Осциллятор осппз 300 2 схема
Пихал в прямоход, сгорел. Схема подсоединения была последовательная. Защита диодов была обычные конденсаторы типа К73 вольт на — , в сумме мкф на 5 — 10, шунтирующие выход аппарата. При наличии кондера на выходе на х.
Поиск данных по Вашему запросу:
Осциллятор осппз 300 2 схема
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварочный осциллятор
- Форум для обмотчиков электродвигателей
- Осциллятор ОСППЗ-300М-1 (Россия)
- Доработка осциллятора ОСППЗ-300М
- Осциллятор ОСППЗ-300-2
- Сварочная установка для TIG сварки алюминия из «того что есть»
- Как подключить осциллятор осппз-300м-1 для сварки алюминия
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Доработка осциллятора ОСППЗ-300М
Сварочный осциллятор
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 22 Июнь Отправлено 23 Июнь Отправлено 14 Июль Отправлено 01 Октябрь Отправлено 06 Октябрь Отправлено 31 Октябрь Отправлено 01 Ноябрь Отправлено 05 Ноябрь Хорошая приставка, не спорю.
ОССД Цена правда несколько «кусючая». Согласен что при срочной необходимости купить проще. Или если нет знаний для изготовления. Но «самопал» дешевле, и намного. Так что каждый может выбрать вариант который более оптимален. Community Forum Software by IP. Страница 1 из 2 1 2 Вперед. Сообщений в теме: Уже дома. Прикрепленные изображения. Количество пользователей, читающих эту тему: 0 0 пользователей, 0 гостей, 0 скрытых пользователей.
Помощь Поддержать проект. Войти У вас еще нет аккаунта? Зарегистрируйтесь сейчас! Я забыл свой пароль. Запомнить меня Это не рекомендуется для публичных компьютеров. Защита аргонодуговой сварки от ветра при монтаже трубопровода. Автор volk78 , 27 Авг
Запомнить меня Это не рекомендуется для публичных компьютеров. Защита аргонодуговой сварки от ветра при монтаже трубопровода. Автор volk78 , 27 Авг
Форум для обмотчиков электродвигателей
Часто эта задача сопряжена с рядом Иркутская, д. Все товары Оплата и доставка Соглашение Cтатьи Прайс-листы. Зарегистрироваться Войти. В корзине 0 на сумму 0. В корзине пока пусто. Например, Полуавтомат Torros.
Имею осцилятор ОСППЗМ .. У него осциллятор по схеме как на вкладке раньше, одни кондёры и катушки. Причём сделан был.
Осциллятор ОСППЗ-300М-1 (Россия)
Сейчас этот форум просматривают: Google [Bot] и гости: 0. Форум для обмотчиков сайта об электродвигателях. Последнее посещение: Пн окт 07, pm Текущее время: Пн окт 07, pm. Добавить форум в избранное. Все что повязано с инверторами, и не только. Добавлено: Вс фев 20, pm. Заголовок сообщения: Re: Все что повязано с инверторами, и не только.
Доработка осциллятора ОСППЗ-300М
Сварочный осциллятор — это устройство для возбуждения и стабилизации дуги, приспособленное для работы с серийными источниками питания переменного и постоянного тока. Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит низкочастотный повышающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник, колебательный контур, составленный из емкости, индуктивности, обмотки связи и блокировочного конденсатора. Обмотки, в сварочном осцилляторе образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ в начале полупериода заряжает конденсатор и при достижении определенной величины вызывает пробой разрядника.
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит низкочастотный повышающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник, колебательный контур, составленный из емкости, индуктивности, обмотки связи и блокировочного конденсатора. Обмотки, в сварочном осцилляторе образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ в начале полупериода заряжает конденсатор и при достижении определенной величины вызывает пробой разрядника.
Сварочный источник ВДУ Выпрямитель ТППУ3.
Осциллятор ОСППЗ-300-2
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: vks , 18 января в Технологии сварки. Могу опубликовать техническое описание и фото внутренностей.
