Токарная обработка полиуретана | tokarnaja-obrabotka.ru
Токарная обработка полиуретана предлагает ООО “Токарная обработка” на okuma B400, 16К20, 1К63, ДИП500 и токарных автоматах. От 3х дней. Есть закалка, гальваника. Отправьте запрос с чертежами на электронную почту: [email protected]
Токарная обработка полиуретана
Наше предприятие занимается обработкой изделий всех видов. Сюда входит и токарная обработка полиуретана и любых изделий из данного материала.
Для расчета стоимости токарной обработки полиуретана пошлите запрос с чертежами на электронную почту [email protected] Ответим на любые вопросы 8 3439 38 00 81, 8 3439 38 98 01, доставка по всей России.
Виды токарных изделий из полиуретана.Сегодня токарная обработка деталей из полиуретана — распространенная услуга, необходимая многим. Изделия из него прочно входят в жизнь и каждого механизма, и каждого человека, потому что он используется во всех сферах промышленности. Широко применяется и в автомобильной промышленности. Из полиуретана изготавливаются разные втулки, виброопоры двигателей, изделия подвески, втулки стабилизаторов, уплотнения. Полиуретановые манжеты используются для разных видов механизмов, мощных редукторов, ведь он не разрушается под воздействием агрессивных сред.
Широко применяется и в автомобильной промышленности. Из полиуретана изготавливаются разные втулки, виброопоры двигателей, изделия подвески, втулки стабилизаторов, уплотнения. Полиуретановые манжеты используются для разных видов механизмов, мощных редукторов, ведь он не разрушается под воздействием агрессивных сред.
Из листового полиуретана делается футеровка установок, виброковрики, электроизоляторы, и, в дальнейшем из него производятся другие изделия. Для последующей обработки подходят и полиуретановые стержни с твёрдостью от 75 единиц по Шору А. Широко применяется полиуретан во время ремонта колёс техники погрузочно-разгрузочного плана, восстановлении роликов с валами различной твёрдости и назначения. Полиуретаном восстанавливают различное покрытие роликов, марзан, подшипников, направляющих. Изготавливают и целиком полиуретановые колёса. Широко применяется полиуретан в обувной промышленности.
Использует его и горнодобывающая промышленность – изготавливаются ситы с разной ячейкой, чтобы отделять щебень различной фракции. Полиуретановые изделия находят своё применение и во время производства железобетонных изделий. В их числе всевозможные скребки, подающие и направляющие лопасти, детали конвейерных лент. В деревообрабатывающей сфере полиуретан играет роль контактного слоя для различных валов, демпферов, амортизаторов для линии древесной обработки. Полиуретан идёт на изготовление башмаков для гусеничных машин, асфальтоукладчиков и дорожных фрез. Из него изготавливают направляющие и приводные колёса разнообразной спецтехники. Это относится и к транспортным системам. Данный материал, который заменяет резину и в 10-кратном размере, превосходит другие материалы, применяется везде, где присутствует движение, вращение, вибрация и трение.
Полиуретановые изделия находят своё применение и во время производства железобетонных изделий. В их числе всевозможные скребки, подающие и направляющие лопасти, детали конвейерных лент. В деревообрабатывающей сфере полиуретан играет роль контактного слоя для различных валов, демпферов, амортизаторов для линии древесной обработки. Полиуретан идёт на изготовление башмаков для гусеничных машин, асфальтоукладчиков и дорожных фрез. Из него изготавливают направляющие и приводные колёса разнообразной спецтехники. Это относится и к транспортным системам. Данный материал, который заменяет резину и в 10-кратном размере, превосходит другие материалы, применяется везде, где присутствует движение, вращение, вибрация и трение.
