Резак из ацетиленового в пропановый — что заменить? — Курилка
Он и есть ацетиленовый, я его историю знаю, он не беспризорным ко мне попал.Газ — какой есть. На газовой печи горит нормально.Он может быть и ацетиленовый,
Да не было ударов — я его сам настроил — довел, и долгое время на ацетилене пользовал — нормально все было.в засоренности сажей инжектора (особенно если были обратные удары)
Работа таки не соответствует — я им резцы паяю, латунью. Но перегрева не замечал.в несоответствии резака выполняемым работам (перегрев)
при розжиге зажигается, если мундштук по касательной к наковальне прислонить, потом потихоньку кислород добавляю — вывожу на режим. Горит со средней мощностью стабильно, при повышении мощности(открывании кранов) пламя срывает, если далеко от железки горелка находится — неудобно.
www.chipmaker.ru
РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный – Расходники и комплектующие на Svarka.guru
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые;
- пропановые;
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
 Схема работы инжектора.
Схема работы инжектора.Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
 Схема работы безинжекторных моделей.
Схема работы безинжекторных моделей.В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
 Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.
При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
svarka.guru
Резак пропановый: РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный
 Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива,
- тепловая мощность горелки,
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые,
- пропановые,
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см,
- средняя: до 20 см,
- большая: до 30 см,
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев,
- подачу кислорода на резку,
- подачу пропана.
Еще один орган управления рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
 Схема работы безинжекторных моделей.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
 Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
 Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели,
- накладки на рукоятке из алюминия намного долговечнее пластмассовых,
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске,
- рукоятка диаметром от 4 см удобно и надежно лежит в руке,
- рычаг подачи кислорода не должен ни болтаться, ни заедать,
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные,
- содержание меди в материале подводящих патрубков не должно превышать 65%,
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями,
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски,
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения,
- рабочая одежда и обувь с огнезащитной пропиткой,
- спилковые краги,
- маска сварщика с адаптивным светофильтром или защитные очки сварщика,
- респиратор,
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер,
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве,
- обеспечить яркое бестеневое освещение,
- убрать все легковоспламеняемые материалы в радиусе 5 метров,
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места,
- при возможности заготовки размещать на стальном рабочем столе,
- не направлять пламя на газовые шланги,
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении,
- снять пропановый подводящий шланг с ниппеля,
- открыть вентиль на кислородном баллоне, выставив рабочее давление,
- отрыть кислородный вентиль на резаке,
- приложить палец к входному ниппелю для пропана,
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха,
- закрыть вентиль на баллоне с кислородом и на резаке,
- присоединить подающий пропановый шланг, затянуть хомут.

