаю, что он медленнее нагревается, но все еще работает.
Кроме того, он использует тот же газ, что и мой гриль. У меня много таких танков.
JST
Алмаз
- #3
ВСЕ железные дороги UP, которые я видел, работали на кислородно-пропановом топливе, когда они заменяли рельсы вверх по холму от работы……. большие цистерны с этикетками пропана, в этом нельзя ошибиться.
Майк К.
Алмаз
- #4
O/P не так сильно нагревается, как O/A, с точки зрения температуры пламени, но большой бутон розы O/P может выделять КУЧУ тепла. Я регулярно использую один в магазине для термоусадочной посадки, вытаскивания больших железных статоров из алюминиевых и чугунных корпусов и общих работ по отоплению. Я также иногда использую ti для резки. Большим преимуществом резки с помощью O/P является то, что он не нагревается так сильно, как O/A, поэтому вы вынуждены использовать правильную технику резки… вы предварительно нагреваете, а затем позволяете потоку кислорода резать изделие вместо того, чтобы плавить его и выдувать. из расплавленного материала. Режет ОЧЕНЬ чисто с очень небольшим количеством шлака.
С другой стороны, с ним нельзя сваривать. Просто недостаточно греется. Для домашнего магазина я бы получил O / A и покончил с этим. Не приобретайте набор для ремонта кондиционера с крошечными резервуарами. Они годятся для быстрой пайки труб, но бесполезны для металлообработки. Берите баки на 80 куб.
Конрад Хоффман
Титан
- #5
Если вы не собираетесь использовать газовую сварку, вам подойдет пропан. ИМО, это безопаснее для домашней установки. Если вам нужно сварить, вам нужен ацетилен. Следите за скоростью вывода на небольших ацетиленовых баках; с ними нельзя использовать бутон розы.
Марк Томас
Титан
- #6
Что сказал Конрад.
Я не уверен насчет БТЕ/доллар, но мой пропан наверняка намного дешевле заправлять, чем мой ацетилен.
У меня очень маленький ацетиленовый баллон для сварки инертным газом и пропан для всего остального.
Майк К.
Алмаз
- #7
Последняя заправка ацетиленом объемом 80 кубических футов, которую я получил, стоила около 20 долларов. Заправка газового гриля в Wally World стоит 18 долларов.
Марк Томас
Титан
- #8
Майк К. сказал:
Последняя заправка ацетиленом на 80 кубических футов стоила около 20 долларов. Заправка газового гриля в Wally World стоит 18 долларов.
Нажмите, чтобы развернуть…
Интересно. Моя последняя заправка ацетиленом MC (10 куб. Футов) стоила 22 доллара. Моя последняя бутылка для гриля стоила 10 долларов.
Может быть, на ацетилене они больше бьют вас в меньших баках. Десять лет назад у меня был 80-футовый резервуар, и его заполнение стоило около 20 долларов. Я как бы предположил, что нынешние 20 долларов за 1/8 объема были инфляцией, но, может быть, я получаю сливки, потому что покупаю количество «для хобби».
Любопытно, однако, насчет британских тепловых единиц за доллар.
ДэйвE907
Титан
- #9
BTU за доллар вне конкуренции, пропан всегда дешевле. Баллон с пропаном для газового гриля весом 20 фунтов имеет общую теплоту сгорания около 432 000 БТЕ. Ацетиленовые баки объемом 80 кубических футов имеют общую теплоту сгорания около 118 000 БТЕ.
Используйте любую цену за количество, чтобы выполнить математические вычисления с этими числами:
Пропан: 21591 БТЕ/фунт или 2490 БТЕ/фут**3
Ацетилен: 1470 БТЕ/фут**3
Производительность?
Для резки и нагрева подойдет только пропан, к тому же он безопаснее ацетилена.
Подростком в 50-х годах я сжигал машины на свалке кислородом/пропаном, это работает очень хорошо. Не было опасений, что топливо взорвется при неправильном обращении.
Кислород/бензин в основном используется для резки тяжелых материалов. Это вряд ли модернизация пропановой горелки в домашнем магазине.
Адама
Алмаз
- #10
Окси-пропан мне отлично подходит. Тем более, что у меня уже был сварочный аппарат переменного и постоянного тока. Благодаря схемам аренды баллонов здесь можно сэкономить не менее 50 фунтов стерлингов в год на аренде баллонов с использованием пропана. Это до того, как вы сравните стоимость газа. Если у вас есть хорошее режущее сопло и усиленный предварительный нагрев, они станут отличным нагревательным факелом для небольших работ по гибке и выпрямлению. Одинаково паяется — серебро тоже хорошо паяется.
Эбарнсли
Титан
- #11
В шахте (золото) Я использую оба.
Стоимость пропана кажется ниже … Но для начала резки требуется НАМНОГО больше времени. БТЕ — это хорошо, но максимально возможное количество тепла тоже…
Пропан дешевле и работает как китайская подделка актилена. Для резки тонких вещей (автомобильных кузовов) работает.
