| |
Производство черных металлов из железной руды — сложный технологический процесс, который может быть условно разделен на две стадии. На первой стадии получают чугун, а на второй — его перерабатывают в сталь. Чугун выплавляют в доменных печах (рис.1). Исходными материалами для производства чугуна являются железные руды, топливо и флюсы. Железные руды — горные породы содержащие железо в виде химических соединений с кислородом и другими элементами. В состав железных руд, кроме того, входят и другие соединения в виде кремнезема, глинозема, известняка и т. п. (объединяемые общим понятием — «пустая порода»). Обычно для производства чугуна используют магнитный железняк (Fe3O4) с содержанием железа до 70%, красный железняк (Fe2О3 ), содержащий до 65 % железа, и бурый железняк (2Fe2О3 2H2  Топливом в доменном процессе служит кокс, получаемый при сухой перегонке (сжигание без доступа воздуха) коксующихся каменных углей. Флюсы (плавни) — известняки, доломиты, песчаники применяют для понижения температуры плавления пустой породы и перевода ее и золы топлива в шлак. Топливом в доменном процессе служит кокс, получаемый при сухой перегонке (сжигание без доступа воздуха) коксующихся каменных углей. Флюсы (плавни) — известняки, доломиты, песчаники применяют для понижения температуры плавления пустой породы и перевода ее и золы топлива в шлак.
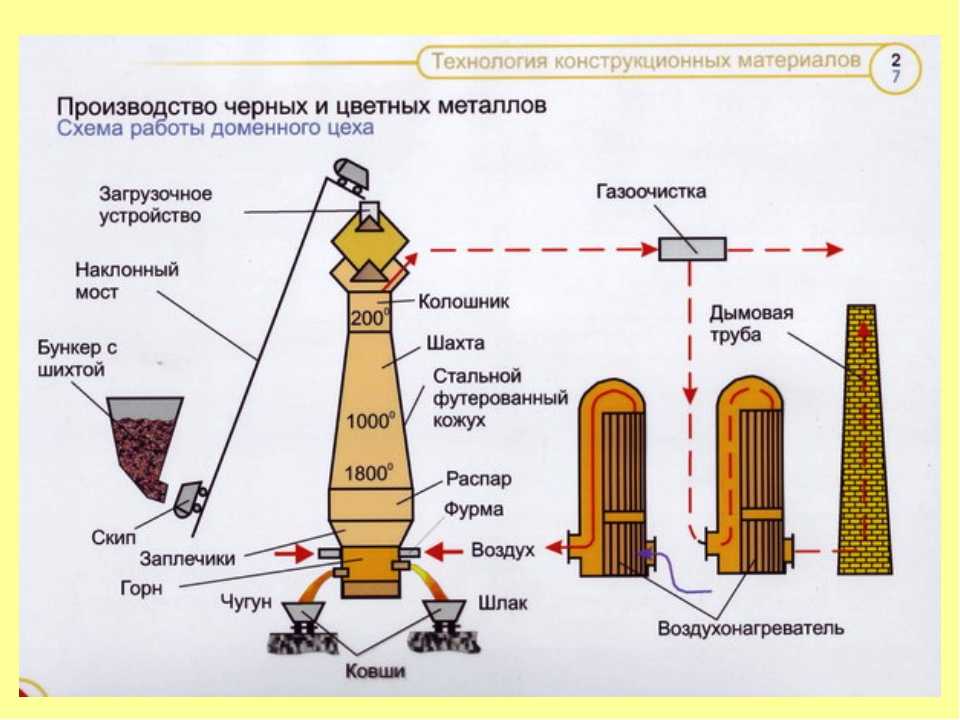
Доменная печь представляет собой шахту, снаружи покрытую металлическим кожухом и изнутри футерованную огнеупорным кирпичом. Печь через верхнюю часть, называемую колошником непрерывно загружают шихтой, чередуя слои руды, флюса и топлива. Для поддержания горения топлива в нижнюю часть печи — горн через фурмы подают под давлением нагретый воздух.
Рис.1. Схема доменной печи
— шахта; 2 — колошник; 3 — загрузочное устройство; 4 — металлический кожух; 5 — футеровка;6 — цилиндрическая часть печи; 7 — заплечики; 8 — горн; 9 — шлаковая летка; 10 — чугун;11 — летка для выпуска чугуна; 12 — воздухоподающая труба Горение топлива — кокса происходит в верхней части горна за счет кислорода воздуха по реакции С + О2 = СО2. Процесс этот может быть представлен следующими химическими уравнениями:
3 Fe 2O3 + CO = 2Fe 3O4+ CO2 2Fe 3O4+ 2CO = 6FeO + 2CO2 6FeO + 6CO = 6Fe + 6CO
Восстановление железа из его оксидов происходит во время движения шихты под действием собственной массы от верхней части печи к нижней. В нижней части печи при 900-1100°С часть восстановленного железа соединяется с углеродом, в результате чего получается карбид железа Fe3C. Этот процесс называют: науглероживанием. Чугун в расплавленном состоянии подают к разливочным машинам для отливки в «чушки» или в специальных ковшах доставляют в сталеплавильные цехи, где его перерабатывают в сталь. Жидкий шлак из доменной печи используют для производства шлаковой пемзы, гранулированного шлака, каменного литья или сливают в отвал. Побочным продуктом доменного производства является колошниковый газ, который применяют для нужд металлургической промышленности. Процесс производства стали состоит в уменьшении содержания имеющихся в передельном чугуне примесей (углерода, кремния, марганца, серы, фосфора). Указанные примеси при выплавке стали выгорают либо переходят в шлак. Современными способами производства стали являются конвертерный, мартеновский и электроплавильный (в электропечах). По конвертерному способу сталь получают в печах — конвертерах. Конвертер — стальной футерованный сосуд грушевидной формы, поворачивающийся вокруг горизонтальной оси на двух цапфах. В нижней части конвертера имеются фурменные отверстия для подачи воздуха под давлением 0,2-0,25 МПа (изб.). Жидкий передельный чугун заливают из ковша в конвертер, после чего через фурменные отверстия пропускают воздух, обогащенный кислородом. Под воздействием воздуха в расплавленном чугуне образуется закись железа FeO, которая реагирует с примесями (кремнием, марганцем, фосфором), образуя оксиды, которые переходят в шлак или выгорают, а закись железа при этом восстанавливается до чистого железа. Этот процесс продолжается всего 15-30 мин, что является большим преимуществом данного способа. Конвертерную сталь используют для изготовления строительных профилей, сортовой и листовой стали, проволоки и т.д.
Рис.2. Схема конвертера
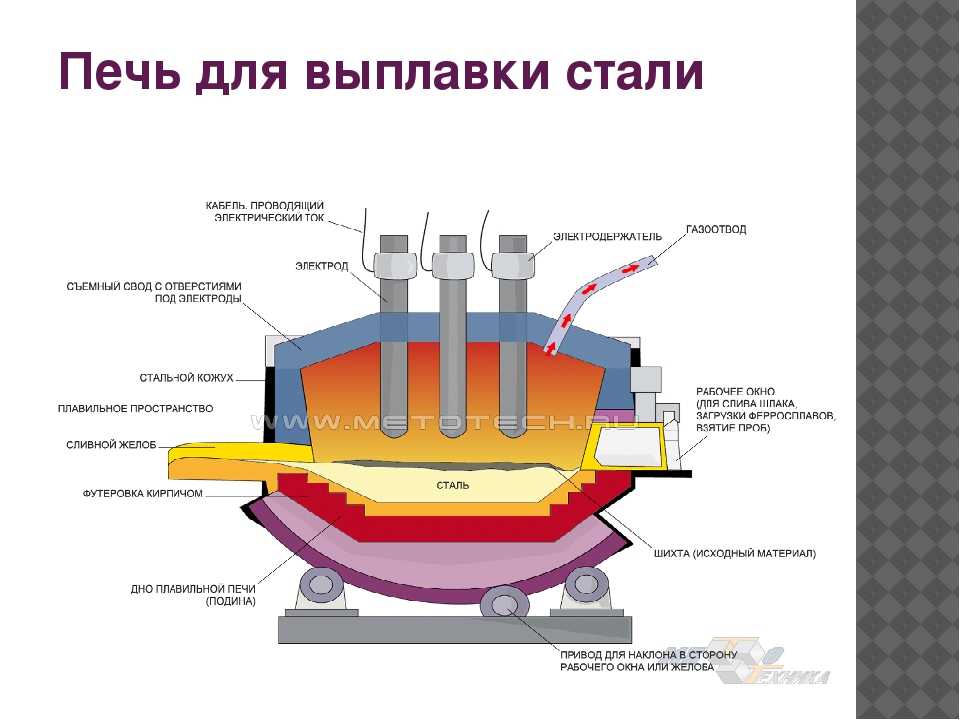
— вращающийся грушевидный сосуд; 2 — футеровка; 3 — фурменные отверстия для подачи воздуха;4 — поворотный механизм Мартеновский способ получения стали в настоящее время наиболее распространен. Мартеновская печь представляет собой агрегат, рабочее пространство которого имеет форму вытянутой в горизонтальном направлении камеры. Нижнюю часть камеры, имеющей вид ванны, называют подом. Его делают набивным из огнеупорных материалов, а стенки и свод печи выкладывают из огнеупорного кирпича. В верхней части имеются каналы, соединяющие рабочую камеру с газовыми и воздушными регенераторами. Емкость современных мартеновских печей до 1000 т. Твердый или расплавленный чугун с добавкой скрапа (металлолома) или руды плавится в мартене за счет сжигания топлива — смеси колошникового газа или генераторного газа с воздухом. Для повышения теплового эффекта газ и воздух предварительно нагревают в регенераторах, применяют кислородное дутье. Примеси — кремний, марганец и фосфор окисляются закисью железа FeO, образовавшейся в расплаве, переходят в оксиды и удаляются в виде шлака, а закись железа переходит в чистое железо. Серу из расплава удаляют при помощи известняка, вводимого в качестве флюса. Углерод при высоких температурах выгорает. Образующийся в процессе выплавки стали шлак скапливается на поверхности жидкого металла и его периодически удаляют.
Рис.3. Схема мартеновской печи 1 — под; 2 — свод; 3 — регенераторы
Во время выплавки стали, продолжающейся 4 — 8 ч, в ее состав вводят различные добавки — ферросплавы, например феррохром, феррованадий, получая тем самым легированную сталь. Мартеновская сталь отличается от конвертерной более высоким качеством. Ее широко применяют для изготовления строительных конструкций (ферм, подкрановых балок, мостов, рельсов и др.), а также для высокопрочной арматуры. Электроплавка — наиболее совершенный способ производства специальных и высококачественных сталей. Сталь выплавляют в дуговых или индукционных электропечах. Наиболее распространены дуговые электропечи емкостью до 200 т. В качестве сырьевой шихты для электроплавки стали используют как стальной скрап и железную руду, так и жидкие стали, поступающие из мартеновской печи или конвертера. Кроме того, в состав шихты вводят флюсы и легирующие добавки. Источником тепла является электродуга, образующаяся между вертикально установленными угольными электродами и расплавленным металлом. В последние годы начинают применять комбинированные способы производства стали с использованием последовательной выплавки стали в кислородных конвертерах, а затем в основных мартеновских печах, где происходит получение стали заданного химического состава. Для сокращения расхода электроэнергии при производстве стали вначале используют для нагрева и расплавления мартеновскую печь, а затем для окончательной доводки стали до заданных свойств — электропечь. Перспективна технология получения губчатого железа непосредственно из руд путем продувки их под давлением водородом или смесью водорода с оксидом углерода с последующим выделением железа. Чугунное литье Свойства и марки чугуна. В зависимости от содержания примесей и скорости охлаждения получают два основных вида чугуна: белый и серый. Серый, а также модифицированный чугун, маркируют буквами СЧ, например, СЧ12-28, СЧ18-36, СЧ28-48 и СЧ32-52. Первая цифра марки чугуна показывает допустимый предел прочности при растяжении, а вторая — при изгибе (в кгс/мм°). Серый чугун, используемый для отливки изделий, работающих главным способом на сжатие (колонны, опорные подушки, канализационные трубы, тюбинги и др.) характеризуется пределом прочности при растяжении 120 — 210 и при изгибе 280 — 400 МПа. Чугунные изделия. Чугунные литые изделия изготовляют различными способами, среди которых наиболее простым является литье в формы. Прогрессивные формы литья чугуна — под давлением и центробежный. Путем отливки из серого чугуна получают элементы строительных конструкций, работающих на сжатие (колонны, опорные подушки, арки, своды, тюбинги метрополитена, плиты для полов промышленных зданий и т. п.). Серый чугун используют для литья печных приборов (топочные дверцы, задвижки, колосники, решетки), а также архитектурно-художественных изделий. Виды и свойства сталей
Стали для строительных конструкций разделяют на виды и маркируют условными обозначениями, в которых отражается состав и назначение стали, механические и химические свойства, способы изготовления и раскисления. Маркировка сталей. По стандарту марку углеродистой стали обыкновенного качества обозначают буквами Ст и цифрами от 0 до 7. В отличие от маркировки углеродистых сталей буквы в марке низколегированных сталей показывают наличие в стали легирующих примесей, а цифры — их среднее содержание в процентах. Предшествующие буквам цифры показывают содержание углерода в сотых долях процента. Для маркировки стали каждому легирующему элементу присвоена определенная буква: С — кремний, В — вольфрам, Г — марганец, Ю — алюминий, Х — хром, Д — медь, Н — никель, К — кобальт, М — молибден. Первые цифры марки обозначают среднее содержание углерода (в сотых долях процента для инструментальных и нержавеющих сталей. Буквой указан легирующий элемент и последующими цифрами — его среднее содержание, например, сталь 3Х13 содержит 0,3% С и 13% Сr, марки 2Х17Н2 — 0,2 % С, 17 % Сг и 2 % Ni. Углеродистые стали. Сталь углеродистая обыкновенного качества — сплав железа с углеродом. В ее составе также присутствуют в небольшом количестве примеси: кремний, марганец, фосфор и сера, каждая из которых оказывает определенное влияние на механические свойства сталей. В сталях обыкновенного качества, применяемых в строительстве, углерода содержится 0,06-0,62 %. Стали с низким содержанием углерода характеризуются высокой пластичностью и ударной вязкостью. Повышенное содержание углерода придает стали хрупкость и твердость. Для повышения качества строительных сталей в сплавы добавляют примеси — марганец и кремний. Наиболее широко в строительстве используют сталь марки СтЗ, которая идет на изготовление металлических конструкций гражданских и промышленных зданий и сооружений, опор линий электропередач, резервуаров и трубопроводов, а также арматуры железобетона. Легированные стали. Низколегированные стали наиболее часто применяют в строительстве. Содержание углерода в них не должно превышать 0,2 %, так как с его возрастанием понижаются пластичность и коррозионная стойкость, а также ухудшается свариваемость стали. Легирующие добавки влияют на свойства стали следующим образом: · марганец увеличивает прочность, твердость и сопротивление стали износу; · кремний и хром повышают прочность и жаростойкость; · медь повышает стойкость стали к атмосферной коррозии; · никель способствует улучшению вязкости без снижения прочности. Низколегированные стали имеют более высокие механические свойства, чем малоуглеродистые. Стали, содержащие никель, хром и медь, высокопластичны, хорошо свариваются, их с успехом используют для сварных и клепаных конструкций промышленных и гражданских зданий, пролетных строений мостов, нефтерезервуаров, труб и др. Наибольшее применение в строительстве для изготовления металлических конструкций получили низколегированные стали марок 10ХСНД, 15ХСНД, 10Г2СД и др. Средне- и высоколегированные стали используют в строительстве только тогда, когда нужно обеспечить конструкциям высокую коррозионную стойкость. Для этого конструкции изготовляют из специальной нержавеющей стали, например, хромоникелевой и хромоникелемарганцевой. Свойства сталей. Среди физических свойств сталей наибольшее значение имеют истинная плотность, температура плавления, теплоемкость, теплопроводность, коэффициент температурного расширения (некоторые из перечисленных свойств уже рассматривались). Температура плавления — температура, при которой сталь из твердого состояния переходит в жидкое. Температура плавления железа 1535°С, но при введении в его состав углерода и других элементов она изменяется. Например, чугун с содержанием 4,3 % углерода плавится около 1130°С. Коэффициент температурного расширения — показатель относительного удлинения стального образца при повышении температуры на 1° равен (11 — 11,9) 10-6°С. Механические свойства сталей характеризуются пределом прочности при растяжении, пределом текучести, относительным удлинением, твердостью и ударной вязкостью. Испытание стали на растяжение, с одновременной оценкой ее упругости, производят на образцах в форме стержня круглого или прямоугольного сечения. Для этого используют разрывные машины, снабженные приспособлением для записи диаграммы растяжения образца (рис.4). По вертикальной оси диаграммы откладывают растягивающую нагрузку, а по горизонтальной — соответствующее приращение длины образца. На диаграмме растяжения прямой участок (от начала координат до точки 1) показывает, что удлинение l испытуемого образца прямо пропорционально приложенной нагрузке Р1. Максимальное напряжение, при котором сохраняется прямая пропорциональность между удлинением образца и приложенной нагрузкой, называется пределом пропорциональности пр.
