§ 3. Устройство доменной печи
Современная доменная печь имеет большие размеры, (общая высота достигает 70 м) и высокую производительность (до 5000 т чугуна в сутки для печей объемом 2700 м3). Они работают на коксе с применением воздушного дутья.
Доменная печь – это вертикальная печь шахтного типа. В стальном кожухом кожухе стенки печи выложены из огнеупорного шамотного кирпича. Рабочее пространство печи имеет 5 частей: колошник, шахта, распар, заплечики и горн.
Колошник – верхняя цилиндрическая часть в сочетании с засыпным аппаратом обеспечивает распределение материалов, что определяет характер распределения газового потока.
Шахта – усеченный конус с большим основанием внизу. Коническая форма шахты обеспечивает плавный сход шихтовых материалов. В шахте происходят основные процессы восстановления окислов.
Распар – средняя цилиндрическая часть печи, соединяющая шахту и заплечики.
Заплечики – усеченный конус с большим основанием вверху. В заплечиках происходят процессы плавления и шлакообразования, горения кокса, получение чугуна. Это наиболее ответственная часть доменной печи.
Горн состоит из 3 частей: лещадь, металлоприемник и фурменная зона.
Нижнее основание, которым доменная печь опирается, называется лещадью. В верхней части горна расположены воздухоохлаждаемые медные фурмы для подачи горячего воздуха в доменную печь. В лещади накапливается чугун и шлак, которые затем выпускаются через летки.
Выше лещади, до уровня шлаковых леток, располагается металлоприемник. Лещадь, фурменная зона и металлоприемник заключены в броню и охлаждаются плитовыми холодильниками.
Чугунная летка расположена на 400 – 500 мм выше лещади, потому на лещади всегда остается слой жидкого чугуна, предохраняющий его от разрушения. Чугунная летка между выпусками чугуна забивается огнеупорной массой. Шлаковая летка приподнята над лещадью на 1,5 – 1,6 м. Она представляет собой латунную или медную коническую водоохлаждаемую круглую коробку.
Рис. Устройство доменной печи
§ 4. Работа доменной печи
Сырьевые материалы, прошедшие предварительную подготовку к плавке, поступают в специальных вагонах на рудный двор, расположенный параллельно линии печей. При помощи мостового крана материалы со склада перегружают в приемные бункеры доменной печи. Кокс подают в бункеры специальным транспортером. При помощи вагон-весов шихту подвозят в загрузочной (скиповой) яме. Через воронку шихта попадает в вагонетку (скип), которая поднимается стальным канатом по рельсам наклонного подъемника доменной печи до самой верхней точки и там опрокидывается. Через загрузочное устройство (приемную воронку малого конуса, воронку большого конуса) шихта поступает в доменную печь. Конусы поочередно опускаются и поднимаются. Приемная воронка с малым конусом после загрузки очередной порции шихты может поворачиваться на 60°. Это позволяет равномерно распределять шихту на поверхности большого конуса перед загрузкой ее в печь.
В доменную печь загружают большое количество шихты. Так для производства 1 тонны передельного чугуна требуется 1900 кг агломерата офлюсованного и руды, примерно 700 кг кокса, 2200 м3/мин воздуха. При этом кроме чугуна, получается примерно 700 кг шлака и 3000 м3 доменного газа.
Для обеспечения современных доменных печей необходимым количеством горячего воздуха строят крупные воздухонагреватели (кауперы) и применяют мощные турбовоздуходувки, производительностью 5000 м3/мин и давлением воздуха 4,3 – 4,5 атм.
Воздухонагреватель заключен в стальной сварной кожух. Стенки и купол его выкладывают шамотным кирпичом. Внутри воздухонагревателя имеется камера горения и огнеупорная насадка, выполненная из шамотного кирпича с просветами (ячейками) между кирпичами.
Холодный воздух, подаваемый воздуходувной машиной, проходит через нагретую огнеупорную насадку каупера, где подогревается до 800 – 1200°С и поступает через фурмы в горн печи.
Обычно воздухонагреватель работает при нагреве воздуха не менее 1 ч. Для бесперебойной работы доменной печи необходимо иметь 3 каупера: из них один нагревается, другой отдает тепло холодному воздуху, а третий – в резерве.
Рис.
приемная воронка малого конуса;
малый конус;
приемная воронка большого конуса;
большой конус;
колошниковая фурма;
колошник;
шахта;
распар;
заплечики;
горн;
лещадь;
фурмы;
чугунная летка;
шлаковая летка;
металлоприемник;
шлаковоз;
чугуновоз;
скиповая яма;
скип;
кауперы
studfiles.net
Основные элементы конструкций доменной печи
Организация безопасного ведения процесса в доменных печах в условиях интенсификации его и выплавки больших масс чугуна и шлака является сложной и ответственной задачей. Решается она не только совершенствованием технологии и техники производства, но и прогрессивностью конструкций и оборудования всего комплекса доменной печи. Качество материалов, идущих на его сооружение, соответствие их технологии производства чугуна являются фактором сохранности основных и вспомогательных агрегатов. Оно обусловливается синхронной службой главных элементов печи – кожуха, системы охлаждения и огнеупорной кладки, взаимно дополняющих друг друга и обеспечивающих их нормальное состояние. Своевременное выявление степени износа этих элементов, его причин и профилактические меры для поддержания их в надежном рабочем состоянии имеют большое значение. Несмотря на сложность организации контроля, осуществление его должно быть обеспечено при всех условиях и является повседневной заботой эксплуатационного персонала в соответствии с инструкциями для каждого рабочего места.
Кожух доменной печи
Назначение кожуха – обеспечение строительной прочности сооружения доменной печи. Кроме давления, обусловленного процессами, происходящими в ее рабочем пространстве, кожух испытывает нагрузки от веса колошникового устройства, частично наклонного моста или транспортера, газоотводов, различных площадок и других конструкций. При нормальных условиях работы кожуха эти учтенные нагрузки не опасны, но при температурах выше 60 – 100° С они снижают его несущую способность.
Таким образом, состояние и работоспособность кожуха зависят от условий его эксплуатации. Характер разгара кладки, недостаточная интенсивность ее охлаждения создают неравномерные и повышенные прогревы. Возникают термические напряжения, явление усталости металла и потери им своих прочностных характеристик. Поэтому кожух должен быть максимально прочным и герметичным. Это достигается качеством стали, сварных швов, минимальным количеством перегибов и различных вырезов, в том числе отверстий для фурменных приборов, которые не должны занимать более 65% площади кожуха в фурменной зоне горна. Способность противостоять сосредоточенным нагрузкам от внутренних давлений, предохранение кладки от образования трещин и исключение контакта через них газов с металлом – обязательное условие для нормального температурного режима кожуха.
Учитывая специфику эксплуатации, он сооружается из марок стали, обладающих свойствами высокой вязкости, пластичности и термической стойкости. Обязательно соблюдение норм проектирования металлоконструкций, обеспечивающих службу металла в условиях высокого давления газов. Наиболее приемлемыми из них являются низколегированные стали марок 14Г2,16Г2АФ, 10Г2С1, 15ХСНД, 09Г2С и нормализированная Вст3сп. Их исследование на возможность повышения прочностных и пластических свойств и сопротивления хрупкому разрушению показали, что нормализация и закалка значительно повышают эти свойства.
Изыскания последних лет выявили новые перспективные марки более высокого качества. Таковыми являются малоуглеродистые низколегированные стали типа 06Г2ФР и 06Г2МФБ. Они обладают оптимальным комплексом прочности, пластичности, вязкости, хладостойкости и термической трещиностойкости.
Рекомендуется также для кожухов печей и воздухонагревателей толстолистовая (30 – 50 мм) сталь 09Г2МФБ с высоким сопротивлением хрупкому разрушению после длительного воздействия повышенных температур (тепловая хрупкость). Применение высококачественного металла с большими прочностными характеристиками (аустенитные, нержавеющие, перлитные и др.) не показано, так как высокий коэффициент термического расширения одних и низкая пластичность других способствуют деформации кожуха и образованию в нем трещин. Толщина листового металла для кожухов принимается от 25 до 75 мм в зависимости от объемов печей и размещения его по зонам профиля. Анализ причин так называемых “отказов” кожухов, т. е. образование в них трещин и разрывов, показал, что они сводятся, главным образом, к следующему:
- Нарушению технологии производства чугуна и правил технической эксплуатации конструкций и оборудования. По мере увеличения напряжений, особенно при неровном ходе печи, образование новых трещин, короблений и разрывов заметно возрастает.