Сварочная установка для TIG сварки алюминия из «того что есть»
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO Нарисованные от руки схемы источника ПДГ У3. Источник также может быть использован как пускозарядное устройство. Нарисованные от руки схемы источника бесперебойного питания UPS фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор ФСТ , позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Нарисованные от руки схемы источника бесперебойного питания UPS фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор ФСТ , позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Есть схема оСППЗ-2 с фото и описанием, давно выложенная мною на . Для Дмитрий_М: в описании к ОСПЗЗ указана «частота.
Как подключить осциллятор осппз-300м-1 для сварки алюминия
Осциллятор осппз 300 2 схема
Часть верхнего магнитопровода сделана в виде подвижного пакета. При вращении рукоятки по часовой стрелке зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление уменьшается, сварочный ток возрастает. Для сварки тонкого металла применяют согласное включение обмотки дросселя для получения увеличенного вторичного И ХХ с целью устойчивого горения дуги на малых токах.
В этом сборнике, Вы найдете множество разнообразных схем современных сварочных аппаратов и инверторов. Фотографии внутренностей, инструкции по эксплуатации, технические описания и принципиальные электрические схемы различных сварочных установок. Нарисованные от руки схемы источника ПДГ У3. Источник также может быть использован как пускозарядное устройство. Нарисованные от руки схемы источника бесперебойного питания UPS фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор ФСТ , позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Перейти к содержимому.
Для возбуждения дуги необходим кратковременный импульс высокого напряжения, который обеспечил бы пробой и последовательное развитие искрового разряда вплоть до дугового. Трансформатор TV1 промышленной частоты служит источником повышенного напряжения.
Устройство для начального возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах. Изобретение относится к области восстановления деталей машин наплавкой, а именно, к устройствам для зажигания электрической дуги постоянного тока в защитных газах и может быть использовано для восстановления изношенных поверхностей цилиндрических деталей высокоскоростной аргонно-дуговой наплавкой а. Изобретение с одной стороны позволяет использовать устройство для начального возбуждения электрической дуги постоянного тока при автоматической, полуавтоматической и ручной электродуговой сварке, наплавке в защитных газах при параллельном включении осциллятора в сварочную цепь, а с другой — предохраняет высокочастотный осциллятор от выхода из строя.
Устройство для начального возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах
Авторы патента:
Машрабов Нематулла (RU)
B23K9/167 — и неплавящегося электрода
7 B23K9/04 —
Устройство для начального возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах. Изобретение относится к области восстановления деталей машин наплавкой, а именно, к устройствам для зажигания электрической дуги постоянного тока в защитных газах и может быть использовано для восстановления изношенных поверхностей цилиндрических деталей высокоскоростной аргонно-дуговой наплавкой (а.с. 1827927, пат. 2211123), а также для поверхностной термической обработки (а.с. 1289078). Изобретение с одной стороны позволяет использовать устройство для начального возбуждения электрической дуги постоянного тока при автоматической, полуавтоматической и ручной электродуговой сварке, наплавке в защитных газах при параллельном включении осциллятора в сварочную цепь, а с другой — предохраняет высокочастотный осциллятор от выхода из строя.
Изобретение относится к области сварки и наплавки постоянным током в защитных газах неплавящимся электродом и поверхностной термической обработки, например, высокоскоростная аргоно-дуговая наплавка (а.с. 1827927, пат. 2211123), термическая обработка поверхности сталей и чутунов при помощи электрической дуги (а.с. 1289078).
Известно, что при сварочно-наплавочных процессах начальное зажигание дуги осуществляется коротким замыканием электрода на деталь. При касании электродом детали в начальный момент, мгновенно расплавятся микровыступы поверхностей детали и электрода за счет высокой плотности тока, и таким способом образованная пленка жидкого металла замыкает электрод и деталь. При отводе электрода на 2… 4 мм пленка жидкого металла растягивается, образуя уменьшающийся по сечению «мостик»; при этом резко увеличивается плотность тока, повышается температура.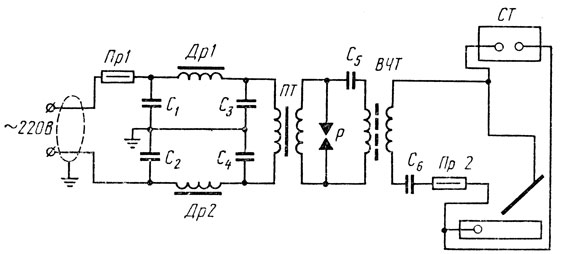 Это приводит к разрыву «мостка» и испарению вскипевшего металла, В этот момент интенсивная термо- и автоэлектронная эмиссия способствуют возникновению сварочной дуги. Время короткого замыкания и горения дуги составляет доли секунды,
Это приводит к разрыву «мостка» и испарению вскипевшего металла, В этот момент интенсивная термо- и автоэлектронная эмиссия способствуют возникновению сварочной дуги. Время короткого замыкания и горения дуги составляет доли секунды,
При высоких скоростях перемещения электрода относительно детали наличие заранее установленного межэлектродного зазора исключает возможность использования такого; устройства для высокоскоростной аргоно-дуговой наплавки и поверхностной термической обработки.