Свойства полиуретана могут изменяться в довольно широких пределах. На них влияет природа и длина участков цепи между группировками уретана, структура материала – сетчатая или линейная, молекулярная масса, степень кристалличности.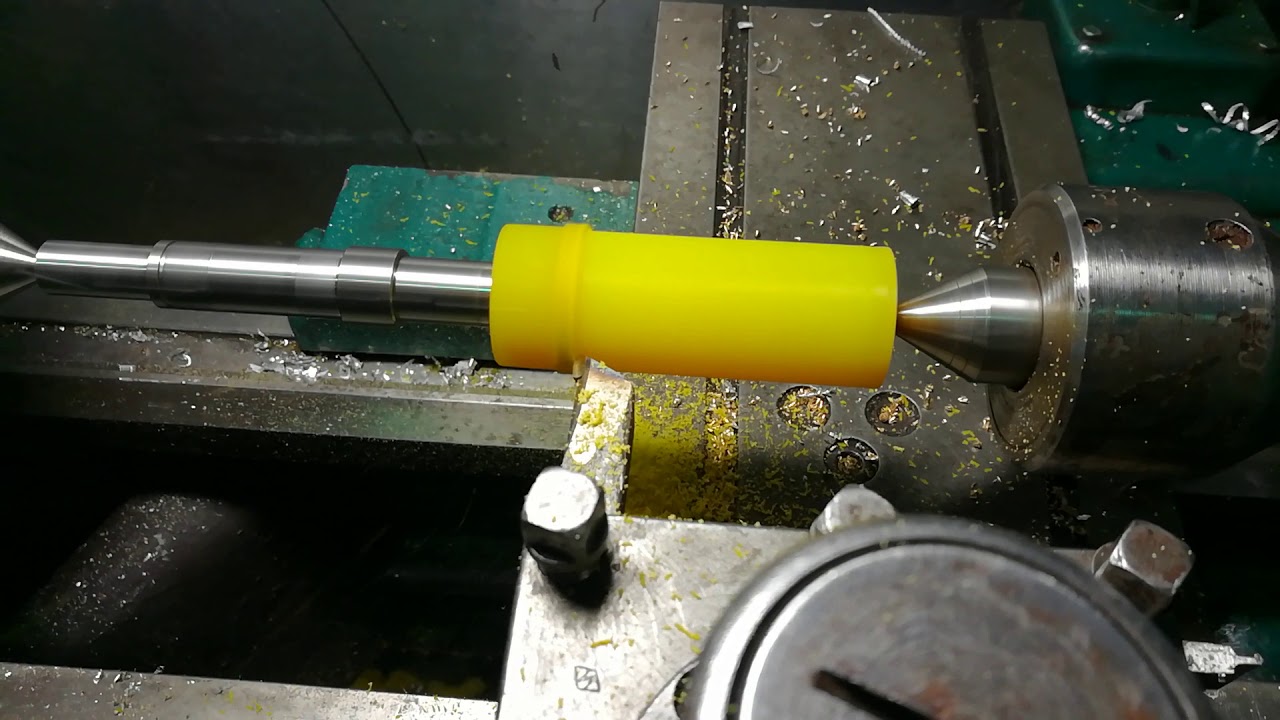 Полиуретаны бывают в виде жидкостей вязкого типа, твёрдых аморфных или кристаллических веществ с жёсткостью, колеблющейся от упругости мягких высокоэластичных резин до твёрдости пластиков жёсткого плана.
Полиуретаны бывают в виде жидкостей вязкого типа, твёрдых аморфных или кристаллических веществ с жёсткостью, колеблющейся от упругости мягких высокоэластичных резин до твёрдости пластиков жёсткого плана.
Самый большой практический интерес к полиуретановым эластомерам относится к их высоким значениям сопротивления и прочности, хорошим диэлектрическим свойствами, износостойкостью, устойчивостью к набуханию в разных растворителях и маслах, озоно- и радиационностойкости. Они водостойкие, стойкие к плесени и микроорганизмам. Некоторые из физико-механических параметров полиуретана лучше не только всех типов резин, но даже металла. Благодаря полиуретану, изделия получают многие свойства, которые невозможны для простых резин. Это твёрдость, позволяющая использовать материал для изделий, которые работают под сильнейшими механическими нагрузками. Непревзойдённая абразивная стойкость и износостойкость. По абразивной стойкости литьевые полиуретаны лучше резины, пластика и металлов в несколько раз. Также полиуретан с повышенной твёрдостью высокоэластичен: при разрыве предел деформации не меньше 350%. Этим обеспечивается довольно высокое значение прочности.
