Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования.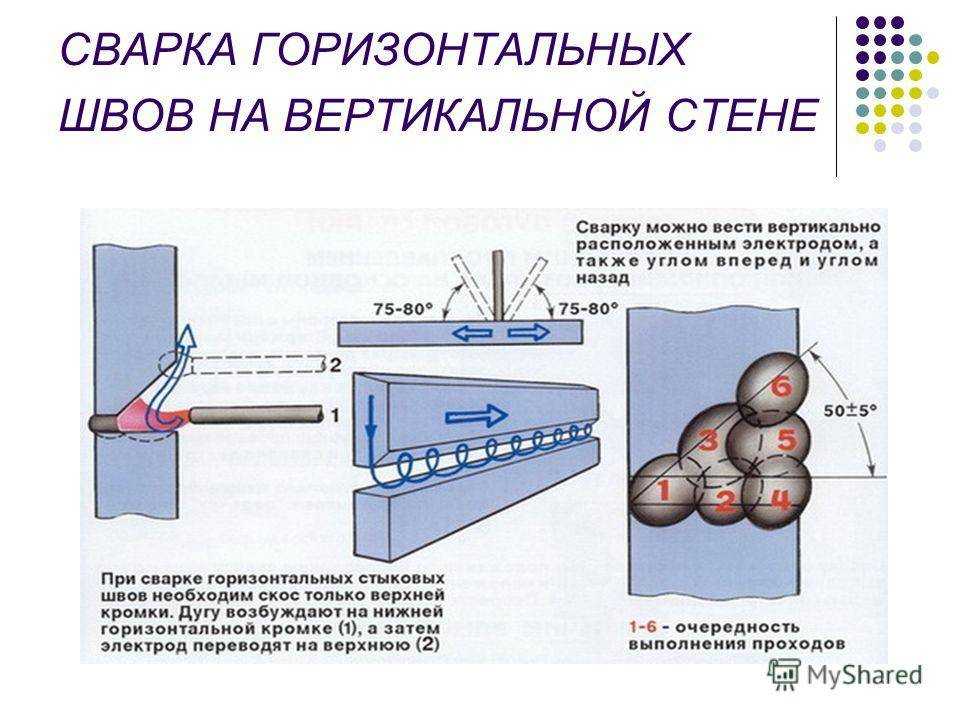 Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.

- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.

- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки.
 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 46, Средняя: 3
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Содержание страницы
- 1 Зачем все это нужно
- 2 Некоторые особенности сваривания при прямой полярности
- 3 Особенности сварки током обратной полярности
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.

- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать.

- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны.
https://www.youtube.com/watch?v=GrVBaIZ3ddE
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.

- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки.
 В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла. - Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину.
 Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше. - Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Обратная полярность при сварке: особенности применения
Екатерина
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание статьи
- Общая информация
- Выбор полярности
- Оборудование
- Вместо заключения
Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).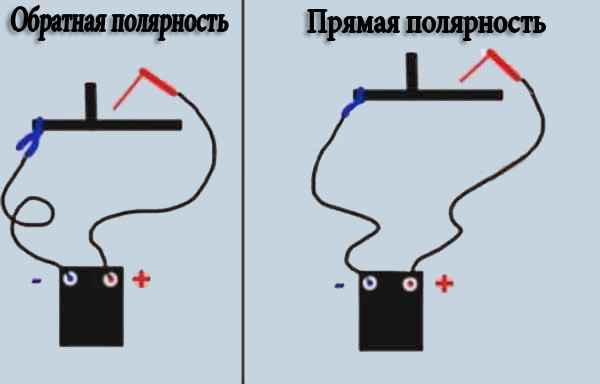
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Похожие публикации
отличия и как выбрать для инвертора
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Содержание
- Пятна анодные, пятна катодные
- Прямая полярность
- Обратная полярность
- Как выбрать правильную полярность
- Толщина края металлической заготовки
- Вид металла
- Вид электрода
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Прямая и обратная полярность.Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
По своей сути ток представляет собой движение заряженных частиц — электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.
Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность
Обратная полярность при сварке.Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично.
 Иначе вы получите прожог;
Иначе вы получите прожог; - отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Полярность постоянного тока при сварке металла
Из этого материала вы узнаете:
- Понятие полярности тока при сварке
- Особенности прямой полярности
- Особенности обратной полярности
- Критерии выбора полярности
- Полярность при сварке полуавтоматом
- Полярность при сварке инвертором
- Электродержатель и сварочные электроды при разной полярности
Качество шва окажется удовлетворительным, только если правильно выбрать полярность при сварке. И опытные специалисты это прекрасно знают. С другой стороны, что в данном контексте означает определение «правильно»?
На самом деле, все не так уж сложно. Выбор прямой или обратной полярности тока может зависеть от разных факторов: вида сварки, типа электрода, толщины и материала изготовления детали, с которой идет работа. Но давайте обо всем по порядку.
Понятие полярности тока при сварке
Сварочный шов формируется благодаря горению электрической дуги, образуемой источником тока, причем необходимо замкнуть полюса, оставив зазор в пределах 3–5 мм. В качестве источника тока подходит преобразователь, выпрямитель, генератор или инвертор.
Такое явление, как полярность при сварке, учитывается лишь при использовании оборудования, работающего с постоянным током. Дело в том, что у трансформаторов, обеспечивающих поступление переменного тока, электроны ежесекундно сто раз меняют направление движения.
Это не позволяет говорить о постоянной полярности, так как все время изменяется заряд.
VT-metall предлагает услуги:
В постоянном токе электроны с отрицательным зарядом направляются от отрицательного полюса к положительному. Благодаря этой особенности сварочный процесс имеет такие характеристики:
- стабильный ток;
- ровное горение дуги;
- меньшая степень разбрызгивания металла;
- простой контроль сварочной ванны.
Сварочное оборудование, предполагающее работу с постоянным током, требует подключения двух кабелей: для держателя электрода и массы. При помощи манипуляций электродом мастер формирует соединение между заготовками, тогда как кабель массы фиксируется на изделии зажимом.
Когда держатель подключен к минусу, а второй провод – к плюсу, обеспечивается прямая полярность при сварке. Иной формат может использоваться для получения обратной полярности.
Важно четко понимать, в чем разница в полярностях при сварке. Постоянный ток движется от отрицательного полюса к положительному – это принцип перемещения отрицательно заряженных электронов. В результате плюс нагревается сильнее.
При прямой полярности плюс установлен на заготовке, и ее поверхность сильно нагревается. Тогда как электрод защищен от перегрева, ведь на его конце присутствует анодное пятно тепла.
В иной ситуации положительно заряженный полюс находится на конце расходника, что влечет за собой формирование аналогичного катодного пятна. Таким образом электрод имеет на тысячу градусов более высокую температуру, чем металл заготовки.
Благодаря грамотному выбору полярности при сварке постоянным током мастер меняет температуру расходника и заготовки, что открывает большие возможности в области обработки разных видов металлов.
Особенности прямой полярности
Прямая полярность при сварке активно задействуется во время выполнения следующих работ:
- монтаж проката, изготовленного из углеродистых, низколегированных, специальных сталей, при помощи плавящихся электродов;
- сварка вольфрамовыми неплавящимися электродами с использованием наплавочной проволоки тонких деталей встык, цветных металлов, а также сплавов, отличающихся высокой текучестью;
- раскрой посредством сварочного оборудования.
