Сверление и обработка ситалла — МонАлиТ
Алмазные инструменты «МонАлиТ» для обработки ситалла и других специальных материалов в оптической промышленности изготавливаются отечественным производителем по уникальной запатентованной технологии (Патент РФ № 2319601).Их отличает от других типов инструментов предельное наполнение рабочей части алмазными зернами, которые привариваются в вакууме друг к другу (рис.1). В результате их предельного наполнения алмазом (рис.2) ресурс инструмента «МонАлиТ» в разы превышает ресурс обычных алмазных инструментов, изготовленных методом гальванического нанесения или горячего прессования . Многолетние результаты разработки и внедрения алмазного специального инструмента «МонАлиТ» в области обработки оптического стекла, в том числе и корпусов лазерных гироскопов из ситалла показали большую эффективность этого инструмента и перспективность, что подтверждается многолетним сотрудничеством с лидерами этого направления в России.
Предприятие «РусАтлант» начиная с 2006 года успешно проводит с НПО «Полюс им. Стельмаха» и др., совместные работы по внедрению новых инструментов «МонАлиТ». Изучены конструкции лазерных гироскопов и основных деталей из ситалла типа корпус, моноблок, пластина, призма, подложка. Проведён конструкторско-технологический анализ и разработан типовой ряд специальных инструментов для обработки деталей из ситалла типа корпус, моноблок, пластина, призма, подложка
Выпускаются свёрла для обработки глубоких отверстий малых диаметров, вставки, тонкостенные сверла, конические наружные и внутренние зенковки, сферические торцевые фрезы, плоские радиальные и торцевые фрезы, чашечные, отрезные и профильные круги . Применение разработанных конструкций инструмента «МонАлиТ» по сравнению с гальваническим инструментом обеспечило повышение стойкости в среднем в 8 — 25 раз, при высокой точности обрабатываемых деталей. Например, кольцевое алмазное сверло Ø2,4 мм при обработке глубоких главных каналов обеспечило обработку 80 корпусов датчика К5. При пересчёте в погонные метры было обработано 14 м каналов (см. Акт 1). В настоящее время на «РПЗ» все процессы механической обработки деталей лазерных гироскопов из ситалла переведены на обработку алмазным инструментом «МонАлиТ». Стало бесспорным, что алмазные инструменты «МонАлиТ» на металлической связке могут быть эффективно применены там, где алмазно-абразивные инструменты, изготавливаемые гальваническим закреплением алмазных зёрен и методом порошковой металлургии, не решают поставленных задач. Только с применением алмазного инструмента «МонАлиТ» может быть решена проблема комплексной автоматизации производства за счёт создания новых высокорентабельных, малозатратных технологий механической микрообработки на станках с программным управлением . Только для корпуса, насчитывающего 18 обрабатываемых отверстий, требуется 25 номиналов инструмента, а с учётом переходов, и центровочных инструментов — порядка 45 разных инструментов. Для обработки деталей из ситалла датчиков лазерных гироскопов типа корпус, моноблок, пластина, призма, подложка разработан комплект в составе 60 специальных алмазных инструментов , который успешно поставляется многие годы на РПЗ (Раменский приборостроительный завод, г.