Для серьезной резки стали, скажем, более 6 дюймов, мы используем Oxy Actylene. Это делает работу. Зачем тратить время…
Для нас самые высокие затраты — это баллоны с кислородом. Актилен составляет лишь малую часть стоимости. При резке мы обычно можем использовать 2 баллона с кислородом вместо 1 баллона с актиленом. На пропане это кажется больше 1 к 1. Это имеет смысл из-за расхода газа / БТЕ / максимальной температуры.. Цены на газ, конечно, варьируются в зависимости от места..
У нас завалялась пара генераторов актилена. Карбид кальция довольно дешев.. Как и вода.. Хотя в Австралии могут быть проблемы.. Например, не использовать 220 для устройства 110…
Черт, канадцы даже не могут правильно маркировать свои цилиндры, хотя Вы могли бы подумать, что было бы легко стандартизировать цвета на одном континенте. возглавляет..
ДэйвE907
Титан
- #12
«Достаточно легко установить актиленовый регулятор ниже 15 фунтов на квадратный дюйм…»
Абсолютно верно. Вы когда-нибудь сталкивались с ацетиленовым регулятором, который не выдерживал установленного давления? У меня… Будьте бдительны и в безопасности.
Майк К.
Алмаз
- №13
марка, я случайно заметил цену на заправку пропаном в Wal Mart в эти выходные… 17,44 доллара. 52$ без обмена.
излишекджон
Алмаз
- №14
все серьезные мусорщики, которых я видел, режут нас пропаном и жидким кислородом для резки, поэтому, очевидно, дешевле, мне сказали, что он горячее, но похоже, что он может доставлять быстрее, чем горячее.
бослейджр
Алмаз
- №15
Я знал, что оксиацетилен горячее оксипропана, но насколько. Я искал идеализированное значение температуры («адиабатическая температура пламени») и нашел сильно различающиеся значения (!). Не верьте всему, что читаете. Во всяком случае, для одного источника разница составила около 300°С:
Ацетилен — Кислород: 3100, также 3480°C
Пропан — Кислород: 2820, также 2526
Ацетилен — Воздух: 2400, также 2500 — Воздух: значения нет, 2010
Я мог бы пересчитать эти, но вид не стоит лезть. Достаточно сказать, что разница между двумя видами топлива составляет не менее 300°C (почти 500°F). В любом случае может показаться, что (как сказал бы Хэнк Хилл), если вы можете работать с пропаном, вы на доллары впереди.
9100
Алмаз
- №16
Эбарнсли, вы не думали приобрести кислородный генератор? На самом деле они не производят O2, а отделяют его от воздуха. Чистота не так хороша, как кислород в баллонах, около 95%, но эксплуатационные расходы намного ниже, в основном затраты на электроэнергию для работы компрессора. Вы также должны сделать воздух действительно сухим, иначе цеолит в генераторе наполнится влагой, и вам нужно улавливать компрессорное масло, но самое замечательное в них то, что они никогда не заканчиваются. Когда мы постоянно припаивали контакты локомотива серебром, мы использовали пропан и вырабатывали кислород. В генераторе использовался обычный цеховой воздух, поэтому никакой дополнительной установки там не было. Несколько раз я был на грани приобретения усилителя давления на природном газе, но объем работы колебался так сильно, что это никогда не было четким выбором. Природный газ/выработанный кислород не только резко снизили бы стоимость по сравнению с кислородом/ацетиленом, с которого мы начали, но и устранили бы логистику. Всякий раз, когда поступала партия контактов, нам приходилось делать оценку расхода газа и количества, оставшегося в баллонах. Меня очень раздражает обмен бака с бензином в нем, но иногда компромисс прерывал работу посередине, чтобы пойти за бензином, хуже, чем немного потерять на бензине.
Билл
Билл D
Алмаз
- # 17
Как насчет природного газа, который в основном состоит из метана. у моего отца была горелка ng/compressed air для пайки. чуть больше, чем горелка Бунзена. нет причин, по которым его нельзя было подключить к O2.
Билл Д.
9100
Алмаз
- # 18
Босли, я думаю, что большая часть различий в температурах может быть связана с размером пламени и конкретной используемой смесью. Пламя будет уносить холодный воздух, чем меньше пламя, тем выше процент. Что здесь не упоминается, так это то, что скорость распространения пламени кислорода/ацетилена настолько выше, чем у кислорода/пропана, что вы можете протолкнуть гораздо больше BTU через данное отверстие без того, чтобы факел загорелся. Большой наконечник с держателями пламени может генерировать много БТЕ с пропаном, но они рассредоточены. Мы разработали собственные горелки, которые воспламеняли поток топлива внутри головки до того, как скорость газа на выходе достигала высоких скоростей. Мы могли поднять давление до уровня забитого сопла со скоростью 1 Маха с линией скачка напряжения поперек него и несколькими линиями скачка напряжения, видимыми в пламени. Он выделял много тепла на небольшой площади, но защита органов слуха была обязательной. Я подумывал продать фонари, но боялся, что какой-нибудь дурак испортит ему слух и засудит меня.
Воздух с любым топливом — облом, потому что вы дуете в 4 раза больше холодного азота на деталь, чем сгорает и пытается нагреть кислород.
Билл