Сварка таким током имеет следующие достоинства:
- глубокий провар изделия, что обеспечивается благодаря высокой плотности плазмы;
- богатый выбор расходников с различными покрытиями;
- получение узкого шовного валика;
- стабильность дуги.
Правда, данный способ подключения имеет и недостатки: в процессе использования прямой полярности при сварке наблюдается сильное разбрызгивание металла, высока вероятность прожога тонких деталей. Кроме того, неизбежны остаточные напряжения в области температурного воздействия.
Особенности обратной полярности
Работа с обратной полярностью при сварке имеет свои нюансы:
- изделие не так интенсивно нагревается;
- легирующие элементы подвержены менее активному выгоранию;
- снижен риск деформации заготовки под действием температуры;
- присадка отделяется с кончика электрода крупными каплями;
- есть возможность сварки листового металла толщиной 1–3 мм без прожогов;
- шов получается широкий, но малой глубины;
- сокращается активность бурления углерода в пределах сварочной ванны.
Этот вид подключения специалисты рекомендуют применять для обработки изделий малой толщины – тогда электрод не прилипает, в то же время отсутствуют прожоги. При формировании коротких швов прерывистой дугой тепловложение сокращается еще сильнее.
Рекомендуем статьи
- Разряды сварщиков в России
- Металл сварного шва: параметры, влияющие на свойства и качество
- Сварка трением: особенности процесса
Заготовки, имеющие толщину 6–10 мм, соединяются значительно хуже при обратной полярности, так как не удается обеспечить проплавление металла на необходимую глубину. Когда минус установлен на держатель, проще создать надежный шов на нержавеющей стали, стали с высоким содержанием углерода, алюминии, чугуне.
Если нужно наплавить присадку для дальнейшей проточки, обратная полярность обеспечивает быстрое отделение капли.
Повышенная температура на конце электрода при сварке обратной полярностью приводит к тому, что расходник укорачивается быстрее, поэтому нужно быть готовым к повышенному расходу материалов.
Если выбран электрод, обмазка которого сильно реагирует на перегрев, покрытие осыплется в случае продолжительной работы без остановки. Тогда оголенный стержень не должен использоваться в процессе сварки.
Если сила тока снижается до предельно низкого уровня, дуга начинает скакать, из-за чего осложняется управление сварочной ванной. Вот почему специалисты рекомендуют использовать инверторы с дополнительным набором функций для обработки тонколистовой стали.
Критерии выбора полярности
Выбор способа подключения сварочного оборудования зависит от целого ряда значимых характеристик. Учитывая их, можно избежать брака, неоправданно высокого расхода материалов, а также добиться необходимого уровня прочности швов.
Толщина заготовки
Электросварка толстостенных деталей предполагает прожиг большой толщины металла, поскольку таким образом можно увеличить площадь контакта материала с рабочей поверхностью.
Также данный подход позволяет заполнить любые пустоты. В этом случае рекомендуется использовать прямую полярность при сварке.
Если речь идет о полярности при сварке тонкого металла, необходимо защитить изделие от сквозного прожига. Поэтому к нему подключают минус, а плюс – к электроду.
Выбор прямой полярности для соединения тонкостенных деталей чреват тем, что металл быстро расплавится и начнет стекать. Он будет легко прожигаться электродом, а поверхность заготовок окажется испорчена многочисленными брызгами.
В итоге мастеру придется затратить много сил и времени на удаление дефектов с готового предмета после формирования швов.
Тип металла
Окончательный нагрев заготовки и электрода определяется плюсовой клеммой. Дело в том, что на катоде выделяется меньшее количество тепла, чем на аноде. Для сталей с высоким уровнем тугоплавкости больше подходят прямая полярность, так как она обеспечивает температуру +4 000 °C.
Если свойства материала меняются на фоне перегрева, требуется обратная полярность при сварке. Прямое подключение позволяет углубить шов, тогда как второй вариант предполагает обработку поверхности металла.
Вид электрода
Марка электродов подбирается в соответствии с током. Так, переменный ток позволяет работать с любыми типами подобных расходных материалов, ведь здесь отсутствует зависимость от полярности. Для ОК, ОЗС, МР лучше использовать обратную полярность
УОНИИ и подобные модификации созданы для работы с прямой схемой. В любом случае можно уточнить подходящий принцип использования в описании на упаковке электрода.
Характеристика присадок и других расходников
Тугоплавкие электроды обычно выбирают при работе с прямой полярностью. Сварка с применением наплавочной проволоки возможна при наличии вольфрамовых электродов. Угольные разновидности плохо справляются с повышенной температурой, из-за чего теряют прочность и начинают крошиться.
Сложнее всего выбрать полярность для сварки металла, если расходники и заготовки имеют свойства, предполагающие противоположные настройки. Здесь могут применяться дополнительные меры: регулировка тока и скорости процесса.
Полярность при сварке полуавтоматом
Данный подход к сварке достаточно распространен, так как обладает большим количеством преимуществ. Однако, чтобы добиться оптимального результата при сварке полуавтоматом, важно не ошибиться с выбором полярности.
Для обработки заготовок из нержавеющей стали в среде защитного газа необходимо обратное подключение. Изделия из алюминия свариваются при помощи порошковой присадочной проволоки с прямым подключением.
Однако важно понимать, что использование полуавтомата предполагает некоторые нюансы в процессе работы. Держак с электродом подсоединяют на плюс, массу – на минус, позволяя флюсу полностью выгореть. В итоге вся обработка осуществляется под защитой облака газа.
Так изделие меньше разогревается, ограничивается разбрызгивание расплава.
Полярность при сварке инвертором
Инвертором называют устройство, вытеснившее популярные прежде трансформаторы благодаря своему небольшому весу и размерам. Кроме того, подобное оборудование позволяет сократить количество брызг горячего металла. А вся электроэнергия, потребляемая инвертором, расходуется на формирование и поддержание дуги.
Благодаря своим характеристикам такое устройство считается более удобным и может использоваться в рамках различных технологий сварки, недоступных для трансформаторов. Немаловажно, что инверторы подходят для работы как в промышленных условиях, так и в быту.
Инвертор имеет в комплекте два кабеля: на конце первого находится держатель для электрода, а у второго – зажим в виде прищепки. При помощи последнего провод крепится к детали. Для работы с подобным устройством может быть выбрана прямая или обратная полярность.
Инвертор позволяет получить постоянный ток из переменного. Чтобы создать дугу между электродом и заготовкой для формирования шва, их подключают к разным полюсам.
Как и при других видах сварки, полярность определяется тем, как подсоединен электрод. Выбирая данную характеристику, нельзя забывать про толщину изделия и прочие свойства, подробно рассмотренные ранее.
Электродержатель и сварочные электроды при разной полярности
Держатель
Применение инвертора в сочетании с прямой полярностью и высокими токами в пределах 200–300 А чревато перегревом держателя. Аналогичная картина складывается при сварке током обратной полярности в 140 А, так как расходник нагревается до +1 000 °C.
Чтобы защитить руку от неприятных ощущений и иметь возможность дольше варить, не прерываясь на охлаждение инструмента, специалисты рекомендуют выбирать держак, имеющий хорошую изоляцию рукоятки.
