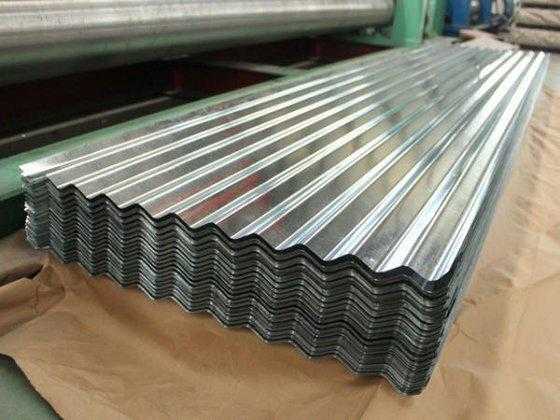
Оцинкованный металлопрокат – применение и преимущества

Металлы, прошедшие обработку цинком, считаются самыми долговечными изделиями. Данный факт обусловлен антикоррозийными свойствами цинкового покрытия. В связи с этим оцинкованный металлопрокат экономичен в использовании, так как имеет довольно длительный срок эксплуатации. Цена за дополнительную обработку со временем окупается в разы, ведь изделия, покрытые цинком, могут прослужить в течение долгого периода времени без каких-либо затрат на дополнительную обработку и уход.
Где применяется оцинкованные металлы?
Изделия, обладающие цинковой защитой, могут использоваться в различных областях промышленности и строительства. Они незаменимы при монтаже металлических конструкций, используются для обустройства кровельных сооружений, заборов, настилов, ограждений и т. д. Оцинкованный металлопрокат пользуется широким спросом при постройках городской инфраструктуры.
Преимущества оцинкованных изделий
Оцинкованный металлопрокат
- Самое основное преимущество – это высокий уровень устойчивости к коррозии. Изделия, покрытые цинком, могут сохранить свой первозданный вид от 30 до 120 лет.
- Стойкий защитный барьер от неблагоприятных условий окружающей среды. Цинковому покрытию не страшны выраженные перепады температур, соприкосновение с влагой, механическое воздействие.
- Экономия при затратах на оцинкованные изделия. Цена за тонну металлопроката с цинковым покрытием существенно отличается в меньшую сторону от стоимости изделий из других материалов с такими же положительными характеристиками.
- Низкая теплопроводность. Особенно ценится такое свойство металлов при оборудовании кровли, профессиональных настилов, панелей домов.
- Безупречный внешний вид. При холодном цинковании можно придать изделию благородство материала и декоративность. Можно выбрать любой оттенок оцинковки, чтобы покрытие наиболее выигрышно смотрелось и приобрело декоративные свойства.
Как происходит процесс оцинковки металлов?
На сегодняшний день цинкование металлических изделий предполагает два метода: холодное и горячее.
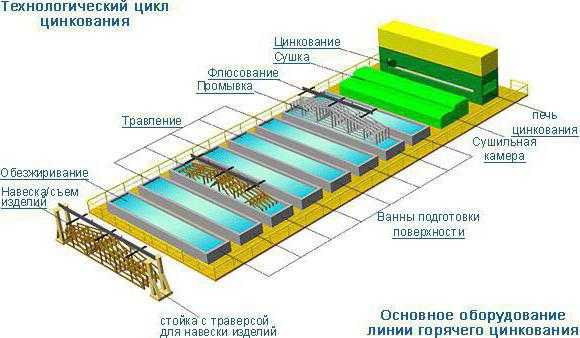
Горячее цинкование происходит посредством расплавленного цинка. Изделия проходят специальную обработку:
- На начальном этапе конструкции очищают и обезжиривают специальными растворами. Зачистка металлов может проходить пескоструйным способом.
- Далее изделия промывают в больших ваннах – ёмкостях для цинкования.
- После промывки следует процесс травления, чтобы удалить все окислы для лучшего соединения цинка с металлической поверхностью.
- Изделие вновь промывают, удаляя химические вещества.
- Металлопрокат флюсуют.
- Конечный этап предварительной обработки содержит просушивание изделий.
После подготовительных процедур приступают к непосредственному горячему цинкованию. Изделия погружаются в расплавленный цинк при температуре 460 градусов. Толщина покрытия зависит от скорости погружения металлов в горячую смесь. Далее изделия вынимают из ванн и охлаждают диффузорным способом. На выходе получаются металлы с устойчивым защитным покрытием.
Примечательно, что цинк обладает способностью к самовосстановлению. Это означает, что ежегодно происходит зарастание повреждений. Этот процесс продолжается до полного исчезновения цинкового покрытия до последнего атома. Цинковое покрытие, полученное горячим способом, может прослужить в течение 120 лет в обычных условиях.
Холодное цинкование является самым простым и доступным методом для защиты металлов от коррозии. Единственный недостаток такого способа обработки – невозможно получить такой же толстый слой цинка, как при горячем цинковании. Основным принципом нанесения цинка холодным способом является покрытие металлов специальными составами, с наибольшим процентом цинкосодержащей смеси – до 95%.
Купить оцинкованный металлопрокат в Москве можно у нашей компании. Цены вас приятно порадуют.
Доставка осуществляется во многие российские города и регионы, среди которых и такие как:
- Екатеринбург
- Челябинск
- Первоуральск
- Тюмень
- Курган
- Нижний Тагил
- Серов
- Пермь
- Тобольск
- Сургут
- Ханты-Мансийск
- Уфа
- Ижевск
- Казахстан
ecm-zink.ru
Лиcты оцинкованной cтали: виды, cвойcтва и оcобенноcти