- Недостаточная интенсивность охлаждения и низкая стойкость холодильников при больших разгарах кладки. Значительное ослабление системы охлаждения, если таковая своевременно не восстанавливается. Это особенно важно для горизонтальной или вертикально-горизонтальной схемы, когда образующиеся “лысины” (площадь кожуха, лишенная охлаждения) способствуют его местному перегреву.
- Действие паров цинка (Zn) и его окиси – цинкита (ZnO) и сажистого углерода (C) на металл кожуха и кладку.
- Нарушение графика планово-предупредительных ремонтов и из-за выработки ресурса металлоконструкций.
- Неправильные проектные решения, способствующие возникновению высоких местных напряжений в металле с образованием трещин и разрывов. Их ликвидация составляет 15 – 20% от общих простоев печей с потерей до 30% производства.
“Отказы” возникают преимущественно в углах вырезов для сменяемых холодильников или для вывода трубок несменяемых, а также для других целей, если вырезы не имеют угловых закруглений или круглой формы, предупреждающих концентрацию напряжений в металле. Образование трещин и разрывов объясняется наличием в кожухе растягивающих кольцевых (горизонтальных) усилий, оказываемых давлением от термического расширения кладки, шихтовых материалов и трением их о стенки печи. Одновременно с ними действуют также силы меридиальные (вертикальные), обусловленные ростом кладки по высоте профиля.

Наличие двухосного растяжения увеличивает степень деформации кожуха и ускоряет его разрушение. Оба вида деформаций прогрессируют по мере увеличения длительности кампании печей и достигают значительных размеров и колебаний по величине в различных зонах профиля (рис. 37). Так, меридиальные усилия в шахте бывают до 1500 – 2000 кг/см2, в фурменной зоне – 310 – 620 кг/см2, в цилиндрическом кожухе лещади – 1049 – 1290 кг/см2, под чугунной леткой – до 3150 кг/см2, а кольцевые в ее области – до 4400 кг/см2 при 2160 – 2350 кг/см2 в других участках горна. При конической его конструкции усилия в изгибе брони достигают 5350 кг/см2 при 4070 кг/см2 в других участках. Это объясняется возникновением в местах пересечения цилиндрической и конической частей кожуха значительных краевых напряжений (большой изгибающий момент) (рис. 38). Поэтому резкие переломы, образующие опасные сечения в местах их перегиба, нежелательны.

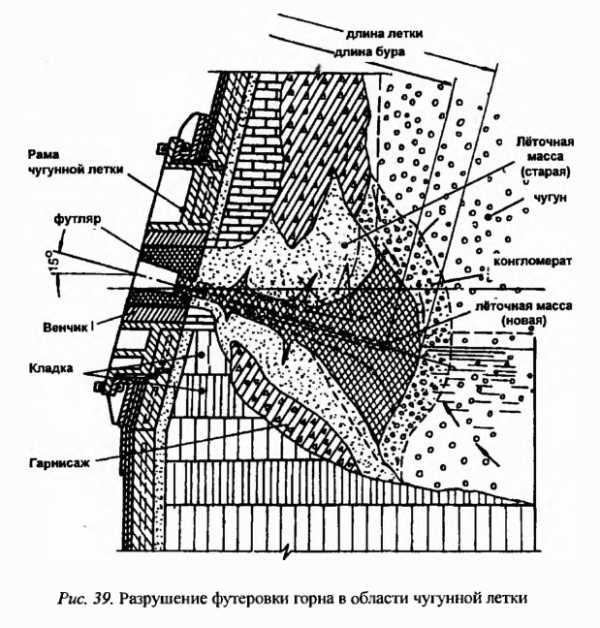
С этой точки зрения горные печи с цилиндрической конфигурацией имеют преимущество, уменьшая возможные нарушения сплошности брони, особенно в непосредственной близости к чугунным леткам. Типовым проектированием принята форма кожуха горна конусообразная с целью увеличения толщины футеровки металлоприемника в области выпускных отверстий. Однако аварийность в указанной зоне не исключена. Сохранность канала леточного отверстия и его конструктивное оформление определяются не утолщенной футеровкой, находящейся вне сферы охлаждающего влияния горновых (леточных) холодильников, а качеством леточной массы, квалифицированным уходом за леткой с соблюдением технологии и графиков выпусков чугуна, с нормальной “продувкой” печи. Нарушение этих условий является главной причиной износа передней стенки горна, ведущей к прорывам его в области чугунных леток, независимо от формы кожуха (рис. 39). “Отказы” кожуха металлоприемника по этой причине составляют 20 – 65% от общего числа дефектов брони горна. В целом по печи они неоднотипны и связаны со спецификой процессов, происходящих в ее различных зонах.
Институт ВНИИмехчермет в своих работах дает схему наиболее типичных образований трещин на различных участках кожуха печи (рис. 40). В области горна и лещади образуются вертикальные трещины шириной до 60 – 80 мм и протяжением от фурменной зоны до низа лещади (рис. 40, п. 1). Они составляют до 30% выявленных трещин и встречаются примерно на 40% обследованных доменных печей. Расположение их часто совпадает с вертикальными стыками плитовых холодильников или со сварными швами. Они обычно возникают от недостаточных компенсационных свойств набивки и зазоров между кладкой и холодильниками. Величина их определяется до сих пор только эмпирическим путем. Перелом кожуха с большим краевым эффектом, расширение “козлового” чугуна после капитальных ремонтов 2-го разряда и неравномерность радиального давления кладки на кожух через холодильники также отражается отрицательно.

Пример 1.
На доменной печи одного из заводов Приднепровья вскоре после капитального ремонта 2-го разряда появились две вертикальные трещины на кожухе горна и лещади (рис. 41) шириной от 160 до 450 мм и длиной до 7700 мм. Разрыв был связан с изменением объема массы “козлового” чугуна. Охлажденная за время ремонта, она значительно увеличилась в объеме, создавая давление на кожух. Интенсивность давления зависит от величины зазора между кладкой и холодильником горна и компенсационных свойств набойки. Поэтому выдувку печи на ремонт 2-й категории надлежит проводить с минимальным количеством воды и возможно большим запасом тепла в горне, предупреждая излишние потери его за период ремонта. В современном производстве практикуется частичный выпуск “козлового” чугуна подобно ремонту 1-й категории.
Одной из причин “отказа” кожуха в области чугунных леток являются периодические нагрузки на него при закрывании пушками, имеющими для закрепления зацепы на брони передней стенки горна. Сконструированные в настоящее время новые модели пушек с боковым захватом у поворотного механизма устраняют этот недостаток. Однако этим не исключается появление в районе чугунных, шлаковых леток и фурменной зоны трещин по другим причинам. Они разнообразны и встречаются примерно на 65% обследованных печей, составляя до 40% от всех выявленных трещин (рис. 40, п. 2). Их длина составляет до 1,5 – 2,0 м. Чаще всего они начинаются от углов леточной рамы с прямоугольным отверстием для установки “венчика”. Поэтому предпочтительнее иметь отверстие овальной формы.
Будучи несколько сложнее по сооружению овальный венчик значительно прочнее и надежнее предохраняет раму чугунной летки и холодильники от термоусталостных явлений в металле, которые вызываются резкими колебаниями в нагреве кожуха и возникающими концентрациями напряжений. Особенно при недостаточном смягчении их компенсационным зазором между кладкой и холодильником. “Отказы” кожуха по этим причинам составляют около 10 -15% от всех нарушений целости металлоконструкций доменных печей. Району заплечиков, охлаждаемых плитовыми вертикальными холодильниками, свойственны вертикальные трещины, берущие начало от маратора (рис. 40, п. 3). Они обычно появляются в местах выхода из строя “сапожковых” холодильников, защищающих маратор и его стык с заплечиками, и составляют примерно 15% от общего числа повреждений. Их причиной является износ кладки распара (иногда из-за излишне большого угла наклона шахты), низкой стойкости холодильников и большого краевого эффекта в сопряжении кожуха заплечиков и распара.
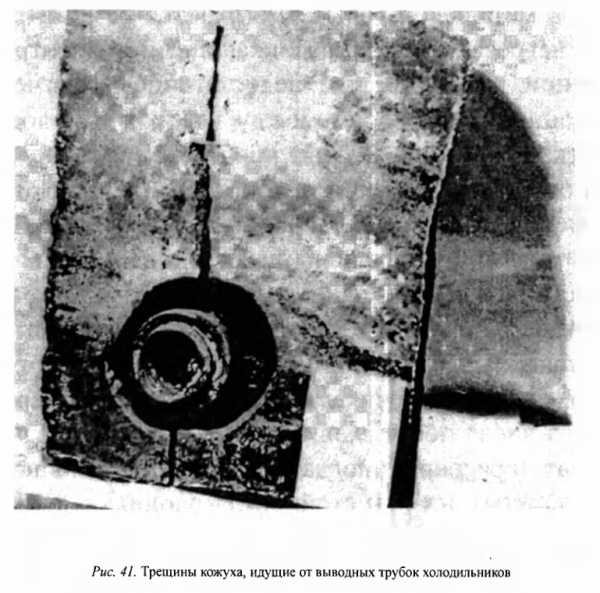
Пример 2.