Электроды
Новичкам, которые не могут сразу сказать, какой тип подключения им понадобится и будут ли они менять полярность при сварке, стоит отдать предпочтение универсальным электродам.
Этой же рекомендации лучше следовать, если вы собираетесь работать одновременно с тонкостенными и толстостенными заготовками.
Подобные расходники прекрасно проявляют себя при переменном и постоянном токе вне зависимости от его полярности. С любыми сварочными задачами справляются такие марки: «Lincoln Electric Omnia 46», «СпецЭлектрод АНО-21» и ESAB ОЗС-12.
Если планируется варить только с обратным подключением, можно выбрать марку ESAB ОК 46.00.
Итак, описанные виды полярности при сварке нередко обозначают как электрод-отрицательная и электрод-положительная. Подобные термины демонстрируют способы подсоединения расходника к одному из полюсов.
Иными словами, электрод крепят к отрицательно заряженному полюсу для получения возможности варить током прямой полярности и к плюсу, если планируется сварка с обратной полярностью.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
что такое, отличия, род тока
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.
Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны
При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему. После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке. Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва; Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций; К держателю электрода подключаем минус; Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Что такое полярность при сварке?
Технически сварка является ручным трудом, но сварщикам по-прежнему необходимо обладать достаточным объемом технических знаний, чтобы выполнять свою работу должным образом.
Одна из вещей, которую вы часто слышите, если посещаете курсы сварки или просто идете в магазин, это «сварочный ток». ток машины.
Что такое полярность при сварке?
Электрическая цепь, образующаяся при включении сварочного аппарата, имеет отрицательный и положительный полюс. Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, поскольку правильный выбор полярности влияет на прочность и качество сварного шва. Неправильная полярность может привести к большому количеству брызг, плохому проплавлению и потере контроля над сварочной дугой.
Что такое переменный и постоянный ток?
AC означает переменный ток, а DC означает постоянный ток. В переменном токе направление потока меняется, в то время как в постоянном есть только одно направление. Таким образом, сварочные аппараты и электроды с маркировкой DC имеют постоянную полярность, а маркировка AC означает, что полярность меняется.
Чем отличаются переменный и постоянный токи при сварке?
Когда дело доходит до дуговой сварки металлическим электродом, широко используется постоянный ток, поскольку он имеет много преимуществ. Сварка на постоянном токе дает более ровную и стабильную дугу, и вам легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему количеству брызг, а также уменьшает количество осложнений при вертикальной сварке вверх и потолочной сварке.
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня. Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три различных типа полярности.
Постоянный ток прямой полярности
Это происходит, когда электрод выполнен отрицательным, а пластины положительными. В результате электроны перетекают от кончика электрода к опорным пластинам.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Полярность переменного тока
Если источник питания обеспечивает переменный ток, то и прямая, и обратная полярность будут появляться одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
При использовании источника питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины к отрицательной клемме, это называется электродом постоянного тока положительной или обратной полярности.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в маленьком проходе создает дугу.
Электроны, испускаемые базовыми пластинами, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это приводит к преобразованию кинетической энергии электронов в тепловую энергию, что приводит к выделению тепла на конце электрода.
Общепринято, что около двух третей всего тепла дуги выделяется на электроде, а остальная часть выделяется на опорной плите. Это приводит к быстрому расплавлению электрода и увеличению скорости наплавки расходуемых электродов.
С другой стороны, базовая пластина не сплавляется должным образом из-за отсутствия достаточного количества тепла, что может привести к таким дефектам, как отсутствие проплавления или сильное армирование.
Однако поток электронов, исходящий от базовой пластины, удаляет масло, покрывая оксидные слои или частицы пыли, имеющиеся на поверхности базовой пластины. Это называется действием по очистке от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, что снижает вероятность дефектов включения. Большой объем осаждения означает, что сварка выполняется быстрее.
Уменьшает деформацию, остаточное напряжение и полную резку, что повышает производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Недостатки DCEP
DCEP имеет более короткий срок службы неплавящихся электродов. Существует высокий уровень подкрепления, если скорость не отрегулирована должным образом.
При недостаточном плавлении и низком проплавлении вы не сможете правильно сплавить толстые листы или металлы с высокой температурой плавления.
Электрод постоянного тока с отрицательной полярностью (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а базовые пластины к положительной, это называется электродом постоянного тока с отрицательной или прямой полярностью. Электроны текут от электрода к опорным пластинам.
Это приводит к выделению большего количества тепла на опорной пластине, чем на электроде – опять же, противоположно DCEP – и это означает, что скорость осаждения металла на электроде снижается.
Это также означает, что устраняются дефекты, вызванные недостаточным сплавлением. Однако DCEN не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные пластины должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное плавление основных металлов и, следовательно, надлежащее проникновение. Вероятность включения вольфрама и низкого армирования также уменьшается. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь. Толстые пластины также можно правильно соединить.
Недостатки DCEN
В DCEN нет действия по очистке дуги, поэтому вероятность дефектов включения возрастает. Существует также высокий уровень деформации и высокое остаточное напряжение.
Имеется более широкая зона термического влияния, что обусловливает низкую продуктивность из-за низкой скорости осаждения. Не подходит для сварки тонких листов.
Полярность переменного тока
Полярность переменного тока дает преимущества как DCEP, так и DCEN, поскольку оба они происходят в цикле, но только до некоторой степени.
Полярность переменного тока обеспечивает умеренную очистку дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Как полярность влияет на качество дуговой сварки?
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварки:
- Нанесение наполнителя. При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
- Проплавление сварного шва. Полярность DCEN увеличивает провар.
- Очистка опорной плиты. DCEP упрощает очистку базовых пластин и снижает риск дефектов включения.
- Усиление. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN приводит к быстрому нагреву базовых пластин, и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
Как правильно выбрать полярность?
Выбор полярности сварки требует тщательного учета большого количества факторов. Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку они могут разрушить оксидный слой, присутствующий на поверхности пластины. Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
- Для титана или нержавеющей стали лучше использовать переменный ток, так как он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения, DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN, при этом требуется подготовка кромок. Точно так же для тонких пластин лучше использовать DCEP.
- При сварке TIG DCEP может привести к образованию шариков на конце электрода, что может привести к сокращению срока службы электрода и дефекту вольфрамовых включений.
Вопросы по теме
В чем разница между прямой и обратной полярностью?При прямой полярности электрод отрицательный, а базовые пластины положительные. При обратной полярности электроды положительные, а опорные пластины отрицательные. Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения.
Что лучше: обратная или прямая полярность?Поскольку к разным материалам предъявляются разные требования, любой из этих двух типов полярности может подходить для разных материалов.
Что произойдет, если сварить с неправильной полярностью?Использование неправильной полярности может привести к разбрызгиванию, плохому проплавлению и потере контроля над дугой.
Зачем сваривать с обратной полярностью
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Зачем сваривать с обратной полярностью
08-02-2009 #1
В чем причина сварки с обратной полярностью
Чем сварка 7018 с обратной полярностью отличается от сварки не на sa200
Ответить с цитатой
08-02-2009 #2
Re: Зачем сваривать с обратной полярностью?
Один работает не???
Я нахожу это странным вопросом.
.. но… Большинство стержней предназначены для работы с заданной полярностью.С данным стержнем можно увидеть, что больше тепла направляется на работу
Чтобы узнать, как должен работать ваш 7018, обратитесь к производителю за его рекомендациями.