Также полиуретан с повышенной твёрдостью высокоэластичен: при разрыве предел деформации не меньше 350%. Этим обеспечивается довольно высокое значение прочности.
При постоянной динамической нагрузке предел температуры эксплуатации материала — 120˚С. Низкие температуры особо не влияют на свойства эластомеров полиуретана вплоть до -70˚С.
Особенности токарной обработки полиуретана.Благодаря литьевой технологии формирования полиуретановых деталей, получают изделия с почти любой формой и размерами, которые недоступны для формирования изделий из резины. Так как резинотехнические изделия дорогие, полиуретан конкурирует с резиной и в ценовой политике.
У полиуретановых эластомеров прекрасная стойкость к растворителям и маслам, они подходят для работы с нефтью, её производными и смазочными маслами. Однако эксплуатация полиуретановых изделий выявила, что под воздействием азотной кислоты, ацетонов, соединений с большим процентов хлора, формальдегида, скипидара, фосфорной и муравьиной кислоты и толуола, они слишком быстро разрушаются.
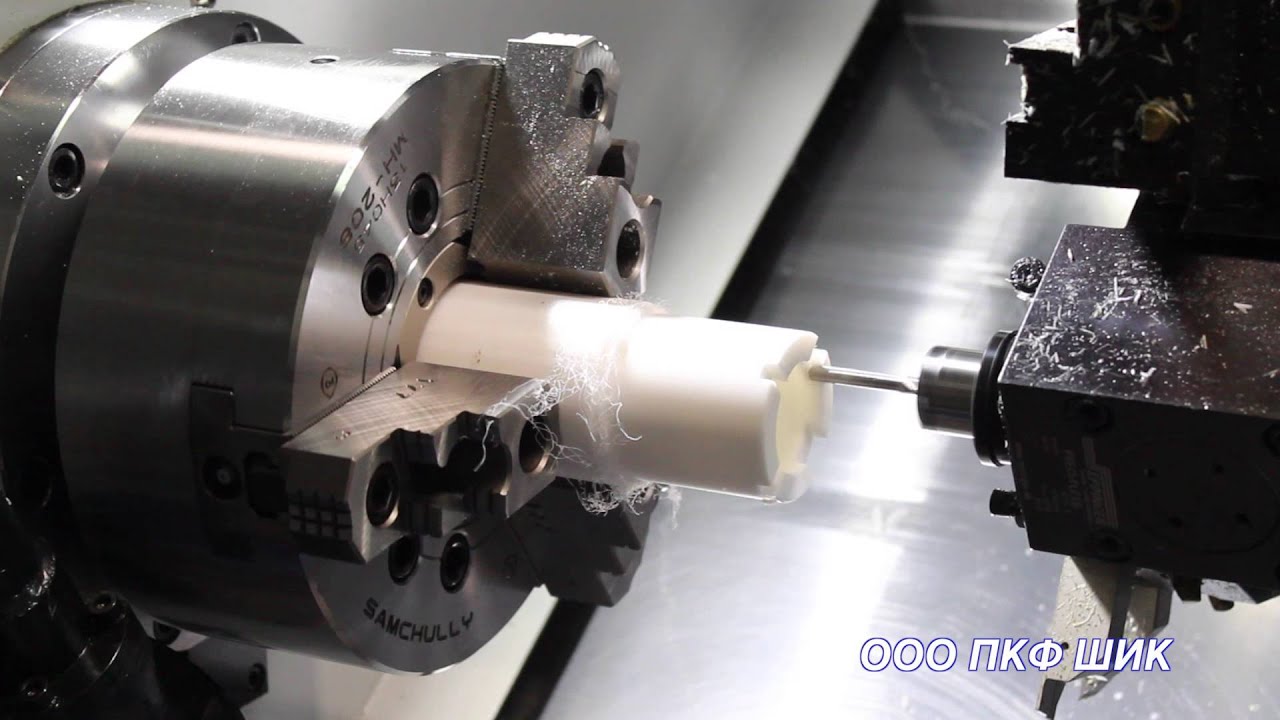
Окончательная обработка поверхностей полиуретановых деталей осуществляется методом сверления, токарной обработки полиуретана, фрезерования, вырубки и шлифования. При резке таких изделий используются острозаточенные резцы.
