Сварочные выпрямители определение
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
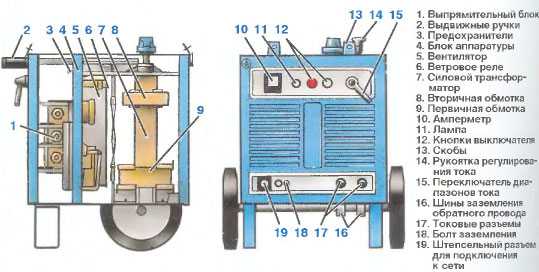
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
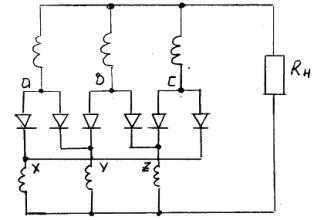
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
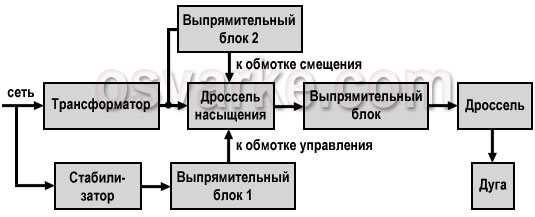
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
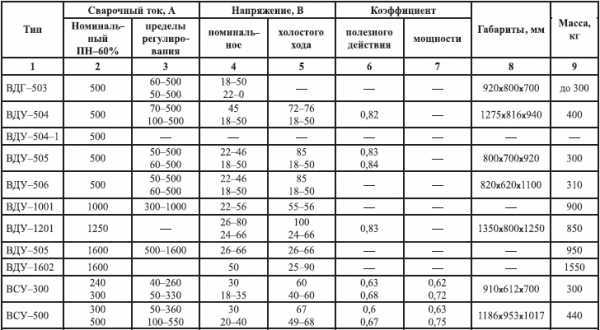
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
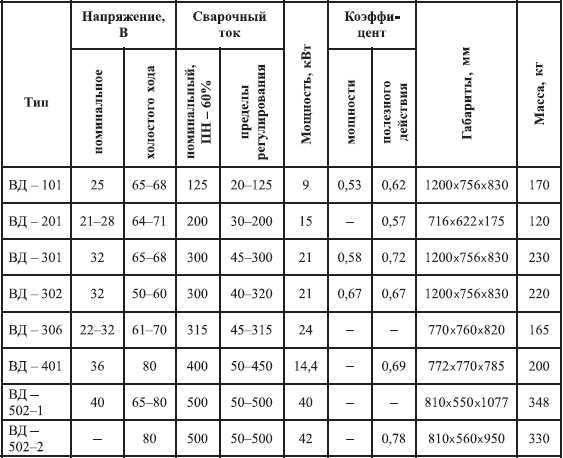
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Следующая глава
info.wikireading.ru
Тема 1.4. Сварочные выпрямители
ЛЕКЦИЯ №6
Тема 1.4. Сварочные выпрямители
План
1. Классификация сварочных выпрямителей2. Функциональная блок-схема сварочного выпрямителя 3. Условия работы полупроводниковых вентилей4. Трехфазная мостовая схема выпрямителя
Литература:
1. И.В. Гуменюк, О. Ф. Иваськов, О. В. Гуменюк Технология электродуговой сварки. — Киев: Грамота, 2007
2. Китаев A.M., Китаев Я.А. Справочная книга сварщика. — М.: Машиностроение,990
3. 3. Шебеко Л.П. Оборудование и технология дуговой автоматической и полуавтоматической сварки, — Москва «Высшая школа» 1986
1 Классификация сварочных выпрямителейОсновные параметры сварочных выпрямителей регламентированы ГОСТ 13821—77 «Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Технически
www.samsvar.ru
Классификация и устройство сварочных выпрямителей
 Сварочным выпрямителем называют устройство, являющееся источником постоянного тока. Конструктивно выпрямитель состоит из:
Сварочным выпрямителем называют устройство, являющееся источником постоянного тока. Конструктивно выпрямитель состоит из:
— трансформатора,
— блока полупроводниковых вентилей;
— аппаратуры, регулирующей величину сварочного тока.
Классификация выпрямителей осуществляется в зависимости способа регулировки сварочного тока:
— с помощью дросселя;
— регулируемого трансформатора;
— тиристорами.