Ответить с цитатой
08-02-2009 #3
Re: Зачем сваривать с обратной полярностью?
Самый простой способ увидеть разницу — попробовать и посмотреть, что получится.
..Как упоминалось выше, производитель указывает, для какой полярности DC+, DC- или AC предназначены их электроды, и, как правило, дает вам диапазон чтобы запустить его.
Также упоминалось выше, что разные полярности используются не просто так.
Прямая полярность (DC-) больше нагревает обрабатываемую деталь, а обратная полярность (DC+) больше нагревает электрод.
Если у вас есть опыт работы с GTAW (Tig), вы уже знаете о полярности.
Попробуйте 7018 на DC — если хотите, но я сомневаюсь, что вы будете довольны результатами.
Спокойной ночи.
Позже,
ДжейсонОтветить с цитатой
08-02-2009#4
Re: Зачем сваривать с обратной полярностью?
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохой.
Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, похоже, не влияет на все еще неповрежденную карму.
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
03.08.2009 #5
Re: Зачем сваривать с обратной полярностью?
Теперь это смешно, мне все равно, кто ты.
Ответить с цитатой
03.08.2009 #6
Re: Зачем сваривать с обратной полярностью?
Первоначальное сообщение от Oldiron2
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохо.
+1 Моя карма давно испорчена. Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0231
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
03.08.2009#7
Re: Зачем сваривать с обратной полярностью?
Первоначально написал Black Wolf
Самый простой способ увидеть разницу — попробовать и посмотреть, что получится.
…Как упоминалось выше, производитель указывает, какая полярность DC+, DC- или AC соответствует их электроды предназначены для и, как правило, дают вам диапазон для его запуска.
Также упоминалось выше, что разные полярности используются не просто так.
Прямая полярность (DC-) больше нагревает обрабатываемую деталь, а обратная полярность (DC+) больше нагревает электрод.
Если у вас есть опыт работы с GTAW (Tig), вы уже знаете о полярности.
Попробуйте 7018 на DC — если хотите, но я сомневаюсь, что вы будете довольны результатами.
Спокойной ночи.
Использование большего количества тепла обеспечивает более глубокое проникновение. [-DC]Нагрев стержня дает меньшее проникновение и более широкую лужу. [+ДК]
Ответить с цитатой
03.
08.2009#8Re: Зачем сваривать с обратной полярностью?
LMAO,
Какого черта эта плата подходит?
Теперь у нас есть транзит (постоянный строитель МиГ-не сварщик), который рассказывает Черному Волку (Джейсону), как сваривать.
Нереально, скажу я вам. Просто чертовски нереально.
транзит — Здесь вы немного не в своей тарелке.
Синкро 250 DX
Династия 200 DX
ММ 251 с 30А SG
XMT 304 с устройством подачи 714 и генератором импульсов Optima
Hh287
Dialarc 250 AC/DC
Hypertherm РМ 1250
Смит, Харрис, Виктор O/A
Газосмесители Smith and Thermco
Доступ к полному производственному цеху с ЧПУ плазмы, водоструйной резки и т. д.Ответить с цитатой
03.
08.2009
#9Re: Зачем сваривать с обратной полярностью?
Закат, отдохни!
Разве вы не можете просто опубликовать что-то, не указывая пальцем и не делая ехидных замечаний?Для максимально глубокого проникновения используйте обратную полярность постоянного тока (положительный электрод).
Для меньшего проникновения и большей скорости осаждения используйте прямую полярность постоянного тока (отрицательный электрод).#1. Если вам не нравится то, что я написал, или если это вас оскорбляет, то не читайте!
№ 2. Я живу так, как считаю нужным, если тебе не нравится, как я живу, крутое дерьмо!Ответить с цитатой
03.
08.2009#10Re: Зачем сваривать с обратной полярностью?
Разницу полярности можно наглядно продемонстрировать с помощью угольных стержней.
Стоит сжечь уголь, чтобы увидеть это.Удачи
Ответить с цитатой
03.08.2009 #11
Re: Зачем сваривать с обратной полярностью?
Для максимально глубокого проникновения используйте обратную полярность постоянного тока (положительный электрод).
Для меньшего проникновения и большей скорости осаждения используйте прямую полярность постоянного тока (отрицательный электрод).
__________________
Это правильно. Я не сварщик по профессии, но немного разбираюсь в электричестве. Когда вы используете обратную полярность ( электрод + ), электроны перемещаются от отрицательного к положительному (это означает, что от работы к электроду. Это перегревает электрод, и материал стержня перемещается поперек потока дуги с высокой скоростью и врезается в металл, вызывая более глубокое проникновение.Две трети тепла направляется на электрод и одна треть на работу.При использовании прямой полярности (отрицательный электрод) электроны перемещаются от электрода к работе. Две трети тепла направляется на работу, а одна треть на электрод. Несмотря на то, что на работу направляется больше тепла, проникновение не такое глубокое, как при положительном электроде. Это позволяет вам использовать прямую полярность со стержнем, таким как 6013, и сваривать листовой металл без прожога.
.. если вы хорошо разбираетесь.Переменный ток подходит для сварки материалов, которые намагничиваются, чтобы исключить дуговой разряд. Мы использовали это на бумажной фабрике, где я работал на конвейерах на складе щепы, потому что стружка, трущаяся о конвейеры, намагничивала металл. Проникновение переменным током также больше, чем при прямой полярности, но меньше, чем при обратной.
Ответить с цитатой
03.08.2009 #12
Re: Зачем сваривать с обратной полярностью?
Ну спасибо всем, что многое объясняет
Ответить с цитатой
03.
08.2009
№13Re: Зачем сваривать с обратной полярностью?
Гм, ОП, какова была цель этого вопроса??? Вы конкретно спрашивали о 7018, вы конкретно спрашивали об использовании SA-200. Предполагается, что у вас есть как SA 200, так и удилище 7018. Насколько сложно было бы сварить с прямой полярностью, потом с обратной полярностью, сломать и то, и другое, а потом прийти к своим собственным выводам???????
Ответить с цитатой
03.
08.2009
№14Re: Зачем сваривать с обратной полярностью?
Ну, если честно, я не очень знаком с 7018 и заметил на коробке стержней, что он указывает на обратную полярность, и мне было просто любопытно. Задавайте вопросы, получайте ответы… Верно?
Ответить с цитатой
22-02-2017 №15
Re: Зачем сваривать с обратной полярностью?
Они делают стержни 7018 для машин переменного тока, но они не будут работать на постоянном токе.
Ответить с цитатой
22-02-2017 №16
Re: Зачем сваривать с обратной полярностью?
обратная полярность или положительный электрод, электроны покидают часть и поражают конец стержня. если стержень покрыт флюсом, он реагирует на тепло, и от конца стержня исходит струйное действие, вызывающее увеличение силы дуги или провара. подавляющее большинство стержней, покрытых флюсом, имеют резко увеличенную проникающую способность при обратной полярности или положительном электроде.
.
без флюса вы получите большее проплавление при прямой полярности или отрицательном электроде, как при сварке TIG
.
его противоположность с палкой. 6010 и 7018 работают намного лучше с обратной полярностью или положительным электродом.