При пересчёте в погонные метры было обработано 14 м каналов (см. Акт 1). В настоящее время на «РПЗ» все процессы механической обработки деталей лазерных гироскопов из ситалла переведены на обработку алмазным инструментом «МонАлиТ». Стало бесспорным, что алмазные инструменты «МонАлиТ» на металлической связке могут быть эффективно применены там, где алмазно-абразивные инструменты, изготавливаемые гальваническим закреплением алмазных зёрен и методом порошковой металлургии, не решают поставленных задач. Только с применением алмазного инструмента «МонАлиТ» может быть решена проблема комплексной автоматизации производства за счёт создания новых высокорентабельных, малозатратных технологий механической микрообработки на станках с программным управлением . Только для корпуса, насчитывающего 18 обрабатываемых отверстий, требуется 25 номиналов инструмента, а с учётом переходов, и центровочных инструментов — порядка 45 разных инструментов. Для обработки деталей из ситалла датчиков лазерных гироскопов типа корпус, моноблок, пластина, призма, подложка разработан комплект в составе 60 специальных алмазных инструментов , который успешно поставляется многие годы на РПЗ (Раменский приборостроительный завод, г.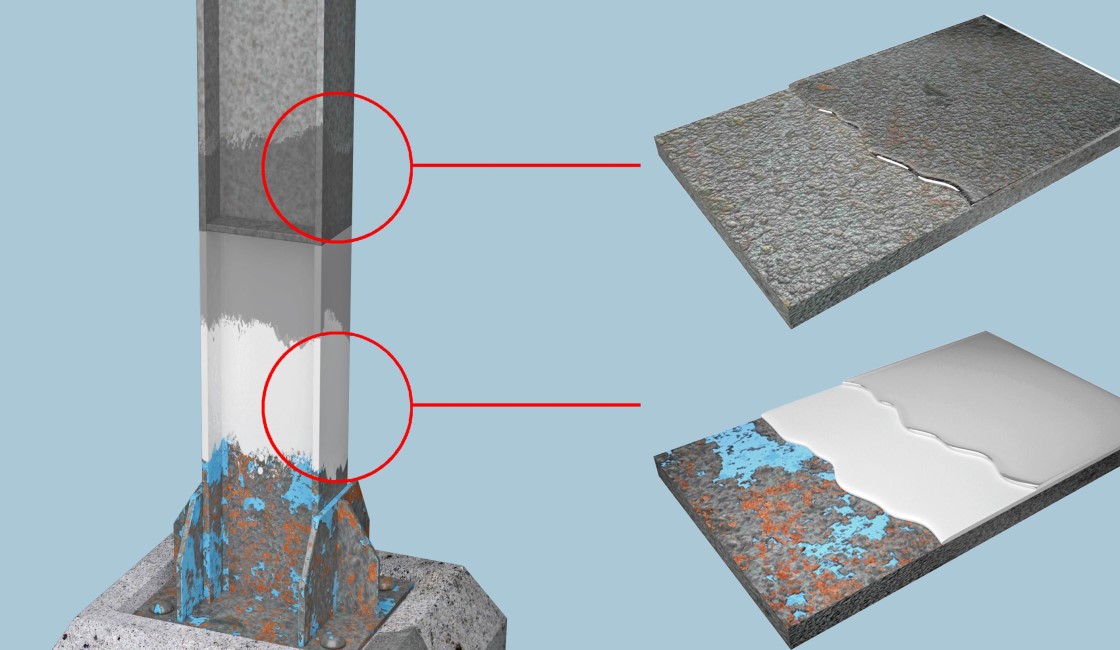 Раменское) который серийно выпускает корпуса лазерных гироскопов. (Акт 1). При этом достигается повышение производительности обработки в 2-3 раза, повышение стойкости по сравнению с гальваническим инструментом в 10-25 раз, улучшается качество обрабатываемой поверхности, улучшаются электрические параметры опто-электронных приборов: добротность, прецизионность, стабильность во времени.
Раменское) который серийно выпускает корпуса лазерных гироскопов. (Акт 1). При этом достигается повышение производительности обработки в 2-3 раза, повышение стойкости по сравнению с гальваническим инструментом в 10-25 раз, улучшается качество обрабатываемой поверхности, улучшаются электрические параметры опто-электронных приборов: добротность, прецизионность, стабильность во времени.
Заказать инструменты можно по телефону и через электронную почту
Телефон: +7 (499) 745-09-12 моб. +7 916 385-01-02
Факс: +7 (499) 745-09-11
Email: [email protected]
Email: [email protected]
Доставка инструмента осуществляется для Москвы самовывозом, для других городов через транспортную компанию «Деловые линии» (либо иным способом по договоренности с заказчиком).
Применение
Инструменты «МонАлиТ» поставляются на многие заводы холдингов Швабе и Авионика, в частности на ОАО «НПО «ПОЛЮС» им. М.Ф.Стельмаха» г. Москва, ОАО «Лыткаринский завод оптического стекла», г.Лыткарино, ОАО «Красногорский завод им. С. А. Зверева», г.Красногорск, ОАО «Вологодский оптико-механический завод», г.Вологда, ОАО «Тамбовский завод «Электроприбор», «РПЗ» г.Раменское, «Электроприбор» г. Тамбов, «Темп-Авиа» г.Арзамас, «Алексадр» г. Рязань» «Утёс» г. Саратов.
М.Ф.Стельмаха» г. Москва, ОАО «Лыткаринский завод оптического стекла», г.Лыткарино, ОАО «Красногорский завод им. С. А. Зверева», г.Красногорск, ОАО «Вологодский оптико-механический завод», г.Вологда, ОАО «Тамбовский завод «Электроприбор», «РПЗ» г.Раменское, «Электроприбор» г. Тамбов, «Темп-Авиа» г.Арзамас, «Алексадр» г. Рязань» «Утёс» г. Саратов.