Полиуретан нельзя обрабатывать при большом разогреве. Для этого его непрерывно охлаждают сжатым воздухом.
При сверлении применяются спиральные, с наличием широких борозд свёрла. Высокая эластичность может повлиять на то, что диаметр готового отверстия будет меньше, чем номинальный размер сверла.
Услуги токарной обработки полиуретана производятся режущими инструментами с более пологими кромками. Это уменьшает усилие резания и выделяет тепло при обработке.
Во время фрезеровки полиуретана используются резцовые головки с незначительным количеством режущих кромок.
Диски при шлифовании применяются неширокие, чтобы на месте шлифования не произошёл перегрев. Исходный материал перед обработкой охлаждается.
Детали из полиуретана производятся на прессах, или же путём вырубки осторозаточенным вырубным инструментом.
Если Вам требуются услуги по токарной обработке полиуретана или других материалов, мы всегда рады выполнить Ваш заказ.
детали машин и оборудования; заготовки, листы, сортовые отливки
Резание заготовок
Одна из лучших машин для того, чтобы распилить уретаны — ленточная пила. Длинные режущие полотна 3 — 4,5м длиной желательны, так как они хорошо охлаждаются и препятствуют плавлению уретана. Тип хорошо работающей пилы — 16 зубов на 100мм длины с очищающей разводкой. Очищающая разводка пилы — имеющая зубы с чередующимся налево и направо наклоном. Этот тип лезвия уменьшает трение, удаляя крошки из пропила. Пила должна вращаться при работе со скоростью 750м/мин для почти всех твердостей. Скорость подачи задается вручную оператором. Любая умеренная подача пилы приемлема, нельзя форсировать работу. На более мягком уретане, более быстрые скорости подачи из-за трения уретана препятствуют опусканию лезвия в прорезь, генерируя теплоту. При резке тонкой листовой заготовки низкой твердости, работа должна выполняться с использованием жесткой подложки. Лист картона, например, поможет предотвращать деформирование обрабатываемой детали под тянущим усилием пилы. При резке полиуретана твердостью 90Шор A и ниже используйте распыление охлаждающей эмульсии на водной основе.
Лист картона, например, поможет предотвращать деформирование обрабатываемой детали под тянущим усилием пилы. При резке полиуретана твердостью 90Шор A и ниже используйте распыление охлаждающей эмульсии на водной основе.
Фрезерование
Уретан с твердостью в пределах 90Шор A до 75Шор D может фрезероваться без затруднений, режимы обработки подобны при работе с алюминием. Фрезеровать полиуретаны с твердостью ниже 80Шор A не рекомендуется. Инструментальные средства должны быть остры, и деталь должна фиксироваться надежно. Двухжелобчатая фреза предпочтительна. Роликовые фрезы должны использовать высокоскоростные резцы с круглым носиком. Скорость резца должна быть 900 — 1300 оборотов/минуту. Скорость подачи 350 — 500мм/минуту.
Точение
Используйте острые резцы и медленную подачу резца. Очень важна геометрия резца (см. рисунок). Для твердости 95А и выше скорость вращения заготовки 600-1000об/мин, скорость подачи резца — 0.1-0.2мм/сек, радиус заточки резца 1. 5мм. Уретаны твердостью 80-90A обрабатываются при скорости резания 1000-1500 об/мин, скорость подачи резца — 0.5-1.0мм/сек, радиус заточки резца 0.8мм. При точении деталей больших диаметров рекомендуются заглубление резца 2.5-3мм при подаче 0.7-0.8мм за оборот. Резцы для уретана должна иметь острые, тщательно заточенные грани. Очистка инструмента должна быть больше, чем используемая для металла. Цель состоит в том, чтобы иметь маленькую скорость перемещения инструмента по уретану. Зазор между инструментом и полиуретаном должен быть большой, стружка должна отрываться как непрерывная полоса или лента.