Блоки выпрямителей создаются на базе силовых диодов либо тиристоров. Первые проводят ток лишь в одном направлении, при этом управлять его величиной невозможно. Тиристоры являются не полностью управляемыми элементами, их нельзя включить пока напряжение на электродах не снизится до 0. Управляемыми проводниками считаются транзисторы (триоды), но их использование в сварочных выпрямителях не распространено.
В виду наличия ЭДС самоиндукции в сварочных схемах могут возникать пики напряжения (перенапряжения), которые могут привести к пробою полупроводников. Поэтому с целью исключения такой вероятности выпрямительные блоки шунтируют R-C- цепью.
По конструктивному исполнению схемы сварочных выпрямителей бывают 1 и 3-х-фазные.
Однофазные схемы в выпрямителях используют обычно при незначительных мощностях. Трехфазные схемы обеспечивают меньшую пульсацию сварочного тока.
Схема Ларионова
В трехфазных блоках выпрямления используют мостовую схему соединения диодов. В таких схемах пульсация напряжения составляет 300Гц.
Принцип работы
В анодной группе включаются диоды с высоким потенциалом, а в катодной – с низким. Т. е. открытыми являются диоды – с наибольшими положительным и отрицательным потенциалами, и в течении 1/3 периода каждый вентиль работает с двумя другими другой группы. Данная схема используется почти во всем сварочном оборудовании, номинальный ток у которых не превышает 500А.
Трехфазная кольцевая схема выпрямления
Для ее исполнения трансформатор выпрямителя должен включать две группы вторичных обмоток, включенных по схемы звезды со сдвигом по фазе на полпериода. Пульсация напряжения в такой схеме также равна 300Гц.
Принцип работы
При переключении диода переключается и одна из обмоток в цепи выпрямления. Каждая обмотка будет включена в течении 1/3 периода. Главным недостатком такой схемы выпрямления является требование об использовании более дорогостоящего и сложного трансформатора.
Шестифазная схема выпрямления с реактором
Для ее создания трансформатор на вторичной стороне должен иметь две идентичные группы обмоток, включенных по схеме звезды и сдвинутых на 1/2 периода. Также с целью организации параллельной работы в цепь включают симметричный дроссель (реактор).
Принцип работы
Для каждой звезды поочередно включаются диоды с наибольшим положительным потенциалом. Данная схема используется для сварочных выпрямителей значительной мощности (1000А и выше).
Выпрямитель, регулируемый трансформатором.
Конструктивно состоит из:
— силового трансформатора;
— блока выпрямителей;
— пускозащитной аппаратуры.
Регулировка реализуется одновременным переключением вторичных обмоток со схемы «звезды» в «треугольник» и наоборот. В области ступеней регулировка производиться при изменении расстояния между переключающимися обмотками. Подобные устройства при промышленном производстве собирают на кремниевых диодах. Управление работой схемы осуществляется магнитным пускателем.
Защитная аппаратура не допускает включение схемы, если нет достаточного охлаждения блока, а также ели один из диодов работает неисправен.
По такой схеме работает выпрямитель ВД-306, которые считаются наиболее простыми в изготовлении и использовании. К числу недостатков относят отсутствие возможности стабилизации при изменении величины питающего напряжения, отсутствие возможности управления на расстоянии.
pue8.ru
Выпрямитель сварочный


Традиционные сварочные трансформаторы переменного тока долгие годы оставались наиболее распространенными устройствами, применяемыми для осуществления сварочных работ. Популяризации этих устройств способствовали их доступность, низкая стоимость, простота и надежность эксплуатации. Однако наряду с указанными преимуществами, у них были и серьезные недостатки, такие как недостаточно высокое качество получаемого шва, отсутствие возможности сваривания нержавеющих сталей и цветных металлов, значительная масса. Развитие полупроводниковых технологий позволило разработать принципиально новое устройство для сварки металлов – сварочный выпрямитель, в схеме которого реализован принцип выпрямления переменного тока.