Проблема коррозии стальных конструкций
Многие металлы при взаимодействии с кислородом воздуха вступают в реакцию окисления, вследствие чего на поверхностях деталей и заготовок образуется тонкий плёночный слой. Некоторые металлы, типа алюминия, олова или цинка, имеют плёнку плотную и стойкую, которая не даёт кислороду проникнуть вглубь материала. У железа (как и у стали) данный процесс выглядит иначе, так как образующиеся на поверхностях гидроксиды получаются рыхлее и объёмнее основного металлического массива. Из-за этого, вместо хорошо держащейся плёнки, получаются отслаивающиеся хлопья и коржи – иными словами «ржавчина». Соответственно, никакой защиты нет, процесс коррозии продолжается без остановки.
В результате коррозионного разрушения стальные детали истончаются. Из-за этого они теряют свои несущие способности. Собранные в конструкцию, они перестают плотно прилегать друг к другу, вызывая локальные перегрузки на отдельных участках и разрушения. Металлические покрытия и резервуары теряют герметичность, из-за чего возникают протечки.
Нанесение и работа цинкового покрытия как решение
Очевидно, что без защиты обычную чёрную сталь эксплуатировать нельзя. Необходимо как-то устранить доступ кислорода и воды к железу. Некоторого эффекта можно добиться различными вариантами окраски, но он будет слишком недолговечным и вообще не всегда действенным. Но если нанести на поверхность стальной заготовки слой цинка, то он станет буфером на пути вредных для стали: воды и кислорода.
Существует несколько методов создания цинковых прослоек, начиная от холодного способа (когда защита наносится по типу покраски), заканчивая технологией гальванической обработки листа в электролитических растворах с содержанием цинка. Однако при создании оцинкованной листовой стали, в первую очередь предназначенной для последующего использования в строительном деле, наиболее эффективным и выгодным методом является «горячее цинкование».
Лист, оцинкованный горячим способом, производится согласно ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия). Суть метода заключается в том, что на предприятии рулонный лист (марка стали используется обычно 10кп, 08Ю, 08пс, 08кп, 08пс и другие) протягивается через ванну с расплавом цинкосодержащего состава (кроме цинка марки Ц1, Ц2 или Ц0 входит также алюминий, свинец…), разогретого примерно до 450-480 градусов Цельсия. При такой температуре цинк хорошо смачивает сталь, и посредством диффузии проникает в наружные слои стальной заготовки. Полученная плёнка не просто хорошо держится на поверхности основного металла, но она становится со сталью единым целым. По сравнению с гальваническим способом , горячее цинкование создаёт защитный слой намного толще.
Лист оцинкованный ГОСТ получается намного более долговечным чем, допустим, окрашенный, ведь его защитная прослойка не даёт сколов при ударах, не трескается при изгибах и растягиваниях и т.д. При воздействии кислорода и воды цинк первым вступает в так называемую «жертвенную» реакцию оставляя сталь нетронутой, кроме того он создаёт патину, предотвращающую электромеханическую коррозию.
Каковы преимущества и недостатки оцинкованного металла
К плюсам использования «оцинковки» следует отнести:
- Увеличенный срок службы изделий по сравнению с чёрным металлом (долговечность достигает нескольких десятков лет). Лист становится стойким к увлажнению, может применяться на улице без покрытия ЛКМ.
- Цинкование спасает чёрный металл от нескольких видов коррозии.
- Покрытие из цинкового сплава очень прочно соединяется со стальным «сердечником», не трескается при изгибах, не скалывается при ударных нагрузках, как краска. Оно хорошо противостоит истиранию. Покрытие часто имеет ещё большую прочность, чем сама сталь, поэтому улучшает стойкость листа к локальным механическим нагрузкам и абразивному износу.
- Цинк является безопасным экологически.
- Покрытие имеет способность к «самовосстановлению» при появлении царапин, раковин и выработок. Там, где изделие режется, где проходит крепёж, или выполняется перфорация – цинк затягивается.
- Цена оцинкованного листа значительно ниже, чем аналогичного по рабочим характеристикам изделия из нержавейки.
- Многие люди находят матовую металлизированную поверхность оцинковки привлекательной.
Минусы оцинкованной стали скорее условны, но они есть:
- С каждым годом открытая деталь теряет некоторую толщину слоя цинка.
- Оцинкованный металл сложно варить.
- Для покраски оцинкованных листов, требуется выполнять дополнительные подготовительные операции.
Ключевые характеристики оцинкованного листового проката
Нюансы классификации оцинковки и принципы разделения подобной продукции на сорта описаны в ГОСТ 14918-80. Рассмотрим основное.
Толщина основного металла. Как правило, для строительных нужд цинкованию горячим способом подвергаются листы стальные холоднокатаные толщиной от полмиллиметра до 3 мм. Но также довольно популярна оцинковка толщиной 0,35-0,45 мм, которая может считаться лучшим вариантом для использования без нагрузок. Для кровельных работ, где нагрузки имеются и нормируются, предпочтительнее использовать материал от 0,5 до 1 мм, а для последующего производства, например перфорированного крепежа – применяют лист толщиной в 1,5-2,5 мм.
Толщина и равномерность нанесения цинка. Очень важно знать, что цинковый защитный слой со временем «изнашивается». На скорость протекания данного процесса могут существенно влиять эксплуатационные условия, поэтому, чем большей толщины будет покрытие, тем больший срок сможет отслужить материал. Чтобы точнее отобразить качество и прогнозируемую долговечность цинкового слоя, в расчёт берётся не только толщина пассивной защиты, но также удельная масса покрытия. Согласно данным критериям нормативные документы предлагают выделять 3 класса оцинкованных листов по толщине покрытия.