Известно устройство для начального зажигания электрической дуги, когда имеется заранее установленный межэлектродный зазор. Тогда зажигается дуга путем короткого замыкания угольным стержнем межэлектродного зазора [пат, 2211123, стр. 13], Использование такого устройства приводит, во-первых, к появлению на рабочей поверхности детали раковин, во-вторых, нарушению угла заточки вольфрамового электрода, в третьих, к повышенному расходу неплавящегося электрода. Все это не позволяет проводить
качественную наплавку высокоскоростными способами и поверхностную термическую обработку.
Наиболее близко по конструкции к заявляемому изобретению является устройство для начального зажигания дуги без короткого замыкания электрода на деталь. Особенностью конструкции такого устройства является наличие высокочастотного осциллятора, источника питания основной дуги, вращающейся детали, горелки с неплавящимся электродом, защитного дросселя и конденсатора. Схема расположения и соединения этих элементов устройства показана на стр. 9 в руководстве по эксплуатации. [Осциллятор последовательного и параллельного включения модели ОСППЗ-300М-1. Руководство по эксплуатации 70243.002.000РЭ.20022. Выпускается Ржевским производственным объединением «Электромеханика»],
Недостатком такого устройства является невозможность использования по назначению, так как при этом постоянный ток от основного источника питания, проходя через осциллятор, выводит его из строя.
Целью предлагаемого изобретения является использование устройства по назначению. Поставленная цель достигается тем, что, как и в прототипе, предлагаемое устройство для возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах содержит высокочастотный осциллятор, источник питания основной дуги, деталь, горелку с неплавящимся электродом, защитный дроссель и конденсатор.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается новым признаком:
— предлагаемое устройство дополнительно содержит предохранитель и защитный конденсатор.
При анализе патентной и технической литературы заявитель не обнаружил другого тождественного и эквивалентного заявляемому технического решения и поэтому полагает, что предлагаемое изобретение соответствует критерию охраноспособности «новизна».
По нашему мнению, ранее неизвестным отличительным признаком является дополнительный предохранитель ПР1 и защитный конденсатор C
При такой конструкции устройства обеспечена защита цепей осциллятора от мощного сварочного и наплавочного тока (более 400А) основного источника.
Таким образом, этот признак обеспечивает использование устройства для возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах при параллельном включении осциллятора, что подтверждает соответствие предложенного изобретения критерию «промышленное применение».
Пояснения по конструкции и работа устройства представлены на рис,
Рис.1. Схема расположения и соединения элементов заявляемого устройства.
Рис.2. Расположение и соединение предохранителя ПР1 (1) и защитного конденсатора d (2) с осциллятором ОСППЗ-300М-1 (3).
Рис.3. Расположение и соединение защитного дросселя L1 (1) и конденсатора C1 (2) с основным источником питания ВДУ-505 (3).
В заявляемом устройстве в отличие от прототипа дополнительно установлен конденсатор C 2 (рис. 1, 2) (емкостью 5…10 мкф, 400…600 В любой марки), который выполняет роль фильтра, тем самым защищает осциллятор от мощного тока (300…500 А и более) основного источника ВДУ-506, ВДУ-1201 и др.; в случае выхода из строя конденсатора C 2 срабатывает предохранитель ПР1 (рис. 1,2). Все это в конечном итоге позволяет стабильно, без обрывов произвести зажигание электрической дуги постоянного тока при сварке и наплавке в защитных газах.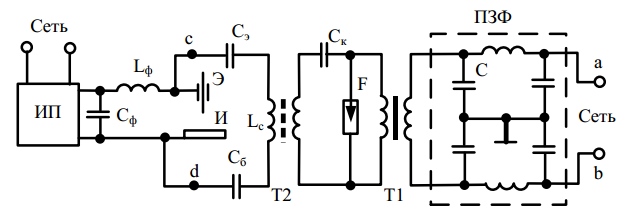 На собранном устройстве (рис. 2)
На собранном устройстве (рис. 2)
С 2=8 мкф ± 10%, марки МБГО 600В и ПР1 = 5А.