Устройство сварочного выпрямителя
В стандартной схеме выпрямителя для проведения дуговой сварки присутствуют следующие элементы:

- Силовой трансформатор
- Выпрямительный блок
- Полупроводниковые вентили
Силовой трансформатор в сварочном выпрямителе выполняет роль преобразователя силовой энергии в ток, необходимый для обеспечения сварочного процесса. Помимо того, в этом узле осуществляется понижение напряжения до необходимого уровня. В однопостовых устройствах, как правило, устанавливаются трехфазовые трансформаторы, так как однофазные схемы инициируют значительную пульсацию выходного напряжения, что способствует снижению качественных показателей. Электрический ток из трансформатора поступает в трех- или однофазный выпрямительный блок. Наиболее часто в сварочных выпрямителях реализуется трехфазная мостовая схема, обеспечивающая бесперебойное горение сварочной дуги и равномерное регулирование нагрузок. Таким образом, трехфазный сварочный выпрямитель предоставляет оптимальные возможности для проведения наиболее ответственных сварочных процессов. Роль полупроводниковых вентилей в устройстве заключается в пропуске тока в преобразовании переменного тока в постоянный. Вентили бывают двух типов – селеновые и кремниевые. Селеновые вентили отличаются низкой стоимостью и достаточно высокой устойчивостью к перегрузкам. Однако у них имеется и недостаток – низкий КПД. Селеновыми вентилями комплектуются аппараты с жесткой и падающей характеристиками. Кремниевые вентили выделяются своими высокими КПД и энергетическими параметрами. Недостатком этого типа вентилей является неустойчивость к перегрузкам и необходимость их охлаждения вентиляторами.

Типы сварочных выпрямителей
По типу своей внешней характеристики сварочные выпрямители подразделяются на три вида:
- Устройства с крутопадающими характеристиками. Они предназначены для проведения ручной сварки и соединения заготовок посредством неплавящихся электродов в среде защитных газов.
- Выпрямители с пологопадающими характеристиками.
- Универсальные аппараты, позволяющие получать различные внешние характеристики. Сварочный выпрямитель универсал может применяться как для ручной дуговой сварки, так и для автоматических работ с плавящимися и неплавящимися электродами в различных средах.
Виды сварочных выпрямителей
По своей конструкции выпрямители подразделяются на однопостовые и многопостовые.

Однопостовые сварочные выпрямители предназначены для подключения одного кабеля, питающего электрод. При подключении большего количества кабелей срабатывает автоматическая блокировка, так как эти устройства не выдерживают большей нагрузки. Однопостовые сварочные выпрямители выпускаются как в однофазном, так и в трехфазном решении. Однофазные выпрямители оптимальны для сварщиков-любителей, приобретающих их для работы дома и на даче. Однопостовой трехфазный сварочный выпрямитель можно использовать на производстве при выполнении небольших объемов работ.
Многопостовые сварочные выпрямители, в зависимости от модели, поволяют подключать одновременно от двух до девяти кабелей, питающих электроды. Как правило, подобные аппараты устанавливаются на крупных производствах, что позволяет снизить расходы на оборудование сварочных постов.
Преимущества сварочного выпрямителя
Как было отмечено выше, осуществление сварки на постоянном токе обладает рядом серьезных преимуществ, что способствует популяризации сварочных выпрямителей.
Так, из-за отсутствия нулевых значений эти устройства обеспечивают стабильность горения дуги, благодаря чему растет глубина плавления свариваемых элементов, снижается разбрызгивание расплавленной массы, повышается качество и надежность сварного шва. Эти качества превращают сварку на постоянном токе предпочтительной для соединения наиболее ответственных деталей и конструкций.
Помимо того, технические характеристики сварочных выпрямителей позволяют сваривать сплавы из цветных металлов, титан, чугуны различных марок, термоустойчивые стали высокого легирования.
Эксплуатация сварочных выпрямителей
Приступать к эксплуатации выпрямителей следует после внимательного ознакомления с паспортами, прилагающимися к устройствам. В паспортах содержится вся информация, необходимая для правильного подключения и безопасной эксплуатации выпрямителя.
Эксплуатация сварочного выпрямителя проводится лицами, имеющими соответствующий допуск по электробезопасности, а его наладку и подключение к сети должен проводить монтажник, имеющий не ниже третьей группы по электробезопасности.
На стройплощадках сварочные выпрямители должны устанавливаться в мобильных машинных помещениях, защищенных от проникновения посторонних лиц и возможных повреждений. На производствах они устанавливаются в специально отведенных блоках.
Далее представим несколько наиболее популярных моделей выпрямителей, производства ведущих мировых компаний.