|
Класс стали по толщине цинкового слоя |
Масса защитной прослойки, имеющейся с обеих сторон (в граммах) |
Толщина покрытия в микрометрах (мкм) |
|
Повышенный (П) |
более 570 до 855 включительно |
более 40 до 60 включительно |
|
I |
более 258 до 570 |
более 18 до 40 |
|
II |
От 142,5 до 258 |
От 10 до 18 |
Кровельный оцинкованный лист или профнастил должны соответствовать, как минимум, второму классу по толщине защиты из цинка, иначе выполненная конструкция прослужит слишком недолго. Кстати, зная массу покрытия и удельную массу кубического метра стали, можно чётко высчитать вес оцинкованного листа.
Актуальный ГОСТ указывает также на допустимые отклонения по толщине цинкования и видимые дефекты. В соответствие с этим параметром введена маркировка:
- НР – нормальная разнотолщинность (точные цифры можно увидеть в таблице выше)
- УР – уменьшенная разнотолщинность. Для покрытия повышенного класса толщины допуск составляет в пределах 16 мкм, для первого класса – до 10 мкм, для второго класса он не должен превышать 4 мкм.
Возможные видимые дефекты. Оцинкованный лист, который предназначен для дальнейшей холодной прокатки или холодного штампования (а также изготавливаемый под покраску) может иметь на лицевых поверхностях небольшие потёки и наплывы покрытия, следы от валов, царапины, раковины и шероховатые потёртые участки, которые не влияют на целостность защиты. Допускаются на поверхностях также светлые и затемнённые матированные пятна. Заметим, что оцинкованная сталь выполняется в двух вариантах внешнего вида:
- С узорами (КР),
- Без узоров кристаллизации (МТ).

Виды оцинкованной стали по способности листа к вытяжке. Данный показатель, прежде всего, касается производства изделий методом холодной штамповки и холодного профилирования. ГОСТ 14918-80 рекомендует выделять следующие категории:
- Г – глубокой вытяжки.
- Н – нормальной вытяжки.
- ВГ – весьма глубокой вытяжки.
Где применяется оцинкованный лист
Согласно государственному стандарту оцинковка делится на несколько видов по сфере дальнейшего использования: для холодного штампования и профилирования, для покраски и общего назначения. Соответственно, в маркировке можно встретить литерные обозначения: ХШ, ХП, ПК и ОН.

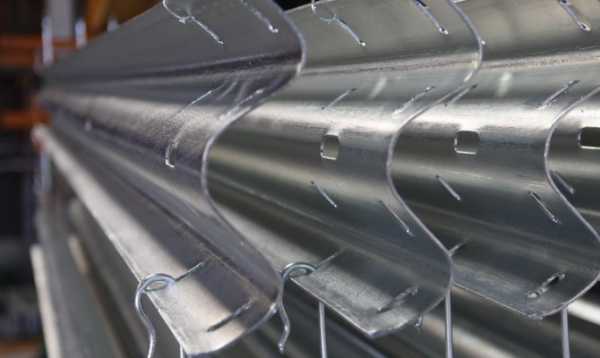
Оцинкованный лист является заготовкой для изготовления огромного ассортимента изделий, таких как:
- Профнастил (как просто оцинкованный, так и оцинкованный с полимерным защитно-декоративным покрытием).
- Штакетник металлический.
- Картины для сборки фальцевых крыш.
- Трубы водопроводные.
- Профиль монтажный (типа CD/UD и CW/UW).
- Штрипса.
- Кронштейны различного типа и плоский перфорированный крепёж.
- Водосточные изделия, кровельные доборы и вентиляционные каналы.
- Лотки для разводки кабелей, корпуса приборов и устройств, предметы обихода…
Поделиться с друзьями
Статьи по теме
techno-steel.ru
Оцинковка металла своими руками: основные способы
Металлические изделия во время эксплуатации подвергаются коррозии. В качестве защиты от этого проводится оцинковка металла. Технология подобной обработки в домашних условиях вполне доступна. Важно правильно подобрать подходящий вариант обработки.
Что собой представляет цинкование
Все металлические элементы подвергаются в той или иной степени коррозийным процессам. Без этого не обойтись. И данный процесс можно только отсрочить. Именно с этой целью и используют обработку цинком. Такой выбор вещества не случайный. Выбор сделан на основе характеристик двух компонентов: стали и цинка. Цинк обладает более электроотрицательным зарядом, нежели сталь. При нанесении на металлические изделия цинкового покрытия между металлом и цинком образуется гальваническая связь. За счет этого под воздействием внешних факторов окружающей среды в реакцию вступает цинк. Химические реакции с участием стали замедляются. И так будет продолжаться до тех пор, пока цинковое покрытие не разрушится полностью.
В тех случаях, когда цинковое покрытие распадается, защита продолжает действовать. Связано это с тем, что цинк вступает в реакцию с кислородом воздуха. В результате химических процессов образуется гидроксид цинка. А данное вещество также обладает защитными свойствами. Таким образом, оцинковка металла продолжает работать.
Способы цинкования
Цинкование металлических изделий является наиболее популярным способом борьбы с коррозией. Это обусловлено соотношением высокого показателя в результате испытаний и доступной стоимостью. Применяются следующие способы оцинковки металла:
- холодная;
- горячая;
- гальваническая;
- термодиффузионная;
- газотермическая.