Рис.4. Диаграмма растяжения стали
При дальнейшем увеличении нагрузки до Р наступает разрыв образца (точка 3). Максимально достигнутое при этом напряжение в образце называется пределом прочности стали р, МПа, который вычисляют по формуле
р = P/Fo,
где Р — наибольшая нагрузка, Н; Fo — первоначальная площадь поперечного сечения образца, мм2. Относительное удлинение образца при испытании на разрыв характеризует пластичность стали, т. е. способность приобретать значительные остаточные деформации без разрывов и трещин. Относительное удлинение б,.%, определяют по формуле
б = (l1 — l0)/l0,
где l0 — расчетная (начальная) длина образца, мм; l1 — длина образца после разрыва, мм. Испытание на растяжение является основным при оценке механических свойств сталей, применяемых в строительстве. Твердость — способность стали сопротивляться вдавливанию в нее других, более твердых тел, например алмазного конуса или стального шарика. Ударная вязкость — свойство стали противостоять динамическим (ударным) нагрузкам. Ее величина определяется количеством работы, необходимой для разрушения стального образца на маятниковом копре. Среди химических свойств стали наиболее важным является коррозионная стойкость, которая характеризует способность сталей сопротивляться разрушающему действию окружающей среды. Технологические свойства показывают способность сталей к обработке давлением, резанием, литьем, сваркой и др. Основное технологическое испытание стали — испытание ее образцов на загиб в холодном состоянии под воздействием равномерно возрастающей нагрузки. Различают следующие виды испытаний: загиб до определенного угла, загиб вокруг оправки до параллельности сторон, загиб до полного соприкосновения сторон (вплотную). Признаком того, что образец выдержал испытание, служит отсутствие в нем после загиба трещин, расслоений или излома. Термическая обработка улучшает физико-механические свойства стали. Различают следующие виды термической обработки: закалку, отпуск, отжиг, нормализацию. Закалка заключается в нагреве стали до 800-900°С и небыстром охлаждении ее в воде или масле. Закалка увеличивает прочность и твердость стали, но снижает ударную вязкость. Отпуск закаленной стали — медленный ее нагрев до 200 — 350°С, выдержка при этой температуре с последующим медленным охлаждением на воздухе. Изделия из стали Изготовление стальных изделий. При изготовлении стальных изделий расплавленную сталь разливают по изложницам. Вынутые из них стальные слитки подвергают обработке давлением. Обработка давлением основана на высоких пластических свойствах стали. Прокатка — наиболее распространенный способ изготовления профилированных стальных изделий. При прокатке стальной слиток пропускают между вращающимися валками прокатного стана, в результате чего заготовка обжимается, вытягивается и в зависимости от профиля прокатных валков приобретает заданную форму (профиль). Прокатывают сталь в холодном состоянии. Сортамент стали горячего проката — сталь круглая, квадратная, полосовая, уголковая равнобокая и неравнобокая, швеллеры, двутавровые балки, шпунтовые сваи, трубы, арматурная сталь периодического профиля и др. При волочении заготовка последовательно протягивается через отверстия (фильеры) размером меньше сечения заготовки, вследствие чего заготовка обжимается и вытягивается. При волочении в стали появляется так называемый наклеп, который повышает ее твердость. Ковка — обработка раскаленной стали повторяющимися ударами молота для придания заготовке заданной формы. Ковкой изготовляют разнообразные стальные детали (болты, анкеры, скобы и т.д.). Штамповка — разновидность ковки, при которой сталь, растягиваясь под ударами молота, заполняет форму штампа. Штамповка может быть горячей и холодной. Этим способом можно получать изделия очень точных размеров. Прессование — процесс выдавливания находящейся в контейнере стали через выходное отверстие (очко) матрицы. Исходным материалом для прессования служит литье или прокатные заготовки. Этим способом можно получить профили различного сечения, в том числе прутки, трубы небольшого диаметра и разнообразные фасонные профили. Холодное профилирование — процесс деформирования листовой или круглой стали на прокатных станах. Из листовой стали получают гнутые профили с различной конфигурацией в поперечнике, а из круглых стержней на станках холодного профилирования путем сплющивания — упрочненную холодносплющенную арматуру. Виды стальных изделий. Металлообрабатывающая промышленность выпускает обширную номенклатуру различных стальных изделий. Прокатную угловую сталь выпускают в виде равнобоких и неравнобоких уголков с шириной полок 20- 250 мм; швеллеры — высотой 50-400 мм при ширине полки 32 — 115 мм; двутавры — как обыкновенные, так и широкополочные. Высота обыкновенных двутавров 100- 700 мм, широкополочных — до 1000 мм. Отношение ширины полок к высоте колеблется от 1:2 (при малой высоте) до 1:3 (при большой высоте). Профильную сталь применяют для изготовления при помощи сварки или клепки разнообразных стальных строительных конструкций (каркасы и фермы промышленных и гражданских зданий, пролетные строения мостов, балки перекрытий, опоры линий электропередач, фонари освещения зданий и т, д. Прокатную сталь квадратного сечения, а также полосовую сталь используют для различных целей. Круглую сталь в основном употребляют в качестве арматуры для железобетона. Прокатная листовая сталь имеет ряд разновидностей: прокатная толстолистовая шириной 600 — 3800 и толщиной 4 — 160 мм; прокатная тонколистовая шириной 600 — 1400 и толщиной 0,5 — 4 мм; листовая кровельная, в том числе оцинкованная; шириной 510 — 1500 и толщиной 0,5 — 2 мм, а также листовая волнистая и рифленая. Прокатную сталь для шпунтованных свай выпускают разнообразных профилей; ее применяют для гидротехнического строительства.
Рис. 5. Сортамент прокатных сталей
а — равнобокий уголок; б- неравнобокий уголок; в — швеллер; г — двутавр; д — подкрановый рельс; е — круглая; ж — квадратная; з — полосовая; и — шпунтовая свая; к — листовая; л — рифленая; м — волнистая Стальные трубы цельнотянутые и сварные диаметром 50 — 1620 мм используют для магистральных газо- и нефтепроводов, водоснабжения, отопления и других целей. Мелкие стальные изделия в виде болтов, гаек, шайб, заклепок широко применяют при изготовлении из прокатных стальных профилей разнообразных конструкций. Стальная арматура является важнейшей составной частью железобетона и призвана надежно работать вместе с бетоном в течение всего срока службы изделия или конструкции. Арматуру располагают главным образом в тех местах изделия или конструкции, которые подвергаются растягивающим усилиям, и она должна воспринимать эти усилия. Арматурную сталь классифицируют по способу изготовления, профилю стержней и области применения. По способу изготовления арматурную сталь разделяют на горячекатаную стержневую и холоднотянутую проволочную. В зависимости от профиля стержней (характера их поверхности) стержневая и проволочная арматура бывает гладкой и периодического профиля. В зависимости от условий применения арматурную сталь подразделяют на ненапрягаемую и напрягаемую, т. е. применяемую соответственно для обычных и предварительно напряженных железобетонных конструкций.
Рис. 6. Виды арматурной стали
а — гладкая стержневая; б — горячекатаная периодического профиля, класса А-II;в — то же, класса А-III; г — холодносплющенная с четырех сторон; д — то же, с двух сторон; е — витая) Стержневую арматуру выпускают горячекатаной обычной, упрочненной вытяжкой в холодном состоянии и термически упрочненной. В зависимости от механических свойств стержневую арматуру разделяют на классы с условным обозначением А. Условные обозначения классов горячекатаной арматурной стали: А-I, А-II, А-III, А-IV и др. При обозначении класса термически упрочненной арматурной стали к индексу А добавляют индекс «т», например Aт-III. Сталь, упрочненную вытяжкой, обозначают по классу исходной горячекатаной стали, но при этом добавляют еще индекс «в», например Ав-III. Арматурную сталь класса А-I изготовляют из углеродистой стали марок Ст3, Ст3пс и Ст3кп, класса А-II диаметром 10 — 40 мм — из углеродистой стали марки Ст5, диаметром 40 — 90 мм — из низколегированной стали марки 18Г2С; класса А-III диаметром 6 — 40 мм — из низколегированной стали марки 25Г2С, диаметром 6 — 8 мм — из низколегированной стали марки 18Г2С; класca A-IV — из низколегированной стали марки 20ХГ2Ц (для конструкций с напрягаемой арматурой). Проволочную арматуру разделяют на арматурную проволоку и арматурные проволочные изделия. Арматурная проволока может быть холоднотянутой класса В-I (низкоуглеродистой) для ненапрягаемой арматуры и класса B-II (углеродистой) для напрягаемой арматуры. Ее выпускают гладкой и периодического профиля диаметром 3 — 8 мм. Арматурные проволочные изделия можно применять в строительстве и производстве железобетонных изделий в виде нераскручивающихся стальных арматурных прядей, стальных арматурных канатов, сварных арматурных сеток, а также тканых и сварных проволочных сеток, предназначенных для армоцементных конструкций. Арматурную сталь диаметром менее 10 мм выпускают в мотках (бухтах), диаметром 10 мм и более — в прутках длиной 6 — 12 м. Цветные металлы и их сплавы
В современном строительстве цветные металлы в чистом виде применяют довольно редко. Алюминий и его сплавы. Алюминий представляет собой легкий металл серебристо-белого цвета, плотностью 2,7 г/см3. Он пластичен, хорошо прокатывается и отливается, температура плавления 657°C. Алюминий имеет высокую коррозионную стойкость на воздухе за счет образования на поверхности защитной оксидной пленки. Алюминий в чистом виде применяют для отливки деталей, изготовления фольги, в виде тончайшего порошка, используемого в алюминиевой краске, а также в качестве газообразователя ячеистых бетонов. Алюминиевые сплавы получают добавлением к алюминию меди, марганца, магния, кремния, Эти сплавы обладают повышенной по сравнению с алюминием прочностью, пластичностью и коррозионной стойкостью. Среди алюминиевых сплавов чаще всего употребляют алюминиево-марганцевые, алюминиево-магниевые, дюралюминиевые [сплав алюминия с медью (до 5,5%), магнием (до 0,8%), кремнием (0,8%) и марганцем (до 0,8%)] и альвиль, который имеет те же компоненты, что и дюралюминиевые сплавы, но в несколько иных соотношениях. Из алюминиевых сплавов изготовляют различные виды проката: уголки, швеллеры, двутавры, плоские и волнистые листы, трубы и т. д. В настоящее время область применения алюминиевых сплавов значительно расширена. Сплавы рекомендуется использовать при возведении конструкций большепролетных сооружений, конструкций химических предприятий с агрессивными средами, в сборно-разборных легких конструкциях, для витрин и оконных переплетов, а также для ограждающих конструкций, например, трехслойных навесных панелей с обшивками из алюминиевых сплавов и средним слоем из теплоизоляционного материала, кровельных панелей, подвесных потолков, ограждений балконов и т. д. Элементы конструкций из алюминиевых сплавов соединяют заклепками, болтами, а также при помощи сварки или склеивания. Медь и ее сплавы. Медь — мягкий, пластичный металл красноватого цвета, имеющий плотность 8,9 г/см3, температуру плавления 1083°C и предел прочности при растяжении 200 МПа. Сплав меди с цинком (до 40 %) называют латунью. Этот сплав обладает высокими механическими свойствами и коррозионной стойкостью, хорошо поддается горячей и холодной обработке. Латунь используют в виде листов, прутьев, проволоки, труб, а также изделий для архитектурной отделки интерьеров зданий. Сплав меди с оловом, алюминием, марганцем или никелем называют бронзой. Она обладает высокими механическими, антифрикционными, литейными, декоративными свойствами, а также коррозионной стойкостью. Бронзу употребляют в виде разнообразных изделий для внутреннего оборудования зданий (санитарно-техническая арматура, фурнитура и др.). Цинк — металл синевато-белого цвета. Он обладает высокой коррозионной стойкостью, поэтому служит для оцинковки стальных изделий (кровельной стали, закладных деталей, болтов и др. Свинец — тяжелый металл серовато-синего цвета. Он хорошо льется и прокатывается, устойчив к воздействию серной и соляной кислот, обладает высокими защитными свойствами от воздействия рентгеновских лучей. В строительстве из свинца изготовляют специальные трубы, коррозионностойкие покрытия, особые виды гидроизоляции (свинцом чеканят швы между тюбингами в стволах) и т. д. В последние годы некоторые цветные металлы и их сплавы с успехом заменяют пластмассами, стеклом, химически обработанной древесиной и другими дешевыми и менее дефицитными материалами. | |
 Образующийся при этом углекислый газ поднимается вверх по печи и, встречая на своем пути раскаленный кокс, переходит в оксид углерода СО2 + С = 2СО. Оксид углерода восстанавливает оксиды железа до чистого железа, а сам переходит в углекислый газ. Восстановление железа происходит по схеме: Fe 2O3 Fe 3O4 FeO Fe.