Универсальный аппарат предназначен для ручной дуговой сварки. Питаясь переменным или постоянным током 220 или 380 вольт, он способен выдавать сварочный ток в диапазоне от 10 до 220 ампер. Наличие ступенчатого регулятора позволяет выбирать необходимые параметры тока при работе с заготовками различной толщины. Благодаря встроенному термостату работа устройства моментально блокируется в случае возникновения нерасчетных перегрузок и перегрева. Аппарат оптимален для сваривания различных марок нержавеющих сталей и чугунов.
Сварочный выпрямитель, предназначенный для ведения полуавтоматической дуговой сварки плавящимся электродом в среде защитных газов с применением флюсов. Подача плавящегося металлического электрода в автоматическом режиме и наличие ступенчатого регулятора позволяют оптимизировать работу оператора. Аппарат оснащен системой принудительного охлаждения, предотвращающей его перегрев при повышенных нагрузках.
Мощное универсальное устройство для промышленной эксплуатации, способное осуществлять сварку неплавящимися вольфрамовыми электродами. Эксплуатация этого выпрямителя позволяет решать широкий спектр задач, среди которых сварка цветных металлов и сплавов, титана, нержавеющих сталей и прочих «трудных» металлов. Выпрямитель комплектуется регулятором и цифровым дисплеем, на котором отображаются все необходимые рабочие параметры.
svarkagid.com
Виды сварочных аппаратов: обзорная информация
Желающему обуздать сварочное дело, либо уже опытному профессиональному сварщику всегда интересно знать, каким образом можно усовершенствовать работу, сделать ее проще и удобнее. В связи с этим выделим и рассмотрим основные виды сварочных аппаратов.
Виды аппаратов для сварки
Опираясь на конструктивные особенности, а также принцип действия современных сварочных аппаратов можно выделить определенные типы сварочных аппаратов.
Типы аппаратов для сварки:
- Сварочный трансформатор;
- Сварочный выпрямитель;
- Сварочный инвертор;
- Сварочный полуавтомат;
- Сварочный аппарат для аргонодуговой сварки;
- Сварочный агрегат.
Сварочный трансформатор

Определение
Трансформатор для сварки – аппарат, преобразующий электрический ток, регулирующий данный показатель для устойчивого питания электрической дуги.
Принцип действия
На сердечнике-магнитопроводе такого аппарата размещается первичная и вторичная обмотки, которые находятся в неподвижном состоянии. Также одна обмотка может быть закреплена статично, в то время как другая свободно перемещаться по сердечнику относительно первой.
За счет подобного перемещения производится регулировка электрического тока. Другие способы регулировки сварочного тока также могут иметь место. Сварочный трансформатор работает в качестве понижающего трансформатора.
Достоинства и недостатки
Стоит выделить следующие преимущества трансформатора для сварки:
- Конструктивная простота;
- Простота использования;
- Высокая надежность;
- Низкая стоимость;
- Легкость в обслуживании.
Недостатки:
- Значительные габариты;
- Значительная масса.
Вывод
Сварочный процесс достигается путем применения переменного тока, что негативно сказывается на качественном показателе сварного шва по окончании работы. Имеются некоторые сложные моменты в процессе удержания электрической дуги в работе. Аппарат трансформаторного типа применяется зачастую для соединения деталей из низколегированных сталей.
Сварочные выпрямители

Определение
Аппараты представляют собой источник питания, который состоит из трансформатора с регулирующим устройством, а также выпрямительного блока.
Принцип действия
Принципиальная работа устройства основана на питании электрической дуги постоянным током, который протекает через вторичную обмотку и проходит через выпрямительный блок кремневых или селеновых выпрямителей. Чтобы получить ножную характеристику, устройство данного типа достаточно часто оснащается дополнительным дросселем.
Стоит отметить, что дуга подобных устройств обладает достаточной стабильностью, непрерывностью, с помощью чего сварщик получает возможность выполнять качественную сварку. Аппарат доступен для работы даже новичку в сварочном деле.
Преимущества:
- Выпрямитель дает возможность производить качественную работу, при этом сварщику не обязательно иметь навыки;
- В условиях применения аппарат с необходимой комплектацией, а также оборудованием, устройство может соединять чугунные детали, и даже элементы цветных металлов;
- Стабильное горение дуги;
- Возможность соединения низколегированных и нержавеющих сталей.