. Рутиловые стержни
, как и 6013, могут работать как с обратной, так и с прямой полярностью. разница не столь драматична из-за типа флюса. то, какой тип стержня используется, имеет большое значение. 6010 и 6011 основаны на целлюлозе (в основном на бумаге), тепло дуги в значительной степени заставляет ее гореть с выделением газа. обратная полярность, вы получаете больше газа или реактивного действия или силы дугиОтветить с цитатой
22-02-2017 # 17
Re: Зачем сваривать с обратной полярностью?
Первоначально отправлено Mark’s Welding
Они делают 7018 стержней для машин переменного тока, но они не будут работать на DC
.
.
Я много раз использовал стержни переменного тока 7018 на постоянном токе. работает нормально. кажется, что у него немного больше потока и больше потока жидкости, но работает в основном то же самое.
. Стержень
Lincoln 7018AC обычно продается во многих магазинах в коробках по 5 фунтов и работает на машинах переменного или постоянного тока. иногда больший поток жидкости пытается опередить дугу и лужу, и мне приходится двигаться быстрее или наклонять стержень, чтобы сильнее заставить его вернуться. обычно обычный 7018 рекомендуется только для постоянного тока, лучше работает на постоянном токе. поток менее текучий и с меньшей вероятностью будет мешатьОтветить с цитатой
22-02-2017 # 18
Re: Зачем сваривать с обратной полярностью?
Первоначально написал Mark’s Welding
Они делают 7018 стержней для машин переменного тока, но они не будут работать на DC
Вопросу 8 лет.Он разобрался или откололся
Ответить с цитатой
22-02-2017 # 19
Re: Зачем сваривать с обратной полярностью?
Первоначальное сообщение от Oldiron2
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохо. Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть.
Рад, что надел свои ДЛИННЫЕ сапоги! Здесь становится ГЛУБОКО!! Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0231
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
22-02-2017 #20
Re: Зачем сваривать с обратной полярностью?
Первоначально Послано транзитом
Вкладывание большего количества тепла в работу дает более глубокое проникновение.
[-DC]Нагрев стержня дает меньшее проникновение и более широкую лужу. [+DC]
…кроме сварки электродом.Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Полярность сварки стержнем для E6013, E6010, E7018, E7024
Что такое сварка стержнем?
Сварка электродом ( SMAW ) — это процесс сварки, в котором используется электрод с покрытием с использованием сварочного трансформатора (типа переменного тока) или сварочного аппарата постоянного тока (типа постоянного тока) или сварочного аппарата.
Сварочный аппарат или сварочные аппараты имеют две выходные клеммы как в машинах переменного, так и постоянного тока. Один конец клеммы крепится к заготовке, а другой — к держателю сварочного электрода, как показано на схеме ниже.
При сварке полярность сварного шва определяется направлением потока электронов. В зависимости от протекающего сварочного тока различают два типа полярности сварки:
- Постоянный ток (DC) и
- Переменный ток (AC).
При сварке постоянным током электроны движутся в одном направлении (с положительного на отрицательное) от электрода к заготовке. Это создает более стабильную сварочную дугу, которую легче контролировать, чем при сварке переменным током. Регулируя положительную или отрицательную клемму постоянного тока, можно создать следующие два типа полярности сварки:
- Электрод постоянного тока положительной (DCEP) или обратной полярности.
- Электрод постоянного тока Отрицательная (DCEN) или прямая полярность.
При сварке переменным током электроны перемещаются между электродом и заготовкой, создавая более нестабильную дугу. Этот тип сварки обычно используется для сварки алюминия и других цветных металлов.
При сварке электродом или сварке SMAW, чтобы определить, является ли сварка электродом положительным электродом (DCEP) или отрицательным электродом (DCEN) или полярностью переменного тока, нам необходимо проверить — Как мы подключаем заготовку или электрод к машине, и он определяет тип полярности при сварке палочкой .
Если мы подключаем электрод к положительной клемме, мы говорим, что это электрод постоянного тока положительной (DCEP) полярности (также называемой обратной полярностью).
Аналогично, если мы подключаем электрод к отрицательной клемме, мы говорим, что это отрицательный электрод постоянного тока (DCEN) или также называемый прямой полярностью .
При сварке с помощью сварочного аппарата трансформаторного типа не существует прямой или обратной полярности, а также полярности DCEP или DCEN, что означает отсутствие полярности при сварке электродом на переменном токе, поскольку в переменном токе ток течет в обоих направлениях.
Полярность при сварке электродом или SMAW или MMAW можно поменять местами, поменяв клеммы на передней стороне сварочного аппарата (сварочного аппарата).
Типы полярности в SMAW, MIG, MAG…
Пожалуйста, включите JavaScript
Типы полярности в SMAW, MIG, MAG, FCAW, TIG и SAW положительная клемма на аппарате к сварочному электроду,
и, если хотите, прямая полярность или полярность DCEN соединяет сварочный держатель с отрицательной клеммой на аппарате в соответствии с расположением, показанным на диаграмме ниже для обоих типов полярности.
Новейший сварочный аппарат (сварочный аппарат) имеет переключатель смены полярности, который упрощает работу сварщика по изменению полярности для сварки.
Какую полярность следует использовать для сварки электродом? Выбор полярности сварки зависит от типа сварочного электрода, а тип покрытия электрода определяет полярность электрода при сварке электродом.
Большинство электродов для дуговой сварки или сварки SMAW или MMAW плавно работают с DCEP или полярностью постоянного тока (также называемой обратной полярностью), но это не универсально.
Некоторые электроды могут работать с полярностью AC, DCEP и DCEN , а некоторые хороши только с DCEP или DCEN.
Таблица полярности электродов для стержневой сварки E6010, E6012, E6013, E7014, E7015, E7018 и E7024 показана на рисунке ниже.
Полярность электродной сварки для E6010E6010 или E4310 или E383C21 Сварочные электроды предназначены только для DCEP и обратной полярности.
Сварка на переменном или постоянном токе приведет к нестабильной дуге и плохому качеству сварки сварных швов. Итак, выбрав правильную полярность для 9Электрод типа 0009 E6010 очень важен.
Полярность сварки стержнем для E6011 E6011 или E4311 в соответствии со стандартом CSA. Стандартный электрод можно использовать с полярностью переменного тока (переменный ток) или DCEP (положительный электрод постоянного тока).
Калий, присутствующий в покрытии, облегчает его использование с полярностью DCEP.
E6011 не содержит натрия, поэтому его нельзя использовать с полярностью DCEN (отрицательный электрод постоянного тока), а можно использовать только с обратным или переменным (AC) током при сварке электродом или сварке SMAW или MMAW.
Полярность электродной сварки для E6013E6012 и E6013 или E4313 или E380RC11 используются с положительной полярностью электрода постоянного тока (DCEP) или также называются обратной полярностью. но только E6013 подходит для работы с переменным током (AC) и DCEN (прямая полярность).
Характеристики постоянного тока (CC) используются при сварке электродом, чтобы сбалансировать нестабильность руки сварщика из-за ручного управления.
Эта функция аппарата поддерживает длину дуги во время сварки без значительных колебаний сварочного тока и напряжения.
Полярность сварки стержнем для E7014При сварке электродом E7014 полярность сварки можно изменить для получения различных результатов. Стержень E7014 можно использовать с полярностью AC, DCEP и DCEN.