5мм. Уретаны твердостью 80-90A обрабатываются при скорости резания 1000-1500 об/мин, скорость подачи резца — 0.5-1.0мм/сек, радиус заточки резца 0.8мм. При точении деталей больших диаметров рекомендуются заглубление резца 2.5-3мм при подаче 0.7-0.8мм за оборот. Резцы для уретана должна иметь острые, тщательно заточенные грани. Очистка инструмента должна быть больше, чем используемая для металла. Цель состоит в том, чтобы иметь маленькую скорость перемещения инструмента по уретану. Зазор между инструментом и полиуретаном должен быть большой, стружка должна отрываться как непрерывная полоса или лента.
Шлифовка
Уретаны твердостью 55 — 80Шор A могут быть успешно шлифованы на токарном станке, используя в резцедержателе шлифовальное приспособление. Используйте низкие скорости вращения (менее 150 оборотов/минуту) обрабатываемой детали с обратным вращением. Начинайте со скорости подачи инструмента шлифовки 0,1-0,15мм за оборот. Используйте более медленную подачу, чтобы улучшить качество шлифуемой поверхности или удалять больше материала за один проход. Слишком большая толщина удаляемого слоя за проход приводит к плавлению или смазыванию поверхности детали и абразивного круга. Абразивный круг должен иметь небольшой радиус на рабочей кромке. Скорость вращения шлифовального круга круга должна быть 2250 — 3250 об/мин. Тонкие абразивы могут использоваться для финишной полировки. Уретаны твердостю выше 80Шор A обычно требуют некоторого количества охлаждающей жидкости, однако, они могут иногда быть шлифованы насухо. Вода — хороший охладитель. Рабочее место должно быть оборудовано коллектором отсоса пыли.
Слишком большая толщина удаляемого слоя за проход приводит к плавлению или смазыванию поверхности детали и абразивного круга. Абразивный круг должен иметь небольшой радиус на рабочей кромке. Скорость вращения шлифовального круга круга должна быть 2250 — 3250 об/мин. Тонкие абразивы могут использоваться для финишной полировки. Уретаны твердостю выше 80Шор A обычно требуют некоторого количества охлаждающей жидкости, однако, они могут иногда быть шлифованы насухо. Вода — хороший охладитель. Рабочее место должно быть оборудовано коллектором отсоса пыли.
Сверление
Тихоходные спиральные сверла использовать лучше всего, потому что крупная бороздка обеспечивает свободный выход стружки с минимумом наращивания теплоты и налипания. Частое отведение назад сверла помогает в очитске бороздок сверла от полиуретана. Для исключения разрыва полиуретана на выходе сверла, следует использовать подложку из твердого материала. Угол между режущей кромкой и осью вращения определяется конечной толщиной стенки. Угол 90-110° лучше для толстых стенок и больших диаметров, для тонких стенок лучше углы 115 — 130°. Скорость подачи 0.3-0.6мм за оборот.
Угол 90-110° лучше для толстых стенок и больших диаметров, для тонких стенок лучше углы 115 — 130°. Скорость подачи 0.3-0.6мм за оборот.
Обработка полиуретанов | Mark Tool & Rubber Co, Inc.
Для большинства людей «механическая обработка» означает преобразование необработанного металла в определенную форму и размер. Тем не менее, дерево, керамика и пластик также могут быть обработаны.
Наши клиенты в нефтегазовой, горнодобывающей, обрабатывающей и пищевой промышленности обнаружили, что литые полиуретановые детали также могут быть обработаны в отличные продукты с широким спектром применения.