При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты,
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности,
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление,
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1,
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана,
- специальной зажигалкой поджечь рабочую смесь,
- отрегулировать факел по цвету, интенсивности и форме,
- прогреть начало разреза, контролируя температуру визуально или пирометром,
- открыть вентиль режущего кислорода,
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг,
- закрутить вентиль режущего кислорода,
- перекрыть подачу пропана,
- закрутить разогревающий кислородный вентиль,
- закрутить баллонные вентили,
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака,
- допустимо установить на единицу больший номер мундштука,
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Загрузка…greendom74.ru
ВМЕСТО ПРОПАНА – АЦЕТИЛЕН ???
Ежегодно в конце лета цены на пропан устремляются ввысь. Не стал исключением и этот год. Осложнило ситуацию еще и то, что момент окончания выборки квот поставок пропана на внутренний рынок РФ по времени совпал с очередным витком кризиса в отношениях между Россией, Украиной и Европой, что побудило шустрых Европейских коммерсантов активно включиться в закупку жидкого «голубого топлива» в РФ. И вот встает вопрос: «А не выгоднее уже теперь использовать ацетилен там, где его заменяют пропаном именно с целью экономии?»
Температура горения пропана в резаке 2000-2500 градусов Цельсия, у ацетилена – 3260. Время нагрева металла до температуры плавления при кислородной резке при пропане значительно больше. Резка слаболегированных и сталей больших толщин возможна только на ацетилене. Ацетиленовый баллон, несмотря на большую стоимость, обладает гораздо большей живучестью, по сравнению с пропановым. Использование клапанных резаков, отсекающих греющую смесь на время непосредственной резки, добавит еще экономии на газе. Ниже в таблице приведены характеристики из паспорта резака типа Р1. Из этой таблицы видно, что не только пропана, но и кислорода в пропановом резаке тратится на 30% больше, чем в ацетиленовом. И это при том, что разница в цене заправки ацетиленового и пропанового баллона уже отличается всего на те же 30%.
Может, есть смысл заглянуть в дальние уголки склада, вытащить запыленные ацетиленовые баллоны, заменить мундштук в резаке с пропанового на ацетиленовый и попробовать? А если еще вспомнить, что ацетиленом можно еще и варить? И что ацетиленовая горелка стоит намного меньше сварочного полуавтомата. А в качестве сварочной проволоки в аварийной ситуации, когда дорога каждая минута, можно использовать обычный электрод, который можно просто «обстучать от обмазки», а не покупать 5 кг бобину. И не нужно нестись за углекислотой или смесью. Может пора начать экономить?
| Техническая Характеристика | ||||
| Толщина разрезаемой стали, мм | до 15 | 15-50 | 50-100 | |
| Мундтштук внутренний | 1А/1П | 3А/3П | 4А/4П | |
| Мундштук наружный | 1А/1П | |||
| Давление на входе кгс/см2 | Кислорода (номинальное) | 3,0-3,5 | 4,0-4,2 | 4,5-5,0 |
| горючего газа, А/П | 0,03 — 1,2/0,01 — 1,5 | |||
| Расход м3/час | кислорода при работе на А | 2,6 — 2,8 | 5,4 — 5,8 | 8,6 — 10,2 |
| кислорода при работе на П | 3,2 — 3,5 | 7,7 — 8,5 | 11,1 — 13,1 | |
| горючего газа, А/П, не более | 0,26/0,4 | 0,33/0,48 | 0,36/0,56 | |
| Масса резака, кг, не более | 0, 75 | |||
| Длина резака, мм, не более | 500 | |||
|
Внутренний диаметр присоедняемых рукавов — 6 или 9 мм |
||||
trio-service.ru
Газовый резак: виды, назначение и особенности
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени. В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая (< 10 см разрезаемого металла), средняя (< 20 см) и высокая (> 20 см).
Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.
На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).

На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.

Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
xn--80affkvlgiu5a.xn--p1ai
Ацетиленовый резак: устройство, принцип работы, особенности
Одним из самых востребованных металлообрабатывающих приборов является газовый резак, который позволяет раскраивать изделия из железа и стали в соответствии с утвержденным проектом. Действие таких устройств основано на нагревании материала до высоких температур, его сгорании в кислородной струе и удалении той же струей продуктов горения из зоны реза.

На крупных производственных объектах особой популярностью пользуется ацетиленовый резак, который способен разрезать стальные листы и изделия металлопроката толщиной 300 миллиметров и более. Одновременно с этим увеличивается производительность предприятия, улучшается качество обработки изделий и ускоряется производственный процесс.
Устройство ацетиленовых резаков
Любой газокислородный резак состоит их трех основных частей – газовых баллонов, ствола и наконечника. Ствол представляет собой рукоятку с ниппелями, которые служат для присоединения газовых рукавов с кислородом и ацетиленом. На корпусе также имеется три клапана, с помощью которых регулируют подачу режущего и подогревающего кислорода, а также рабочего газа (ацетилена).