Образующийся при этом углекислый газ поднимается вверх по печи и, встречая на своем пути раскаленный кокс, переходит в оксид углерода СО2 + С = 2СО. Оксид углерода восстанавливает оксиды железа до чистого железа, а сам переходит в углекислый газ. Восстановление железа происходит по схеме: Fe 2O3 Fe 3O4 FeO Fe. При температуре около 1150°С начинается плавление науглероженного железа, и образовавшийся жидкий чугун стекает в горн печи. Сюда же стекает расплавленный шлак, который как более легкий материал всплывает над чугуном. Расплавленные чугун и шлак периодически выпускают через специальные отверстия — чугунную и шлаковую летки, причем сначала выпускают шлак, а затем — чугун.
При температуре около 1150°С начинается плавление науглероженного железа, и образовавшийся жидкий чугун стекает в горн печи. Сюда же стекает расплавленный шлак, который как более легкий материал всплывает над чугуном. Расплавленные чугун и шлак периодически выпускают через специальные отверстия — чугунную и шлаковую летки, причем сначала выпускают шлак, а затем — чугун. Исходными материалами для выплавки стали являются: передельный чугун, стальной лом, ферросплавы, железная руда и флюсы.
Исходными материалами для выплавки стали являются: передельный чугун, стальной лом, ферросплавы, железная руда и флюсы.


 Эти наименования соответствуют цвету чугуна. Белый чугун имеет высокую твердость, но он весьма хрупок; его применяют для получения ковкого чугуна и стали. Серый чугун в расплавленном состоянии обладает хорошей текучестью и легко заполняет формы, дает малую усадку при затвердевании, а также легко поддается механической обработке. Серый чугун используют для литья разнообразных строительных изделий. Разновидность серого чугуна — модифицированный черный чугун. Его получают за счет введения в жидкий чугун добавок (модификаторов). Этот чугун обладает повышенными механическими свойствами.
Эти наименования соответствуют цвету чугуна. Белый чугун имеет высокую твердость, но он весьма хрупок; его применяют для получения ковкого чугуна и стали. Серый чугун в расплавленном состоянии обладает хорошей текучестью и легко заполняет формы, дает малую усадку при затвердевании, а также легко поддается механической обработке. Серый чугун используют для литья разнообразных строительных изделий. Разновидность серого чугуна — модифицированный черный чугун. Его получают за счет введения в жидкий чугун добавок (модификаторов). Этот чугун обладает повышенными механическими свойствами. Значительно реже в строительстве используют высокопрочные и легированные чугуны.
Значительно реже в строительстве используют высокопрочные и легированные чугуны. Качественные углеродистые стали маркируют двузначными цифрами, показывающими содержание углерода в сотых долях процента (0,8; 25 и т.д.). В обозначение марок кипящей стали добавляют <кп>, полуспокойной — <пс>, спокойной — <сп>, например Ст3сп, Ст5пс, Ст2кп.
Качественные углеродистые стали маркируют двузначными цифрами, показывающими содержание углерода в сотых долях процента (0,8; 25 и т.д.). В обозначение марок кипящей стали добавляют <кп>, полуспокойной — <пс>, спокойной — <сп>, например Ст3сп, Ст5пс, Ст2кп.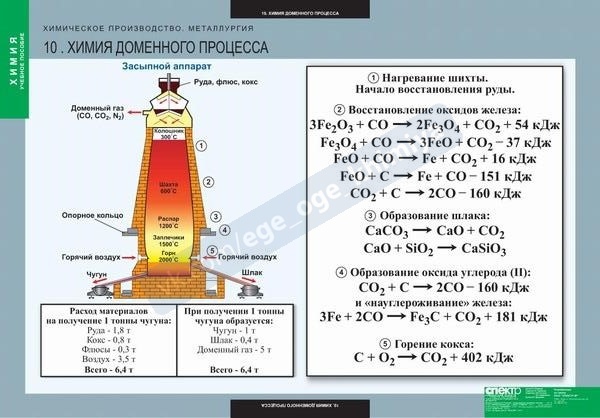 При содержании легирующего элемента менее 1,5 % цифры за соответствующей буквой не ставятся: 1Г2С, 12ХН3А. Буква А в конце обозначения марки указывает на то, что сталь является высококачественной, буква Ш — особо высококачественной. Например, легированная конструкционная сталь марки 1Г2С содержит 0,1 % углерода, 2 % марганца и 1 % кремния.
При содержании легирующего элемента менее 1,5 % цифры за соответствующей буквой не ставятся: 1Г2С, 12ХН3А. Буква А в конце обозначения марки указывает на то, что сталь является высококачественной, буква Ш — особо высококачественной. Например, легированная конструкционная сталь марки 1Г2С содержит 0,1 % углерода, 2 % марганца и 1 % кремния.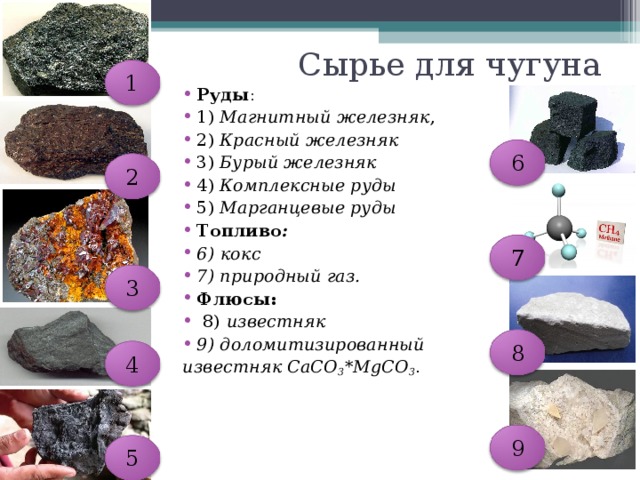 Содержание марганца обычно 0,25 — 0,9%; он повышает прочность стали без значительного снижения ее пластичности. Кремний, содержание которого в обыкновенных сталях не превышает 0,35%, не оказывает существенного влияния на свойства стали. Фосфор и сера являются вредными примесями. Фосфор делает сталь хрупкой (хладноломкой), в связи с этим содержание его в строительных сталях не должно превышать 0,05%. Присутствие серы в количестве более 0,07 % вызывает красноломкость стали, а также снижает ее прочность и коррозионную стойкость. Основные характеристики качества углеродистой стали — пределы текучести и прочности при растяжении, а также величина относительного удлинения. Все эти показатели (кроме относительного удлинения) с возрастанием марки стали увеличиваются.
Содержание марганца обычно 0,25 — 0,9%; он повышает прочность стали без значительного снижения ее пластичности. Кремний, содержание которого в обыкновенных сталях не превышает 0,35%, не оказывает существенного влияния на свойства стали. Фосфор и сера являются вредными примесями. Фосфор делает сталь хрупкой (хладноломкой), в связи с этим содержание его в строительных сталях не должно превышать 0,05%. Присутствие серы в количестве более 0,07 % вызывает красноломкость стали, а также снижает ее прочность и коррозионную стойкость. Основные характеристики качества углеродистой стали — пределы текучести и прочности при растяжении, а также величина относительного удлинения. Все эти показатели (кроме относительного удлинения) с возрастанием марки стали увеличиваются. Качественные конструкционные углеродистые стали применяют, как правило, в машиностроении, а инструментальные углеродистые стали для изготовления различных режущих инструментов.
Качественные конструкционные углеродистые стали применяют, как правило, в машиностроении, а инструментальные углеродистые стали для изготовления различных режущих инструментов.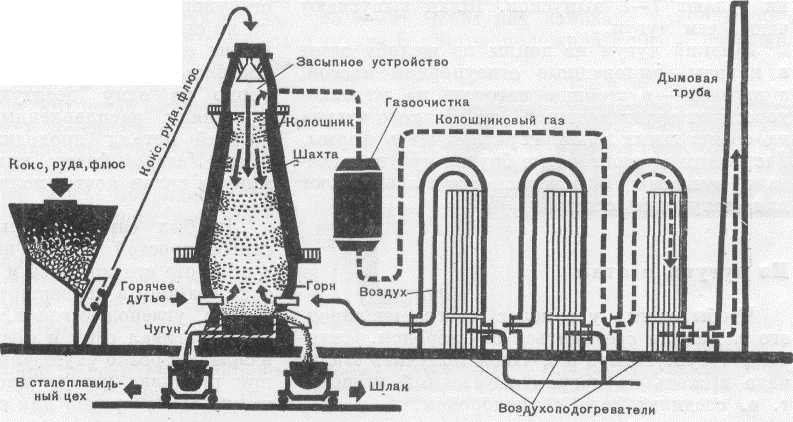

 Деформации образца, в котором напряжения не превышают предел пропорциональности, являются упругими, и при снятии нагрузки восстанавливается первоначальная длина образца. При незначительном повышении нагрузки до Р2 (точка 2) образец начинает вытягиваться (сталь <течет>), хотя нагрузка остается постоянной, что соответствует горизонтальной площадке на диаграмме. Напряжение, при котором появляется текучесть стали, называется пределом текучести т. Образец приобретает остаточные деформации, т. е. деформации, остающиеся в образце после снятия нагрузки.
Деформации образца, в котором напряжения не превышают предел пропорциональности, являются упругими, и при снятии нагрузки восстанавливается первоначальная длина образца. При незначительном повышении нагрузки до Р2 (точка 2) образец начинает вытягиваться (сталь <течет>), хотя нагрузка остается постоянной, что соответствует горизонтальной площадке на диаграмме. Напряжение, при котором появляется текучесть стали, называется пределом текучести т. Образец приобретает остаточные деформации, т. е. деформации, остающиеся в образце после снятия нагрузки.

 При отпуске стали снижается твердость, но повышается вязкость. Отжиг — нагрев стали до определенной температуры, выдержка и медленное охлаждение в печи. Отжигают сталь для снижения твердости и повышения ее вязкости. Нормализация стали — разновидность отжига, состоящая из нагрева ее до температуры ниже температуры закалки, выдержки при этой температуре и охлаждения на воздухе. Нормализация повышает твердость, прочность и ударную вязкость стали. Для увеличения прочности и твердости поверхностных слоев стальных изделий производят поверхностную закалку токами высокой частоты, а также цементацию стали, т. е. насыщение углеродом ее поверхностного слоя при нагреве в углеродистой среде.
При отпуске стали снижается твердость, но повышается вязкость. Отжиг — нагрев стали до определенной температуры, выдержка и медленное охлаждение в печи. Отжигают сталь для снижения твердости и повышения ее вязкости. Нормализация стали — разновидность отжига, состоящая из нагрева ее до температуры ниже температуры закалки, выдержки при этой температуре и охлаждения на воздухе. Нормализация повышает твердость, прочность и ударную вязкость стали. Для увеличения прочности и твердости поверхностных слоев стальных изделий производят поверхностную закалку токами высокой частоты, а также цементацию стали, т. е. насыщение углеродом ее поверхностного слоя при нагреве в углеродистой среде. При этом изменяется не только форма стального слитка, но и его свойства. Существуют следующие способы обработки стальных слитков давлением: прокатка, волочение, ковка, штамповка, прессование.
При этом изменяется не только форма стального слитка, но и его свойства. Существуют следующие способы обработки стальных слитков давлением: прокатка, волочение, ковка, штамповка, прессование. Волочение стали обычно производят в холодном состоянии, при этом получают изделия точных профилей с чистой и гладкой поверхностью. Способом волочения изготовляют проволоку, трубы малого диаметра, а также прутки круглого, квадратного и шестиугольного сечения.
Волочение стали обычно производят в холодном состоянии, при этом получают изделия точных профилей с чистой и гладкой поверхностью. Способом волочения изготовляют проволоку, трубы малого диаметра, а также прутки круглого, квадратного и шестиугольного сечения.
 ). Кроме того, из прокатной и штампованной стали специальных профилей выполняют оконные переплеты промышленных и общественных зданий.
). Кроме того, из прокатной и штампованной стали специальных профилей выполняют оконные переплеты промышленных и общественных зданий.
 Стержни арматурной стали класса А-1 поставляют круглыми, стержни класса А-II, А-III, А-IV — периодического профиля.
Стержни арматурной стали класса А-1 поставляют круглыми, стержни класса А-II, А-III, А-IV — периодического профиля. В основном используют сплавы некоторых цветных металлов, например алюминия, меди, цинка, свинца, олова, марганца, характеризующиеся малой плотностью, высокими пластичностью и коррозионной стойкостью, а также хорошими декоративными качествами.
В основном используют сплавы некоторых цветных металлов, например алюминия, меди, цинка, свинца, олова, марганца, характеризующиеся малой плотностью, высокими пластичностью и коррозионной стойкостью, а также хорошими декоративными качествами.
 Медь обладает высокой тепло- и электропроводностью. В чистом виде ее практически не применяют, однако в различных сплавах она является основным компонентом.
Медь обладает высокой тепло- и электропроводностью. В чистом виде ее практически не применяют, однако в различных сплавах она является основным компонентом. ).
).Основы получения чугуна и стали
- Главная /
 org/ListItem»>
Инфоблок /
org/ListItem»>
Инфоблок /- Аналитика, экспертные мнен… /
- Основы получения чугуна и с…
Чугун получают в ходе доменного процесса, основанного на восстановлении железа из его природных оксидов, содержащихся в железных рудах, коксом при высокой температуре. Кокс, сгорая, образует углекислый газ. При прохождении через раскаленный кокс он превращается в оксид углерода, который и восстанавливает железо в верней части печи. Опускаясь в нижнюю горячую часть печи, железо плавится в взаимодействии с коксом и частично растворяя его, превращается в чугун.
Кокс, сгорая, образует углекислый газ. При прохождении через раскаленный кокс он превращается в оксид углерода, который и восстанавливает железо в верней части печи. Опускаясь в нижнюю горячую часть печи, железо плавится в взаимодействии с коксом и частично растворяя его, превращается в чугун.
— подробно узнать о всех работах, выполняемых в составе экспертизы, можно в разделе: «Строительно-техническая экспертиза конструкций, помещений, зданий, сооружений, инженерных сетей и оборудования. Судебная экспертиза.»
В готовом чугуне содержится около 93% железа, до 5% углерода и небольшое количество примесей кремния, марганца, фосфора, серы и некоторых других элементов, перешедших в чугун из устой породы. В зависимости от количества и формы связи углерода и примесей с железом, чугуны имеют разные свойства, в том числе цвет, подразделяясь по этому признаку на белые и серые.
Сталь
Сталь получают из чугуна путем удаления из него части углерода и примесей. Существуют три основных способа производства стали: конвертерный, мартеновский и электроплавильный.
Существуют три основных способа производства стали: конвертерный, мартеновский и электроплавильный.
— подробно узнать о всех работах, выполняемых в составе обследования, можно в разделе: «Обследование конструкций, помещений, зданий, сооружений, инженерных сетей и оборудования.»