Поскольку уретановые соединения демонстрируют различные физические характеристики, их можно точить, пилить, сверлить, нарезать резьбу, шлифовать и фрезеровать. Машинисты, которые еще не работали с полиуретаном, должны поэкспериментировать, чтобы понять, какие скорости, подачи и инструменты лучше всего подходят для каждого метода. Если у вас есть опыт обработки пластмасс, у вас не должно возникнуть проблем с токарной обработкой, нарезкой, шлифовкой или контурной обработкой уретанов.
В Mark Tool наши услуги по производственной обработке включают изготовленные на заказ уретановые ролики и сопутствующие аксессуары, которые дешевле, чем металл, в производстве и более долговечны. Наши полиуретановые ролики используются в автомобильной, пищевой, сельскохозяйственной, текстильной и нефтегазовой промышленности. Они бывают самых разных размеров и форм, от песочных часов до V-образной формы.
Обработка и шлифование эластомерных роликов
Что следует помнить В общем, для обработки уретанов требуются острые инструменты, высокие скорости вращения и подача от медленной до умеренной. Режущие инструменты для уретана должны иметь острые, тщательно отточенные кромки. Инструменты из быстрорежущей стали и карбида дадут наилучшие результаты. Одним из лучших станков для распиловки уретанов является ленточная пила. Режущая кромка, которая может считаться достаточно острой для металла, может совершенно не подходить для уретана.
Если вы привыкли работать с металлом, вы обнаружите некоторые особенности при обработке компонентов из полиуретана. Более твердые уретаны (90А и выше) хорошо работают с обычным металлообрабатывающим оборудованием.
Уретаны твердостью 80А и ниже обычно требуют обработки ножами, шлифовки или шлифовки. В некоторых случаях обрабатываемость можно улучшить, если материал предварительно «заморозить» в сухом льду или жидком азоте.
Машинисты должны контролировать нагрев, чтобы избежать склеивания и плохого контроля размеров. Тепло, выделяемое при механической обработке, может привести к тому, что ваша деталь расширится, а затем сожмется при остывании. Это может дать вам неправильную форму.
Уретаны имеют гораздо более низкую теплопроводность, чем металлы, поэтому они могут плавиться при температуре выше 400 градусов по Фаренгейту. Правильная геометрия инструмента, скорость подачи и скорость резания обычно решают эти проблемы. Также помогает использование охлаждающих жидкостей (отлично подходят водорастворимые смазочно-охлаждающие жидкости или легкие масла для механической обработки).
Детали должны быть закреплены, пока вы работаете с ними. Однако уретаны легко деформируются, поэтому избегайте чрезмерного усилия зажима. Правильная фиксация и зажим заготовки имеют решающее значение. Зазоры инструмента должны быть больше, чем зазоры, используемые для металла.
Вам нужно небольшое сопротивление или полное его отсутствие при прохождении инструмента через уретан. Чип (отрезаемый материал) должен отделяться непрерывной полосой или лентой. Уретаны с высокой твердостью (95А и выше) можно очень легко обтачивать. Помните также, что центробежные силы на больших деталях с низкой твердостью могут вызвать «расширение» (деформацию) при высоких скоростях вращения.
Три процесса обработки полиуретана- Фрезерование используется, когда детали не могут быть обработаны на токарном станке или когда требуются жесткие допуски и хорошее качество поверхности.
 Уретан от 9От 0A до 75D по твердости можно легко фрезеровать с помощью концевых фрез с двумя канавками, однолезвийных фрез и высокоскоростных насадок, заточенных до круглой вершины. Скорость фрезы должна быть от 900 до 1300 об/мин; начните со скорости подачи от 15 до 20 дюймов в минуту.
Уретан от 9От 0A до 75D по твердости можно легко фрезеровать с помощью концевых фрез с двумя канавками, однолезвийных фрез и высокоскоростных насадок, заточенных до круглой вершины. Скорость фрезы должна быть от 900 до 1300 об/мин; начните со скорости подачи от 15 до 20 дюймов в минуту. - При шлифовке полиуретанов твердостью от 55A до 80A используйте шлифовальный станок на токарном станке. Низкие скорости вращения (ниже 150 об/мин) при движении токарного станка в обратном направлении дадут наилучшие результаты. Если вы удаляете много материала, перед шлифовкой сначала отогните деталь с помощью режущего инструмента в пределах 0,020 от конечного размера. Для уретана твердостью выше 80A может потребоваться охлаждающая жидкость, например, вода, наносимая кистью или распылением тонкого распыления. Мелкие абразивы отлично подходят для полировки конечного продукта.

