Механическая обработка древесины
Категория: Деревянные конструкции
Механическая обработка древесины
Резание — основной вид механической обработки древесины, при котором происходит разделение материала на заготовки или удаление части его для получения изделий заданных форм, размеров и требуемой степени шероховатости. При резании механически нарушается связь между структурными элементами древесины (волокнами, клетками) в отличие от гнутья или прессования, при которых эта связь сохраняется. По принципу резания осуществляется пиление, строгание, фрезерование и др.
Для обработки древесины резанием применяют режущие инструменты, имеющие один (ножи), несколько (фрезы) или много (пилы) резцов. В общем виде резец имеет форму клина (рис. 1), в котором различают переднюю грань, расположенную со стороны снимаемой стружки, заднюю грань, обращенную к обработанной поверхности, и две боковые грани. Передняя и задняя грани образуют переднюю кромку (лезвие резца). Когда ширина резца меньше ширины материала, в резании принимают участие также боковые режущие кромки и грани резца. При поступательном движении резца получают плоскую поверхность, а при вращательном — криволинейную. Плоскость, касательная к поверхности резания и проходящая через режущую кромку резца, называется плоскостью резания.
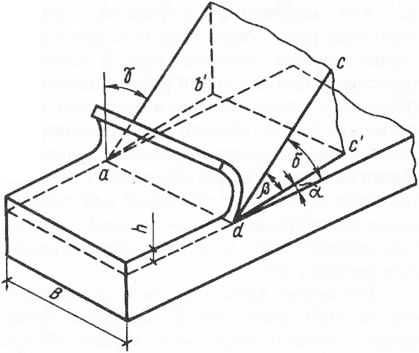
Рис.1. Элементы простого резца abed —передняя грань; ab с d — задняя грань; ad — лезвие; — задний угол; — передний угол; —угол заострения; — угол резания; В — ширина стружки; h — толщина стружки
В зависимости от направления движения резца по отношению к направлению волокон древесины различают торцовое, продольное и поперечное резание (рис. 2).
При торцовом резании резецдвижется в плоскости, перпендикулярной направлению волокон древесины, перерезая их.
Рис. 2. Виды элементарного резания а — торцове; б — продольное; в — поперечное
Срезаемая стружка скалывается в виде отдельных слабо связанных или несвязанных элементов. При продольном резании движение резца совпадает с направлением волокон; в этом случае стружка снимается тонкой лентой. Поперечное резание происходит при движении резца в плоскости волокон перпендикулярно их длине. Отделяемые элементы стружки слабо связаны между собой. Однако при создании специальных условий (снятие тонкого слоя древесины, распаривание древесины и обжим ее перед резцом) можно получить относительно прочные листовые изделия — строганый или лущеный шпон. Сопротивление резанию для рассмотренных трех случаев находится в соотношении 5:2:1 (при толщине стружки до 1 мм, величине угла резания 45°).
Различают элементарное и сложное резание. В элементарном резании участвует только одна прямолинейно режущая кромка: толщина снимаемой стружки постоянна, резец надвигается на древесину с постоянной скоростью и по отношению к ее волокнам занимает одно из рассмотренных трех положений. Примером элементарного резания может быть теска топором, резка ножом, стамеской. В сложном резании участвует несколько элементов резца. Например, резание с боковыми стенками, когда длина резца не перекрывает ширины бруска.
В процессе обработки резанием различают движение резания и движение подачи. Эти движения могут быть одновременными или последовательными. Для срезания каждой новой стружки нужно переместить резец относительно древесины (или наоборот). Такое движение называется движением подачи, а скорость этого движения — скоростью подачи. Движение подачи у большинства режущих инструментов совершается одновременно с движением резания.
Например, при работе круглой пилы сложение двух движений дает траекторию относительного движения резца или траекторию резания. Так как окружная скорость движения пилы значительно больше скорости подачи бруска, то траектория резания почти совпадает с окружностью диска пилы и соответствующая ей скорость вращения диска является, по существу, * скоростью резания.
Пиление — наиболее распространенный способ резания древесины. Пила представляет собой многорезцовый инструмент, состоящий из полотна и резцов, называемых зубьями. Различают рамные, дисковые и ленточные пилы (рис. 3).
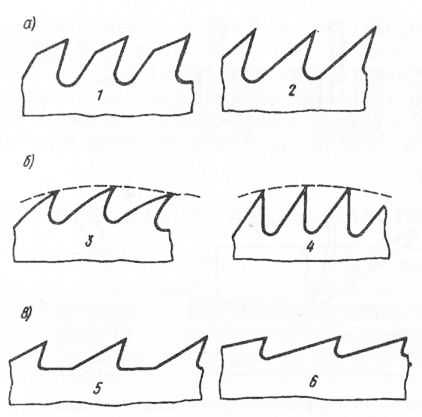
Рис. 3. Профили зубьев пил а — рамных; б — круглых; в — ленточных; 1 — ломаный зуб; 2 — прямой зуб; 3 — зуб для продольной распиловки; 4 — зуб для поперечной распиловки; 5 — зуб для досок; 6 — зуб для бревен
Рамные пилы, представляющие собой длинные тонкие стальные полотна, предназначены для продольной распиловки бревен. Ленточные пилы с постоянной или переменной толщиной диска применяют для продольной и поперечной распиловки. Пилы с переменной толщиной диска называют строгальными. Они не требуют развода зубьев и дают гладкую поверхность распила, пригодную для склеивания или покраски. Ленточные пилы — это тонкие стальные полосы с особой формой зубьев, которые применяют для продольной распиловки пиломатериалов и для криволинейных пропилов.