Конвертерный основан на продувке расплавленного чугуна в больших грушевидных сосудах-конверторах сжатым воздухом. Кислород воздуха окисляет примеси, превращая их в шлак; углерод выгорает. При малом содержании в чугуне фосфора конвертеры футеруют кислыми огнеупорами, например динасом, при повышенном – основными, периклазовыми. Соответственно выплавляемую в них сталь по традиции называют бессемеровской и томасовской. Конвертерный способ отличается высокой производительностью, обусловившей его широкое распространение. К недостаткам его относятся повышенный угар металла, загрязнение шлаком и наличие пузырьков воздуха, ухудшающими качество стали. Применение вместо воздуха кислородного дутья в сочетании с углекислым газом и водяным паром значительно улучшает качество конвертерной стали.
Применение вместо воздуха кислородного дутья в сочетании с углекислым газом и водяным паром значительно улучшает качество конвертерной стали.
— подробно узнать о всех работах, выполняемых в составе исследований и экспертизы, можно в разделе: «Исследование конструкций и материалов. Экспертиза деталей, изделий, узлов, элементов и пр.»
Мартеновский способ осуществляется в специальных печах, в которых чугун сплавляется вместе с железной рудой и металлоломом (скрапом). Выгорание примесей происходит за счет кислорода воздуха, поступившего в печь вместе с горючими газами и железной рудой в составе оксидов. Состав стали хорошо поддается регулированию, что позволяет получать в мартеновских печах высококачественные стали для ответственных конструкций.
Электроплавление является наиболее совершенным способом получения высококачественных сталей с заданными свойствами, но требует повышенного расхода электроэнергии. По способу ее подведения электропечи подразделяются на дуговые и индукционные. Наибольшее применение в металлургии имеют дуговые печи. В электропечах выплавляют специальные виды сталей, средне- и высоколегированные, индустриальные, жаропрочные, магнитные и другие.
По способу ее подведения электропечи подразделяются на дуговые и индукционные. Наибольшее применение в металлургии имеют дуговые печи. В электропечах выплавляют специальные виды сталей, средне- и высоколегированные, индустриальные, жаропрочные, магнитные и другие.
Авторы: редакционная статья ТехСтройЭкспертизы
Техническая строительная экспертиза
Узнать стоимость и сроки online, а также по тел.: +7(495) 641-70-69; +7(499) 340-34-73; e-mail: [email protected]
Читайте также:
Независимая техническая строительная экспертиза
Техническое обследование зданий и сооружений
Контроль качества строительства
Судебная экспертиза
Приемка выполненных работ
Анализ смет
Кровли
Виды соединений конструкций из дерева и пластмасс
Керамические изделия для кровли и перекрытий
Горные породы как сырьевая база производства строительных материалов
Строительные материалы. Строение и свойства.
Строение и свойства.
Защита деревянных конструкций от влажности и биологического разрушения
Пневматические строительные конструкции
Настилы покрытий и обшивки стен из волокнистых стеклопластиковых листов
Общие сведения о производстве чугуна и стали
Общие сведения о производстве чугуна и стали
Производство чугуна. Сырьем для производства черных металлов является железная руда. Из нее вначале получают чугун, а затем в специальных печах, уменьшая содержание углерода, из чугуна выплавляют сталь.
Для производства чугуна служат доменные печи, которые по принципу действия не отличаются от шахтных печей.
Железные руды представляют собой природную смесь окислов железа, например Ре20з (красный железняк), с горной породой. Задача доменного процесса сводится к тому, чтобы из окислов железа получить чистое железо, т.е. восстановить его. Роль восстановителя выполняет углерод (кокс).
Восстановленное железо в нижних слоях печи вступает во взаимодействие с углеродом, образуя карбид железа — основной химический компонент чугуна.
Одновременно углерод восстанавливает и другие вещества: марганец, кремний, фосфор, серу, -содержащиеся в руде. Карбид железа вместе с этими веществами и представляет собой чугун.
Для понижения температуры плавления пустой породы в печь загружаются флюсы (обычно известняк).
В результате взаимодействия пустой породы с флюсами образуются легкоплавкие соединения (шлаки). Обладая меньшим удельным весом, шлаки располагаются выше жидкого чугуна и по мере накопления удаляются через шлаковую летку, после чего сливают чугун.
В результате доменного процесса получают чугун, шлак и доменный (колошниковый) газ, который используется в качестве топлива на металлургических заводах.
Чугуны в зависимости от свойств и назначения подразделяют на белые и серые. В белых чугунах весь углерод находится в химически связанном состоянии с железом, а в серых — часть углерода находится в свободном состоянии в виде графита.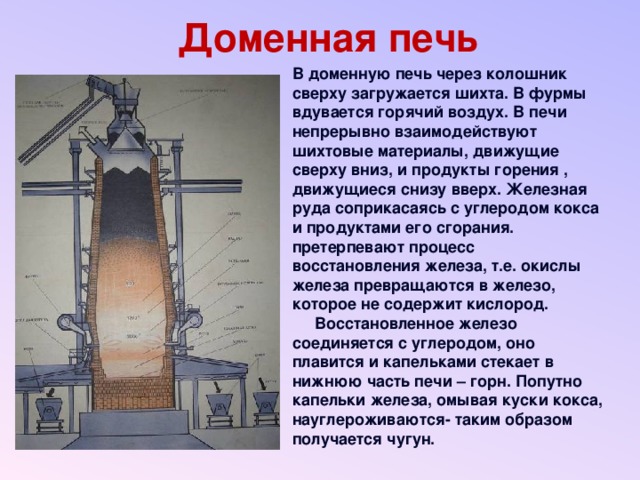
Рис. 1. Доменная печь: 1 — верхняя часть печи (колошник), 2 — загрузочный аппарат, 3 — газоотводные трубы, 4 — шахта печи, 5 — цилиндрическая часть печи (распор), 6 — нижняя конусная часть печи (заплечики), 7 — горн, 8 — отверстие для выпуска шлака, 9 — отверстие для выпуска чугуна, 10 — кольцевая труба для подачи воздуха
Белые чугуны в основном переплавляются на сталь, поэтому их называют еще передельными — Серые чугуны (или литейные) обладают высокими литейными свойствами и их используют для отливки строительных изделий.
Производство стали. Процесс выплавки стали заключается в уменьшении содержания вредных примесей (серы, фосфора), углерода, кремния и марганца в чугуне.
Рис. 2. Конвертер: 1 — вращающийся грушевидный сосуд, 2 — футеровка, 3 — воздухопровод, 4 — трубки для подачи воздуха в конвертер, 5 — днище конвертера, 6 и 7 — рейка и зубчатое колесо для поворота конвертера
Основным сырьем при производстве сталей служат передельный чугун и стальной лом.
В настоящее время различают три способа производства стали: конвертерный, мартеновский и электроплавильный.
При конвертерном способе производства стали расплавленный чугун продувается сжатым воздухом. При этом кислород взаимодействует, с примесями, окисляет их и переводит в шлак.
Конвертер представляет собой грушевидный сосуд, поворачивающийся вокруг горизонтальной оси для заливки чугуна и выпуска стали. Емкость конвертера достигает 35 г. и более. Качество конвертерной стали уступает мартеновской, так как она содержит пузырьки воздуха, образующиеся при продувке, а также фосфор и серу, повышающие хрупкость стали. Это ограничивает ее применение для конструкций, подвергающихся ударным нагрузкам (подкрановые балки, мосты). Из конвертерной стали готовят прокатные профили, листовую сталь, трубы и др.
Рис. 3. Мартеновская печь: 1 — свод. 2 — под, 3 — отверстия для загрузки печи, 4 — воздушные каналы
В настоящее время благодаря достоинствам конвертерного способа — высокой производительности и низкой стоимости стали — изыскиваются пути повышения качества конвертерной стали с тем, чтобы этот способ стал основным в сталелитейной промышленности. Одним из средств повышения качества конвертерной стали является применение кислородного дутья.
Одним из средств повышения качества конвертерной стали является применение кислородного дутья.
Мартеновский способ отличается от конвертерного выплавкой стали на поду пламенной мартеновской печи. Печь имеет свод, отражающий тепловой поток на материал, расплавляя его. Для получения требуемой температуры в печи сжигают газ. Устройство современной мартеновской печи показано на рис. 3.
Сырьем при мартеновском способе служат чугун и стальной лом. Возможность использовать стальной лом является большим преимуществом мартеновского способа.
В мартеновскую печь последовательно загружают стальной лом, флюсы и чугун. Флюсы и образующаяся при окислении железа FeO вступают в химическую реакцию с вредными примесями и переводят их в шлак, который всплывает, скапливаясь на поверхности стали. В результате взаимодействия с вредными примесями переходит в железо.
В настоящее время достиг, нуты огромные успехи в области сталеварения. Применение кислородного дутья позволило значительно увеличить производительность мартеновских печей.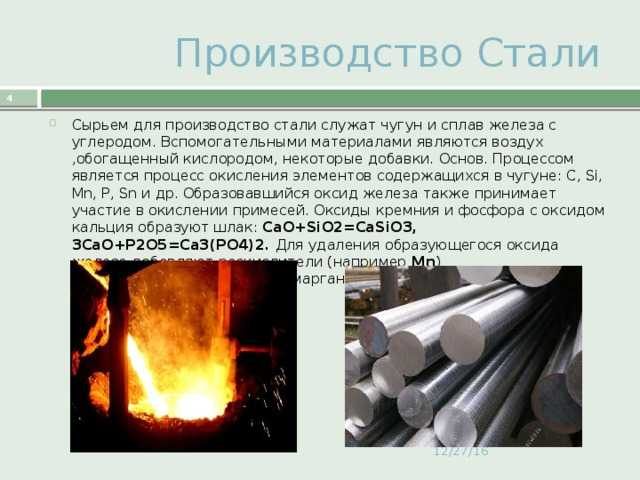
При мартеновском способе не только используют стальной лом, но и получают высококачественные стали требуемого химического состава и свойств. Эти стали применяются для изготовления наиболее ответственных строительных конструкций ферм, мостов, подкрановых балок, рельсов для железных дорог и т. д.
Электроплавка. Специальные легированные стали высокого качества получают в электрических печах. Наиболее распространены дуговые печи, в которых материалы плавятся за счет тепла электрической дуги, образующейся между электродами и металлом.
Процесс получения стали в электропечах аналогичен мартеновскому способу, но в этом случае нет надобности в топливе и воздухе для его сжигания.
Стоимость электростали значительно выше конвертерной и мартеновской. Это объясняется значительным расходом электроэнергии (на выплавку 1 т стали расходуется до 1000 квт-ч электроэнергии). Однако высокое качество электростали определяет большое будущее этого способа сталеварения.
Читать далее:
Общие сведения о железобетоне
Асбестоцементные изделия
Изделия на основе гипса
Тяжелые бетоны специального назначения
Искусственные каменные материалы и изделия на основе вяжущих веществ
Битуминозные кровельные и гидроизоляционные материалы
Асфальтовые и дегтевые растворы и бетоны
Дегти и пеки
Природные битумы
Битуминозные материалы
Производство стали | Металлургический портал MetalSpace.
 ru
ruПроизводство стали
- Образование и карьера
- Интерактивный учебник
Online учебник
На основе современных представлений рассмотрены основные металлургические производства
АНАЛИТИКА
Научные статьи и методические материалы о природных и вторичных ресурсах металлов, а также металлургических технологиях
Производство и наука
- Эколого-экономическая эффективность реновации технических изделий июль 22, 2019
- Сжиженный природный газ март 19, 2018
- Ветроэнергетика в России, развитие технологии в ветроэнергетике янв 23, 2018
Методические материалы
- Модернизация барабанных летучих ножниц — Дипломный проект дек 03, 2020
- Схема рециклинга автомобильных катализаторов, содержащих металлы платиновой группы авг 15, 2018
- Историко-реконструкторское движение в России фев 04, 2017
Интерактивный учебник
- Как правильно согнуть металлический квадрат апр 01, 2020
- Сталь с полимерным покрытием янв 04, 2019
- Топливо из ТБО дек 17, 2018
Потенциал Забайкальского .
 ..
..Обработка металлов …
Пластическая деформация …
Металлургические технологии …
Основоположники отечественной …
Основоположники отечественной …
Русская средневековая .
 ..
..Русская средневековая …
ИНТЕРАКТИВ
Интерактивная картина мира металлов на ключевых этапах истории цивилизации
Энциклопедия «Металлургия и время»
- «Дредноуты» и «крупповские пушки» март 10, 2014
- Преимущества получения ферромарганца в электропечах март 09, 2014
- Проблемы производства доменных ферросплавов март 08, 2014
Металлургические объекты
- Музей истории МИСиС.
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020 - Доменная печь Лиенсхютте (Lienshytte blast-furnace) авг 28, 2014
- Железоделательный завод Энгельсберг (Engelsbergs bruk) авг 27, 2014
Обучающие игры
- Маша и компания — Таланты дек 07, 2014
- Маша и компания — Игры на природе дек 06, 2014
- Легенды огня и металла Часть 3.
 Мушкет
июнь 19, 2014
Мушкет
июнь 19, 2014
Copyright © 2011 — 2022 MetalSpace
6.2. Основы производства чугуна и стали
Производство черных металлов из железной руды является сложным процессом, состоящим из двух стадий: выплавка чугуна и переработка чугуна в сталь.
Сущность выплавки чугуна заключается в восстановлении железа из руды, процесс производства стали основан на уменьшении в чугуне процентного содержания углерода и снижении содержания примесей (Mn, Si, S, Р).
Производство чугуна.
Чугун выплавляют
в доменных печах, представляющих
собой вертикальные шахтные печи (рис.
6.). Снаружи они покрыты металлическим
кожухом, а изнутри стенки футерованы
огнеупорным кирпичом. Исходными
материалами для производства являются
железные руды, флюсы и топливо.
Исходными
материалами для производства являются
железные руды, флюсы и топливо.
Рис. 6. Схема доменной печи:
1 – шахта; 2 – колошник; 3 – загрузочное устройство; 4 – металлический кожух;
5 – футеровка; 6 – шахта; 7 – заплечники; 8 – гири; 9 – летка для выпуска шлака; 10 – чугун; 12 – труба для подачи воздуха (фурама)
Железные руды. Обычно для производства чугуна используют магнитный железняк, красный железняк и бурый железняк.
Флюсы (плавни) снижают температуру плавления пустой породы и переводят ее в шлак.
Железные руды содержат кислую пустую породу, поэтому для образования шлака добавляют основной флюс: известняк (СаСО3) или доломит (СаСО3 • MgCO3).
Топливо не только
служит источником тепла, необходимым
для плавки, но и принимает участие
в восстановительных процессах и
науглероживании железа. Основным
топливом для доменной печи является
кокс — продукт сухой перегонки (сжигание
без доступа воздуха), коксующихся
каменных углей при температуре 1000
°С…11ОО °С. Это
куски размером 25…60 мм, обладающие
высокой твердостью и прочностью.