Высокие напряжения в районе холодильников и “отказ” кожуха по этой причине на одной из печей Северо-Запада России произошел из-за образования трещины, прошедшей через отверстия для болтов крепления холодильников (рис. 41). Простой печи составил более 8 ч., потери производства 1500 т. Такие трещины связаны с появлением мест концентрации напряжений, возникающих из-за давления бобышек плитовых холодильников. Оно передается на кожух усилиями от термического расширения кладки; давления болтов крепления, собственного веса холодильников и термического их расширения; локальных напряжений вокруг отверстий, вызванных давлением материалов и температурой из рабочего пространства печи. Реакции опорных колонн маратора при совместных двухосных усилиях от вертикально-горизонтального давления кладки противостоят силам кольцевых напряжений в кожухе, создают большие усилия. Они приводят к изгибу маратора с образованием кольцевых трещин (рис. 40, п. 14), отрыву его от колонн с потерей ими несущей способности. Эти деформации значительно усиливаются при малом и полном отсутствии зазора между футеровкой шахты и холодильниками. Его величина должна быть не менее 250 – 350 мм, особенно при работе на цинксодержащей шихте. Оптимальная величина его нуждается для своего определения в методике теоретического расчета в соответствии с условиями плавки.
“Отказы” маратора послужили основанием для перехода на конструкцию кожуха печи без него и его основных колонн, со свободно стоящей шахтой. Отсутствие колонн компенсируется передачей веса шахты на кольцевую балку колошника через специальные подвески. Однако полное отсутствие маратора нерационально, так как при ремонтах печей возведение кладки шахты одновременно с нижележащими горизонтами невозможно. Поэтому в более поздних конструкциях маратор меньшей ширины (400 мм), но достаточной для основания кладки шахта – восстановлен с установкой специальных колонн для опоры кольцевого воздухопровода.
Пример 3.
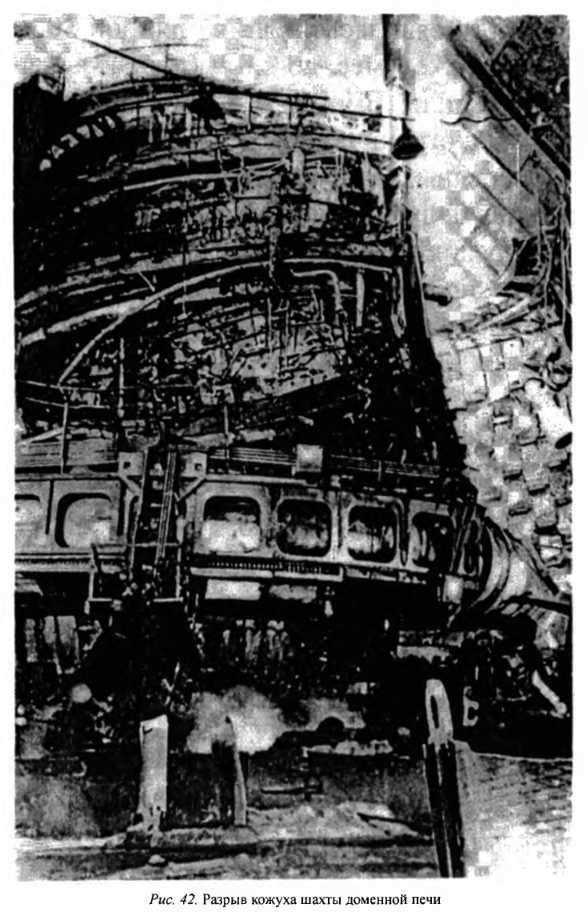
На одной из печей Северо-Западного района России объемом 2000 м3 допустили отступления от проекта. Зазор между холодильниками шахты и кладкой при капитальном ремонте 2-го разряда ликвидировали полностью. Давление кладки на кожух (работавший уже не одну кампанию), усиленное дополнительным ростом ее от насыщения цинком (Zn), превысило допустимые пределы усилий и стало причиной разрыва кожуха на протяжении 11 м по высоте. Разрыв сопровождался выбросом большого количества шихтовых материалов и тяжелыми последствиями. Сопутствующей причиной аварии была неправильная заварка небольшой трещины, образовавшейся в районе прорыва ранее, примерно за месяц. Вместо заделки концов трещины и последующей ее заварки – края трещины были скреплены только скобками, приваренными к кожуху. Раскрытие этой трещины явилось импульсом для дальнейшего разрыва кожуха (рис. 42). Печь простояла 20 суток. Потери производства составили около 120000 т чугуна.
Пример 4.
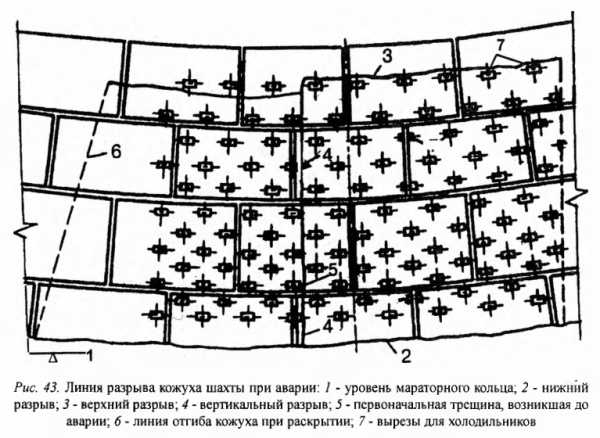
Другая доменная печь объемом 2000 м3 с комбинированной системой охлаждения (вертикально-горизонтальная), с вырезами в кожухе работала нормально в течение 15 лет с компенсационным зазором между кладкой шахты и холодильниками. При капитальном ремонте кладка шахты была уложена впритык к кожуху. Уже через две недели после задувки на шахте появилась трещина длиной 300 мм, увеличившаяся через 2 – 2,5 мес. до 2,0 м (рис. 43). Капитально трещину не закрепили. Вместо заварки с восстановлением прочности кожуха ограничились установкой уплотнения из уголков и поперечных ребер. Через три месяца после задувки произошел большой разрыв кожуха из-за увеличения незаваренной трещины. Разрушение кожуха могло привести к серьезным последствиям. Как показали поверочные расчеты, напряжения в металле были близки к предельным. Основной причиной разрыва явилось отсутствие зазора между кладкой шахты и холодильниками, ослабление кожуха вырезами для горизонтальных холодильников и технически неправильное решение по закреплению появившейся трещины вскоре после задувки.
Образование трещин в заплечиках прогрессирует при повреждениях системы их охлаждения. Наружная поливка кожуха водой, хотя и является широко применимой мерой, компенсирующей отсутствие холодильников, полной сохранности кожуха не гарантирует. Более того, она способствует коррозии металла, создает дополнительные термические напряжения и возможность затекания воды за броню. При вынужденной поливке слой воды должен быть тонким и сплошным по всей охлаждаемой поверхности. Броню следует тщательно проверить на герметичность.
В неохлаждаемой части шахты “отказы” кожуха с образованием горизонтальных трещин (длиной до 3 м), как правило, появляются из-за малых зазоров между кладкой и холодильниками. Для заполнения их предпочтительно применять углеродистую массу. Способствуют образованию трещин и малые зазоры между кладкой и защитными сегментами на колошнике, жестко закрепленными на кожухе шахты. Подвесные конструкции колошниковой защиты (например, конструкция КМК с подвесными на куполе, регулируемыми по высоте косынками (рис. 44), скрепленными между собой литыми сегментами типа коробок “Фрейна”) более рациональны. Как в охлаждаемой, так и в неохлаждаемой зоне шахты на кожухе возникают, кроме кольцевых, и трещины различного направления.

Это связано с выходом из строя холодильников или большого износа кладки и возникающих отсюда местных перегревов кожуха. Трещины чаще всего образуются в углах вырезов для установки холодильников различных конструкций, особенно прямоугольной конфигурации. Углы вырезов должны быть закруглены. Это особенно характерно для кронштейновых холодильников, установку которых, несмотря на длительное применение на заводах Донбасса и Приднепровья, рекомендовать нельзя как имеющих к тому же малую площадь охлаждения. Основное значение – поддержание кладки – осуществляется теперь более рациональными путями.