- При сверлении полиуретанов лучше всего подходят медленные спиральные сверла. Большая площадь канавки означает, что стружка может быстро отваливаться без большого накопления тепла. Часто отводите сверло, и стружка не забьет канавки. Замедлите сверление на дне отверстия, чтобы уменьшить отрыв от прорыва на стороне выхода. Здесь снова острые режущие кромки жизненно важны для минимизации искажений.
При шлифовке или шлифовке уретана образуется много пыли, поэтому убедитесь, что вы используете пылесборник и одобренную пылезащитную маску с хорошим уплотнением лица. Носите защитные очки с боковыми щитками или защитные очки. Всякий раз, когда кусочки стружки или заготовки могут вылететь, рекомендуется использовать полнолицевой щиток. Еще одна вещь, которую следует помнить: неправильная обработка может привести к образованию дыма, поэтому избегайте вдыхания этих паров, если что-то пойдет не так.
От роликов конвейерной ленты до роликов шкивов, Mark Tool может снять, отлить, отвердить и обработать полиуретановые детали в соответствии с вашими индивидуальными спецификациями. Мы также можем восстановить поверхность роликов с покрытием и помочь вам подобрать подходящее покрытие для любого применения роликов. Свяжитесь с нами сегодня и дайте нам знать, как мы можем помочь.
Плазменная резка с числовым программным управлением (ЧПУ) обеспечивает согласованность, точность и эффективность
Поделитесь этой статьей со своей сетью:
Вам также может понравитьсяОбработка с ЧПУ | Токарный полиуретан | Практик-механик
Майк_
Чугун
- #1
Я пытаюсь немного повернуть 2-дюймовый полиуретановый стержень, а также просверлить и расширить сквозное отверстие. Этот материал должен быть 95A, и из того, что я читал в Интернете, я должен был довольно легко повернуть его, но после того, как я увидел это лично, я не так уверен.
Кто-нибудь может подсказать, как перевернуть эту штуку? Я читал, что замораживание материала может облегчить его обработку, поэтому я рассматривал возможность использования одного из этих компьютерных очистителей сжатого воздуха, чтобы заморозить материал и поддерживать его в холодном состоянии во время токарной обработки.
Как бы то ни было, мне не нужно сильно уменьшать наружный диаметр, поэтому он не будет слишком сильно свисать из патрона, всего на 2 дюйма или около того…
Заранее спасибо за любые советы!
Доги
Пластик
- #2
Можно ли держать его, чтобы отшлифовать на плоскошлифовальном станке? Я делал это раньше. также слышал об использовании жидкого азота для замораживания материалов для механической обработки
эскотт
Алюминий
- #3
Я наблюдал, как один из наших «инженеров» пытался приготовить «кофе со льдом», используя один из этих распылителей воздуха и пару бумажных стаканчиков. Если не считать холмистости всего этого, это было совершенно и совершенно неэффективно для приготовления кофе со льдом. Если вы хотите заморозить материал, используйте морозильную камеру на ночь или возьмите немного жидкого азота или сухого льда (при использовании соблюдайте соответствующие меры предосторожности).
Если это поможет, я довольно легко превратил 45D и 60D поли, хотя я не пытался добиться какой-либо точности. Замораживание не требуется, режется нормально.
рклопп
Алмаз
- #4
95A не должно быть слишком сложно. Вчера я фрезеровал материал 80А. Это было не весело, но я справился, используя очень острый инструмент, медленную скорость, не робкую подачу на зуб и зажим пластины прямо рядом с режущим механизмом.
Лимы Сами
Алмаз
- #5
Мой взгляд на это.
Кулачки патрона как можно ближе к кругу…… Я обычно использую большие алюминиевые накладные кулачки и очень осторожно обращаюсь с усилием зажима.