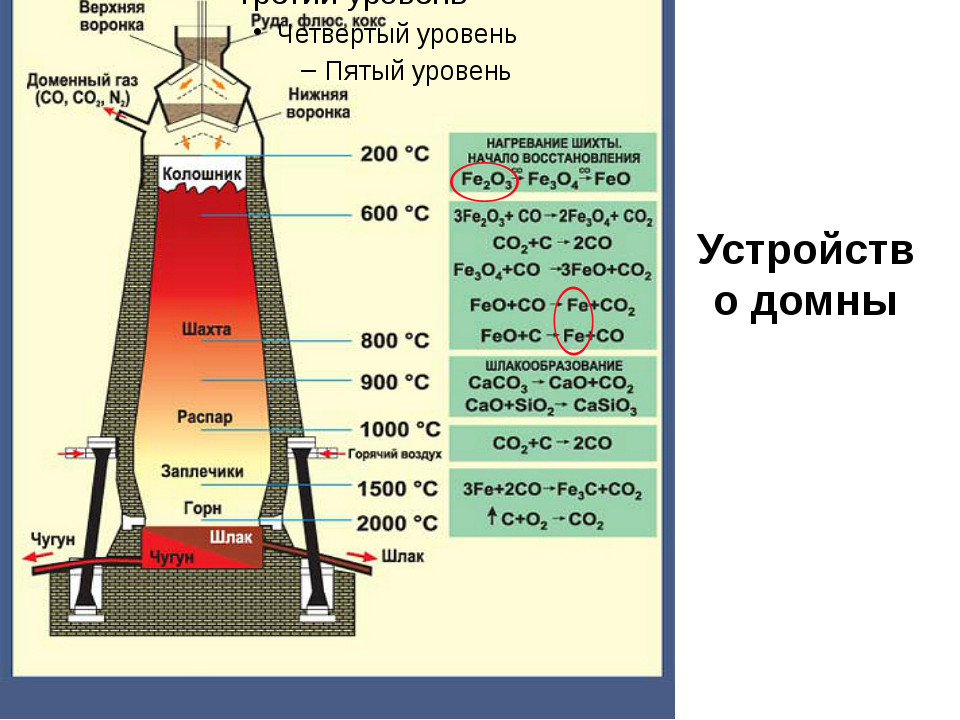
В доменной печи различают следующие части: колошник, шахту, заплечники и горн. Сырьевые материалы (железную руду, флюсы и топливо) загружают слоями углесодержащими добавками (природный газ, мазут). Шихта, опускаясь вниз, нагревается и претерпевает в различных температурных зонах физические и химические изменения. Газы, образованные при сжигании топлива, проходят вверх через шихту.
Сырьевые материалы
подаются в печь непрерывно, также
непрерывно
происходят в ней процессы, а чугун и
шлак выпускаются периодически.
В доменной печи материалы находятся в
течение 4…6 ч.
При выплавке чугуна происходят следующие
физико-химические
процессы: горение топлива, восстановление
железа из оксидов, науглероживание
железа и образование чугуна и шлака.
Горение топлива происходит за счет кислорода воздуха в верхней части горна, по реакции С + О2 = СО2 . Углекислый газ, поднимаясь вверх, взаимодействует с коксом и образует оксид углерода: СО2 + С = 2СО. Оксид углерода является хорошим восстановителем.
Он энергично соединяется с кислородом, входящим в состав железной руды, и другими соединениями руды.
Восстановление железа из оксидов — главный процесс в плавке чугуна. Восстановление железа происходит по схеме: Fe2O3 —> Fe3O4 —> FeO —> Fe . Химически этот процесс выражается следующим образом: 3Fe2O3+C = 2Fe3O4+CO; Fe3O4 + С = 3FeO + CO; FeO + C = Fe + CO.
Железо
восстанавливается в доменной печи
полностью; 99…99,8%
железа переходит в чугун и только 0,2…
1,0% — в шлак.
После восстановления железо находится в твердом состоянии. Науглероживание железа происходит при температуре выше 900 °С. В поры восстановленного железа проникает углерод и образуется карбид железа (цементит) по реакции 3Fe + 2CO = Fe3C + CO2.
При температуре выше ИЗО °С науглероженное железо плавится, образуется жидкий чугун, который стекает в горн. Плавленые пустые породы и флюсы образуют шлак, который также стекает в горн и как более легкий материал всплывает на поверхность чугуна, защищая его от окисления. В чугун переходят небольшие количества различных элементов, восстановленных на разных уровнях печи. Температура чугуна в печи 1400… 1450 °С.
Шлак выпускают через (шлаковую) летку, расположенную выше уровня отверстия для выпуска чугуна.
Затем
через нижнюю летку выпускают чугун.
Расплавленный чугун подают к
разливочным машинам для отливки в
«чушки» или в специальных ковшах
доставляют в сталеплавильные цехи для
переработки в сталь.
Самая большая современная доменная печь (объем 5000 м3) выплавляет 12 000 т чугуна и выдает около 4000 т шлака и 27 000 т колошникового газа в сутки.
Отходами металлургического производства являются шлак и колошниковый газ.
Шлак, быстро охлажденный после расплавления, имеет стекловидное строение; медленно охлажденный — кристаллическое.
Значительная часть доменных шлаков (до 75%) используется в качестве сырья для производства различных строительных материалов — шлаковой пемзы (термозита), шлаковаты, шлакопортландцемента, шлакоситаллов, гранулированного шлака, используемого в качестве заполнителя для легких бетонов.
Колошниковый газ применяется для нужд металлургического производства.
Производство
стали. Исходными материалами для
производства стали служит передельный
чугун, стальной лом, ферросплавы или
железная руда и флюсы.
В настоящее время сталь выплавляют тремя способами: конвертерным, мартеновским и электроплавильным.
Рис. 7. Схема конвертера:
1 – вращающийся грушевидный сосуд;
2 – футеровка; 3 – фурменные отверстия для подачи воздуха;
4 – поворотный механизм
Конвертерный процесс происходит в конвертерах — печах грушевидной формы (рис. 7). Снаружи конвертер имеет стальной кожух, а изнутри — огнеупорную футеровку и может поворачиваться вокруг горизонтальной оси на цапфах. Его вместимость до 600 т.
Жидкий чугун заливается через горловину на 25% его высоты, когда конвертер находится в горизонтальном положении.
Можно загружать стальной лом и шлакообразующие материалы (плавиковый шпат, известь и др.).
Конвертер
поворачивают в вертикальное положение
и снизу через фурмы подают кислород. Продувка кислородом продолжается
12…20 мин. Под действием
кислорода избыточный углерод, кремний,
марганец и небольшое количество
железа окисляются. Образовавшаяся
закись железа FeO реагирует
с примесями. Оксиды кремния, марганца,
фосфора, а также известь и другие сыпучие
материалы переходят в шлак или
выгорают, а закись железа при этом
восстанавливается
до чистого железа. Продолжительность
плавки в конвертере составляет
30…55 мин.
Этот процесс выплавки стали высокопроизводителен и экономичен. Кислородное дутье улучшает качество стали и приближает его к качеству мартеновской стали.
Конвертерную сталь применяют для изготовления листовой стали, прокатных профилей, проволоки и т.д.
Рис. 8. Схема мартеновской печи: 1,7 – регенераторы;
2 – расплавленный шлак и металл;
3 – завалочные окна; 4 – рабочее пространство; 5 – свод; 6 – под
Мартеновский
способ носит
имя француза Пьера Мартена, который
в 1864 г. провел первую
плавку стали.
В настоящее время этот способ наиболее
распространен.
Мартеновская печь (рис. 8) представляет собой агрегат, рабочее пространство которого ограничено сверху сводом, а снизу подом (ванна для плавления). Вместимость печи до 1000 т. Внутренние поверхности печи футерованы огнеупорным кирпичом. В передней стенке печи имеются завалочные окна для загрузки материалов, а в задней — отверстие для выпуска готовой стали. В верхней части имеются каналы, соединяющие рабочую камеру с газовыми и воздушными регенераторами — камерами для подогрева воздуха и газа (топлива). Исходными материалами для выплавки стали являются передельный чугун, металлический лом (скрап) и другие материалы.
Смесь
горючего газа и воздуха поступает в
регенераторы, подогревается
до температуры 1000… 1200 °С и поступает в
печь. Температура в рабочей зоне печи
достигает 1700 °С. Шихта расплавляется и
в ванне образуется
жидкий металл и шлак, который всплывает
на поверхность
металла, как более легкий материал. Шлак связывает вредные примеси и
защищает сталь от окисления. Углерод
при высоких
температурах выгорает.
Для удаления серы применяют известняк в качестве флюса. Продолжительность плавки составляет 4…8 ч. Во время выплавки стали в ее состав вводят различные добавки — ферросплавы или легирующие элементы; по окончании плавки ее выпускают в ковши, а затем разливают по формам — изложницам.
Мартеновская сталь отличается высокими механическими свойствами, ее широко применяют для изготовления ответственных строительных конструкций: ферм, мостов, рельсов, подкрановых балок, высокопрочной арматуры и др.
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
⇐ ПредыдущаяСтр 3 из 17Следующая ⇒ Производство черных металлов из железной руды является сложным процессом, состоящим из двух стадий: выплавка чугуна и переработка чугуна в сталь. Сущность выплавки чугуна заключается в восстановлении железа из руды, процесс производства стали основан на уменьшении в чугуне процентного содержания углерода и снижении содержания примесей (Mn, Si, S, Р). Производство чугуна. Чугун выплавляют в доменных печах, представляющих собой вертикальные шахтные печи (рис. 6.). Снаружи они покрыты металлическим кожухом, а изнутри стенки футерованы огнеупорным кирпичом. Исходными материалами для производства являются железные руды, флюсы и топливо.
Рис. 6. Схема доменной печи: 1 – шахта; 2 – колошник; 3 – загрузочное устройство; 4 – металлический кожух; 5 – футеровка; 6 – шахта; 7 – заплечники; 8 – гири; 9 – летка для выпуска шлака; 10 – чугун; 12 – труба для подачи воздуха (фурама) Железные руды. Флюсы (плавни) снижают температуру плавления пустой породы и переводят ее в шлак. Железные руды содержат кислую пустую породу, поэтому для образования шлака добавляют основной флюс: известняк (СаСО3) или доломит (СаСО3 • MgCO3). Топливо не только служит источником тепла, необходимым для плавки, но и принимает участие в восстановительных процессах и науглероживании железа. Основным топливом для доменной печи является кокс — продукт сухой перегонки (сжигание без доступа воздуха), коксующихся каменных углей при температуре 1000 °С…11ОО °С. Это куски размером 25…60 мм, обладающие высокой твердостью и прочностью. В доменной печи различают следующие части: колошник, шахту, заплечники и горн. Сырьевые материалы (железную руду, флюсы и топливо) загружают слоями углесодержащими добавками (природный газ, мазут). Шихта, опускаясь вниз, нагревается и претерпевает в различных температурных зонах физические и химические изменения. Сырьевые материалы подаются в печь непрерывно, также непрерывно происходят в ней процессы, а чугун и шлак выпускаются периодически. В доменной печи материалы находятся в течение 4…6 ч. При выплавке чугуна происходят следующие физико-химические процессы: горение топлива, восстановление железа из оксидов, науглероживание железа и образование чугуна и шлака. Горение топлива происходит за счет кислорода воздуха в верхней части горна, по реакции С + О2 = СО2 . Углекислый газ, поднимаясь вверх, взаимодействует с коксом и образует оксид углерода: СО2 + С = 2СО. Оксид углерода является хорошим восстановителем. Он энергично соединяется с кислородом, входящим в состав железной руды, и другими соединениями руды. Восстановление железа из оксидов — главный процесс в плавке чугуна. Восстановление железа происходит по схеме: Fe2O3 —> Fe3O4 —> FeO —> Fe . Железо восстанавливается в доменной печи полностью; 99…99,8% железа переходит в чугун и только 0,2… 1,0% — в шлак. После восстановления железо находится в твердом состоянии. Науглероживание железа происходит при температуре выше 900 °С. В поры восстановленного железа проникает углерод и образуется карбид железа (цементит) по реакции 3Fe + 2CO = Fe3C + CO2. При температуре выше ИЗО °С науглероженное железо плавится, образуется жидкий чугун, который стекает в горн. Плавленые пустые породы и флюсы образуют шлак, который также стекает в горн и как более легкий материал всплывает на поверхность чугуна, защищая его от окисления. В чугун переходят небольшие количества различных элементов, восстановленных на разных уровнях печи. Температура чугуна в печи 1400… 1450 °С. Шлак выпускают через (шлаковую) летку, расположенную выше уровня отверстия для выпуска чугуна. Затем через нижнюю летку выпускают чугун. Расплавленный чугун подают к разливочным машинам для отливки в «чушки» или в специальных ковшах доставляют в сталеплавильные цехи для переработки в сталь. Самая большая современная доменная печь (объем 5000 м3) выплавляет 12 000 т чугуна и выдает около 4000 т шлака и 27 000 т колошникового газа в сутки. Отходами металлургического производства являются шлак и колошниковый газ. Шлак, быстро охлажденный после расплавления, имеет стекловидное строение; медленно охлажденный — кристаллическое. Значительная часть доменных шлаков (до 75%) используется в качестве сырья для производства различных строительных материалов — шлаковой пемзы (термозита), шлаковаты, шлакопортландцемента, шлакоситаллов, гранулированного шлака, используемого в качестве заполнителя для легких бетонов. Колошниковый газ применяется для нужд металлургического производства. Производство стали.Исходными материалами для производства стали служит передельный чугун, стальной лом, ферросплавы или железная руда и флюсы. В настоящее время сталь выплавляют тремя способами: конвертерным, мартеновским и электроплавильным. Рис. 7. Схема конвертера: 1 – вращающийся грушевидный сосуд; 2 – футеровка; 3 – фурменные отверстия для подачи воздуха; 4 – поворотный механизм
Конвертерный процесс происходит в конвертерах — печах грушевидной формы (рис. 7). Снаружи конвертер имеет стальной кожух, а изнутри — огнеупорную футеровку и может поворачиваться вокруг горизонтальной оси на цапфах. Его вместимость до 600 т. Жидкий чугун заливается через горловину на 25% его высоты, когда конвертер находится в горизонтальном положении. Можно загружать стальной лом и шлакообразующие материалы (плавиковый шпат, известь и др.). Конвертер поворачивают в вертикальное положение и снизу через фурмы подают кислород. Продувка кислородом продолжается 12…20 мин. Под действием кислорода избыточный углерод, кремний, марганец и небольшое количество железа окисляются. Этот процесс выплавки стали высокопроизводителен и экономичен. Кислородное дутье улучшает качество стали и приближает его к качеству мартеновской стали. Конвертерную сталь применяют для изготовления листовой стали, прокатных профилей, проволоки и т.д. Рис. 8. Схема мартеновской печи: 1,7 – регенераторы; 2 – расплавленный шлак и металл; 3 – завалочные окна; 4 – рабочее пространство; 5 – свод; 6 – под
Мартеновский способ носит имя француза Пьера Мартена, который в 1864 г. провел первую плавку стали. В настоящее время этот способ наиболее распространен. Мартеновская печь (рис. 8) представляет собой агрегат, рабочее пространство которого ограничено сверху сводом, а снизу подом (ванна для плавления). Смесь горючего газа и воздуха поступает в регенераторы, подогревается до температуры 1000… 1200 °С и поступает в печь. Температура в рабочей зоне печи достигает 1700 °С. Шихта расплавляется и в ванне образуется жидкий металл и шлак, который всплывает на поверхность металла, как более легкий материал. Шлак связывает вредные примеси и защищает сталь от окисления. Углерод при высоких температурах выгорает. Для удаления серы применяют известняк в качестве флюса. Продолжительность плавки составляет 4.. Мартеновская сталь отличается высокими механическими свойствами, ее широко применяют для изготовления ответственных строительных конструкций: ферм, мостов, рельсов, подкрановых балок, высокопрочной арматуры и др.