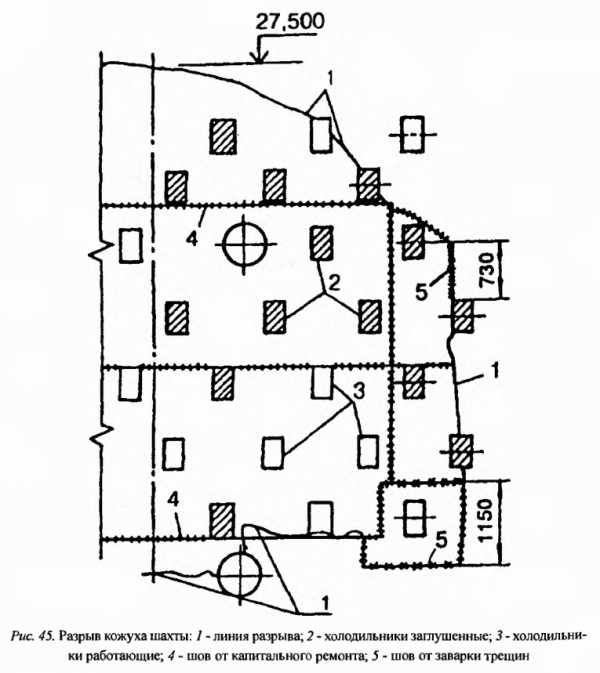
Пример 5.
Неудовлетворительное предохранение кожуха было причиной внезапного разрыва его на одной из печей Юга объемом 1719 м3. Печь была оборудована кронштейновыми холодильниками шахты и работала с повышенным давлением газа на колошнике – 0,15 МПа. Разрыв образовал проем площадью до 42 м2. Было выброшено на литейный двор около 800 м3 шихты со значительным повреждением конструкций, оборудования печи и здания литейного двора (рис. 45). Расследование причин разрыва показало, что первоначально он возник в месте стыкового шва-вставки кожуха с распространением по целому металлу на старую трещину, развиваясь в горизонтальном направлении. Обнаружено плохое качество заварки старой трещины с нарушением техники сварочных работ в виде раковин, непроваров и других дефектов в швах неразрушенных, но создавших ослабление этой зоны кожуха. Прямоугольные вырезы для кронштейновых холодильников без установки усиливающих амбразур способствовали возникновению аварийной ситуации при значительном разгаре кладки. Коррозия кожуха при длительном наружном охлаждении водой и общее его ослабление установкой нижних царг кожуха шахты тоньше на 5 мм (30 мм против 35 мм) сыграли свою роль так же, как и нарушение запланированного срока ремонта, намечавшегося за год до аварии.
Повреждения кожуха по этим причинам составляют до 10% всех дефектов кожухов, даже при овальной конфигурации вырезов. Особое значение поэтому приобретает состояние и конструкция охладительной системы, которую при любых условиях необходимо сохранять в рабочем состоянии. Если при горизонтальной системе это осуществляется своевременной заменой холодильников, не считаясь с затратой необходимого времени (оно окупится дальнейшей нормальной работой печи), то при вертикальной или вертикально-горизонтальной задача ремонта ее значительно усложняется.
Продолжительная работа с поврежденным охлаждением губительно сказывается на остатках изношенной кладки, а затем и на самом кожухе. В этом случае следует произвести смену холодильников на ближайшем ремонте 2-го или 3-го разряда с вырезкой карт на кожухе и последующей их заваркой “встык”. Металл новых вставок и старого кожуха должен иметь одинаковую характеристику. Ширина вставок – не менее 400 мм для предупреждения в них возникновения трещин из-за напряжений в околошовных зонах, параллельных сварным швам. Поэтому от старых швов следует отступать не менее чем на 150 мм. При нарушении этих условий возможно появление трещин вдоль сварных швов или непосредственно на них длиной до 1,0 – 2,0 м вследствие механических и термических нагрузок, что и отмечалось неоднократно.
Пример 6.
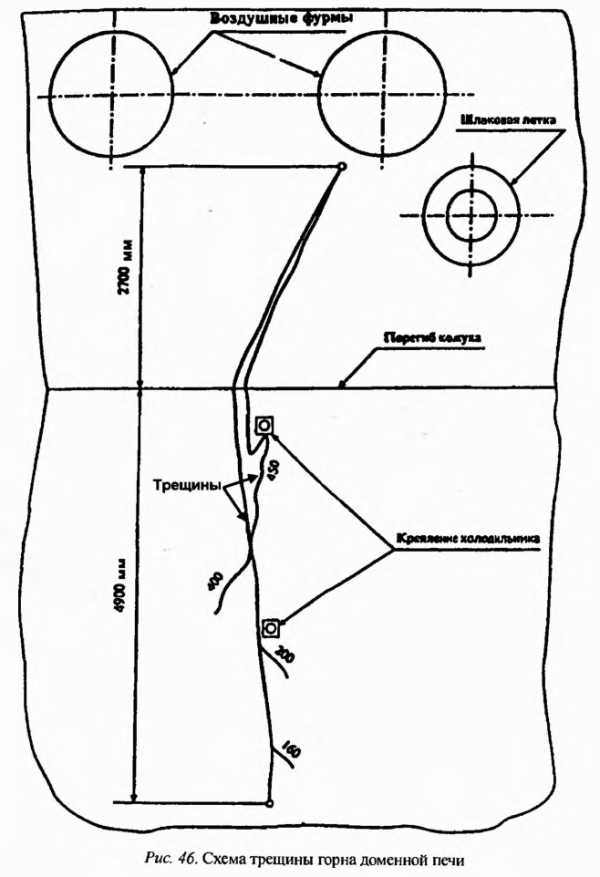
На доменной печи Донбасса произвели частичную замену кожуха шахты. Как выяснилось после “отказа” его, сварные швы были выполнены с нарушением инструкции по производству сварочных работ и без проверки их качества ультразвуковой дефектоскопией. Трещина образовалась по сварке (рис. 46). Эксплуатационный персонал работу не контролировал.
При значительных повреждениях охлаждения работоспособность кожуха возможно поддерживать наружной поливкой (при соответствующей герметизации его) до ближайшего ремонта или подставлять горизонтальные холодильники. Создавая вокруг себя гарнисаж, они надежно предохраняют кожух от деформаций, компенсируя ухудшение его герметичности. Трещины и вспучивание в кожухе неохлаждаемой части шахты образуются от недостаточной герметичности кладки с перегревом металла в местах выгорания ее и проникновением газов непосредственно к кожуху (рис. 40, п. 6). Отсутствие или повреждение изолирующих перемычек это облегчает.
Из таких “отказов” кожуха наиболее опасными бывают кольцевые вспучивания по всему периметру шахты от сильного перегрева металла и потери им несущей способности. При этом нарушается соосность засыпного аппарата и оси печи. Радикальное средство для ликвидации прогрева – заливка под давлением шамотно-цементного раствора за броню через приваренные для этой цели штуцеры с кранами. Указанные виды повреждений кожухов не исчерпывают всех возможных “отказов” металлоконструкций. Они могут возникать в местах приварки литых деталей к кожуху из-за неправильного выбора марки стали (рис. 40, п. 15) или ошибочных конструктивных решений в сопряжениях литья и кожуха, в примыкании к куполу печи газоотводов, колошникового фланца и в опорном основном кольце. Эти повреждения вызывают трудно устраняемые загорания газа на колошнике, без капитальной локализации которых на печи работать нельзя.
Пример 7.
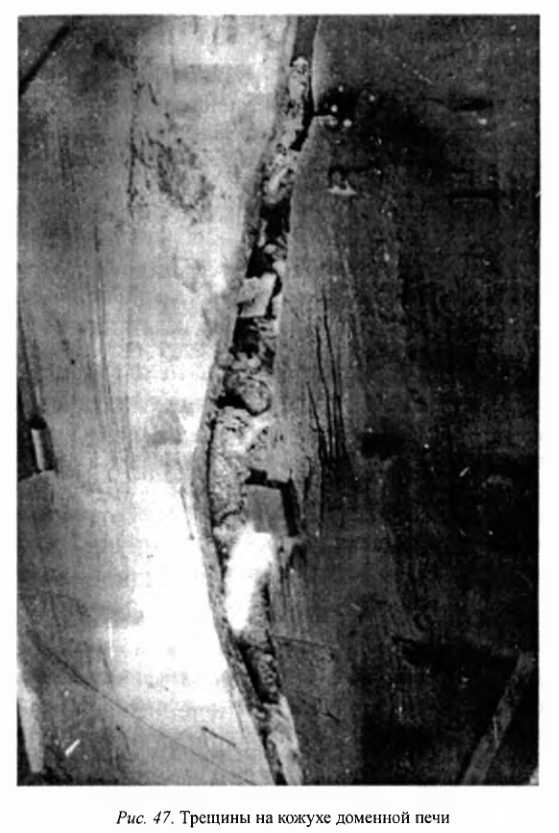
На одной из печей Урала (рис. 47) произошел разрыв кожуха в неохлаждаемой зоне шахты длиной до 10 м. Причиной аварии послужило оставление в кожухе монтажных скоб, передававших на него давление кладки и холодильников. Кожух печи был изготовлен из стали ВСт3сп5 (ГОСТ 380-71) толщиной 40 мм, которая не имеет гарантированных свойств по ударной вязкости и должна подвергаться нормализации. После нее способность стали к хрупкому разрушению значительно снижается, а закалка с отпуском повышает прочность, придавая ей высокий уровень пластичности. В данном случае термической обработки этой стали не было проведено. Печь имела простой 78,5 ч., потери производства – 9500 т чугуна.