Чтобы выбрать для себя наиболее подходящий вариант, необходимо сначала проанализировать условия, в которых будет эксплуатироваться изделие в будущем. Качество цинкования зависит от толщины покрытия, времени и температуры защиты. Оцинковка металла своими руками возможна только двумя способами: холодным и гальваническим. Стоит отметить, что долговечность обработанной таким образом детали будет зависеть от условий эксплуатации. Цинковый слой легко подвергается механическим воздействиям.
Горячий способ
Горячая оцинковка металла является наиболее практичным вариантом. Для обработки поверхности изделия используются химические реагенты. С их помощью металл подготавливают к основной части процесса. Именно из-за этого возникает экологическая проблема. Для проведения процесса используют расправленный цинк. Подготовленное изделие просто опускают в ванну с расплавленным цинком.
Для проведения данного процесса требуется специальное оборудование. Поэтому данный способ не подходит для того, чтобы оцинковать металл в домашних условиях.
Термодиффузионный метод
Оцинковка металла данным способом предполагает проникновение атомов цинка в структуру металлического изделия с образованием железоцинкового сплава со сложной структурой. Весь процесс происходит при очень высоких температурах. При температуре более 2600 градусов цинк переходит в газообразное состояние. Замкнутое пространство, где расположены металлические изделия, заполняют цинксодержащим порошком. Подходит способ для нанесения слоя, толщина которого превышает 15 мкм. Полученное защитное покрытие по устойчивости можно сравнить со слоем, нанесенным горячим методом. Из-за необходимости создания определенных условий метод не подходит для самостоятельной реализации.
Газотермический способ
При данном способе цинк, находящийся в форме порошка, потоком воздуха распыляют по поверхности металлических изделий. Перед распылением вещество расплавляется за счет высокой температуры и уже в таком состоянии опускается на детали. Оцинковка металла подобным способом характерна для тех случаев, когда изделия из металла обладают большими габаритами.

Особенностью способа является то, что защитный слой обладает большим количеством пор. Для их заполнения изделие покрывается лакокрасочными материалами. Этот слой из двух материалов способен сохраняться в течение 30 лет. Данный способ нельзя реализовать в домашних условиях.
Холодное цинкование в домашних условиях
Существует также цинкование холодное. Оцинковка металла таким способом подразумевает нанесение на металлическое изделие цинка в виде краски. Производители предлагают широкий выбор данных средств. И основные показатели составов (к примеру, массовая доля цинка в веществе) могут сильно отличаться друг от друга. Становится понятно, что эффект от обработки также будет разным.
Средства для цинкования обладают рядом особенностей. Одни требуют высокого качества подготовки изделия. Вторые обладают невысокими адгезионными способностями, из-за чего после высыхания начинают отслаиваться. Третьи после нанесения покрываются «паутинкой» из трещин. Четвертые могут работать совместно только с растворителями конкретного вида. Пятые требуют нанесения специального оборудования.

Данное средство является двухкомпонентным. Поэтому перед нанесением два вещества (порошок и связующее) необходимо смешать между собой. Делают это в соотношении 3 к 1 или 1 к 1. Весь процесс должен проводиться только в определенных условиях. Температура воздуха должна быть положительной и находиться в пределах от 5 до 40 градусов. При этом влажность воздуха составляет от 30 до 98%. Помещение, в котором осуществляется процесс, должно обладать хорошей вентиляцией. После работы оно должно быть тщательно проветрено. Средство наносится в два слоя с интервалом примерно в 30 минут. Спустя сутки изделие можно покрывать лакокрасочными составами. При проведении цинкования необходимо соблюдать правила техники безопасности. Все работы проводятся с использованием средств индивидуальной защиты.
Гальванический метод
Оцинковка металла в домашних условиях может проводиться гальваническим способом. Для этого изначально изделие необходимо очистить. После этого деталь опускается на несколько секунд (от 2 до 10) в серную кислоту. После этого изделие промывается в воде. На этом подготовка к анодированию считается завершенной. Для установки под цинкование необходимо выбирать посуду из инертных материалов, к примеру, стекла. Тара подбирается таким образом, чтобы туда вмещалась деталь с закрепленным на ней электродом.