Вывод
Выпрямительный сварочный аппарат позволяет осуществлять работу с различными материалами, а, следовательно, является отличным помощником, как в хозяйстве, так и в профессиональной деятельности.
Сварочный инвертор

Определение
Сварочный аппарат инверторного типа – устройство, работающее с повышенной частотой.
Принцип действия
Устройство создавалось для сварки в условиях стабильного напряжения, вызванного применение электрогенераторов, а также длинных соединительных проводов. Аппараты инверторного типа зачастую оборудованы защитой от перепадов напряжения сети, прилипания электродов. Доступна функция «горячий старт», облегчающая сварку. Также за отсутствием перегрева аппарата следит автоматический стабилизатор мощности.
Современные инверторы способны работать в условиях перепадов напряжений в диапазоне 160-270 В. Также стоит отметить, что многие из них оснащаются вентиляционной системой охлаждения. Таким образом, становится возможным использование устройства относительно сцепления тяжелых конструкций, при значительных нагрузках, в промышленных условиях. По сути, инвертор – универсальный сварочный аппарат.
Преимущества:
- Существенное повышение КПД источника питания за счет высокотехнологичной составляющее инвертора;
- Незначительная масса и габариты;
- Высокочастотные устройства дают возможность обеспечивать отличные технологические свойства, а также предел регулирования;
- Высокая устойчивость электрической дуги;
- В результате сварки производится качественный и ровный сварной шов;
- Возможность работы с широким диапазоном токов;
- Возможность работы в условиях высокой нагрузки;
- Простота и удобство применения;
- Способность сварки помощью всех известных типов электродов.
Вывод
Аппарат инверторного типа допускает возможность эксплуатации в профессиональной, любительской деятельности.
Полуавтомат
Определение
Сварочный полуавтомат эксплуатируется с помощью постоянного или импульсного тока в среде защитных газов, либо с применением специализированной проволоки без участия газовой среды.
Принцип действия
Из механизма подачи электродная проволока поступает посредством гибкого шланга в держатель, который находится в руке сварщика. В одно время с проволокой по рукаву подается защитный газ (аргон, углекислый газ или их смесь). Отсутствие необходимости баллона при использовании специальной защитной проволоки вполне допустимо.
Достоинства:
- Высококачественный сварной шов;
- Незначительные брызги;
- Высокая производительность;
- Возможность сваривания тонких металлов.
Вывод
Аппараты широко применяются при ремонте автомобилей. Типы аппаратов при кузовных работах позволяют не снижать стойкость к коррозии, а также прочность. Качественный шов после работы аппаратом не испытывает потребность в очистке от окалины флюса.
Аппарат для аргонодуговой сварки
Определение
Аппарат данного типа в работе применяет вольфрамовые неплавящиеся электроды, а в роли защитного газа выступает аргон, либо гелий.
Принцип работы
Во время сварки может применяться присадочная проволока. Установка аргонодуговой сварки работает на постоянном токе, переменном или импульсном. Скрепление деталей достигается путем использования вольфрамовых неплавящихся электродов. Защищающая газовая среда – аргон или гелий. Основное предназначение аппарата – сварка нержавеющих сталей, алюминия, латуни, меди, титана, а также сплавов магния.
Достоинства и недостатки
Преимущества:
- Исключительное качество сварного шва;
- Возможность сварки различных металлов и сплавов.
Недостатки:
- Сложность настройки аппарата;
- Требования к квалификационному уровню сварщика.
Вывод
Если имеется необходимость сварки цветных металлов наряду с высоким профессионализмом, аппарат предназначен именно для Вас.
Сварочные агрегаты

Определение
Сварочный агрегат – аппарат с автоматическим питанием. В некоторых случаях сварочный агрегат — достаточно выгодное устройство.
Принцип действия
Конструкция аппарата содержит достаточно сложное электромеханическое устройство, которое объединяет в себе двигатель внутреннего сгорания, мощный генератор, механическую энергию, полученную за счет вращения коленчатого вала двигателя, а также необходимые системы обеспечения его эксплуатации.
Механическая энергия, полученная за счет вращения коленчатого вала двигателя, преобразуется генератором в требуемый параметр (электрический ток) посредством выпрямителя. Показатели выпрямителя, в свою очередь, отвечают за стабильность горения сварочной дуги.