Повреждения кожуха в области колошника и купола являются следствием горения газа из-за хронически допускаемых длительных и глубоких опусканий шихты с высокими температурами колошника (до 450 – 500°С и выше) и местных прогревов купола из-за нарушения защиты его (футеровки, выкрашивание торкретбетона, обрыва холодильных плит). Аварии по этим причинам составляют до 15 – 20% от общего числа “отказов” металлоконструкций.
Пример 8.
На доменной печи объемом 5034 м3 через непродолжительное время после задувки появились трещины в кожухе шахты и по шву приварки колошникового фланца к куполу печи. Продувы газа, его горение вызвали частые остановки для заварки трещин с большой потерей производства. Трещины были следствием большого перегрева колошника (до 1000°С) из-за больших “опусков” уровня материалов и развитого периферийного хода (влияние отраженного гребня). Такой ход, часто допускаемый на длительное время, привел к разрушению футеровки и прогару холодильников в шахте. Ко времени ремонта печи (через 3 года после задувки) 15% их вышло из строя. Часть их сгорела полностью, что повышало нагрев кожуха до 800°С. Последний охлаждался наружной поливкой.
Пример 9.
На одной из доменных печей Юга лопнула броня по вертикали от фурменной зоны до низа лещади. Вместо вставки компенсирующей карты ограничились заваркой трещины. Броня лопнула снова. В зазор вставили узкую полоску брони и снова заварили. Разрывы и заварки после этого продолжались неоднократно в течение нескольких лет. Ширина разрыва постепенно увеличивалась и достигла 130 мм. Руководители цеха полагали, что причиной разрыва является застывший чугунный “козел”, который, разогреваясь, давит на кладку лещади и заставляет ее расширяться. Однако причиной оказалась недостаточная и не соответствующая своему назначению набойка между кладкой и холодильниками, которая не могла компенсировать температурное расширение лещади. В конечном счете произошел дополнительный разрыв брони, и в образовавшийся проем вышел чугун. Последствия аварии были весьма тяжелыми.
Пример 10.
Сильно изношенная печь на одном из заводов Юга России намечалась к остановке на капитальный ремонт. Но перед выдувкой произошел разрыв брони шахты с выбросом материалов на литейный двор. На ликвидацию аварии пошло значительное время. Причина аварии: водопроводчик, делая очередной обход шахты, не сообщил мастеру печи, что им на кожухе обнаружен разрыв по старой трещине. Ее следовало немедленно закрепить ребрами жесткости, что могло обеспечить работоспособность брони до остановки печи на ремонт. Это сделано не было, и через три часа после осмотра шахты водопроводчиком произошла авария с травмированием обслуживающего персонала.
metallurgy.zp.ua
9. Конструкция доменной печи и технология выплавки чугуна
Устройство и работа доменной печи. Рабочее пространство печи включает колошник 6, шахту 5, распар 4, заплечики 3, горн 1, лещадь. В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту (офлюсованный агломерат и окатыши).
Стенки печи выкладывают из огнеупорных материалов — в основном из шамота. Нижнюю часть горна и его основание (лещадь) выполняют из особо огнеупорных материалов — углеродистых (графитизированных) блоков. Для повышения стойкости огнеупорной кладки в ней устанавливают (примерно на 3Д высоты печи) металлические холодильники, по которым циркулирует вода. Для уменьшения расхода воды (для крупных печей расход воды до 70000 м3 в сутки) применяют испарительное охлаждение, основанное на том, что поглощаемое тепло используется для парообразования.
Кладка печи снаружи заключена в стальной кожух толщиной до 40 мм. Для уменьшения нагрузки на нижнюю часть печи ее верхнюю часть (шахту) сооружают на стальном кольце, опирающемся на колонны. Доменная печь (рис. 4) имеет стальной кожух, выложенный изнутри огнеупорным шамотным кирпичом.
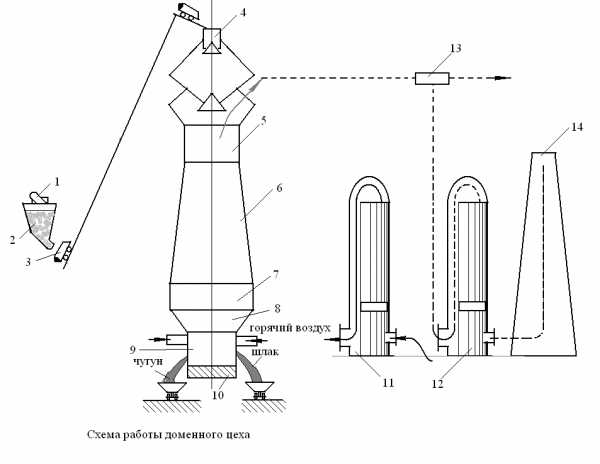
Схема работы доменного цеха современного металлургического завода приведена на рис. 5.
Шихтовые материалы поступают в бункера, расположенные на рудном дворе: офлюсованный агломерат- с агломерационной фабрики, а кокс — от коксовых батарей коксохимического завода. Из бункеров шихтовые материалы подаются в вагон-весы 1, на которых взвешивают определенные порции шихты. Из вагона-весов кокс и агломерат передаются в вагонетку 3 скипового подъемника. Скиповой подъемник представляет собой наклонный рельсовый мост, по которому движутся две вагонетки. Скип поднимается стальным канатом до верхней точки рельсового моста и опрокидывается. Через загрузочное устройство (засыпной аппарат) 4 шихта попадает в доменную печь (см. рис.5). Печь состоит из колошника 5, шахты б, распара 7, заплечиков 8 и горна 9.
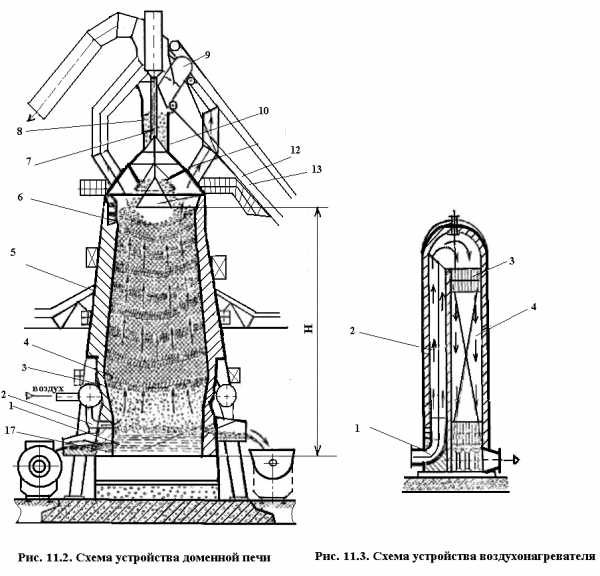
Рис. 4. Схема конструкций доменной печи и воздухонагревателя
Две скиповые вагонетки с помощью лебедки передвигаются по наклонному мосту 12 (см. рис. 4) к засыпному аппарату 8 и, опрокидываясь, высыпают шихту в приемную воронку 7 распределителя шихты. При опускании малого конуса 10 засыпного аппарата шихта попадает в чашу 11 а при опускании большого конуса 13 — в доменную печь. Такая последовательность работы механизмов засыпного аппарата необходима для предотвращения выхода газов из доменной печи в атмосферу.
Для равномерного распределения шихты в доменной печи малый конус и приемная воронка после загрузки очередной порции материалов поворачиваются на угол, кратный 60°. Все механизмы засыпного аппарата и скипового подъемника Агломерат, руду, флюс и кокс, поступающие в печь в определенном соотношении, называют шихтой.