Если вы хотите получить более широкий валик сварного шва с большим подводом тепла, вы можете использовать обратную полярность (DCEP). При DCEP электрод является положительным, а заготовка — отрицательным. Это дает более широкий сварной шов с меньшей проникающей способностью.
Полярность электродной сварки для E7015 При электродуговой сварке электродами E7015 используется только положительная полярность электрода постоянного тока (DCEP) или обратная полярность. Для достижения наилучших результатов важно использовать правильную полярность для используемого электрода и типа свариваемого металла.
При постоянном токе ток течет в одном направлении, а электрод всегда положителен. Это создает сильную дугу, подходящую для сварки высокоуглеродистой стали. При переменном токе ток чередуется вперед и назад, и электрод положителен в течение половины каждого цикла. Это может вызвать нестабильное горение дуги и привести к меньшему проплавлению сварного шва.
Полярность сварки стержнем для электродов E7018E7018 или CSA E4918 или E42 5 B4 2 H5 можно использовать с полярностью AC и DCEP. Покрытие стержня E7018 на основе калия обеспечивает лучшие характеристики дуги при полярности AC и DCEP. Электроды
E7018 чаще всего используются на предприятиях с обратной полярностью, поскольку они обеспечивают хорошую стабильность сварочной дуги.
Полярность сварки электродом для E7024 E7024 или E4924 или E42 0 Электроды типа RR5 3 можно использовать с полярностью DCEP, DCEN и AC Они обеспечивают высокую скорость осаждения, но в основном используются в плоском положении только из-за ограничений покрытия.
E7024 (классификация электродов) Спецификация стержня AWS A 5.1.
Заземление сварочного аппарата положительное или отрицательное?При сварке важно иметь хорошее заземление. Это гарантирует, что сварка стабильна и производит качественный сварной шов.
Это соединение создает путь для прохождения электричества от источника питания к заготовке. Земля также действует как щит, защищая сварщика от поражения электрическим током.
В сварочных аппаратах постоянного тока возможны два типа заземления:
- Положительное заземление и
- Отрицательное заземление.
Заземление сварочного аппарата обычно отрицательное при сварке электродом и сварке MIG. Земля остается положительной при сварке TIG. Это означает, что зажим на станке должен быть сначала прикреплен к заготовке, а затем к заготовке должен быть прижат металлический стержень.
Важно правильно подключить заземление к сварочному аппарату. Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
При сварке полярность электрического тока, протекающего через сварной шов, влияет на способ плавления металла и внешний вид сварного шва. При сварке TIG существует два типа полярности: прямая и обратная. Какой из них вы используете, зависит от того, какой тип сварного шва вы пытаетесь сделать и какой металл вы используете.
Прямая полярность – это когда ток течет от электрода к заготовке. Это создает сильную дугу и обеспечивает хорошее проникновение в металл. Лучше всего подходит для сварки тонких металлов, таких как листовой металл или алюминий. Это наиболее часто используемая полярность сварки TIG.
Обратная полярность — это когда ток течет от заготовки к электроду. Это создает более слабую дугу и не дает хорошего проникновения в металл. Эта полярность редко используется при сварке TIG.
Похожие сообщения:
- Типы сварочной проволоки MIG-TIG
- Как стать сертифицированным сварщиком?
- Спецификация электродов E7018-1 или E4918-1-h5, значение, химические и механические свойства с MTC
Полярность сварки электродом – простые ответы
Для разных процессов сварки требуются разные типы тока. Если вы выберете неправильный тип тока для своего процесса, результаты будут некачественными. Обычно довольно легко понять, когда вы используете неправильную полярность. Сварные швы будут выглядеть ужасно, и вы поймете, что нужно что-то менять. Какова правильная полярность для сварки электродом?
Для сварки TIG на стали требуется отрицательная полярность — в этом случае к горелке течет отрицательный ток, а к заземляющему зажиму — положительный.
Для таких процессов, как сварка стержнем, требуется другой тип полярности, о котором мы поговорим ниже.
Содержание
Положительная полярность (DCEP) №1 Выбор
Стержневые электроды обычно работают с положительной полярностью (DCEP). При такой настройке ваш электрододержатель (жало) имеет положительный ток, протекающий к электроду-стержню (также называемому «стержнем»). Ваш провод заземления будет подключен к отрицательной клемме вашей машины.
Эта положительная полярность стержня подходит для большинства стержней при сварке низкоуглеродистой стали и даже нержавеющей стали. После того, как вы прикрепите лиды таким образом, вам обычно не придется их менять.
Также толщина основного металла не влияет на выбор полярности. Если вы используете сварку стержнем, независимо от того, тонкий или толстый основной металл, DCEP является предпочтительным выбором.
Отрицательный (-) провод заземления слева. Положительный (+) жало справа Как вы можете видеть на Bobcat выше, минусовая клемма находится слева. Положительная клемма находится в крайнем правом углу.
На некоторых машинах с палочками они могут меняться местами, но они всегда имеют маркировку. Даже небольшие машины начального уровня дадут понять, какой терминал какой.
На некоторых машинах и в руководствах отрицательная клемма может называться «рабочей». Эта «рабочая» терминология просто означает, что именно здесь должен проходить провод заземления.
Таким образом, для большинства дуговых сварок лучше всего подходит положительная полярность (DCEP). Большинство удилищ спроектированы с учетом этой полярности, и в ближайшее время это не изменится. Стержень 6010, очень часто используемый электрод, используется с установкой DCEP.
Помните, что положительный электрод в некоторых местах также называют обратной полярностью. Таким образом, для сварки электродом (также называемой процессом SMAW или MMAW) обратная полярность является более подходящим выбором, чем прямая полярность.
Также некоторым людям нравится передавать эту настройку как положительную по постоянному току. Термин «положительная сварка постоянным током» указывает на настройку DCEP.
Полярность переменного тока (переменный ток)
PixabayНекоторые аппараты для дуговой сварки работают на переменном токе. Этот «переменный ток» постоянно переключается между положительной и отрицательной полярностью.
Старые жужжащие устройства Lincoln часто используют переменный ток в качестве источника питания. Некоторые стик-машины могут иметь настройку переменного тока в дополнение к настройкам постоянного тока.
В то время как большинство стержней предназначены для сжигания при постоянном токе, некоторые стержни хорошо работают с переменным током.
Такие стержни, как 6011 и 6013, отлично работают на переменном токе. Они лучше всего работают на нем и разработаны с учетом параметров переменного тока. Стержни
6013 обеспечивают среднее проплавление и отлично подходят для сварки тонких сталей без особого коробления. Запускать эти удилища лучше всего на переменном токе. Их подвод тепла является управляемым, и они имеют тенденцию изгибать и деформировать металлы гораздо меньше, чем другие процессы.
6011 стержни обеспечивают очень глубокое проникновение и могут прожечь ржавчину и даже светлую краску. Эти удилища 6011 представляют собой АС-версию популярного удилища 6010. Для корневых проходов и тяжелых условий эксплуатации стоит попробовать электроды 6011.
В стержнях из нержавеющей стали в конце появляется обозначение удобства использования. Например, EXXX-15, EXXX-16, EXXX-17, EXXX-26 и так далее. Это обозначение указывает полярность, с которой стержень подходит для использования.
Стержни, оканчивающиеся цифрами 16, 17 и 26, можно использовать с переменным током. Эти стержни также можно использовать с DCEP. Однако стержни, оканчивающиеся на 15, подходят только для использования с DCEP.