Согласно руководству по эксплуатации для защиты основного источника питания дуги установлен конденсатор C1 емкостью 1 мкф ± 10%, марки
КБГ-МН 600В, изготовлен защитный дроссель L1 (22 витка, диаметр дросселя 250 мм) (рис.3).
Данное устройство используется при нанесении тонких слоев 0,12…0,20 мм на поверхности деталей машин высокоскоростной аргоно-дуговой наплавкой и для поверхностной термической обработки. При использовании этого способа восстановления деталей машин соблюдается определенная последовательность. Предварительно устанавливаются геометрические и технологические параметры наплавки, например, зазор между неплавящимся электродом и деталью, который равен 2 мм, и др. Деталь устанавливается во вращателе под наплавочной установкой; заявляемое устройство является неотъемлемой частью этой установки. Деталь приводится во вращение и одновременно подается напряжение на электрод и деталь от основного источника питания сварочной дуги.
Присадочная проволока отводится от детали, конец проволоки затачивается под определенный угол. Механизм подачи проволокоподающего механизма ставится в положение «выключено». Включается вращение проволоки. Зажигается электрическая дуга между вольфрамовым электродом и деталью с помощью заявляемого устройства. Поверхность детали некоторое время прогревается. Включается подача проволоки к детали. После наплавки начального валика включается движение подачи наплавочной головки вдоль оси детали. По окончании наплавки выключаются: подача наплавочной головки, подача проволоки, электрическая дуга, вращение детали, вращение проволоки.
Использование заявляемого устройства обеспечивает осуществление процесса высокоскоростной аргоно-дуговой наплавки деталей с использованием заявляемого устройства. Кроме того, заявляемое устройство универсально и позволяет использовать его при начальном возбуждении электрической дуги при других способах наплавки, сварки и термообработки.
Устройство для начального возбуждения электрической дуги постоянного тока при сварке и наплавке в защитных газах, содержащее осциллятор высокочастотный непрерывного действия, защитный дроссель и конденсатор для защиты основного источника питания электрической дуги, отличающееся тем, что дополнительно содержит предохранитель и защитный конденсатор.
Похожие патенты:
Источник питания ручной электродуговой сварки // 44570
Устройство для смещения сварочного электрода при электроконтактной наплавке // 103772
Изобретение относится к сварочной технике, в частности к устройствам для шовной электроконтактной сварки, и может быть использовано при восстановлении и упрочнении деталей машин методом электроконтактной сварки в различных отраслях машиностроения, а также при сварке спиральных швов
Электрод для дуговой сварки деталей из стали // 135565
Полезная модель относится к расходуемой части инструмента дуговой сварки углеродистых и легированных сталей, и позволяет выполнять процесс качественного провара деталей машин прошедших химико-термическую обработку нитроцементации
Устройство электроконтактной термической обработки деталей из стали // 116497
Устройство для сварки скруток проводов в электрических цепях // 141150
Изобретение относится к области сварки цветных металлов неплавящимся электродом
Неплавящийся электрод для дуговой сварки // 88308
Тренажер для обучения ручной электродуговой сварке // 55492
Установка для автоматической электродуговой наплавки железнодорожного рельсового пути // 86128
Универсальный аппарат для электродуговой сварки металлов и электрофитинговой сварки пластиковых труб // 87957
Изобретение относится к области электротехники, а именно к сварочным аппаратам инверторного типа и предназначено для ручной электродуговой сварки плавящимся электродом и электромуфтовой (электрофитинговой) сварки пластиковых труб
Устройство для дуговой наплавки неплавящимся электродом // 79062
Источник питания сварочной дуги постоянного тока // 91915
Источник питания сварочной дуги постоянного тока относится к преобразовательной технике и может быть использован в источниках питания сварочной дуги, источниках питания электровакуумных дуговых и магнетронных испарителей металлов для нанесения покрытий и других электротехнологиях, особенно при проведении автоматической или полуавтоматической сварки.