Источником тока будет зарядное устройство на 6-12 В и 2-6 А. Далее подготавливается электролит – раствор любой соли, растворяемой в воде. На практике лучше брать соль цинка. Можно взять разведенную серную кислоту (как в аккумуляторе) и добавить туда цинк. В результате химической реакции кислота превратится в нерастворимую соль и выпадет в осадок. А цинк останется в растворе. Осадок нужно удалить, просто процедив раствор.
Цинковый электрод делают из кусочка цинка, закрепленного на медной проволоке. От зарядного устройства «минус» подводят к детали, а «плюс» – к цинку. Таким образом, цинковый электрод растворится, а все атомы цинка осядут на детали.
Заключение
Оцинковка металла в домашних условиях – вполне реальный процесс. Для его осуществления потребуется приобрести некоторые материалы. К примеру, краску на основе цинка для холодного способа или кусочек цинка для гальванического. Кстати, цинк можно приобрести в любом пункте приема металлолома.
fb.ru
Оцинкованная сталь ржавеет или нет. Какой профнастил лучше: оцинкованный или крашеный?
Чем хороша оцинковка с полимерным покрытием? – Монтажстальконструкция
Оцинкованная сталь – прекрасный материал. Этот материал очень гибок, прочен и надежен. Он имеет относительно небольшую цену. Разумеется, оцинковка по праву приобрела свою популярность и используется в различных сферах промышленности. Если цинковое покрытие нанесено тщательно, с соблюдением всех правил, и на поверхности оцинкованной стали нет трещинок, шероховатостей или наплывов – оно гарантирует полную защиту от коррозии. Казалось бы, это идеал? Нет, бывают и еще более качественные материалы. К ним относится оцинковка с полимерным покрытием.
Чем хороша подобная оцинкованная сталь? Начнем с того, что полимерное покрытие – это еще один уровень защиты от ржавчины. Окрашенная оцинковка будет в гораздо меньшей степени подвержена коррозии, чем обычная оцинкованная сталь. Кроме того, оцинкованная сталь с полимерным покрытием выглядит более эстетично и потому часто служит материалом для изготовления различных более продвинутых изделий – металлочерепицы, профнастила, металлосайдинга.
Например, что такое металлочерепица? Это обычная оцинкованная сталь, на которую нанесли полимерное покрытие и прокатали под черепицу. Это прекрасный материал для покрытия кровли: он устойчив к ржавчине, красиво выглядит, монтируется гораздо проще, чем обычная оцинковка. Металлочерепица значительно надежнее, чем обычная оцинковка – полимерное покрытие не только придает ей красивый вид, но и защищает от различных атмосферных воздействий. Профилирование под классическую черепицу облегчает отвод воды и снижает вероятность протечки.
Разумеется, все вышеперечисленные преимущества проявятся только тогда, когда вы уверены, что приобретаете качественный материал. Оцинкованная сталь должна быть ровной и гладкой; на цинковом покрытии не должно быть никаких трещинок и неровностей, так как любой дефект – это место потенциальной протечки, если это металлочере
pellete.ru
Цинкование металла – всё о процессе и особенностях цинкования металлоконструкций + Видео
Цинкование металла — это способ защиты от коррозии и окисления посредством нанесения на материал тонкого слоя цинка. Большинство металлов имеет общее свойство — реагировать с кислородом, который находится в воздухе, создавая при этом на своей поверхности тонкую защитную пленку оксидов.
1 Горячее цинкование
Этот защитный барьер не позволяет кислороду проникать вглубь металла, в результате чего окисление прекращается. Железо также соединяется с кислородом, но оксид железа и сопутствующий ему гидроксид, который возникает при наличии в воздухе влаги, занимают объем больший, чем первоначальное железо. Вследствие этого пленка на поверхности металла начинает разрушаться, открывая доступ кислороду в нижележащие слои железа.
Для предотвращения данного необратимого процесса поверхность защищаемых конструкций подвергают цинкованию. Этот простой процесс позволяет надежно защитить железные изделия от физического и химического воздействия.
Защита поверхности конструкций
Рекомендуем ознакомиться
Процесс цинкования поверхностей может производиться разными способами. Рассмотрим самые распространенные из них — горячее, гальваническое, термодиффузионное, холодное и ламельное (цинк-ламельное).
Осуществляется путем погружения обрабатываемых материалов в расплавленный цинк с дальнейшим удалением излишков металла методом центрифугирования. Предварительно подготовленные и протравленные заготовки погружают в керамическую ванну с расплавом цинка, после чего их вынимают и удаляют лишний металл в центрифуге.

Погружение материалов в расплавленный цинк
Используется в основном для метизов и мелких деталей, так как процесс покрытия происходит во вращающемся барабане, сквозь который пропускают расплав с температурой около 460°С. Горячее цинкование металлоконструкций считается первым в истории — оно было открыто в 1742 году французским физиком и химиком Полем Жаком Малуэном. Патент на открытие получен в 1836 году французом Станисласом Сорелем. Горячее цинкование обеспечивает достаточно длительную защиту железа от внешних воздействий: минимальный срок надежной защиты составляет 65 лет в агрессивных промышленных условиях.
2 Гальваническое цинкование
При цинковании стали с помощью данного процесса детали погружаются в специальный электролитический раствор. К деталям присоединяют катод от источника постоянного тока, а в раствор опускают цинковую болванку либо листовой цинк, подсоединенный к аноду. Ионы металла в электролите начинают двигаться от металлического цинка до покрываемой детали, где оседают тонким слоем. Таким способом можно одновременно покрыть ровным слоем цинка большое количество деталей разнообразной формы и размера. Еще одно преимущество — низкая стоимость и высокая скорость. К недостаткам относят слабую адгезию между металлом и покрытием, вследствие чего изделия слабо переносят физические нагрузки и значительные деформации. Гальванической обработкой производят цинкование труб, листового железа, металлоконструкций, крепежных элементов.

Гальваническая обработка изделий
Для данного способа защиты используют несколько типов электролитов — кислые, щелочные цианистые и нецианистые. Недостатки щелочного нецианистого способа — потребность его нагрева до 60-70°С, тогда как цианистый электролит, хотя и более опасен для окружающей среды, создает ровное покрытие при нормальной температуре. Щелочное цинкование — одно из самых распространенных в современной промышленности.
3 Термодиффузионное цинкование
Данный метод — один из самых молодых и перспективных способов защиты металла от коррозии. Его суть в том, что под действием высокой температуры порошкообразные частицы цинка взаимодействуют с железом, в результате чего происходит спекание дух компонентов с образованием промежуточного диффузного слоя, в котором осуществляется взаимопроникновение железа и цинка друг в друга. В итоге возникает надежный защитный слой, который отлично противостоит коррозии, механической нагрузке и проникновению агрессивных веществ внутрь изделия. Диффузионное покрытие составляет до трети общей толщины слоя и обеспечивает хорошую адгезию материалов.
Данный метод имеет очень много преимуществ перед другими:
- Диффузионный слой покрывает всю поверхность изделия, даже места резьбовых соединений, мелкие структурные элементы и маркировку. Обрабатываемая поверхность имеет высокий класс чистоты.
- Адгезия цинка и железа максимальна, если сравнивать ее с другими методами оцинковки.
- Толщина слоя цинка может быть практически любой и зависит только от времени, которое деталь проводит в печи.
- Благодаря тому, что отсутствует необходимость предварительной кислотной протравки, металлическое изделие не теряет своих механических свойств, тогда как при других методах цинкования детали часто становятся хрупкими.
- Благодаря тому, что весь процесс происходит в закрытых емкостях, метод отличается высокой экологичностью и отсутствием вредных выбросов.
- Себестоимость термодиффузионного цинкования значительно ниже благодаря тому, что оно требует низких затрат энергии, рабочей площади и человеческой силы.