СВОЙСТВА СТАЛЕЙ Основными физическими свойствами стали являются плотность, температура плавления, коэффициент температурного расширения. Плотность стали 7,8 г/см3. Температурой плавления называют температуру, при которой сталь из твердого состояния переходит в жидкое. Температура плавления железа 1535 °С, у железоуглеродистых сплавов она ниже. Коэффициент температурного расширения характеризует расширение металлов при нагревании. Это свойство учитывают при проектировании металлических строительных конструкций. Из механических свойств стали важное значение имеют предел прочности, предел текучести, относительное удлинение, твердость и ударная вязкость Механические свойства стали определяются при испытании стандартных образцов круглого или прямоугольного сечения на разрывных машинах, имеющих записывающее устройство, которое в процессе испытания вычерчивает диаграмму растяжения (график зависимости удлинения образца А/ от величины приложенной нагрузки F). Предел текучести — это напряжение, при котором наблюдается рост деформации образца без увеличения нагрузки («материал течет»). Предел прочности — это условное напряжение, соответствующее наибольшей растягивающей силе, которую выдерживает образец до разрушения. Относительное удлинение образца характеризует пластичность стали. Чем больше относительное удлинение, тем пластичнее сталь. Твердость стали определяют на приборе Бринелля по отпечатку, который оставляет стальной закаленный шарик на поверхности. Измеряя диаметры отпечатков и по их соотношению, пользуясь таблицей, находят число твердости НВ. Ударная вязкость — свойство стали противостоять динамическим нагрузкам (ударным). Механические свойства углеродистых сталей приведены в табл. 6.1. Технологические свойства характеризуют способность стали подвергаться обработке.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ Термическая обработка стали — это процесс нагрева и охлаждения для улучшения физико-механических свойств стали и изменения ее структуры. Отжиг — процесс нагрева сталей с последующим медленным охлаждением. Отжиг осуществляют для улучшения обрабатываемости, повышения пластичности и устранения некоторых дефектов от предыдущей горячей обработки. Закалка — процесс нагрева, а затем быстрого охлаждения после которого материал находится в неравновесном структурном состоянии, не свойственном стали при нормальной температуре (20 °С). Закалка увеличивает твердость, прочность и износостойкость. После закалки сталь становится хрупкой. Отпуск — финишная термическая обработка, которая заключается в нагреве закаленной стали до определенной температуры с последующим охлаждением на воздухе или в воде. После отпуска снижается хрупкость и повышается пластичность закаленной стали. Нормализация стали является разновидностью отжига. Нормализация заключается в нагреве стали до температуры ниже температуры закалки, незначительной выдержке при этой температуре и охлаждении на воздухе.
⇐ Предыдущая12345678910Следующая ⇒ Читайте также: Психологические особенности спортивного соревнования Приготовление дезинфицирующих растворов различной концентрации Занятость населения и рынок труда Социальный статус семьи и её типология |
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 343; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. |
Металлические основания стола — Чугунные основания стола — Страница 1
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Быстрый просмотр
Чугунное декоративное основание стола, 24-дюймовое круглое основание, высота 28-1/2 дюйма, чугунная колонна с креплением из стальной пластины, ОДНА
461,16 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное основание стола в стиле X, ширина основания 40 дюймов на 40 дюймов, высота 40-1/4 дюйма, стальная колонна диаметром 4 дюйма и крестовина, ОДНА
294,86 $
Добавить в корзину Сравнивать
Быстрый просмотр
Основание стола с декоративной пьедесталом из чугуна, основание 24 x 24 дюйма, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
263,17 $
В корзину Сравнивать
Быстрый просмотр
Чугунное основание стола в стиле X, ширина основания 40 дюймов x 40 дюймов, высота 28-1/2 дюйма, стальная колонна диаметром 4 дюйма и крестовина, ОДНА
258,76 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное декоративное основание стола, 32 x 32 дюйма, 4 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА
238,40 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное декоративное основание стола, круглое основание 16 дюймов, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
236,91 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное декоративное основание стола, 26 дюймов, 3 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА
201,70 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное декоративное основание стола, основание 17×17 дюймов, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
185,52 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное основание стола Sun Style, 18 дюймов, 22 дюйма или 28 дюймов, круглое основание, высота 41 дюйм, колонна диаметром 3 дюйма с чугунным основанием и 9-дюймовой верхней пластиной, ОДНА
182,20 $
Выберите параметры Сравнивать
Быстрый просмотр
Чугунное декоративное основание стола, 22 дюйма, 3 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА
169,99 $
Добавить в корзину Сравнивать
Быстрый просмотр
Основание стола на пьедестале из чугуна, 22 дюйма, круглое с кольцом для ног, высота 40-3/4 дюйма, стальная труба с основанием из чугуна и монтажной пластиной, ОДНА
169,20 $
Добавить в корзину Сравнивать
Быстрый просмотр
Чугунное основание стола Sun Style, круглое основание 18 дюймов, 22 дюйма или 28 дюймов, 29″ Высота, колонна диаметром 3 дюйма с чугунным основанием и верхней плитой 9 дюймов, ОДНА
179,21 $
Выберите параметры Сравнивать
Быстрый просмотр
Быстрый просмотр
Чугунное основание стола в стиле X, ширина основания 40 дюймов на 40 дюймов, высота 40-1/4 дюйма, стальная колонна диаметром 4 дюйма и крестовина, ОДНА
Большие группы гостей могут быть собраны вместе с этой чугунной стойкой высотой 40 1/4 дюйма и размером 40 x 40 дюймов в форме стола X.
 С шириной основания 40 x 40 дюймов это основание может поддерживать максимальный размер столешницы. из 60-дюймового круглого, в котором могут комфортно разместиться от 6 до 8 гостей. 4″…
С шириной основания 40 x 40 дюймов это основание может поддерживать максимальный размер столешницы. из 60-дюймового круглого, в котором могут комфортно разместиться от 6 до 8 гостей. 4″…Быстрый просмотр
Основание стола с декоративной пьедесталом из чугуна, основание 24 x 24 дюйма, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
Эта уникальная декоративная подставка для стола идеально дополнит интерьер уличного кафе или гастронома. Чугунная колонна и крестовина высотой 28½ дюйма придают солидную прочность этому богато украшенному основанию…
Быстрый просмотр
Чугунное основание стола в стиле X, ширина основания 40 дюймов x 40 дюймов, высота 28-1/2 дюйма, стальная колонна диаметром 4 дюйма и крестовина, ОДНА
В большинстве ресторанов есть специальные места для больших вечеринок.
Наше основание стола в форме X из чугуна высотой 28-1/2 дюйма размером 40 x 40 дюймов идеально подходит для больших групп гостей. Размер основания 40 x 40 дюймов обеспечивает максимальный размер столешницы круглой формы 60 дюймов, что идеально подходит для размещения от 6 до …Быстрый просмотр
Чугунное декоративное основание стола, 32 x 32 дюйма, 4 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА
Шикарный ресторан заслуживает красивых столиков. Вы получите именно это с нашим чугунным декоративным основанием для стола высотой 28 дюймов. Это основание имеет размеры 32 x 32 дюйма с 4 ножками и 4-дюймовой колонной, чтобы поддерживать максимальный размер столешницы круглой формы 54 дюйма. Матовая черная отделка будет сочетаться. ..
Быстрый просмотр
Чугунное декоративное основание стола, круглое основание 16 дюймов, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
Придайте своей кухне стиль итальянского бистро с нашей декоративной чугунной подставкой высотой 28 1/2 дюйма.
Круглое основание высотой 16 дюймов обеспечивает устойчивость для максимального размера столешницы 24 дюйма x 24 дюйма, что идеально подходит для вас и вашего гостя. Этот великолепный полуматовый черный…Быстрый просмотр
Чугунное декоративное основание стола, 26 дюймов, 3 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА 9№ 0010
В этой декоративной подставке высотой 28 дюймов художественность сочетается со стабильностью. Выходящая из набора ножек с тремя зубцами, красивая чугунная колонна встречается с крестовиной для идеальной сервировки стола. Это идеальное дополнение для высококлассных…
Быстрый просмотр
Чугунное декоративное основание стола, основание 17×17 дюймов, высота 28-1/2 дюйма, чугунная колонна с прикреплением из стальной пластины, ОДНА
Наша чугунная декоративная подставка высотой 28-1/2 дюйма обязательно привлечет внимание на вашей кухне или в ресторане.
Эта подставка имеет красиво вылепленное основание размером 17 x 17 дюймов, которое обеспечивает прочность и устойчивость для максимального размера столешницы 24 дюйма. «x24». Каждая база стола…Быстрый просмотр
Чугунное основание стола Sun Style, круглое основание 18 дюймов, 22 дюйма или 28 дюймов, высота 41 дюйм, колонна диаметром 3 дюйма с чугунным основанием и 9″ Верхняя пластина, ОДИНАРНАЯ
Если вы ищете подставку для стола с характером, вы обратились по адресу. Наше основание стола Cast Iron Sun Style высотой 41 дюйм не является чем-то средним. Это основание стола отличается элегантным дизайном основания, который хорошо сочетается со многими…
Быстрый просмотр
Чугунное декоративное основание стола, 22 дюйма, 3 ножки, высота 28 дюймов, чугунная колонна, основание и крестовина, ОДНА
Чудесно декоративный 22-дюймовый чугунный стол имеет высоту 28 дюймов и имеет 3 ножки, которые придают устойчивость и красоту любой сервировке стола.
Идеально подходит для любого места, требующего добавления искусства, например, галереи или выставочного зала. Также доступно…Быстрый просмотр
Быстрый просмотр
Чугунное основание стола Sun Style, круглое основание 18 дюймов, 22 дюйма или 28 дюймов, 29″ Высота, колонна диаметром 3 дюйма с чугунным основанием и верхней плитой 9 дюймов, ОДНА
Ищете чугунную подставку для стола в уникальном стиле для вашего ресторана? Наше основание для стола Cast Iron Sun Style высотой 29 дюймов имеет элегантную конструкцию с широким основанием, которая отличает его от всех других. Это основание выпускается в нескольких размерах основания, включая 18 дюймов,…
Сравнить Выбранное
Чугунные подставки для столов
Высококачественные чугунные подставки для столов по доступным ценам. Получите прочные основания высотой в офис или стол, вплоть до высоты стола в пабе или баре.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Чугунное Т-образное основание, соответствующее требованиям ADA
Сейчас: $81,39
Использование двух наших Т-образных оснований из чугуна SL5250 на столешницу является экономичным решением для поддержки более длинных прямоугольных столешниц. Конструкция с двумя зубцами обеспечивает превосходную поддержку и минимизирует воздействие на ваши ноги. Совместимость с ADA…
SL5250
Добавить в корзину
Чугунное конечное основание, соответствующее требованиям ADA
Сейчас: $108,01
Использование двух наших оснований из чугуна SL5370, совместимых с ADA, на столешницу является экономичным решением для поддержки более длинных прямоугольных столешниц.
Конструкция с двумя зубцами обеспечивает превосходную поддержку и минимизирует воздействие на ваши ноги. АДА…SL5370
Добавить в корзину
Декоративное чугунное основание X-Base
Сейчас: $347,39
Если старинный стиль и солидный внешний вид — ваша сильная сторона, не ищите дальше. Наша декоративная подставка для стола добавит классической и изысканной атмосферы в вашу столовую или ресторан. Модель 9850 Ornamental, изготовленная из чугуна, идеально подходит для…
9850-28
Добавить в корзину
Grotto Cast Iron X Base
Сейчас: $270.00
Основание Grotto Cast iron X, вдохновленное периодом барокко, специально разработано для крепления более тяжелых столешниц (таких как гранит или мрамор).
Чугунная основа Grotto с черным полуглянцевым покрытием проста в уходе. Он излучает элегантное качество…CJ901-24-28
Добавить в корзину
Чугунная торцевая база
Сейчас: $82,53
SL5320 — еще одна из наших чугунных торцевых опор. Используя две столешницы на стол, это торцевое основание является экономичным решением для поддержки более длинных прямоугольных столешниц. Конструкция с двумя зубцами обеспечивает превосходную поддержку при минимальных помехах…
SL5320
Добавить в корзину
Дуговой штатив
Сейчас: 158,28 $
Гладкие контуры и высочайшая надежность объединяются, чтобы сделать 9Основание штатива 720 ARC идеально подходит для использования в любом кафе, на кухне или в столовой.
Благодаря простым инструкциям по сборке ARC обеспечивает надежность и проверенное качество, которые…9720
Добавить в корзину
Декоративное чугунное основание X-Base
Сейчас: 395,33 $
Основание из декоративного чугуна 9920, созданное для имитации декоративных деревянных ножек стола, — это идеальный способ украсить столовую, не ударив по бюджету. Изготовленная из чугунной колонны и стальных ножек, декоративная 3 чугунная основа…
9920
Добавить в корзину
Arc Cast Iron X-Base
Сейчас: 180,36 $
Гладкие контуры и высочайшая надежность объединяются, чтобы сделать 9725 ARC X идеально подходящим для использования в любом кафе, на кухне или в столовой.
Вместе с простыми инструкциями по сборке ARC обеспечивает надежность и проверенное качество,…9725
Выберите параметры
Основание стола из чугунного диска
Сейчас: 138,74–366,77 долл. США
Невероятно прочное основание стола JDC12 из чугуна с дисками является незаменимой опорой в индустрии гостеприимства. Они предназначены для длительного коммерческого использования, просты в сборке и уходе. Эти чугунные основания дисков имеют регулируемые направляющие,…
JDC12
Выберите параметры
Литая стойка с болтовым креплением
Сейчас: $152,97 — $184,27
Изготовленное из прочного чугуна с полностью приваренной монтажной пластиной для максимальной устойчивости, наше чугунное основание JBD-2840 крепится болтами и надежно удерживает ваш стол на месте.
Эта подставка, доступная в столовой и барной стойках, идеально подходит для…JBD2840
Выберите параметры
Декоративный 3-ноги
Сейчас: $150.00 — $266.24
Основание из декоративного чугуна 9900, разработанное для имитации ножек стола в стиле целебного дерева, — это идеальный способ украсить столовую, не ударяя по бюджету. Сделанный из чугунной колонны и стальных ножек, декоративный 3 чугунных…
9900
Выберите параметры
Чугунная дисковая база Fiore
Сейчас: $158.00
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЧТО ВЫСОТА 42-1/2 ДЮЙМА СНЯТА С ПРОИЗВОДСТВА ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЧТО БАЗОВЫЕ РАЗМЕРЫ 22 ДЮЙМА СНЯТЫ С ПРОИЗВОДСТВА Придайте изюминку своему столу, выбрав чугунную дисковую основу Fiore; его сияющий узор будет сиять в любом доме, ресторане.