Преобразователь постоянного напряжения сварочной дуги постоянного тока // 87379
Резонансный источник питания сварочной дуги // 111792
Система контроля основных параметров сварки и наплавки // 79824
Устройство защиты электроустановки с функцией детектирования аварийной электрической дуги // 117686
Устройство для термической обработки сварных стыков труб, соединительных деталей трубопроводов и других полых электропроводящих тел // 79063
Реактор для термической обработки полупроводниковых пластин в газовой среде или вакууме // 111349
Преобразователь однофазно-постоянного тока // 68810
Волоконно-оптический датчик открытой электрической дуги дуговой защиты элегазовых комплектных распределительных устройств (кру) 10 кв наружной и внутренней установки // 132632
Волоконно-оптический датчик открытой электрической дуги дуговой защиты элегазовых комплектных распределительных устройств (кру) 10 кв наружной и внутренней установки относится к электротехнике, в частности к системам защиты электрооборудования, предназначенным для использования в энергетическом оборудовании. Датчик повышает локализационную способность защитных устройств.
Датчик повышает локализационную способность защитных устройств.
Установка для исследования термической обработки металлов и сплавов токами высокой частоты // 93538
Электрохирургическая система ESG-300 | Олимп Америка
Электрохирургическая система ESG-300
Система ESG-300 представляет собой последнее поколение электрохирургических устройств, разработанных исключительно для желудочно-кишечного тракта и легких, и включает все режимы и настройки, необходимые врачам, выполняющим сложные терапевтические процедуры, включая те, которые могут потребовать аргонно-плазменной коагуляции. (АПК).
ESG-300 может использоваться в сочетании с APU-300 или как автономный электрохирургический генератор для выполнения всех основных электрохирургических процедур в гастроэнтерологическом и легочном сегментах, а также имеет новые расширенные режимы, необходимые для состояния пациента. художественные процедуры. ESG-300 может генерировать электрические волны различной формы, что приводит к различному воздействию на ткани (режимы резания и режимы коагуляции, а также смешанные режимы). Основным преимуществом множества режимов является возможность делать точные надрезы с ограниченной кровопотерей за счет создания концентрированного тока.
Основным преимуществом множества режимов является возможность делать точные надрезы с ограниченной кровопотерей за счет создания концентрированного тока.
Установка аргоноплазменной коагуляции APU-300 является частью аргоновой системы Olympus для выполнения процедур монополярной аргоноплазменной коагуляции (MAPC). MAPC — это бесконтактная монополярная процедура поверхностного гемостаза, девитализации и абляции с использованием ионизированного газа аргона. Он производит относительно равномерную поверхностную коагуляцию с малой глубиной проникновения. Глубина проникновения зависит от таких переменных, как режим, уровень эффекта и продолжительность применения.
Основные преимущества
Просто интеллектуальная система ESG-300, разработанная с заботой о вас и ваших пациентах, интуитивно понятная конструкция системы ESG-300 позволяет избежать сложностей в использовании и настройке, обеспечивая оптимизацию для пользователя и общую эффективность процедуры.
Ключевые преимущества ESG-300 включают следующее:
- Гибкость использования в качестве автономного генератора или в сочетании с аргоноплазменной установкой для получения волн различной формы для работы с монополярными, биполярными и аргоноплазменными устройствами для коагуляции .
- Аргонно-плазменный аппарат (APU-300) с эксклюзивным режимом SmartArgon компании Olympus определяет расстояние до ткани и автоматически регулирует мощность. Эта функция поддерживает последовательный и безопасный гемостаз с уменьшенной карбонизацией и ограничивает глубину проникновения плазменного луча, что делает SmartArgon идеальным вариантом для хрупких тканевых структур. Устройства
- Plug and play исключают дополнительные шаги и упрощают процедуру.
- Большой, легко читаемый графический интерфейс обеспечивает повышенную наглядность настроек.
- Интуитивно понятный сенсорный экран обеспечивает простоту использования для настройки конкретных врачебных процедур, а также для регулировки мощности и эффекта, когда это необходимо для более эффективной процедуры.