Термодиффузионное цинкование
Метод термической диффузии, как и любые другие процессы цинкования, обладает и некоторыми недостатками:
- Обработанная поверхность не имеет блестящего декоративного вида, но, поскольку она предназначена в первую очередь для промышленных предприятий, данным недостатком можно пренебречь.
- При произведении обработки нужно внимательно следить за соблюдением всех правил безопасности и герметичностью системы, так как цинковая пыль, задействованная в технологическом процессе, опасна для здоровья людей.
Для цинкования данным методом необходимо следующее оборудование:
- электрическая печь с вертикальной загрузочной камерой;
- цилиндр из нержавеющей стали, в который производится загрузка металлических изделий и цинковой шихты, так называемая реторта;
- механизм для опускания, подъема и вращения цилиндра.

Оборудование для данного метода
Обработка изделий происходит следующим образом: в камеру нагревательной печи опускается реторта с предварительно загруженными в нее обрабатываемыми изделиями и цинковой шихтой. Благодаря электрическим элементам содержание цилиндра нагревается до температуры от 400 до 470°С, после чего вращением шихта распределяется по поверхности изделий. Таким способом осуществляется цинкование труб, железных и стальных деталей и метизов.
Все процессы производятся согласно ГОСТ Р 9.316 «Покрытия термодиффузионные цинковые».
4 Холодное цинкование металла
Данный тип обработки поверхности можно отнести к самым простым способам цинкования, для выполнения которого не нужно использовать сложное оборудование и нагрев до высокой температуры.

Нанесение специального состава из цинкового порошка
На предварительно очищенную поверхность металла с помощью распылителя наносят специальный состав, который на 98% состоит из цинкового порошка и на 2% — из связующих веществ. Холодное цинкование дает надежную защиту, но обработанная поверхность не будет обладать металлическим блеском, что легко решается нанесением любого лакокрасочного покрытия. При нанесении цинкового состава холодным методом изделия из металла не поддаются нагреву, что сохраняет все их механические свойства. Покрытие можно наносить как на отдельные детали, так и на готовое изделие, в результате чего надежно обрабатываются все стыки, сварные швы, внутренние поверхности и другие структурные элементы.
5 Цинк-ламельное покрытие
Является промежуточным звеном между собственно цинкованием и лакокрасочным покрытием, обладая преимуществами обеих поверхностей — устойчивостью к коррозии и однородностью. Ламельное покрытие состоит из мельчайших чешуек цинка и алюминия, которые связаны между собой органическим или неорганическим связующим компонентом.
Нанесение защитного материала производится методом окунания заготовок в суспензию, которая состоит из 10% алюминия, 70% цинка и 20% связующих веществ. Второй способ — распыление аналогичного по составу вещества на детали, после чего ламельное покрытие сушат при температуре около 240°С до полного затвердевания.

Распыление защитного материала
Данное покрытие обладает небольшой толщиной, что позволяет использовать его для защиты деталей, которые используются в автомобилестроении. Ламельное покрытие может состоять из нескольких нанесенных поочередно слоев, каждый из которых будет иметь другие свойства. Например, нижний слой обеспечивает главную защиту от коррозии, средний — механическое сопротивление, верхний — декоративный — отвечает за внешний вид металлических изделий и их окраску.
Основные недостатки метода — некоторая хрупкость нанесенного покрытия по сравнению с процессами термодиффузного и горячего цинкования, так как не создается интерметаллический переходной слой между железом и цинком.
6 Заключение по теме
Химическое, физическое и электрохимическое цинкование позволяет защитить поверхность металлических изделий от коррозии, повысить их эксплуатационные и декоративные свойства.