Доменные печи, как и все шахтные печи, работают по принципу противотока. Сверху опускаются шихтовые материалы, а снизу им навстречу движутся газы, образующиеся в процессе горения топлива.
В процессе работы печи шихтовые материалы постепенно опускаются вниз, а через загрузочное устройство в печь подаются новые порции шихтовых материалов в таком количестве, чтобы весь полезный объем печи был заполнен.
Полезный объем печи — это объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата в опущенном состоянии (или до кончика загрузочного лотка в вертикальном его положении – при лотковом загрузочном устройстве). Современные доменные печи имеют полезный объем 1600…5000 м3. Средний объем печей в Украине – около 2000 м3 и только ДП №9 Криворожстали имеет объем 5000 м3. Высота доменной печи достигает 50 м.
В верхней части горна находятся фурменные устройства 14, через которые (воздушные фурмы) в печь поступают нагретый воздух, необходимый для горения кокса, и газообразное топливо, а также (в последние годы) — пылеугольное топливо.
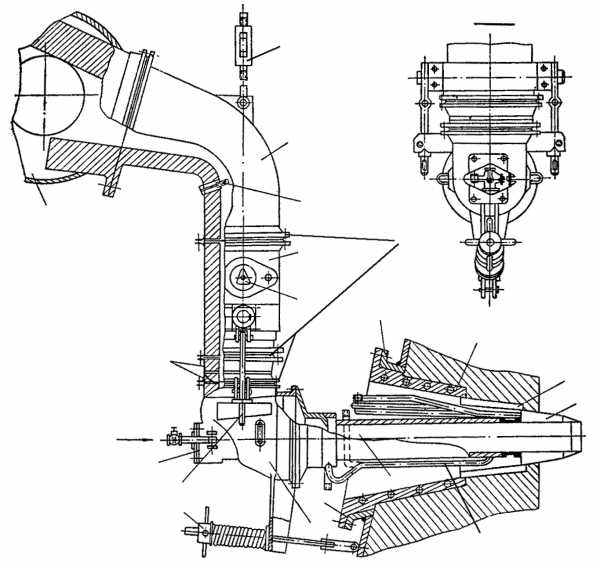
1
2
3
Фурменный прибор ДП:
1 – кольцевой воздухопровод горячего дутья; 2 – сопло; 3 – воздушная фурма
Предварительный нагрев воздуха необходим для уменьшения потерь теплоты в печи. Воздух поступает в доменную печь из воздухонагревателей. Для нагрева воздуха применяют воздухонагреватели регенеративного типа. Внутри воздухонагревателя (рис. 4, справа) имеется камера сгорания 2 и насадка 4 занимающая основной объем воздухонагревателя. Насадка выложена из огнеупорных кирпичей 3 так, что между ними образуются вертикальные каналы. В нижнюю часть камеры сгорания к горелке 1 подается очищенный от пыли колошниковый газ, который сгорает и образует горячие газы. Горячие газы, проходя через насадку, нагревают ее и удаляются из воздухонагревателя через дымовую трубу. Затем подача газа к горелке прекращается, и по трубопроводу через насадку пропускается холодный воздух, подаваемый турбовоздуходувной машиной. Доменная печь имеет несколько воздухонагревателей: в то время как в одних насадка нагревается горячими газами, в других она отдает теплоту холодному воздуху, нагревая его. По охлаждении нагретой насадки воздухом нагреватели переключаются. Воздух, проходя через насадку воздухонагревателя, нагревается до 1000…1200 °С и поступает к фурменному устройству 14 доменной печи (см. рис. II.2), а оттуда в ее рабочее пространство.
Горение топлива. Вблизи фурм 3 (см. рис.) углерод кокса, взаимодействуя с кислородом воздуха, сгорает:
С + О2 = СО2 + 393,51 кДж.
При высоких температурах и в присутствии твердого углерода кокса двуокись углерода неустойчива и переходит, в основном, в окись углерода:
СО2 + С = 2СО — 171,88 кДж.
Одновременно, на некотором расстоянии от фурм, идет реакция неполного горения (газификации) углерода кокса:
С — 1/2О2 = СО + 110,5 к Дж.
В результате горения кокса в доменной печи выделяется тепло и образуется газовый поток, содержащий СО, СО2 и другие газы. При этом в печи немного выше уровня фурм температура достигает 2000° С и даже более. Горячие газы, поднимаясь вверх, отдают свою теплоту шихтовым материалам и нагревают их, охлаждаясь до 400…300 °С у колошника. В зоне печи, где температура газов достигает 700 … 450 °С, часть окиси углерода разлагается с образованием сажистого углерода, оседающего на шихтовых материалах:
2СО = СО2 + С ↓
Остальная часть газа, состоящего в основном из СО, СО2, N2, Н2, СН4 (колошниковый газ), отводится из печи по трубам и после очистки используется как топливо для воздухонагревателей.
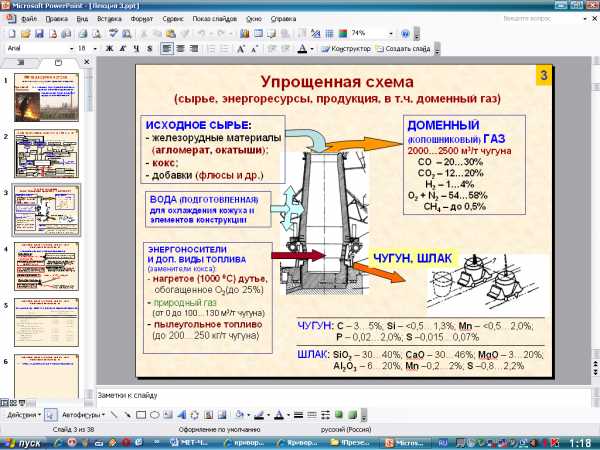
Выход колошникового (доменного) газа составляет обычно 2000…2500 м3/т чугуна. Газ имеет следующий состав:
СО – 20…30%
СО2 – 12…20%
Н2 – 1…4%
О2 + N2 – 54…58%
СН4 – до 0,5%
Шихтовые материалы (агломерат, кокс) опускаются навстречу потоку газов и нагреваются. В результате в них происходит целый ряд химических превращений: удаляется влага, из топлива выделяются летучие вещества, а при прогреве шихты до температуры ~ 570 °С начинается основной процесс — восстановление окислов железа, содержащихся в агломерате и окатышах.
Восстановление окислов железа в доменной печи. Этот процесс протекает в результате взаимодействия окислов железа с окисью углерода и твердым углеродом кокса, а также водородом. Восстановление твердым углеродом называют прямым, а газами — косвенным.
При температурах до 570 °С восстановление окиси железа протекает по реакциям
3Fe2О3 + СО = 2Fе3О4 + СО2;
Fе3О4 + 4СО = 3Fе + 4СО2.
При более высоких температурах (750…900 °С) окислы железа восстанавливаются наиболее интенсивно:
3Fе2О3 + СО = 2Fе3О4 + СО2;
Fе3О4 + СО = 3FеО + СО2;
FeО+СО = Fе + СО2.
При этих температурах из руды, находящейся в нижней зоне шахты доменной печи, образуется твердое губчатое железо. Некоторая часть закиси железа опускается до уровня распара и заплечиков, где восстанавливается твердым углеродом кокса в результате двух одновременно протекающих реакций:
СО2 + С = 2СО;
FеО + СО = Fе + СО2
FеО + C = Fe + CO
В реакциях восстановления железа участвуют также сажистый углерод и водород, особенно при введении в доменную печь природного газа.
По мере опускания шихта достигает зоны в печи, где температура составляет 1000 … 1100 °С. При этих температурах восстановленное из руды твердое железо, взаимодействуя с окисью углерода, коксом и сажистым углеродом, интенсивно науглероживается благодаря способности железа в твердом состоянии растворять углерод:
3Fе + 2СО = Fе3С + СО2;
3Fe + С = Fе3С.
При насыщении углеродом температура плавления железа понижается и на уровне распара и заплечиков оно расплавляется. Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4 % и более), марганцем, кремнием, фосфором, которые восстанавливаются из руды, а также серой, содержащейся в коксе. Эти процессы протекают следующим образом.
Марганец содержится в руде в виде МnО2, Мn2О3, Мп3О4. Эти соединения легко восстанавливаются до МnО. При температуре более 1000 °С часть МnО восстанавливается твердым углеродом по реакциям
МnО + СО = Мn + СО2;
СО2 + С=2СО
МnО + С = Мn + СО
Одновременно марганец взаимодействует с твердым углеродом и образует карбид Мn3С, повышая содержание углерода в сплаве. Другая часть МnО входит в состав шлака.