..RADIANT25
Выберите параметры
Чугунное основание диска
Сейчас: $137,41 — $353,29
Сочетание традиционного стиля и неизменного качества объединяется в этой универсальной подставке для стола, которая является идеальным выбором для вашего ресторана или столовой. Идеально подходит для использования в барах, кафе, кухнях или столовых; дисковая база 9600 предлагает…
9600
Выберите параметры
Основание диска из чугуна XL
Сейчас: $389,89 — $616,14
Невероятно прочное чугунное основание стола JDC28 создано для больших столешниц. Они предназначены для длительного коммерческого использования. Эти чугунные дисковые основания имеют регулируемые направляющие выравнивателя, а колонны изготовлены из толстой стали.
*Обратите внимание, что…JDC28
Выберите параметры
Единственная чугунная дисковая база
Сейчас: $195,45 — $224,81
Идеально подходит для использования в любых ресторанах, домашнем или коммерческом помещении. Основание Sole Cast Iron Disc отличается привлекательным дизайном с эффектом солнечных лучей. SUN35 имеет чугунное основание и 3-дюймовую стальную колонну, покрытую порошковой краской черного цвета…
SUN35
Выберите параметры
Чугунное основание диска — 9610
Сейчас: $146,82 — $157,78
Идеально подходит для использования в барах, кафе, кухнях или столовых; Основание диска 9610 обеспечивает превосходную прочность и долговечность благодаря чугунной конструкции. Круглое основание диаметром 18 дюймов, гладкое и простое, с матовым черным порошковым покрытием.
Основание из чугуна…9610
Выберите параметры
Чугунная Т-образная база
Сейчас: $64,03 — $90,36
Использование двух наших Т-образных оснований из чугуна SL5200 на столешницу является экономичным решением для поддержки более длинных прямоугольных столешниц. Конструкция с двумя зубцами обеспечивает превосходную поддержку и минимизирует воздействие на ваши ноги. Этот чугунный конец…
SL5200
Выберите параметры
Чугунное Т-образное основание стола
Сейчас: $73,58 — $84,73
Сочетание упрощенного дизайна и неизменного качества делает основание из чугуна 9500 безупречным дополнением любого ресторана или бара. Лучше всего подходит для использования в кафе, барах, кухнях или столовых; Т-образная база 9500 обеспечивает превосходную устойчивость и.
..9500
Выберите параметры
Чугунная X-база
Сейчас: 87,34–417,45 долларов США 9№ 0003
Сочетание долговечного качества и классического стиля делает эту многофункциональную подставку идеальным выбором для вашего ресторана или столовой. Идеально подходит для использования в кафе, барах, кухнях или столовых; база 9550 X обеспечивает превосходную прочность и долговечность…
9550
Выберите параметры
Чугунное базальное основание X-Base
Сейчас: $88,44 — $331,77
Чугунная X-образная основа стола J4X21 создана специально для индустрии гостеприимства и отличается долговечностью и прочностью. Они предназначены для длительного коммерческого использования, просты в уходе и просты в сборке. В комплекте с регулируемым выравнивателем.
..J4X21
Основание стойки из чугуна — King Architectural Metals
Показаны: 1 — 12 из 60 продукты для
Представление сетки|представление списка | ПопулярностьСамая низкая ценаСамая высокая ценаНомер товара
Похожие категории Основание колонны | Столб 3×3 с основанием
45-4X4-Ш Литой железный башмак для больших деревянных столбов . Подходит для стойки размером 3,5 x 3,5 дюйма и крепится боковым отверстием 5/16 дюйма и отверстием основания 7/16 дюйма . $ 6,57 шт. |
45-2375-Р Литой железный башмак для 2-дюймовой деревянной стойки или трубы сортамента 40 (#61-2.375X.134-21). Наружный диаметр 2,375 дюйма, крепление боковым отверстием 5/16 дюйма и основанием 7/16 дюйма отверстие. Литой Железный Башмак для 2-дюймовой деревянной стойки или трубы сортамента 40 (#61-2. $ 4,39 шт. |
45-35-Р Литой чугунный башмак для 3-дюймовой деревянной стойки или трубы сортамента 40 (#61-3,5X.216-21). Наружный диаметр 3,5 дюйма, крепление боковым отверстием 5/16 дюйма и основанием 7/16 дюйма отверстие. Литой Утюг Башмак для 3-дюймовой деревянной стойки или трубы сортамента 40 (#61-3,5X.216-21). Наружный диаметр 3,5 дюйма, крепление боковым отверстием 5/16 дюйма и 7/16 дюйма база … $ 6,47 шт. |
45-992-3 Изготовлен из литого железа . Шарик стойки входит в 2-дюймовую круглую трубу или трубку. Каждый шар стойки имеет ширину 3-1/4 дюйма, диаметр шара 3-1/4 дюйма, диаметр основания 2-7/8 дюйма, высоту 4-3/4 дюйма и весит 2,75 фунта. Получите скидку за количество при покупке 40 и более или 80 и более. $ 16,89 шт. |
45-9103 Литье Чугун Фланец. $ 23,27 шт. сопутствующие товары Основание колонны Чугунный фланец, внутренний диаметр 3-1/2 дюйма, высота 3-1/2 дюйма |
45-6X6-Ш Литой железный башмак для больших деревянных столбов . Подходит для стойки 5,5 x 5,5 дюйма и крепится с помощью бокового отверстия 5/16 дюйма и отверстия основания 7/16 дюйма . Литой железный башмак для больших деревянных столбов . Подходит для стойки 5,5″ x 5,5″ и фиксируется боковым отверстием 5/16″ и 7/16″база отверстие. $ 10,69 шт. |
45-892 Литой Железный Стойка, 2 половинки, восьмиугольная Основание. 3-15/16″ снаружи Основание, 2-13/16″ внутри Основание, 30-5/8″ В, 31 фунт $ 108,79 шт. сопутствующие товары Основание колонны Чугунная стойка, восьмиугольное основание. 30-5/8″ В |
45-6004 Литье Железо Столб. $ 266,88 чел. |
45-9701 Литой Железный Стойка, 2 половинки, восьмиугольная Основание. 6-1/4 дюйма Основание Ш, 43 дюйма В, 78 фунтов $ 453,37 шт. сопутствующие товары Основание колонны Чугунная стойка, 2 половинки, восьмиугольное основание. 43″ В |
45-992-312 Литье Железо Стойка Шарик, 3-1/2 дюйма, круглый Основание, Шарик 4-5/16 дюйма, 5-1/2 дюйма Н, 13-52 фунта $ 32,49 шт. |
45-992-2 Литье Железо Копье, круглое Столбик Шар, диаметр шара 2-3/4 дюйма, 2-1/8 дюйма Основание Диаметр, высота 4 дюйма, 3,53 фунта $ 11,38 шт. |
45-7-АКСЛ Литье Железо Копье, круглое Стойка Шар, сплошной квадрат 1-3/4 дюйма Основание. $ 4,77 шт. |
Похожие категории Основание колонны | Столб 3×3 с основанием
122436486072
Металлообрабатывающие станки Dake изготовлены из чугуна
В то время как некоторые металлообрабатывающие станки имеют стальные основания, многие прессовые станки в Dake построены на чугунных основаниях.
Являясь железоуглеродистым сплавом, чугун представляет собой темно-серый строительный материал, прочный, стабильный и не требующий особого ухода.
Если у ваших бабушек и дедушек была чугунная сковорода, то вы уже знаете, как долго может служить эта удобная посуда. Тот же принцип применим к чугунным основаниям и рамам для металлообрабатывающих станков.
Чугун: краткая история
За прошедшие годы чугун стал очень популярным материалом благодаря своим превосходным возможностям обработки. Самые ранние свидетельства артефактов из чугуна восходят к древнему Китаю в 5 веке до нашей эры.
Чугун производится путем плавки железной руды, что приводит к производству богатого углеродом неочищенного железа или чугуна в чушках. Затем продукт снова плавится для удаления нежелательных примесей, таких как сера и фосфор.
Другие элементы, такие как углерод, известняк и сталь, также могут быть добавлены в смесь. Затем расплавленный чугун помещают в форму и отверждают до нужной формы.
Высокая прочность
Одна из причин, по которой мы используем чугун для изготовления оснований и рам прессов, заключается в том, что он невероятно прочен и может выдерживать высокие нагрузки на сжатие.
Наши машины обрабатывают все виды металлов, включая более твердые материалы, такие как сталь. Прочная основа необходима для того, чтобы производство прошло без сучка и задоринки. Благодаря прочному чугунному основанию, поддерживающему наши машины, наши машины более безопасны в эксплуатации.
Прочность на сжатие — еще один важный фактор. В качестве примера возьмем наши модели оправочных прессов. Эти станки, предназначенные для выполнения небольших задач по металлообработке, таких как установка колышков, клепка и другие прессовые работы, должны выдерживать высокие нагрузки на сжатие.
Хотя известно, что чугун является хрупким материалом, он также состоит из крошечных пустот. Это означает, что когда оператор нажимает на рукоятку оправочного пресса и прикладывает усилие, пустоты сближаются. Это помогает предотвратить растрескивание.
Стабильность и демпфирование
Еще одна причина, по которой мы предпочитаем использовать чугун для основания многих наших машин, заключается в том, что он обеспечивает устойчивость. Он обладает исключительной демпфирующей способностью, что означает, что оператор будет испытывать небольшую вибрацию.
Если металлообрабатывающий станок слишком сильно вибрирует во время работы, это может вызвать много проблем с готовой продукцией. Поскольку серый чугун имеет графитовые чешуйки (углерод), смешанные с его перлитно-ферритной матрицей, вибрации по большей части поглощаются, что обеспечивает полную стабильность машины.
Типы чугуна
Хотя до сих пор мы обсуждали только серый чугун, существует несколько различных типов чугунных материалов. К ним относятся серый, пластичный, белый, уплотненный графит, ковкий и высоколегированный. Давайте посмотрим, чем отличаются эти чугунные материалы.
Серый чугун является наиболее распространенным из-за его высокой прочности на растяжение и износостойкости. Он может выдерживать давление до 20 000 фунтов на квадратный дюйм, а его невероятная демпфирующая способность делает его идеальным для механической обработки.
Ковкое (узелковое) железо содержит следовые количества магния, что приводит к образованию крошечных углеродных сфер внутри его матрицы. Эти углеродные сферы добавляют дополнительную прочность, жесткость и устойчивость к ударам. Способный выдерживать давление до 60 000 фунтов на квадратный дюйм, ковкий чугун обычно используется в военных и железнодорожных транспортных средствах. Он также немного дороже серого чугуна.
Белый чугун создается путем охлаждения определенных участков отливки, пока расплавленный чугун затвердевает в форме. Это быстрое затвердевание делает железо очень хрупким, поэтому мы не используем его для изготовления оснований или рам наших металлообрабатывающих станков. Однако вы можете увидеть белое железо, используемое в оборудовании для производства кирпича или глины.
Чугун с компактным графитом (вермикулярный) является более новым материалом. Заполняя белое пространство между серым и ковким чугуном, чугун с уплотненным графитом сочетает в себе некоторые свойства обоих. Благодаря добавлению магния, титана и редкоземельных элементов этот материал устойчив к усталости и может выдерживать высокие температуры.
Однако он может выдерживать только давление до 1500 фунтов на квадратный дюйм. Вот почему он используется в тормозных барабанах и выхлопных коллекторах автомобилей.
Ковкое железо представляет собой эволюционировавший белый чугун. После двухэтапного термического процесса его углеродные частицы превращаются в закаленный углерод. Это просто означает, что узелки имеют неправильную форму.
В результате получается более гибкий материал по сравнению с хрупким материалом из белого железа. Ковкий чугун, используемый в сельскохозяйственном оборудовании и строительной технике, лучше подходит для тяжелых работ.
Высоколегированный чугун определяется как любой серый, ковкий или белый чугун с содержанием легирующих элементов от 3% до 30%. Добавленные сплавы никеля и хрома обеспечивают более длительный срок службы железа и более высокую устойчивость к истиранию.
Чистка чугунного основания машины
Как и чугунную сковороду ваших бабушек и дедушек, никогда не следует мыть чугунное основание или раму машины водой с мылом. Это может привести к тому, что материал со временем начнет ржаветь. №
Вместо этого мы рекомендуем использовать чистящий раствор, специально предназначенный для удаления остатков с чугунных оснований. Сегодня на рынке представлено множество вариантов жидкостей для металлообработки.
Чугунные станки от Dake
Как уже упоминалось, все наши оправочные прессы в Dake имеют основание и раму из чугуна. К ним относятся однорычажные, храповые, составные и пневматические модели. В настоящее время мы предлагаем 5 однорычажных оправочных прессов грузоподъемностью от 1 до 3 тонн.
У нас есть 6 моделей прессов с храповым механизмом и усилием прессования от 3 до 5 тонн. У нас также есть 6 различных составных рычажных прессов с усилием от 6 до 15 тонн.
Наконец, наш небольшой пневматический оправочный пресс доступен в двух моделях с усилием прессования от 1000 до 2000 фунтов.
Хотите узнать больше о наших чугунных основаниях и рамах или запросить станок по индивидуальному заказу для своего следующего проекта? Свяжитесь с нашими экспертами здесь, в Dake.
Рекомендуемые артикулы
Рекомендуемые артикулы
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Чугун | Конструкция машин
Чугуны включают множество металлов, обладающих широким спектром свойств. Хотя чугун часто считается простым металлом для производства и спецификации, металлургия чугуна более сложна, чем металлургия стали и большинства других металлов.
| Скачать эту статью в формате .PDF Этот тип файла включает в себя графику и схемы высокого разрешения, если это применимо. |
Стали и чугуны в основном состоят из железа с углеродом в качестве основного легирующего элемента. Стали содержат менее 2, а обычно менее 1% углерода; все чугуны содержат более 2% углерода. Два процента — это примерно максимальное содержание углерода, при котором железо может затвердевать как однофазный сплав со всем раствором углерода в аустените. Таким образом, чугуны по определению затвердевают как гетерогенные сплавы и всегда имеют в своей микроструктуре более одного компонента. Помимо углерода, чугуны должны содержать еще и кремний, обычно от 1 до 3%; таким образом, они на самом деле представляют собой сплавы железа, углерода и кремния.
Высокое содержание углерода и кремния в чугунах придает им превосходные литейные свойства. Температура их плавления значительно ниже, чем у стали. Расплавленное железо более жидкое, чем расплавленная сталь, и менее вступает в реакцию с формовочными материалами. Образование графита меньшей плотности при затвердевании делает возможным изготовление изделий сложной формы. Однако чугуны не обладают достаточной пластичностью для прокатки или ковки.
Содержание углерода в железе является ключом к его отличительным свойствам. Осаждение углерода (в виде графита) во время затвердевания противодействует нормальной усадке затвердевающего металла, создавая прочные сечения. Графит также обеспечивает превосходную обрабатываемость (даже при износостойких уровнях твердости), гасит вибрацию и способствует смазыванию изнашиваемых поверхностей (даже в пограничных условиях смазывания). Когда большая часть углерода остается в соединении с железом (как в белом чугуне), присутствие твердых карбидов железа обеспечивает хорошую стойкость к истиранию.