Так что, если у вас осталась старая машина с удочками переменного тока, не волнуйтесь — есть еще несколько отличных удочек, которые вы можете использовать с ней!
Сварка электродом : Wikimedia Commons (Weldscientist)Когда полярность переменного тока предпочтительна для сварки электродом?
Как правило, DCEP является предпочтительной полярностью для дуговой сварки. Однако иногда прибегают к полярности переменного тока по следующим причинам:
- Другого выбора нет: некоторые старые машины имеют источник питания, который выдает только переменный ток. Примером этого типа являются старые машины производства Линкольна, называемые жужжащими коробками. Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.
- Иногда полярность переменного тока используется для решения проблем с дуговым разрядом. Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.
Проблемы, связанные с полярностью переменного тока при сварке электродом
При сварке переменным током ток колеблется между положительным и отрицательным, как синусоида. Обычно частота переменного тока в большинстве стран составляет 50 герц. Таким образом, это изменение с отрицательного на положительное происходит 100 раз в секунду.
Это означает, что ток близок к нулю 100 раз в секунду. См. красную зону на рисунке ниже.
Источник изображения: Lincolnelectric.comЭто означает, что во время сварки дуга часто «выскакивает» или гаснет. Чтобы решить эту проблему, стержни, специально разработанные для работы на переменном токе, имеют в своем покрытии специальные ингредиенты, поддерживающие зажигание дуги.
Однако при сварке на переменном токе дуга продолжает трепетать. Он менее стабилен, чем полярность постоянного тока.
Какая полярность для электрода E7018? Электрод
E7018, пожалуй, наиболее часто используемый стержень не только в Соединенных Штатах, но, вероятно, и во всем мире. Так что этот вопрос распространен. Стержень
E7018 предназначен для использования с как переменного, так и постоянного тока. При использовании постоянного тока для стержней 7018 используется положительная полярность электрода.
Отрицательная полярность (DCEN)
Хотя это редкость, но при сварке электродом можно использовать отрицательную полярность (DCEN). Обычно он обеспечивает меньшее проникновение, и стержни имеют тенденцию гореть быстрее. Стоит попробовать, если вы свариваете очень тонкую сталь, но это не самое красивое решение.
Сварка стержнем с отрицательной полярностью определенно не является общепринятой практикой. Многие сварщики всю свою карьеру так и не попробовали. Однако, если вы хотите проверить это, сделайте это — это не повредит вашу машину.
Как изменить полярность на сварочном аппарате?
Это просто. Все сварочные аппараты имеют две клеммы, помеченные положительной и отрицательной. Маркировка четко видна рядом с терминалом.
Если вам нужна полярность DCEP, подключите жало к положительной клемме, а заземляющий провод к отрицательной клемме.
Если вам нужна полярность DCEN, провод с жалом подключается к отрицательной клемме, а провод заземления подключается к положительной клемме.
В современных машинах есть переключатель полярности. Можно просто щелкнуть выключателем, чтобы перейти от одной полярности к другой. Если переключатель недоступен, необходимо поменять местами сварочные кабели, как описано выше.
Другие аспекты полярности при сварке электродом
В кодированных работах важно заранее зафиксировать выбор полярности. Раздел IX ASME, на который ссылается большинство строительных норм и правил в Соединенных Штатах, указывает, что изменение полярности является дополнительной существенной переменной. Для сварки электродом эта переменная отображается как QW 409.4 в таблице QW 253 для дуговой сварки защищенным металлом.
Это означает, что если процедура сварки аттестована с использованием DCEP, производственный шов также должен выполняться с использованием DCEP. Так же и с DCEN. Изменение полярности с DCEP на DCEN или наоборот не допускается.
Тот факт, что это дополнительная существенная переменная, означает, что она вступает в силу только тогда, когда принимается во внимание ударная вязкость. Когда воздействие не принимается во внимание, тогда оно является несущественной переменной, но все же должно быть четко указано в WPS, чтобы помочь сварщику.
Для коррозионно-стойких и твердосплавных покрытий изменение тока (т. е. переменного или постоянного тока) и полярности (DCEP или DCEN) является важной переменной. Для сварки стержнем это указано в QW 253.1.
Опытный сварщик знает о важности полярности при сварке – будь то сварка электродом или любая другая. Для инженера-сварщика эти переменные в Разделе IX определяют важность полярности.
Авторы изображения: Александр Панасовский, UA
AC DC Понимание полярности
Знаете ли вы, что означают AC (переменный ток) и DC (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины «прямая» и «обратная» полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги. Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный налет
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните. Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму. Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определите полярность с помощью металлического электрода (E6010)
1. Очистите основной металл и расположите плоско
2. Установите силу тока от 130 до 145 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Ударьте дуги Удерживайте нормальную длину дуги и стандартный угол наклона электрода и запустите валик
5. Прислушайтесь к звуку дуги Правильная полярность при нормальной длине дуги и силе тока приведет к нормальному потрескиванию Неправильная полярность при нормальной
установка длины и силы тока приведет к неравномерному «потрескиванию» и «хлопкам» с нестабильной дугой
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью.
7. Отрегулируйте другую полярность и запустите еще один валик.
8. Очистите валик и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не научитесь быстро распознавать правильную полярность
Рекомендации по полярности сварки для сварки TIG, MIG и Stick
Сварщики используют множество методов для соединения двух металлических частей. Тип инструментов, тепло и давление, используемые в каждом процессе, делают его уникальным.
Указанный метод сварки должен выполняться профессионалами, которые знают, как это делать. При правильном выполнении он может создавать первоклассные сварные швы.
Итак, если вы хотите узнать об этом больше, продолжайте читать!
Содержание
- 1 Что такое полярность при сварке?
- 2 Различные типы полярности сварки
- 2. 1 Полярность сварки постоянным током
- 2.2 Полярность сварки переменным током
- 2.
- 3 Настройки полярности на аппаратах
- 3.1 Электрод постоянного тока Отрицательная полярность (DCEN)
- 3.1.1 Преимущества DCEN
- 3.1.2 Недостатки DCEN
- 3.2 Положительный электрод с постоянным током (DCEP)
- 3.2.1. Преимущества DCEP
- 3.2.2 DISADVANTAGE
- 4 Какая полярность подходит для сварки MIG?
- 5 Какая полярность подходит для электродуговой сварки?
- 6 Какая полярность подходит для сварки TIG?
- 6.1 Что такое сварка TIG?
- 6.2 Полярность сварки ВИГ
- 7 Заключение
Полярность имеет два разных полюса, где отрицательные частицы электрического тока бегут от отрицательного полюса к положительному. Положительный полюс — это область, где отрицательный заряд меньше, чем в отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать, где находится каждый полюс и будут ли они меняться.
Любой из полюсов может существовать как со стороны электрода, так и со стороны зоны сварки. В постоянном токе полюса не меняются, и электричество течет от отрицательного к положительному (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются вперед и назад. Свойства сварки полностью различны для каждого типа электрического тока. В школе вы, возможно, помните, как предполагали в упражнениях, что электричество течет от положительного полюса к отрицательному из-за ложного заблуждения, существовавшего до изобретения микроскопов более века назад. Реальное направление тока не имело значения в средней школе, в то время как при сварке оно очень важно. Итак, поскольку очень легко все перепутать, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Для выполнения сварки TIG необходимо использовать источник питания.