Достоинства и недостатки
Преимущества:
- Возможность использования при отсутствии централизованного электрического снабжения;
- Высокое качество сварки.
Недостатки:
- Значительные габариты;
- Большая масса;
- Сложность использования.
Вывод
Применения в бытовых условиях сварочного генератора достаточно неудобно. Однако в условиях отсутствия электроэнергии генератор – незаменимый аппарат.
Похожие статьиgoodsvarka.ru
2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В).
Сварочный
трансформатор состоит из корпуса 1,
внутри которого укреплён замкнутый
магнитопровод 4 (сердечник), собранный
из отдельных пластин, отштампованных
из тонкой (0,5 мм) листовой электротехнической
стали. На боковых стержнях магнитопровода
расположены катушки первичной 12 и
вторичной 11 обмоток трансформатора.
Катушки первичной обмотки укреплены
неподвижно и включаются в сеть переменного
тока. Катушки вторичной обмотки подвижны
и от них сварочный ток подаётся на
электрод и изделие. Провода сварочной
цепи присоединяются к зажимам 2. Сварочный
ток плавно регулируется изменением
расстояния между первичной и вторичной
обмотками. Для этой цели служит
вертикальный винт 9 с ленточной резьбой,
который оканчивается рукояткой 5. При
вращении рукоятки по часовой стрелке
вторичная обмотка приближается к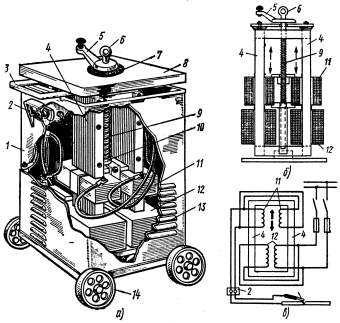 первичной, магнитная связь между ними
увеличивается. И сварочный ток растёт.
Для установления необходимого сварочного
тока на крышке 8 корпуса трансформатора
расположена шкала 7.
первичной, магнитная связь между ними
увеличивается. И сварочный ток растёт.
Для установления необходимого сварочного
тока на крышке 8 корпуса трансформатора
расположена шкала 7.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
С
Рисунок 1.
Сварочный трансформатор
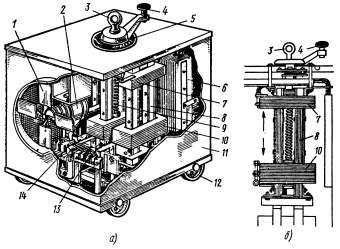
варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.Сварочный выпрямитель
Рисунок 2.
Сварочный выпрямитель
 снижает
напряжение сети до необходимого рабочего,
а также служит для регулирования
сварочного тока путем изменения
расстояния между первичной и вторичной
обмотками. Катушки вторичной обмотки
неподвижны и закреплены у верхнего
ярма. Катушки первичной обмотки подвижны.
Сердечник трансформатора собран из
пластин электротехнической стали.
Внутри сердечника проходит ходовой
винт с закрепленным внизу подпятником.
В верхнюю планку крепления первичной
обмотки запрессована ходовая гайка.
При вращении рукоятки ходового винта
вертикально перемещается ходовая гайка,
а следовательно, и катушки первичной
обмотки.
снижает
напряжение сети до необходимого рабочего,
а также служит для регулирования
сварочного тока путем изменения
расстояния между первичной и вторичной
обмотками. Катушки вторичной обмотки
неподвижны и закреплены у верхнего
ярма. Катушки первичной обмотки подвижны.
Сердечник трансформатора собран из
пластин электротехнической стали.
Внутри сердечника проходит ходовой
винт с закрепленным внизу подпятником.
В верхнюю планку крепления первичной
обмотки запрессована ходовая гайка.
При вращении рукоятки ходового винта
вертикально перемещается ходовая гайка,
а следовательно, и катушки первичной
обмотки.Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
С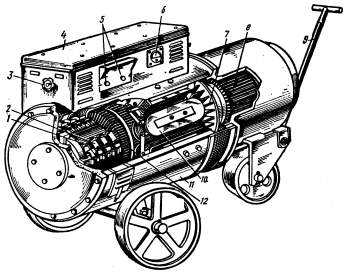
Рисунок 3. Сварочный преобразователь
варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам («+»и «-«). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
studfiles.net