Защита металлических изделий от коррозии
Качественно нанесенная защита имеет небольшую толщину, которая практически не изменяет линейные параметры продукции.
Современные способы оцинковки направлены на повышение качества процесса с одновременным понижением затрат на производство. Наиболее передовой метод — термодиффузионный, в данный момент он активно развивается, а в будущем займет нишу процессов обработки промышленных изделий, так как при высокой продуктивности требует минимума площади, энергии и обслуживающего персонала.
tutmet.ru
Оцинковка Википедия
Оцинкованный элемент конструкции Оцинкованное ведроЦинкова́ние — покрытие металла слоем цинка для защиты от коррозии. Подходит для ровных или с небольшим изгибом поверхностей, не подверженных механическим воздействиям. Метод защиты основан на следующем принципе. Большинство металлов (например, цинк, олово, алюминий) окисляются на воздухе, при этом на поверхности металла образуется плотная защитная плёнка из соединений окисленного металла. Эта плёнка препятствует проникновению кислорода вглубь металла и таким образом останавливает дальнейшее окисление металла. Однако в случае железа процесс происходит иначе. Образующиеся соединения окисленного железа (например, гидроксиды) имеют больший объём по сравнению с первоначальным металлом, в результате образующаяся плёнка гидроксидов сразу же разрушается и получается рыхлой. Такая рыхлая, неплотная и непрочная плёнка свободно пропускает кислород вглубь к неокисленному металлу, и процесс его окисления продолжается. Железо неспособно защитить себя от дальнейшего окисления, так образуется ржавчина. Если покрыть железо слоем металла, образующего защитную плёнку, например оловом или цинком, то их защитная плёнка не пропустит кислород как к металлу покрытия, так и к железу, находящемуся под покрытием. Следовательно, железо будет защищено от коррозии. И цинкование (цинк), и лужение (олово) работают примерно одинаково, отличия будут в случае, если повредить покрытие в месте коррозии и обнажить железо. Цинк и железо образуют гальваническую пару, в которой железо является менее активным металлом, в результате цинк в составе покрытия вступает в реакции коррозии первым, а основной металл (железо) остаётся практически «нетронутым». Олово и железо тоже образуют гальваническую пару, однако в ней железо будет более активным металлом, в результате олово многократно ускорит процесс коррозии железа в месте повреждения покрытия.
Толщина цинкового слоя зависит от температуры и продолжительности процесса цинкования и колеблется от 6 мкм для гальванического цинкования до 1,5 мм.
Виды цинкования
- Гальванический способ — электрохимическое осаждение цинка на поверхности металла в растворе цинксодержащего электролита.
- Горячее цинкование — характеризуется наибольшими защитными свойствами.
- Диффузионное цинкование — обработка в порошке цинка (шерардизация) при температуре 290—450 °C, либо обработка в парах цинка при температуре 800—900 °C.
- Шоопирование — обработка расплавленным цинком путём напыления из специального пистолета.
- Холодное цинкование — нанесение на подготовленную поверхность способами, применяемыми для обычных полимерных красок, специального состава с содержанием цинкового порошка, в результате чего образуется покрытие, обладающее свойствами, присущими горячеоцинкованному и полимерному покрытиям.
- Газодинамическое цинкование — нанесение сверхзвуковым потоком на поверхности любой конфигурации, характеризуется высокой адгезией.
Примечания
Литература
wikiredia.ru
Гальваническое цинкование металла: технология, оборудование
Гальваническое цинкование – эффективный и недорогой, а потому распространенный способ защиты черных металлов от коррозии. Чаще всего его используют при производстве метизов и крепежных изделий, а также стальной сетки.
Способы нанесения цинкового покрытия
Антикоррозионное цинкование выполняется различными способами, а срок службы покрытия зависит от толщины защитного слоя.
Способ нанесения покрытия зависит от его необходимых свойств, размеров изделия, условий его дальнейшей эксплуатации.
Самый простой и технологичный, но недостаточно обеспечивающий стойкость к механическим воздействиям защитного слоя, – это холодное цинкование с помощью грунтов, в которых в большом количестве содержится высокодисперсный цинковый порошок.
По объему цинковальных производств второе место занимает горячее цинкование. Покрытие, получаемое таким способом, качественное и долговечное, но экологически небезопасное, так как используется расплав цинка, да еще на поддержание его температуры немногим меньше 500 °С необходимо большое количество электроэнергии, химические методы подготовки поверхности.
Очень похож на горячее цинкование более технологичный, но менее производительный метод термодиффузионного нанесения защитного слоя. Он используется, когда задаются высокие требования к толщине и внешнему виду покрытия.
Еще один способ цинкования – это газо-термическое напыление, которое используется для защиты крупногабаритных изделий и конструкций, которые в ванну просто невозможно поместить.
Гальваническое цинкование лишено многих недостатков других способов нанесения покрытия и имеет свои положительные стороны.
Преимущества гальванического цинкования
Способ нанесения цинкового покрытия путем электролиза наиболее распространен.
Основным достоинством, из-за которого применяется именно гальваническое цинкование металла, является высокая степень защищенности поверхности материала от коррозии. Тонкий слой цинка увеличивает срок службы изделий в несколько раз, а значит, и снижает затраты на их техническое обслуживание и замену.
Покрытие получается ровным, без потеков и капель, сохраняется и форма, и размер изделия. Нанести его можно на предметы любой, даже самой сложной формы.
Гладкие и блестящие декоративные покрытия не требуют в большинстве случаев дополнительной обработки.
Кроме того, сам процесс нанесения цинкового покрытия требует незначительных расходов, а гальванические агрегаты обладают высокой производительностью.
Недостатки гальванического цинкования
Способ нанесения защитного покрытия электролизом не лишен недостатков.
Основной недостаток – низкая адгезия цинка с металлом, из-за которой поверхность изделия необходимо тщательно зачищать.
Минусом также является образование в процессе нанесения покрытия ядовитых отходов, требующих серьезной очистки.
Несоблюдение режимов может привести к наполнению водородом основного металла, что приводит к хрупкости самого изделия и к нарушению качества покрытия.
Принцип действия
Гальваническое цинкование основано на принципе защитного действия, который определяется разностью электрохимических потенциалов цинка и железа. Поскольку цинк имеет меньший электрохимический потенциал, покрытие из него является протекторной защитой для черных металлов. То есть во влажной среде электрохимической коррозии подвергается именно он.
При окислении железа образуются оксиды, имеющие больший объем, чем первоначальный металл. Оксидная пленка становится рыхлой и пропускает к еще не окисленному металлу кислород. А на цинке при окислении пленка образуется тонкая и плотная, она не пропускает кислород вглубь металла, защищая не только покрытие, но и основной металл под ним.
Виды гальванического цинкования
Цинкование гальваническое – технология, представляющая собой электролиз, т. е. электрохимические окислительно-восстановительные процессы в электролите под действием постоянного электрического тока.