Это позволит вам сделать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть типом электрода. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.Полярность для сварки TIG поставляется в двух различных типах. Полярность сварки TIG на постоянном и переменном токе. Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся обсудить различные типы полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского общества сварщиков) для электродов SMAW (дуговая сварка в защитных газах). Это E6011 и E6010. Оба они имеют схожие свойства. Эти два считаются электродами из мягкой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и эксплуатационные характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия.
Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.Кроме того, E6011 поставляется с более высоким уровнем покрытия целлюлозно-калиевого типа, в то время как E6011 имеет более высокий уровень покрытия целлюлозно-натриевого типа.
Полярность сварки постоянным токомПервый тип полярности сварки — это постоянный ток, и большинство сварщиков предпочитает именно эту полярность сварки по сравнению с переменным током. Вы можете использовать электроды E6010 и E6011 с этой полярностью. Когда дело доходит до более серьезных сварочных работ, включая сварку низколегированных сталей и сварку труб, требующих повышенной прочности, вы можете положиться на этот тип полярности.
В дополнение к этому важно помнить, что только электрод E6010 подходит для такого вида сварки с использованием полярности постоянного тока. Обратите внимание, что для сварки электродом используется полярность DC+.
Это потому, что он известен тем, что создает превосходный профиль борта. Не только это, но и обеспечит вам высокий уровень проникновения.С другой стороны, полярность постоянного тока может обеспечить высокую скорость расплавления электрода и более низкое проплавление. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
Полярность сварки переменным токомЕсли источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появятся обратная полярность и прямая полярность. Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. С другой стороны, теперь у вас может быть положительный электрод и отрицательная базовая пластина. Имейте в виду, что частота источника питания всегда будет влиять на количество циклов.
Отрицательная полярность электрода постоянного тока (DCEN)Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN).
. Это полярность, которая позволит электронам течь к базовым пластинам, исходящим от электрода.В результате опорная пластина может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие в результате недостаточного слияния, будут устранены.
Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если базовые пластины не были должным образом очищены перед использованием.
Преимущества DCEN
DCEN обеспечит вас достаточным количеством сплава основного металла. В результате металл может получить надлежащее проникновение. Кроме того, также меньше шансов на слабое армирование и включения вольфрама. Это правильная полярность сварки, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин.
Недостатки DCEN
Как мы уже упоминали, DCEN не имеет функции очистки. Это означает только то, что дефекты включения имеют более высокую вероятность появления. Кроме того, он также имеет более высокое остаточное напряжение и высокий уровень деформации.
Этот тип полярности сварки также имеет более широкую зону термического влияния. Это может привести к более низкому уровню производительности, поскольку скорость осаждения ниже. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин.
Электрод постоянного тока положительной полярности (DCEP)
DCEP также известен как обратная полярность. Это тип полярности сварки, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. По внешней цепи электроны будут течь к электроду, исходя из его базовых пластин. Электрон будет течь в крошечных проходах непрерывно. Это позволит вам создать дугу.
Опорные пластины производят электроны.
Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны затем будут создавать более высокий уровень скорости и начнут ударять по электроду. Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреву кончика электрода.Многие профессиональные сварщики считают, что приблизительное измерение двух третей всего тепла дуги производится на электродах, а остальные части производятся на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, улучшится скорость наплавки расходуемых электродов.
Следует отметить, что опорные пластины при такой полярности сварки не сплавляются должным образом. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы со сваркой, такие как высокое армирование и низкий уровень проплавления.
Но имейте в виду, что электроны также создают поток, который удаляет масло с опорной пластины.
Поток также покроет частицы пыли и оксидные слои, которые вы можете увидеть на поверхности базовых пластин. Это процесс, известный как действие по очистке от оксидов.Преимущества DCEP
Как вы можете заметить, DCEP имеет функцию очистки дуги, которой нет у DCEN. Когда дуга очищена надлежащим образом, вероятность возникновения проблем с включением низка. Он также имеет более высокий уровень объема отложений. Это означает только то, что вы можете выполнять весь процесс сварки быстро и легко.
Кроме того, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонко нарезанные сварочные пластины. Этот тип полярности сварки подходит для сварки меди и других металлов с низкой температурой плавления.
Недостатки DCEP
Некоторые из вас не знают, что неплавящиеся электроды имеют меньший срок службы. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом.
Так как он имеет низкий уровень проплавления и недостаточно плавится, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высокой температурой плавления.
Сварка MIG — это самый простой тип сварочного процесса, который подходит для начинающих. Этот тип метода сварки требует положительной полярности DCEP или электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать положительный электрод постоянного тока или отрицательный электрод постоянного тока.
Если вы не используете газ для сварки MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, и вы можете использовать его для сварки алюминия или намагниченных материалов. Однако имейте в виду, что при использовании переменного тока будет больше брызг и хуже качество поверхности.
Важно прочитать и понять инструкции, написанные в руководствах.
Как мы упоминали ранее, опытные сварщики используют полярность DC+ при сварке электродом.
Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это связано с тем, что он имеет более высокую скорость плавления электрода и меньшее проникновение. Вы можете использовать эту полярность для сплавления более тонких металлических листов. Это хорошо для предотвращения прогорания.Что такое сварка TIG?
Сварка ВИГ также известна как дуговая сварка вольфрамовым электродом. Еще в 1930–1940-х годах производители самолетов использовали его для соединения материалов, изготовленных из магния. Как правило, процесс выполнения этой сварки выглядит следующим образом: эксперт создает дугу, расположенную между неплавящимся вольфрамовым электродом и основным металлом. Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
В сварочную ванну вручную медленно подается тонкий присадочный металл.
После этого тонкая проволока начнет плавиться. На протяжении всего процесса инертной защитой будет стенка, которая защитит как сварочную ванну, так и вольфрамовый электрод от загрязнения кислородом. Вы не должны использовать флюсы. После всего процесса вы можете получить прочный сварной шов без шлака, обладающий свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами.Авиакосмическая промышленность использует этот метод сварки при создании своих самолетов и космических кораблей. Тот факт, что он обладает антикоррозийным свойством, также используется автомобильными компаниями. Кузовные мастерские также начинают использовать сварку TIG. Многие сварщики поражены результатами, которые дает этот метод при сварке их скульптур.
Полярность сварки ВИГ
Что касается полярности сварки ВИГ, то она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN). Этот процесс сварки использует отрицательную горелку, которая имеет положительную работу.
Это процесс сварки, который используется для соединения различных типов металлов. В связи с этим, большинство отраслей промышленности используют этот процесс сварки.При использовании самого популярного метода сварки, а именно сварки ВИГ, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать отрицательную полярность DCEN или электрода постоянного тока. Пожилые сварщики также называют это прямой полярностью.
Для сварки TIG горелка с отрицательным углом идеально подходит для предотвращения ненужного перегрева вольфрама.
Когда написано «прямая полярность», понятно, что у него есть отрицательный электрод и положительные опорные пластины. Когда написано «обратная полярность», понятно, что у него отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность даст вам повышенную скорость осаждения в целом; прямая полярность обеспечивает высокий уровень проникновения. Используя хороший сварочный аппарат, вы научитесь использовать эти настройки намного быстрее.
- 3.1 Электрод постоянного тока Отрицательная полярность (DCEN)