Сварка для начинающих. Сварка инвертором для начинающих
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Вкратце о сварочных инверторах
Инвертор – электронный сварочный аппарат. Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при инверторной сварке такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
Немного теории
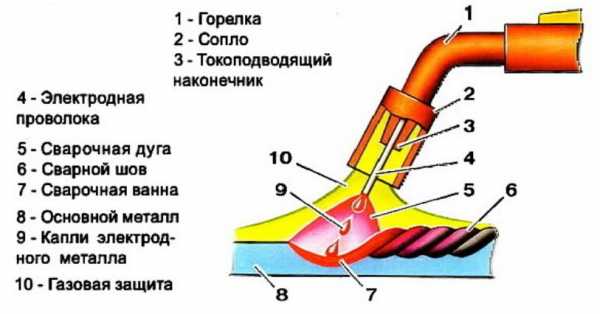
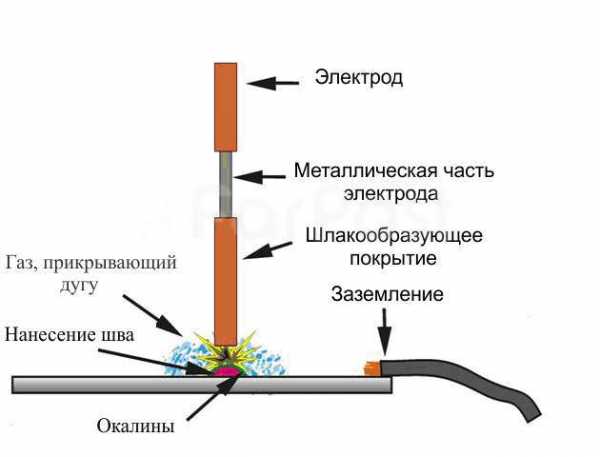
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что сварка полуавтоматом для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
Техника сварки изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
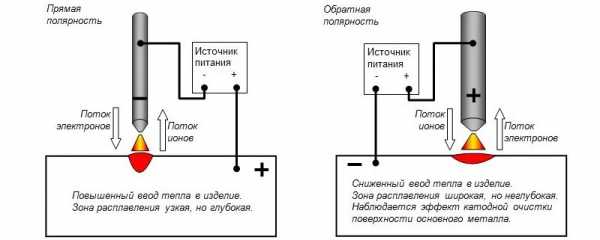
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а «минусом», соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, — это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
fb.ru
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?

В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.

Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.

Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.

При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.

Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
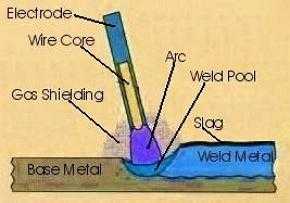
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.

Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
fb.ru
Сварка инвертором для начинающих — уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.

Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
http://www.youtube.com/watch?v=NnaJTrs2qQA
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Контроль дугового промежутка
 Схема сварочной дуги
Схема сварочной дугиГоворить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Правила формирования сварочного шва
Получение крепкого и надежного сварочного соединения во многом является результатом правильного движения электродом в сварочной ванне.
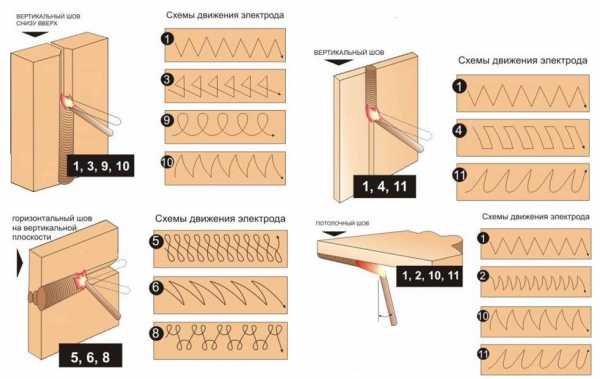
Движение руки с держателем напоминает пропись первоклашки, когда навыки довольно слабые и приходится выводить то зигзаги, то кружечки, то косые линии. Но при этом, кроме движения в одной плоскости, при сваривании, нужно то приближать электрод, то наоборот удалять его.
Такие движения позволяют формировать в сварочной ванне слои металла как бы заходящие друг на друга, это и обеспечивает отлично сформированный соединительный шов.
Прямая и обратная полярность при инверторной сварке
Обычное подключение сварочных кабелей держателя к «минусу», а зажима «массы» к «плюсу» инвертора позволяет без труда сваривать все допустимые соединения, при этом такая полярность позволяет увеличить количество тепла, выделяемое при сварке.
Обратное подключение кабелей, а у инвертора такая возможность присутствует, на электрод подается «плюс», а на свариваемые детали «минус» позволяет снизить количество тепла, и соответственно соединять детали из тонкого металла без образования прожигов.
 Подбор электродов
Подбор электродовВариант работы инвертором с тонким металлом удается новичкам не с первого раза, но и профессионалам это не всегда удается.
Однако, следует знать:
- При сварке тонкого металла рекомендуется использовать обратную полярность.
- При соединении тонкого металла и более толстого, для достижения результата нужно плотно прижимать тонкий металл к более толстому и сварку производить «от толстого к тонкому» для недопущения перегрева и прожигания.
- Обе детали должны быть хорошо зачищены, ржавчина должна быть удалена, во избежание образования дополнительного шлака.
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное — запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
househill.ru
сварке цветных металлов вляет на качество сварного шва