По составу электролита цинкование делится на три вида: кислотное, цианидное и щелочное.
Чаще всего используется метод нанесения цинкового покрытия в слабокислых электролитах, особенно для чугунных и стальных деталей сложной конфигурации. Изделия из углеродистых и легированных сталей при этом виде цинкования меньше подвергаются возникновению водородной хрупкости, да и внешний вид получается превосходный, с замечательным декоративным эффектом в широкой цветовой гамме.
Дополнительная защита при цинковании
Защитное действие покрытий из цинка зависит от его толщины, которая при гальваническом нанесении всего 5 мкм, и характера электролита.
В некоторых случаях защитные свойства цинкового покрытия увеличиваются пассивированием, фосфатированием или покраской.
Пассивирование (хроматирование) – химическая обработка изделий в растворах с хромовой кислотой либо ее солями, в результате которой на поверхности образуются хроматные пленки. Это процесс усиливает не столько защитные свойства, сколько декоративные, потому что в результате усиливается блеск покрытия, и оно может быть окрашено в различные цвета.
При фосфатировании (обработке в солях фосфорной кислоты) оцинкованных изделий на поверхности пленка образуется фосфатная. После фосфатирования может еще наноситься лакокрасочное покрытие.
Этапы гальванического цинкования
На производстве гальваническое цинкование состоит из нескольких технологических процессов, каждый из которых завершается промывкой водой в проточной ванне или щеточно-моечным способом.
Сначала изделия тщательно очищаются от ржавчины, окалины, технологической смазки, остатков охлаждающей жидкости или краски и обезжириваются в щелочных растворах. Затем происходит обезжиривание электролитическое.
После него протравливаются в водном растворе соляной кислоты, при котором поверхность окончательно очищается без нарушения поверхностного слоя и происходит ее декапирование – активация перед нанесением цинкового покрытия. Только потом производится собственно цинкование.
После него, при необходимости, изделия осветляются и очищаются от окисной пленки в водном растворе азотной кислоты, затем фосфатирование, пассивация и сушка.
При цинковании различных изделий могут выполняться дополнительные операции. Например, полосу перед цинкованием разматывают, сваривают концы, правят, а после него промасливают и сматывают.
Оборудование гальванического цинкования
Гальваническая линия — это определенная последовательность промывочных и технологических ванн, в которых создаются одно- или многослойное цинковое покрытие с требуемыми функциональными свойствами.
В соответствии с объемами производства используется оборудование с различной степенью механизации. На крупных предприятиях устанавливаются механизированные линии с автоматическим управлением. Существуют линии с частичным или полным ручным управлением, а также мини-линии.
Линия гальванического цинкования состоит не только из ванн. В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В дополнительное оборудование входят системы вентиляции, сушильные камеры и шкафы, холодильное оборудование, фильтровальные установки, оборудование получения демиводы, насосы.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Гальваническое цинкование
Технологический процесс непосредственно цинкования происходит в ванне с электролитом. В нее опускаются изделия из черного металла, к которым через специальные электроды подводится электрический ток (катод), и чистый цинк в виде шаров или пластин, уложенных в специальные сетчатые секции (анод).
В процессе электрохимической реакции под воздействием электрического тока плотностью от 1 до 5 А/дм цинк растворяется в электролите, затем его ионы оседают на катоде, образуя гальваническое покрытие толщиной 4-25 мкм.
Именно с использованием такой технологии получают крепежные изделия (болты и гайки) с равномерным и блестящим покрытием.
Автоматизированная линия для гальванического цинкования
Современная линия гальванического цинкования – это полностью автоматизированная линия, на которой осуществляются все этапы нанесения покрытия, включая сварку и качественное обезжиривание изделий разного назначения и конфигурации.
Автоматическая линия в общем случае состоит из комплекта технологических гальванических ванн, модульных выпрямителей, стенда загрузки/разгрузки, транспортного оборудования, оборудования для вытяжной вентиляции, подвода воды и отвода канализационных стоков, металлокаркаса с трапом обслуживания.
Гальванические ванны могут изготавливаться из нержавеющей стали, стали, футерованной полимерными материалами или резиной. Современные ванны, сваренные из листовых полимеров, все больше вытесняют металлические емкости. Выбор материала ванн зависит от состава и концентрации электролита и рабочей температуры.
Коммуникации систем водоснабжения и канализации, и в большинстве случаев вентиляции располагаются под ваннами и также изготавливаются из полипропилена.
Размеры линии определяются ее производительностью и габаритами гальванических ванн.
Гальваническое цинкование происходит с образованием сточных вод с высокой концентрацией ионов тяжелых металлов. Поэтому их отстаивают, фильтруют, нейтрализуют, используют химическое осаждение, сорбцию и другие процессы в емкостях из инженерных полимеров.
Электролитическое цинкование в домашних условиях
Гальваническое цинкование, своими руками производимое, начинается с подбора материалов. Электролитом может служить раствор хлорида цинка и соляной кислоты в дистиллированной воде. Это так называемая паяльная кислота, которая чаще всего используется в домашних условиях. Умельцы протравливают цинк в аккумуляторной серной кислоте и получают электролит ZnSO4, но этот процесс опасен, поскольку при реакции выделяется взрывоопасный водород и теплота. В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
Чистый цинк можно купить в магазине химреактивов или на радиорынке, а можно получить из солевых батареек или плавких предохранителей, сохранившихся со времен Советского Союза.
Гальванической ванной может служить стеклянная или пластиковая емкость. В нее устанавливаются штативы для анода и катода. Анод – это пластина цинка, к которой от источника питания подсоединяется «плюс». Чем больше анод, тем более равномерным получится покрытие на катоде, изделии, на которое будет наноситься защитное покрытие. Анодов может быть несколько, их можно располагать вокруг катода на одинаковом расстоянии, чтобы его поверхность покрывалась цинком равномерно и одновременно со всех сторон. К катоду подсоединяется «минус» источника питания.
Даже когда в домашних условиях производится цинкование гальваническое, технология обязательно включает тщательную очистку и обезжиривание детали, а также ее активацию в растворе кислоты.
Источник питания – это автомобильный аккумулятор с лампой накаливания небольшой мощности или другого потребителя в схеме, чтобы сила тока в цепи была ниже, или блок питания с постоянным напряжением на выходе. Главное, чтобы не было бурного кипения электролита в процессе цинкования.
Собственно цинкование происходит, когда аноды и катод опущены в электролит и замкнута электрическая цепь. Чем дольше длится процесс, тем толще слой цинка получается на изделии.
С помощью гальванического цинкования защитное покрытие на изделиях становится точным, равномерным и гладким, с декоративным эффектом. Его используют и в промышленности, и в домашних условиях, несмотря на то что требуется очистка сточных вод от экологически опасных отходов.
fb.ru