5. Механическая обработка ситалла
Ситалл — твердый и хрупкий материал. Эти свойства ситалла определяют способы его механической обработки и выбор абразивных материалов. Необходимо учитывать, что слитки ситалла имеют большой диаметр (более 80 мм с тенденцией роста до 100…110 мм).
В таблице 6приведена сравнительная характеристика различных абразивных и полупроводниковых материалов по их твердости.
Таблица 6 — Сравнительная характеристика абразивных материалов
Наименование материала | Микротвердость 10Н/м2 | Твердость по шкале Мооса |
Алмаз | 10 | 10 |
Карбид бора | 4,9 | 10 |
Карбид кремния | 3,5 | 9,5 |
Электрокорунд | 1,4 | 9,2 |
Ситалл | 1,0 | 7 |
Германий | 0,8 | 6 |
Арсенид галлия | 0,7 | 4,5 |
Алмаз — самый
твердый материал. При обработке ситалла
используются как природные, так и
синтетические алмазы, уступающие первым
по механическим свойствам. Иногда
применяют карбиды бора В 4С и
кремния SiC, а также электрокорунд Al2O3.
При обработке ситалла
используются как природные, так и
синтетические алмазы, уступающие первым
по механическим свойствам. Иногда
применяют карбиды бора В 4С и
кремния SiC, а также электрокорунд Al2O3.
В настоящее время при резке слитков ситалла на пластины в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой (рисунок 2).
Инструмент представляет собой металлический диск с центральным отверстием, на кромку которого нанесена алмазная крошка. Толщина диска 0,1-0,15 мм, а диаметр отверстия обусловлен диаметром разрезаемого слитка. Схема установки для резки слитков представлена на рисунке 3.
1 — металлический диск
2 — алмазная крошка
Рисунок 2 — Металлический диск с внутренней алмазной режущей кромкой:
Режущий инструмент
(диск) растягивается и закрепляется в
специальном барабане на головке шпинделя
станка для резания.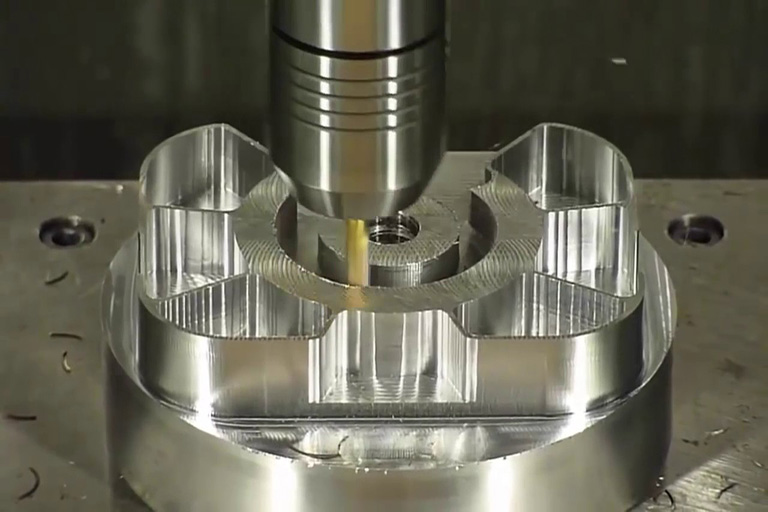
1 — барабан
2 — диск
3 — алмазное покрытие
4 — оправка
5 — пластина
6 — слиток
Рисунок 3 — Схема установки для резки алмазным диском:
а — внутренний способ резки; б — гребенчатый способ резки
Поверхность
пластин, полученных после резки, не
удовлетворяет требованиям, которые
предъявляют к качеству поверхности
ситалла при планарной технологии. С
помощью электронографа устанавливают
наличие приповерхностных слоев, не
имеющих монокристаллической структуры.
Эти механически нарушаемые слои,
возникающие в результате воздействия
абразивного материала, и лежащие под
ними слои с большими механическими
напряжениями.
С
помощью электронографа устанавливают
наличие приповерхностных слоев, не
имеющих монокристаллической структуры.
Эти механически нарушаемые слои,
возникающие в результате воздействия
абразивного материала, и лежащие под
ними слои с большими механическими
напряжениями.