В некоторых случаях микроструктура железа может полностью состоять из феррита — того же компонента, который делает низкоуглеродистые стали мягкими и легко обрабатываемыми. Но феррит железа отличается тем, что он содержит достаточно растворенного кремния, чтобы устранить характерную смолистую природу низкоуглеродистой стали. Таким образом, чугуны, содержащие феррит, не требуют добавок серы или свинца, чтобы их можно было легко обрабатывать.
Поскольку размер и форма отливки определяют скорость ее затвердевания и прочность, при выборе типа чугуна необходимо учитывать конструкцию отливки и процесс литья. В то время как большинство других металлов определяется стандартным химическим анализом, один анализ чугуна может дать несколько совершенно разных типов железа, в зависимости от практики литейного производства, формы и размера отливки, все из которых влияют на скорость охлаждения. Таким образом, железо обычно определяется механическими свойствами. Однако для применений, связанных с высокими температурами или требующих особой коррозионной стойкости, также могут быть указаны некоторые требования к анализу.
Изготовление моделей больше не является обязательным этапом производства чугунных деталей. Многие детали из серого, ковкого и легированного железа могут быть изготовлены непосредственно из прутка, который непрерывно отливается до формы, близкой к чистой. Этот метод «деталей без шаблонов» не только экономит время и деньги на изготовление моделей, но и обеспечивает однородно плотную мелкозернистую структуру, по существу свободную от пористости, песка или других включений. Ключами к однородной микроструктуре металла являются ферростатическое давление и контролируемое температурой затвердевание, которые являются уникальными для данного процесса.
Для каждого основного типа чугуна существует ряд марок с сильно различающимися механическими свойствами. Эти вариации вызваны различиями в микроструктуре металла, окружающего графит (или карбиды железа). В одной и той же отливке могут существовать две разные структуры. Микроструктуру чугуна можно контролировать с помощью термической обработки, но после образования графита он остается.
Перлитный чугун состоит из чередующихся слоев мягкого феррита и твердого карбида железа. Эта ламинированная структура, называемая перлитом, прочна и износостойка, но при этом вполне поддается механической обработке. По мере того, как слои становятся тоньше, твердость и прочность железа увеличиваются. Размер ламинирования можно контролировать путем термообработки или скорости охлаждения.
Чугуны, закаленные пламенем, индукционной закалкой или нагретые в печи с последующей закалкой в масле, содержат мартенситную структуру. При отпуске эта структура обеспечивает обрабатываемость с максимальной прочностью и хорошей износостойкостью.
Методы спецификации: Спецификации ASTM для чугунных отливок основаны на методе, отличном от метода SAE. Спецификации ASTM определяют свойства металла, которые должны быть получены в отдельно отлитом испытательном стержне соответствующего размера, который разливается в тех же условиях, что и отливки. Спецификации SAE, с другой стороны, требуют, чтобы микроструктура отливки соответствовала указанной марке металла и чтобы твердость каждой отливки в определенном месте находилась в пределах указанного диапазона.
В коммерческих целях спецификация ASTM чаще используется для общих инженерных приложений, где установлена прочность железа, необходимая для изготовления детали. Спецификации SAE обычно используются для большого количества литых деталей меньшего размера, таких как те, которые используются в автомобилях, сельскохозяйственном и холодильном оборудовании. В этих случаях пригодность той или иной марки железа устанавливается не только по конструктивным соображениям, но и по фактическим испытаниям в эксплуатации; цель спецификации состоит в том, чтобы гарантировать соответствие продукции, сопоставимой с теми, которые, по опыту, признаны удовлетворительными.
Серый чугун: Это перенасыщенный раствор углерода в железной матрице. Избыток углерода выпадает в виде чешуек графита. Серый чугун обозначается двузначным обозначением; Класс 20, например, определяет минимальную прочность на растяжение 20 000 фунтов на квадратный дюйм. Кроме того, серый чугун определяется поперечным сечением и минимальной прочностью специального испытательного стержня. Обычно поперечное сечение испытательного стержня совпадает или связано с особенно критическим сечением отливки. Эта вторая спецификация необходима, потому что прочность серого чугуна очень чувствительна к поперечному сечению (чем меньше поперечное сечение, тем выше скорость охлаждения и выше прочность).
Ударная вязкость серого чугуна ниже, чем у большинства других литых черных металлов. Кроме того, серый чугун не имеет четкого предела текучести (как определено классическими формулами) и не должен использоваться, когда постоянная пластическая деформация предпочтительнее разрушения. Еще одной важной характеристикой серого чугуна, особенно для точного машиностроения, является его способность гасить вибрации. Демпфирующая способность определяется в основном количеством и типом графитовых чешуек. По мере уменьшения содержания графита снижается и демпфирующая способность.
Высокая прочность серого чугуна на сжатие — в три-пять раз превышающая прочность на растяжение — может быть использована с пользой в определенных ситуациях. Например, размещение ребер на стороне сжатия пластины вместо стороны растяжения позволяет получить более прочный и легкий компонент.
Серый чугун обладает отличной износостойкостью. Даже более мягкие сорта хорошо работают при определенных пограничных условиях смазки (например, в верхних стенках цилиндров двигателей внутреннего сгорания).
Для увеличения твердости серого чугуна, предназначенного для абразивного износа, могут быть добавлены легирующие элементы, могут быть использованы специальные методы литья или термическая обработка чугуна. Серый чугун можно закалить пламенным или индукционным методами, или литейное производство может использовать охлаждение в форме для получения закаленных поверхностей «белого железа».
Типичные области применения серого чугуна включают блоки автомобильных двигателей, шестерни, маховики, тормозные диски и барабаны, а также основания машин. Серый чугун хорошо подходит для машиностроения из-за его хорошей усталостной прочности.
Ковкий чугун: Ковкий или шаровидный чугун содержит следовые количества магния, который, реагируя с серой и кислородом в расплавленном чугуне, выделяет углерод в виде небольших сфер. Эти сферы улучшают жесткость, прочность и ударопрочность ковкого чугуна по сравнению с серым чугуном. Различные марки производятся путем контроля структуры матрицы вокруг графита, либо в литом состоянии, либо путем последующей термообработки.
Для обозначения ковкого чугуна используется система обозначений, состоящая из трех частей. Обозначение типичного сплава 60-40-18, например, указывает минимальный предел прочности при растяжении 60 000 фунтов на квадратный дюйм, минимальный предел текучести 40 000 фунтов на квадратный дюйм и удлинение 18% на 2 дюйма.
Ковкий чугун используется в таких областях, в качестве коленчатых валов благодаря хорошей обрабатываемости, усталостной прочности и высокому модулю упругости; в тяжелонагруженных передачах из-за высокого предела текучести и износостойкости; и в петлях автомобильных дверей из-за его пластичности. Поскольку он содержит магний в качестве дополнительного легирующего элемента, ковкий чугун прочнее и устойчивее к ударам, чем серый чугун. Но хотя ковкий чугун также имеет более высокий модуль упругости, его демпфирующая способность и теплопроводность ниже, чем у серого чугуна.
По весу отливки из ковкого чугуна дороже серого чугуна. Однако, поскольку они обладают более высокой прочностью и обеспечивают лучшую ударопрочность, общая стоимость деталей может быть примерно одинаковой.
Хотя это не новая обработка ковкого чугуна, за последние 5-10 лет аустенитный отпуск становится все более известным инженерному сообществу. Закалка не дает такой же структуры, как в стали, из-за высокого содержания углерода и кремния в железе. Матричная структура ковкого чугуна после отпуска (ADI) отличает его от других чугунов, превращая его в отдельный класс конструкционных материалов.
С точки зрения свойств, матрица ADI почти вдвое превышает прочность обычного ковкого чугуна, сохраняя при этом превосходную ударную вязкость. Подобно ковкому чугуну, ADI — это не единственный материал; скорее, это семейство материалов, обладающих различными сочетаниями прочности, ударной вязкости и износостойкости. К сожалению, отсутствие стандартной спецификации материалов ограничивает их широкое распространение и использование. Чтобы помочь решить эту проблему, Общество ковкого чугуна предложило спецификации свойств для четырех марок аустенизированного ковкого чугуна.
В настоящее время ADI чаще всего применяется в транспортном оборудовании — автомобилях, грузовиках, железнодорожных и военных транспортных средствах. Ожидается, что такие же улучшенные характеристики и экономия затрат сделают эти материалы привлекательными для оборудования для других отраслей, таких как горнодобывающая промышленность, землеройные работы, сельское хозяйство, строительство и станкостроение.
Белый чугун: Белый чугун производится путем «охлаждения» выбранных участков отливки в форме, что предотвращает осаждение графитового углерода. Как серый, так и ковкий чугун можно охлаждать, чтобы получить поверхность из белого чугуна, состоящую из карбида железа или цементита, который является твердым и хрупким. Однако в отливках, которые полностью состоят из белого чугуна, состав чугуна выбирается в соответствии с размером детали, чтобы гарантировать, что объем задействованного металла может достаточно быстро затвердевать для образования структуры из белого чугуна.
Основным недостатком белого чугуна является его хрупкость. Это можно несколько уменьшить, уменьшив содержание углерода или тщательно разгрузив отливку для сфероидизации карбидов в матрице. Однако эти меры увеличивают стоимость и снижают твердость.
Кокили производят отливки с рабочими поверхностями из белого чугуна и сердечниками из более прочного и легко поддающегося обработке серого или ковкого чугуна. Во время охлаждения та часть отливки, которая должна сопротивляться износу, охлаждается металлическим или графитовым радиатором (охлаждением) в форме. Когда расплавленное железо контактирует с кокилью, оно затвердевает так быстро, что железо и углерод не могут диссоциировать.
Охлаждение не следует путать с термической закалкой, которая включает совершенно другой металлургический механизм. Белое железо, названное так из-за очень белого излома, может образоваться только при затвердевании. Он не размягчится, кроме как при длительном отжиге, и сохраняет свою твердость даже при температуре выше 1000°F.
Белые чугуны в основном используются для изделий, требующих износостойкости и стойкости к истиранию, таких как мельничные футеровки и сопла для дробеструйной очистки. Другие области применения включают железнодорожные тормозные колодки, прокатные валки, оборудование для смешивания глины и производства кирпича, а также дробилки и измельчители. Как правило, простой (нелегированный) белый чугун стоит меньше, чем другие чугуны.
Железо с уплотненным графитом: До недавнего времени железо с уплотненным графитом (CGI), также известное как вермикулярное железо, было главным образом лабораторной диковинкой. Давно известный как промежуточное звено между серым и ковким чугуном, он обладает многими благоприятными свойствами каждого из них. Однако из-за трудностей управления технологическим процессом и необходимости держать добавки в сплавах в очень жестких пределах, CGI было чрезвычайно трудно успешно производить в промышленных масштабах. Например, если бы добавка магния изменялась всего на 0,005%, результаты были бы неудовлетворительными.
Проблемы обработки были решены совместными усилиями компании Foote Mineral Co. и Британской ассоциации исследований чугуна. Пакет добавок к сплаву содержит основные легирующие ингредиенты — магний, титан и редкоземельные элементы — в точно нужных пропорциях.
Прочность деталей CGI приближается к прочности ковкого чугуна. CGI также обладает высокой теплопроводностью, а его демпфирующая способность почти такая же, как у серого чугуна; Сопротивление усталости и пластичность аналогичны свойствам ковкого чугуна. Обрабатываемость выше, чем у ковкого чугуна, а выход отливок высок, поскольку характеристики усадки и подачи больше похожи на серый чугун.
Сочетание высокой прочности и высокой теплопроводности предполагает использование CGI в блоках двигателей, тормозных барабанах и выпускных коллекторах автомобилей. Зубчатые пластины CGI заменили алюминий в шестеренных насосах высокого давления из-за способности железа сохранять размерную стабильность при давлении выше 1500 фунтов на квадратный дюйм.
Ковкий чугун: Ковкий чугун представляет собой белый чугун, который был преобразован путем двухступенчатой термической обработки в состояние, при котором большая часть содержащегося в нем углерода находится в виде узелков графита неправильной формы, называемых отпускным углеродом. Полученные свойства противоположны свойствам белого железа, из которого он получен. Вместо того, чтобы быть твердым и хрупким, он податлив и легко обрабатывается. Отливки из ковкого чугуна обычно стоят немного меньше, чем отливки из ковкого чугуна.
Три основных типа ковкого чугуна: ферритный, перлитный и мартенситный. Ферритные марки лучше поддаются механической обработке и пластичны, тогда как перлитные марки прочнее и тверже. Как правило, мартенситные сорта группируются с перлитными материалами; их можно рассматривать как продолжение (на более высоком конце диапазона прочности) перлитного ковкого железа.
В отличие от ферритного ковкого чугуна, в микроструктуре которого отсутствует связанный углерод, перлитный ковкий чугун содержит от 0,3 до 0,9% углерода в комбинированной форме. Поскольку этот компонент может быть легко преобразован в самую твердую форму связанного углерода простым нагревом и закалкой, отливки из перлитного ковкого чугуна могут быть выборочно упрочнены. Глубина закалки определяется скоростью подвода тепла, временем при температуре и скоростью закалки. Термическая обработка может обеспечить твердость поверхности примерно до значения С по шкале Роквелла 60.
Углерод в ковком чугуне помогает удерживать и сохранять смазочные материалы. В условиях экстремального износа перлитная поверхность ковкого железа стирается с образованием безвредных частиц микронного размера, которые наносят меньший вред, чем другие типы частиц железа. Пористая поверхность из ковкого железа задерживает абразивный мусор, скапливающийся между поверхностями подшипника. Желчные прожилки могут образовываться на ковком железе, но истирание обычно не прогрессирует.
Отливки из ковкого чугуна часто используются для изготовления подшипниковых поверхностей, работающих в тяжелых условиях, в автомобилях, грузовиках, железнодорожном подвижном составе, сельскохозяйственной и строительной технике. Перлитные марки обладают высокой износостойкостью, их твердость варьируется от 152 до более чем 300 Bhn. Однако применение ограничено отливками относительно тонкого сечения из-за высокой степени усадки и необходимости быстрого охлаждения для производства белого чугуна.
Высоколегированные чугуны: Высоколегированные чугуны представляют собой ковкие, серые или белые чугуны, содержащие от 3 до более 30% легирующих элементов. Свойства, полученные специализированными литейными цехами, значительно отличаются от свойств нелегированных чугунов. Эти утюги обычно определяются химическим составом, а также различными механическими свойствами.
Белые высоколегированные чугуны, содержащие никель и хром, образуют микроструктуру с мартенситной матрицей вокруг первичных карбидов хрома. Эта структура обеспечивает высокую твердость с чрезвычайной износостойкостью и стойкостью к истиранию. Чугуны с высоким содержанием хрома (обычно около 16%) сочетают износостойкость и стойкость к окислению с ударной вязкостью.