Кремний, содержащийся в пустой породе руды в виде SiO2, при температуре выше 1100 0С также частично восстанавливается твердым углеродом:
SiO2 + С = SiO + СО;
SiO + С = Si + СО
SiO2 + 2С = Si + 2СО
Образовавшийся кремний растворяется в железе. Другая часть SiO2 также входит в состав шлака.
Фосфор содержится в рудо в виде соединений (FеО)3Р2О5 и (СаО)3Р2О5. Частично фосфат железа восстанавливается окисью углерода:
2Fе3 (РО4)2 + 16СО = 2Fе3Р + 2Р + 16СО2.
При температурах более 1000° С восстановление идет за счет твердого углерода:
2Fе3(РО4)2 + 16С = 3Fе3Р + 2Р + 16СО.
При температурах выше 1300 °С фосфор восстанавливается из фосфата кальция:
(СаО)3Р2О5 + 5С = ЗСаО + 2Р + 5СО.
Образовавшийся фосфид железа (Fе3Р) и фосфор полностью растворяются в железе и входят в состав чугуна.
Сера присутствует в коксе и руде в виде органической серы и соединений FeS2, FеS, СаSО4. Сера летуча и поэтому часть ее удаляется с газом при нагреве шихты в печи. Сера из кокса окисляется у фурм кислородом дутья до SО2 и, поднимаясь с газами, восстанавливается твердым углеродом:
SО2 + 2С = S + 2СО.
При этом часть серы в виде S и FеS растворяется в чугуне. Сера является вредной примесью и ухудшает качество чугуна. Для удаления серы стремятся повысить содержание СаО в шлаке. При этом часть серы в виде СаS удаляется в шлак по реакциям
FеS + СаО = СаS + FеО,
FеО + С = Fе + СО.
Таким образом, в результате процессов восстановления окислов железа, части окислов марганца и кремния, фосфатов и сернистых соединений, растворения в железе С, Мn, Si, Р, S в печи образуется чугун. В нижней части печи образуется шлак в результате плавления окислов пустой породы руды, флюсов и золы топлива. В условиях доменного процесса окислы Аl2О3, СаО, МgО, содержащиеся в пустой породе руды, полностью переходят в шлак. В шлаке содержится также часть невосстановившихся окислов SiO2, МnО, FеО и СаS. Шлак образуется постепенно, его состав изменяется по мере cтекания в горн; где он скапливается, находясь над жидким чугуном, т.к. имеет меньшую плотность. Состав шлака, его температура плавления и жидкотекучесть зависят от состава применяющихся шихтовых материалов (в первую очередь — основности) и марки выплавляемого чугуна.
По мере скопления чугуна и шлака их выпускают из печи с периодичностью каждые 2 … 3 … 4 ч (зависит от объема/производительности печи). Выпуск производят через чугунную летку (см. рис., отверстие в кладке, расположенное выше лещади). Летку открывают бурильной машиной, а после выпуска чугуна закрывают огнеупорной массой с помощью гидравлической «пушки».


Образцы доменного шлака («основной» /с повышенным содержанием СаО / – слева; и кислый, с повышенным содержанием SiO2 – справа)
Чугун и шлак сливают по желобам, проложенным по литейному двору, в чугуновозные ковши и шлаковозные чаши, установленные на железнодорожных платформах. Емкость чугуновозных ковшей 90…140 т. В них чугун транспортируют в миксерное отделение (миксер для усреднения), в кислородно-конвертерные или мартеновские цехи для передела в сталь. Чугун, не используемый в жидком виде, поступает на разливеочные машины. Из ковша чугун через передаточный желоб заполняет металлические формы-изложницы разливочной машины и затвердевает в них в виде чушек-слитков массой до 50 кг.
Часто жидкий шлак из доменной печи не сливают в шлаковозные чаши, а для удобства дальнейшего использования подвергают мокрой грануляции: на него направляют струю воды, сод действием которой он рассыпается на мелкие гранулы.
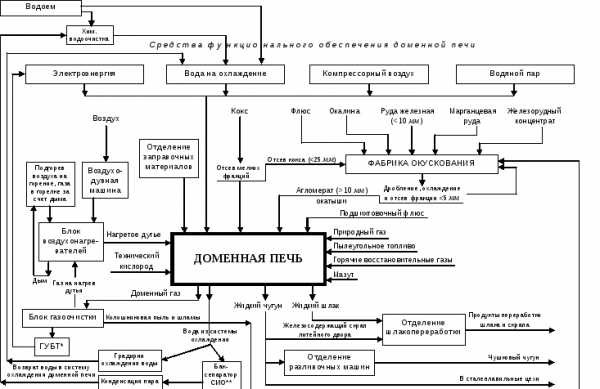
Структурная схема доменного процесса
studfiles.net
Профиль доменной печи
Доменный процесс является сложной совокупностью разнообразных физико-химических, механических и аэродинамических явлений. Он протекает в условиях движения твердых и плавящихся масс сверху вниз и встречного движения газов снизу вверх. Успешное осуществление этого сложного непрерывного процесса тесно связано с правильным выбором внутренней конфигурации рабочего пространства печи или ее профиля.
Доменная печь представляет собой шахтную печь, для которой характерно развитие рабочего пространства в высоту. Шахта заполняется газопроницаемыми материалами. Это обеспечивает их тесное взаимодействие с поднимающимся кверху газовым потоком. Профиль доменной печи, т. е. вертикальное осевое сечение ее внутреннего контура, характеризуется диаметрами, высотами и углами наклона отдельных элементов. Размеры каждой части печи должны быть увязаны между собой и находиться в определенных соотношениях с размерами других частей печи для создания оптимальных условий доменной плавки. Иными словами, печь должна иметь рациональный профиль. При таком профиле обеспечиваются следующие важнейшие условия доменного процесса:
- плавное и устойчивое опускание шихтовых материалов;
- выгодное распределение встречного газового потока;
- успешное развитие процессов восстановления и образования чугуна и шлака.
Рабочее пространство доменной печи состоит из колошника, шахты, распара, заплечиков и горна (рис. 21). Их форма и относительные размещу определяются происходящими в них процессами .
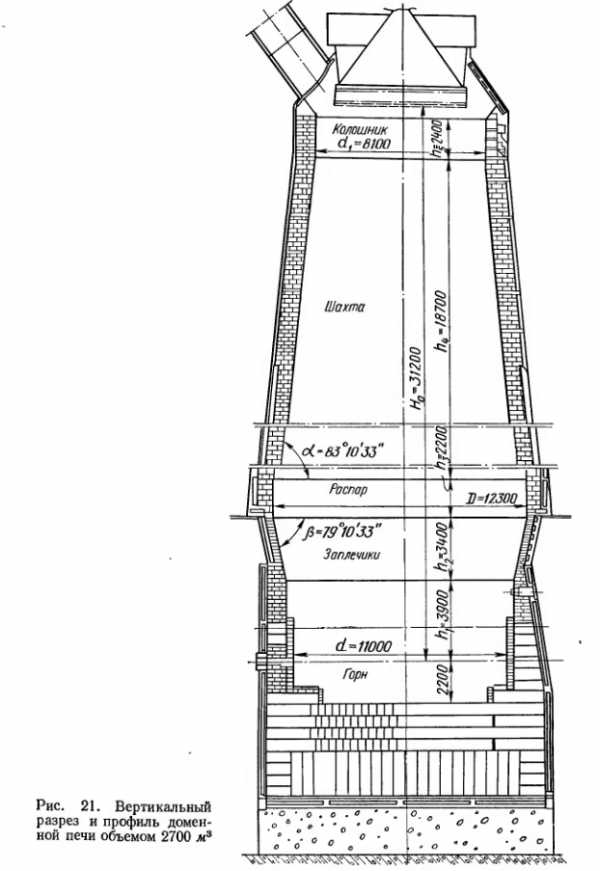
Верхняя цилиндрическая часть рабочего пространства печи-колошник предназначен для распределения загружаемых в печь материалов. Материалы попадают в колошник на площадь одного и того же сечения с приблизительно постоянной высоты, что позволяет обеспечить устойчивость начального распределения. Кроме того, с колошника отводятся поднимающиеся газы. Распределение газового потока в печи связано с начальным расположением материалов на колошнике.
Высота колошника h5 выбирается с учетом организации загрузки и скорости опускания шихты и должна быть достаточной для указанных выше целей. На современных печах она составляет 2400—2900 мм. Диаметр колошника d1 взаимосвязан с диаметрами распара D и горна d. Соотношение d1 и D влияет на конусность шахты. Соотношение d1 и d служит одним из основных при выборе поперечных размеров рабочего пространства.