Толщина нарушенного слоя после резки диском 10 – 30 мкм в зависимости от скорости вращения диска. Поскольку в ИС глубина, на которой располагаются p-n – переходы, составляет единицы и десятые доли микрона, наличие нарушенных слоев толщиной 10 – 30 мкм неприемлемо. Микронеровности на поверхности не должны превышать 0,02 – 0,1 мкм. Это выше требований 14 – го класса чистоты обработки поверхности, в то время как чистота обработки поверхности пластин, отрезанных алмазным диском, соответствует только 7 – 8 классам. Кроме того проведение фотолитографии плоскопараллельности пластин следует поддерживать на уровне 1 мкм по диаметру пластины вместо 10 мкм после резки.
Литий-глиноземно-кремниевая стеклокерамика LAS | Elan Technology
Оксид лития (Li
2 O 3-6%)Оксид алюминия (Al
2 O 3 18-25%)Кремнезем (SiO
2 58-75%) Стеклокерамика производится путем контролируемой кристаллизации. Как правило, стеклянный материал формируется посредством типичного производственного процесса, а затем материал охлаждается, а затем повторно нагревается для принудительной кристаллизации. Во время этого процесса в композицию часто добавляют зародышеобразующие добавки для улучшения контроля во время процесса кристаллизации. Благодаря этому уникальному производственному процессу стеклокерамика обладает выдающимися свойствами, которые сделали ее особенно полезным материалом для герметизации стекла к металлу. Стеклокерамика обладает уникальной способностью проявлять ключевые свойства как стекла, так и керамики, предлагая производителям ряд преимуществ.
Как правило, стеклянный материал формируется посредством типичного производственного процесса, а затем материал охлаждается, а затем повторно нагревается для принудительной кристаллизации. Во время этого процесса в композицию часто добавляют зародышеобразующие добавки для улучшения контроля во время процесса кристаллизации. Благодаря этому уникальному производственному процессу стеклокерамика обладает выдающимися свойствами, которые сделали ее особенно полезным материалом для герметизации стекла к металлу. Стеклокерамика обладает уникальной способностью проявлять ключевые свойства как стекла, так и керамики, предлагая производителям ряд преимуществ.
Стеклокерамика находит широкое применение, в том числе в варочных панелях, носовых обтекателях высокопроизводительных самолетов и ракет, сотовых креплениях для спутниковых зеркал, прецизионной оптике, рентгеновских телескопах, кольцевых лазерных гироскопах, каминах, вакуумной подаче среды. желоба, медицинское оборудование и строительные материалы, имитирующие натуральный камень.
Стеклокерамика производится в различных системах. Elan Technology использует систему литий-глинозем-кремний (LAS) для производства своей стеклокерамики. Стеклокерамика LAS обладает несколькими выгодными термомеханическими свойствами, включая регулируемый коэффициент теплового расширения, высокую термостойкость, повышенную химическую стойкость и нулевую или очень низкую открытую пористость. Откройте для себя множество преимуществ, которые стеклокерамика может предложить для ваших производственных нужд, обратившись к нашим инженерам с вашими конкретными требованиями.
Наши материалы керамического стекла
Elan 46
Плотность: 2,27
Коэффициент расширения: 110-220
Dielectric Constant: 6.0
9002 Dielectric Constant: 6.0 99999004. СОМПЛЕКТА СОМПЛЕКТА4 СПОСКОЛЮЧИТЕЛИ:
. СОМПЛОНА4
004 С.М. Общее применение:
Соответствующие герметичные уплотнения из холоднокатаной или нержавеющей стали класса SAE 1010 430
Детали
Свойства стеклокерамики
- Механически прочный материал, выдерживающий повторяющиеся и быстро меняющиеся температуры
- Регулируемый коэффициент теплового расширения
- Производит высокопрочные уплотнения, выдерживающие температуру до 700°C
- Высокотемпературные свойства
- Повышенная химическая стойкость
- Гораздо более высокая прочность и ударная вязкость, чем у стеклянных материалов
- Исключает этапы производства
- Сокращает время запайки
- Подходит для широкого спектра материалов для герметизации
Запросить предложение
Elan Technology предлагает различные стеклянные материалы для удовлетворения ваших производственных потребностей.
Свяжитесь с нами
Приведенные выше данные предназначены только для справки. Пожалуйста, свяжитесь с нами для получения полной информации и вопросов по продукту.
Открытый доступ SCIRP
Издательство научных исследований
Журналы от A до Z
Журналы по темам
- Биомедицинские и биологические науки.
- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
Журналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Компьютерные науки и коммуникации
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Подача статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. |