Одним из основных элементов, входящих в ацетиленовый резак, является инжектор – ускоритель заряженных частиц. Сразу к нему присоединена камера смешения, в которой образуется горючая смесь из ацетилена и химически чистого кислорода. Камера смешения плавно переходит в трубку подачи подогревающего кислорода.
Перед самым инжектором на стволе имеется ответвление – трубка режущего кислорода. На ней расположен вентиль, регулирующий подачу химически чистого кислорода. Торцы трубок подачи подогревающей смеси и режущего кислорода присоединены к наконечнику. Он состоит из внутреннего и наружного мундштуков, которые помещены в специальную головку резака.
Принцип действия ацетиленового резака
Как и любой другой газокислородный нож, ацетиленовый резак обрабатывает металлические изделия одновременным воздействием высокой температурой и направленной кислородной струей. После присоединения газовых рукавов к ниппелям кислород направляется в двух направлениях. Одна часть газа, через специальное ответвление, попадает в трубку режущего кислорода, а другая – в инжектор.

Выходя из инжектора, кислород развивает высокую скорость и создает зону разряжения в смесительной камере. Из-за разницы давления в камеру начинает «подсасываться» ацетилен, который равномерно смешивается с О2. Полученная смесь газов на высокой скорости движется дальше и вырывается через зазор между внутренним и внешним мундштуками, одновременно воспламеняясь.
Так образуется подогревающее пламя, которое доводит материал до аморфного (полужидкого/полутвердого) состояния. Через установленный на ацетиленовый резак наконечник вырывается также струя режущего кислорода, которая своей высокой скоростью «сдувает» расплавленный металл.
Особенности ацетиленового резака
Все особенности ацетиленового резака обусловлены рабочим газом – ацетиленом. В отличие от других видов топлива он способен разогреваться до температуры порядка 3100 градусов по Цельсию. Именно благодаря этому обеспечивается:
- Наивысшая производительность – при помощи ацетиленового газокислородного ножа можно разрезать материал толщиной более 300 мм.
- Низкая доля окислительных процессов – структурные связи в молекулах мгновенно разрушаются без образования соединений с кислородом.
- Высокое качество резки.
На рынке в широком ассортименте представлен резак ацетиленовый «Маяк». Модели отличаются главным образом либо конструкцией ствола, либо его заменяемой частью – мундштуком, от которого зависит интенсивность, а также размер газовой струи.
Универсальные резаки
В некоторых случаях использовать резак газовый ацетиленовый экономически нецелесообразно. При этом иметь два резака, работающих на разных типах топлива, неразумно. Поэтому на крупных производственных объектах особой популярностью пользуются универсальные газокислородные ножи. Их главная особенность заключается в способности работать от разных видов топлива.
 Подавляющее большинство универсальных агрегатов используется для ручной резки нелегированных изделий или сталей с низким процентом углерода в их составе. Наибольшее распространение получил пропановый/ацетиленовый резак. Первый тип газа используется для обработки материалов толщиной до 200 мм, а второй – свыше 300 мм.