Низкая скорость (150 — 200 футов/мин) средняя — высокая подача, острый инструмент и я имею в виду 8-10X остроту стекла, я использую HSS.
Если инструмент использовался для обработки стали/железа и т.д., он не годится для мягких пластиков.
Развёртывание очень мягких пластиков редко бывает успешным, лучше всего сверлить и рассверливать одноточечное отверстие.
скудзуки
Нержавеющая сталь
- #6
Как сказал Сами, инструмент из быстрорежущей стали заточен очень остро и с высоким положительным углом, я думаю, что наилучшие результаты были получены с инструментами с положительным передним углом 60 градусов или более, заточенным на плоскошлифовальном станке. Вы не можете делать легкие надрезы, иначе он будет давить, если заготовка лишь немного больше конечного размера, сделайте это за один проход.
Джо
Майк_
Чугун
- #7
У меня есть токарный станок Mazak с цангами 22J, которые я мог бы использовать, но у меня нет для него инструмента из быстрорежущей стали, и я бы предпочел не перемещать инструмент, так как мне нужно сделать только 4 детали. Как вы думаете, смогу ли я обойтись твердосплавной пластиной с положительным передним углом и очень маленьким радиусом при вершине?
Как вы думаете, смогу ли я обойтись твердосплавной пластиной с положительным передним углом и очень маленьким радиусом при вершине?
Внутренний/наружный диаметр должен быть достаточно близким для посадки с натягом. Конечно, я буду много играть с такими мягкими допусками, как этот материал, верно?
Лимы Сами
Алмаз
- #8
Майк.
Если вы раньше не работали с этим материалом, вы вступаете в совершенно новую игру с мячом, ……. за последние 14 месяцев я много занимался пластикой и был на очень высоком уровне. крутая кривая обучения.
Мягкие пластмассы необходимо резать, вообще говоря* Инструменты для вставок имеют подготовку кромок или слегка притупленные кромки, которые просто удаляют материал бульдозерами, а не режут его.
* Очень острая алюминиевая вставка с высоким передним углом очень поможет.
Я предполагаю, что на вашем токарном станке есть механическая цанга. Мягкие пластмассы требуют очень легкого прикосновения, конечно, используя механическую цангу, вы можете повернуть втулку, и она может попасть прямо в станок. — отрезать/снять с машины и будет у вас совершенно новый набор #s.
Допуски, да, материал мягкий, но этот материал должен куда-то деваться?
Один из вариантов — попробовать деталь и посмотреть, какие результаты вы получите,……… но полиуретан не дешев для практики.
yzfr1pwr
Горячекатаный
- #9
Кажется, скоро я буду делать то же самое, но с таким же размером и материалом. Я дам вам знать, как получится.
Я дам вам знать, как получится.
e-fishin-c
Чугун
- #10
Майк,
Seal Jet (и другие производители уплотнений) используют ту же технологию для регулярной обработки уплотнений полиуретаном…..IIRC они используют очень острые инструменты и вакуумные системы для стружки….но они этого не делают t заморозить его….
Вот видео механической обработки уплотнения…….http://www.draftsmen.com/videos-seal-jet-[_tugoKTYeJM].cfm
Билл
горилла
Нержавеющая сталь
- #11
Лими Сами сказал:
Мой взгляд на это.
Кулачки патрона как можно ближе к кругу…… Я обычно использую большие алюминиевые накладные кулачки и очень осторожно обращаюсь с усилием зажима.
Низкая скорость (150 — 200 футов/мин) средняя — высокая подача, острый инструмент и я имею в виду 8-10X остроту стекла, я использую HSS.
Если инструмент использовался для обработки стали/железа и т. д., он не годится для мягких пластиков.
Развёртывание очень мягких пластиков редко бывает успешным, лучше всего сверлить и рассверливать одноточечное отверстие.
Нажмите, чтобы развернуть…
Я думаю, Сами покрыл это. ОЧЕНЬ острый HSS должен быть тем, что вам нужно. Настолько острый, что порежет тебя, как нож.