Полярность при сварке цветных металлов влияет на несколько немаловажных параметров. К ним относятся:
— контролируемость сварочной дуги, ее концентрированность;
— глубина проплавления;
— качество сварного шва.
Все указанные параметры могут стать лучше при правильном подборе типа электрода, его покрытия и, собственно, правильности подключения. Сварка цветных металлов чаще всего проводиться вольфрамовыми электродами при прямой полярности.
Не забывайте, чтобы на электроде был минус. Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
При обратной полярности с плюсом на держателе, вольфрам не обеспечивает столь глубокий провар.
В случае с тонколистовым цветным металлом такое подключения оберегает металл от прожогов. Стоит учесть, что для алюминия требуется более высокая температура, способная преодолеть оксидную пленку. Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.
Для полноценной работы с цветметаллом нужно обеспечить однонаправленный электронный поток. Несомненно, в таком случае речь идет о постоянном токе. Благодаря этому сварной шов будет красивым и соответствовать всем критериям качества.
В отличии от РДС, применение сварочного инвертора не требует подбирать полярность, так как она меняется прямо на сварочном аппарате. При обычной сварке для прямой полярности нужно к свариваемой детали присоединить плюс. Для обратной полярности требуется чтобы ток двигался от отрицательной к положительной клемме. Поэтому клемма заземления должна иметь минус, соответственно на электроде будет плюс.
При прямой полярности ток будет двигаться от электрода к металлу, нагревая его. Для этого по определению на заземляющую клемму ставят плюс, а на электрод – минус.
Сварка инвертором: обратная и прямая полярность
Сварочные полуавтоматы работают на постоянном токе с использованием сварочной проволоки или электродов.
Используя полуавтомат, весьма важно соблюдать полярность при подключении.

В инверторных сварочных аппаратах для обозначения полярности используются надписи:
AC — переменный ток;
DC — постоянный ток.
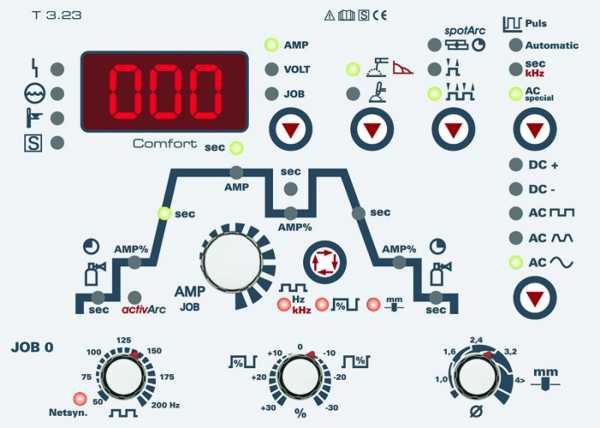
Такие надписи также делаются на большинстве производимых электродов. От того как правильно подобрана полярность будет сильно зависеть глубина плавления, эстетичность, и прочность сварного шва.
Предварительно перед началом сварки проверяйте работу вашего оборудования на тестовом образце или на краю свариваемого изделия. Как говорится 7 раз отмерь и один раз отрежь.
В электрическом контуре сварочного аппарата постоянный ток все время движется в одном направлении. Переменный ток характеризируется тем что движение заряженных частиц сначала идет в одном направлении, а потом в противоположном. Соотношение 50/50. К примеру, если частота 90Гц, то полярность сварочного тока меняется 180 раз/сек. Помните, неправильно подобранная полярность провоцирует перегрев, разбрызгивание расплавленного метала, нестабильность дуги. Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
На большинстве сварочных аппаратов контакты помечены.
 Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для 100% уверенности можно поменять полярность и вторым электродом зажечь дугу. Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Полярность при сварке цветных металлов
Медь
TIG сварка меди проводится на постоянном токе с прямой полярностью — так и на переменном. В зависимости от толщины металла подбирается диаметр сечения электрода и присадки.
 При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Расщепленные электроды применяются для меди толщиной до 3 см с обратной полярностью и без предварительного нагрева.
Сварка меди под флюсом посредством механизированных устройств выполняется постоянным током обратной полярности. В качестве электродов используют графитовые или угольные стержни, так как они не расплавляются, имеют незначительный расход. Плавящиеся электроды возможны. Эффективная толщина для этого способа — 5-10мм. Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Сварка титана
Давайте рассмотрим зависимость между этими параметрами При ручной сварке данного металла используется постоянный ток и прямая полярность. При автоматической аргонодуговой сварке металл до 4 мм варят вольфрамовым электродом. Обратите внимание, присадка применяется только случае если толщина титана более 1.5 мм.

Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
При двухсторонней сварке плавящимся электродом используется постоянный ток обратной полярности. В среде аргона швы будут уже, чем в среде гелия. Такая разница возникает из-за того, что для гелия напряжение дуги должно быть выше в силу его физических свойств.
blog.svarcom.net