Подавляющее большинство универсальных агрегатов используется для ручной резки нелегированных изделий или сталей с низким процентом углерода в их составе. Наибольшее распространение получил пропановый/ацетиленовый резак. Первый тип газа используется для обработки материалов толщиной до 200 мм, а второй – свыше 300 мм.fb.ru
Как правильно выбрать резак Р1 и Р3 по внешнему виду?
I. Возьмите газовый резак в руки!!! (Невозможно сделать выбор по картинке, рекламному проспекту или только на основании цены).
II. Определитесь! Для выполнения каких работ Вам необходим резак? Например: Если вам необходимо резать металл толщиной не более 100мм, оптимальным выбором для вас будет газовый резак типа Р1 (с рукавом под Dy = 6 мм), если же предстоит резать металл более 100 мм (до 300мм) выбирайте резак газовый типа Р3.
Определитесь с типом доступного Вам газа (пропан-бутан, ацетилен, метан, МАФ).
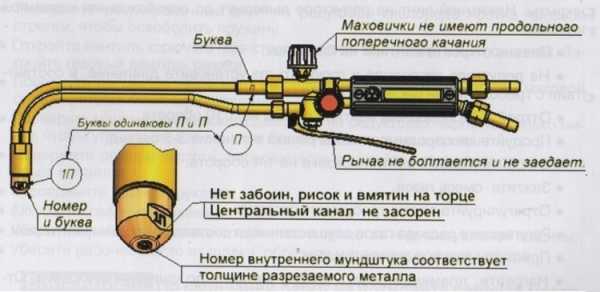
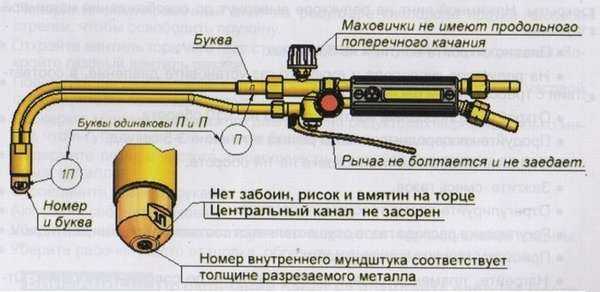
III. Обратите внимание на внешний вид газового резака:
1) Мундштук наружный должен быть изготовлен из технической меди. Термическая стойкость технической меди в 3–4 раза выше латуни. Мундштук из технической меди имеет красноватый цвет в отличии от жёлтой латуни.
Для ацетиленового резака и внутренний мундштук должен быть изготовлен из меди!!
2) Корпус и трубки соединений, латунные, медные или из нержавеющей стали.
3) Наконечник и инжекторный узел, должны быть отъемными и легко заменяемыми. В случае выхода из строя, засорения наконечника, инжектора, их можно быстро прочистить или заменить на новые, и не придется покупать новый резак.
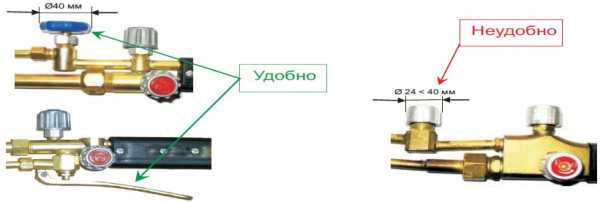
4) У профессиональных газовых резаков, барашек вентиля кислорода режущего (КР) должен иметь диаметр не менее 40 мм или клапан рычажный. Это обусловлено удобством открытия и закрытия кислорода режущего (КР) при длительной работе.
6) Маховики должны вращаться с небольшим усилием (не болтаться, но и не туго вращаться), так как в случае свободного вращения существует большая вероятность самопроизвольной разрегулеровки состава пламени во время работы (это не удобно и опасно). При тугом вращении маховиков, не удобно производить настройку пламени резака и его гашение, или даже не возможно.
7) Шпиндели узлов вентилей должны быть из нержавеющей стали (средний срок службы таких шпинделей не менее 15000 циклов открыто-закрыто). Изготовление их из латуни недопустимо, так как такие узлы не выдерживают более 500 рабочих циклов открыто-закрыто, в дальнейшем они не обеспечивают герметичности запирания. Как следствие: утечки горючего газа и кислорода, что опасно и может привести к взрыву скопившейся горючей смеси.
Допускается применение комбинированных шпинделей латунь — «нержавейка», они значительно лучше по своим характеристикам, чем цельные латунные шпиндели.

8) Для резаков Р3 (для резки металла до 300мм) не допускается применение комбинированных 6/9 ниппелей. Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
9) Выбирайте латунные ниппеля! Алюминиевые ниппеля изнашиваются быстрее.
10) Наличие запасных частей у продавца обязательно!!! (В противном случае вы покупаете «разовое» изделие).
11) Наружное покрытие под цвет латуни или меди скрывает недостатки пайки, пороки в металле а так же вводит Вас в заблуждение, выдавая алюминий за латунь или медь.
Внешний «блеск» не обеспечивает безопасность и работоспособность газового резака.
svarka59.ru