Профиль шахты доменной печи на долю которой приходится большая часть общей высоты и объема печи, обеспечивает равномерное опускание шихтовых материалов, их необходимое разрыхление и некоторое перемещение начинающих плавиться масс от стен в нижней части шахты. Значительная высота шахты позволяет осуществить тепловую и химическую обработку материалов поднимающимися газами, в первую очередь восстановление окислов железа. Угол наклона стен шахты α определяется указанными выше требованиями и является вместе с высотой h4 основной характеристикой ее размеров. С увеличением объема печей проявляется тенденция к некоторому уменьшению α (83—84°) и росту высоты шахты.
Средняя цилиндрическая часть рабочего пространства — распар — создает некоторое дополнительное увеличение объема печи и устраняет возможные задержки шихтовых материалов. Большой диаметр распара по сравнению с горном позволяет уменьшить разгар футеровки, отдаляя от стен поток поднимающихся горячих газов. Диаметр распара D современных печей составляет 10,2— 12,3 м, а высота сохраняется 2200 мм.
Обратная конусность расположенных ниже заплечиков соответствует уменьшению объема проплавляемых материалов при образовании чугуна и шлака.
Конфигурация заплечиков при разработке проектов печей увеличенного объема сохраняется приблизительно постоянной. Их поперечное сечение определяется диаметрами распара и горна, угол наклона β выдерживается в пределах 79—80°, высота h2 сохраняется постоянной и составляет 3400 мм.
В нижней цилиндрической части печи—горне осуществляются высокотемпературные процессы доменной плавки: горение кокса и образование доменного газа, взаимодействие между жидкими фазами, газом и раскаленным коксом, накопление жидких продуктов плавки (чугуна и шлака). Накопленные в горне жидкие продукты периодически выпускают из печи.
Конфигурация горна по мере развития профиля доменных печей за длительное время претерпела наибольшие изменения. Узкие горны в старых доменных печах со слабыми дутьевыми средствами заменялись более широкими. К настоящему времени практикой подтверждена возможность успешной работы мощных печей с горнами большого диаметра — до 9—11 м. В то же время высота горна крупнейших сооружаемых печей остается практически без изменений, составляя 3200—3900 мм (до уровня чугунной летки). Чрезмерная высота горна вредна, так как в этом случае температура в его нижней части понижается и продукты плавки (чугун) в нижних горизонтах горна оказываются сильно охлажденными.
Основными величинами, характеризующими размеры рабочего пространства в целом, являются полезная высота и полезный объем доменной печи. Они включают высоту и объем, заполненные перерабатываемыми материалами и продуктами плавки. Поскольку верхний уровень шихтовых материалов в связи с периодическим пополнением шихты и непрерывным ее опусканием вниз несколько меняется, при определении полезной высоты за верхний уровень берется отметка нижней кромки большого конуса засыпного аппарата в опущенном положении, являющаяся строго фиксированной. Нижним уровнем является уровень оси чугунной летки, так как располагающийся ниже этого уровня чугун не выпускается из печи.
metallurgy.zp.ua
Внутренне строение доменной печи | Железная лаборатория
Внутреннее очертание кладки, называемое профилем доменной печи, состоит из следующих пяти частей или поясов: верхняя часть называется колошником, ниже колошника расположен наиболее высокий пояс, который носит название шахты, средняя часть III называется распаром, вслед за распаром находится суживающий книзу пояс IV — заплечики и, наконец, нижняя цилиндрическая часть печи, в которой накапливается чугун и шлак V, называется горном.
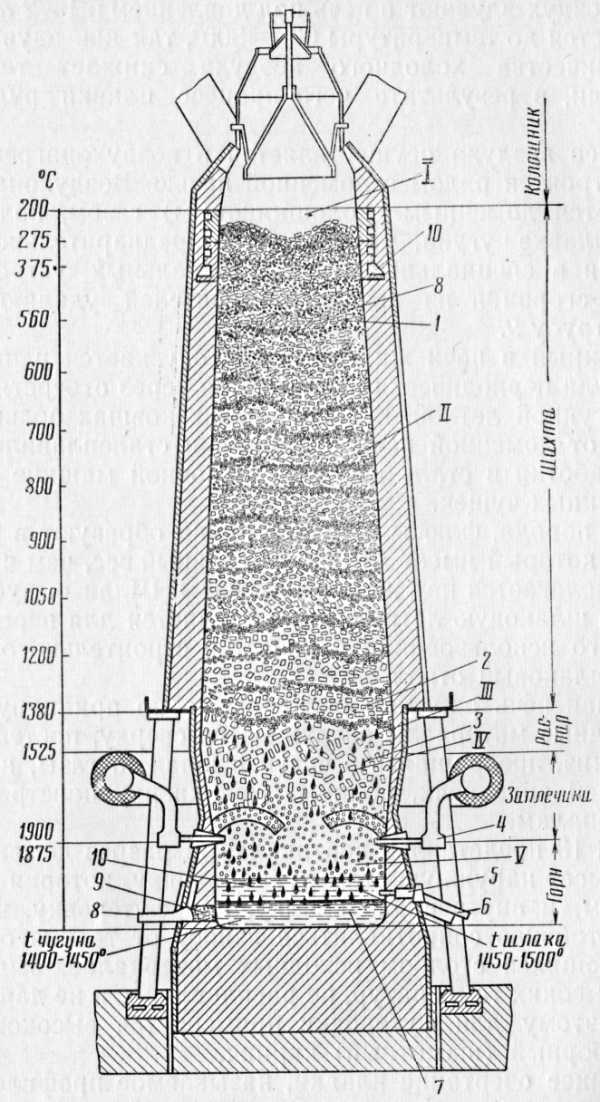
1-шихта; 2-капли чугуна; 3-шлак; 4-фурмы для подачи воздуха в печь; 5-шлаковая клетка; 6-желоб для выпуска шлака; 7-жидкий чугун; 8-желоб для выпуска чугуна; 9-чугунная летка; 10-жидкий шлак
Процесс получения в доменной печи чугуна из руды сопровождается различными химическими реакциями. Горячими газами, образующимися при сгорании топлива, сначала подсушиваются верхние слои шихты. Потеря влаги начинается при температуре несколько ниже 100° и заканчивается при температуре около 200°. В зоне температур 350—450° происходит выделение из руды химически связанной воды. При температуре 400—900° разлагается известняк, превращаясь в негашеную известь и углекислоту. Перечисленные реакции должны заканчиваться в верхних зонах печи, иначе они могут отнимать тепло в тех областях печи, где совершается восстановление железа. Поэтому руду и известняк нельзя загружать слишком крупными кусками.
Топливо, опускаясь вниз, постепенно нагревается и, подойдя к фурмам, сгорает, развивая температуру до 1700—1900°. Углерод топлива при сгорании образует углекислый газ. Поднимаясь кверху, углекислый газ проходит через слой раскаленного кокса, отдает ему часть кислорода, образуя при этом окись углерода. Встречаясь с окислами железа, окись углерода отнимает у них кислород, освобождая железо. Такая реакция начинается при температурах, близких к 400°, и заканчивается при температурах около 900°. Окисью углерода восстанавливается около 70% железа, содержащегося в руде, Остальная часть железа восстанавливается посредством твердого углерода, который образуется в шихте доменной печи вследствие распада окиси углерода при температуре 500—600° на углекислый газ и углерод. Углерод в виде тонкого слоя сажи проникает в поры руды, восстанавливая остающиеся еще окислы железа.
Вместе с железом восстанавливается также марганец, кремний и фосфор, находящиеся в руде в виде окислов. Постоянной примесью шихты является сера, содержащаяся в руде, коксе и извести.
Выделяющийся в процессе работы печи доменный (колошнивый) газ через вертикальные газоотводы (свечи), примыкающие к верхней части кожуха печи, и наклонный газопровод отводится к пылеуловителям. Газ после очистки от пыли используется в качестве горючего для нужд завода.
Ежесуточная выплавка чугуна в одной доменной печи достигает 1800—2000 т.
Основным показателем производительности доменной печи служит коэффициент использования полезного объема печи, представляющий собой отношение полезного объема печи, выраженного в кубометрах, к суточному выпуску чугуна, выраженному в тоннах. Чем меньше этот коэффициент, тем меньший объем печи требуется для выплавки 1 г, чугуна в сутки, т. е. тем лучше работает печь. В 1927 г. коэффициент использования доменных печей составлял 1,5. В настоящее время доменщики снизили этот коэффициент до 0,8 и даже до 0,65. Пути дальнейшего повышения производительности печей сводятся к улучшению подготовки руды, применению дутья, обогащенного кислородом, и работе печей на повышенном давлении воздуха.
загрузка…
iron-lab.ru