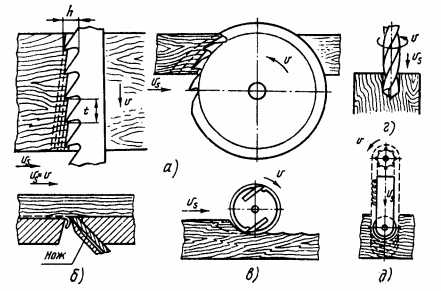
Для устранения трения полотна пилы о древесину между пилой и боковыми стенками пропила создается зазор путем уширения режущей части пилы (рис. 4). Стружка, образуемая режущим зубом при движении пилы, измельчается в пропиле и превращается в опилки.
Строгание (рис. 5, а) — это резание древесины ножами по прямолинейной траектории, совпадающей с направлением рабочего движения. Строганием с поверхности заготовок удаляют неровности, образовавшиеся при других видах механической обработки, или получают шпон и стружки для плит. При строгании ножи движутся вдоль заготовок либо заготовка перемещается относительно неподвижных ножей. Строгание осуществляется на строгальных, циклевальных, лущильных, стружечных станках.
Фрезерование. Древесина режется вращающимися фрезами или плоскими ножами, укрепленными во вращающихся ножевых головках (рис. 5, б). Лезвия резцов могут описывать в пространстве цилиндрическую или коническую поверхность (соответственно — цилиндрическое или коническое фрезерование). Когда ось вращения инструмента перпендикулярна поверхности обработки, происходит торцовое фрезерование. Методом фрезерования получают прямоугольные заготовки точных размеров, выбирают пазы, гнезда, нарезают шипы, обрабатывают детали криволинейного или ломаного профиля. Универсальность этого вида обработки обусловлена конструкцией соответствующих станков (фуговальных, рейсмусовых, четырехсторонних, строгальных, фрезерных, шипонарезных) и сменностью режущего инструмента.
Точение — это обработка деталей для придания им цилиндрической или фасонной формы тела вращения. Производится методом резания вращающейся вокруг своей оси заготовки горизонтально перемещающимися ножами (токарные станки) или методом вращения ножевой головки вокруг изделия (круглопалочные станки). Цилиндрические или овальные отверстия в заготовках получают путем сверления, а отверстия и гнезда прямоугольного или квадратного сечения — методом дробления (сверлильно-долбежные и цепнодолбежные станки).
Рис. 4. Способы устранения заедания пилы в пропиле а — утолщение полотна к зубьям; б — расплющивание кромки зуба; в — развод зубьев

Рис. 5. Схемы обработки древесины строганием (а) и фрезерованием (б)
Деревянные конструкции — Механическая обработка древесины
gardenweb.ru
механическая и химическая переработка древесины
Методы переработки древесного сырья подразделяют на три группы: механические, химико-механические и химические.
Механическая переработка древесины включает в себя изменение её формы посредством пиления, строгания, фрезерования, лущения, сверления, точения, резьбы, раскалывания и измельчения.
В ходе химико-механической переработки получается промежуточный продукт из древесины, который имеет однородную структуру и размер, — специальная резаная стружка, дроблёный шпон. Путем химико-механической переработки изготавливают такие материалы как фанера, столярные, древесностружечные и цементно-стружечные плиты, арболит и фибролит. Химико-механическим методом пользуются и при изготовлении волокнистых полуфабрикатов в целлюлозно-бумажной промышленности.
Химическая переработка древесины производится при помощи термического разложения, под воздействием растворителей — щелочей, кислот, кислых солей сернистой кислоты. Термическое разложение, которое называют пиролизом, происходит при помощи нагревания древесины без доступа воздуха. В процессе пиролиза получают твёрдые, жидкие и газообразные продукты, самый известный из которых древесный уголь.
Посредством механической обработки получают измельченную древесину, которая представляет собой частицы различной формы и величины, к примеру, щепа, дроблёнка, стружка, опилки, древесная мука и древесная пыль. Пилёные лесоматериалы — получают при помощи распиливания в продольном направлении круглых лесоматериалов. Кроме пилёных материалов бывают и строганные, такие как строганный шпон, доски и бруски, а также древесная стружка и древесная шерсть, представляющая собой длинную тонкую стружку, применяемую в процессе производства фибролита. Путем лущения получают лущеные лесоматериалы, среди которых лущёный шпон и спичечная соломка. Половую доску, вагонку и плинтус получают при помощи фрезерования лесоматериалов.
Немаловажное значение имеют и колотые лесоматериалы, получаемые раскалыванием круглых лесоматериалов, к примеру, плаха — круглый материал, расколотый пополам или баклуша — кусок дерева со сколотой заболонью, который предназначается для вырезания мелких изделий, к примеру, ложки.
Круглые лесоматериалы, или кругляк — представляют собой лесоматериалы, которые получают в процессе поперечного деления. К ним относят долготьё — отрезок хлыста, который имеет длину, кратную длине получаемого при раскряжёвке сортимента с припуском на разделку, комбинированное долготьё — долготьё для разделки на сортименты различного предназначения, а также бревно, являющееся круглым сортиментом, кряж который является отрезком нижней, комлевой части ствола и колоду — короткое толстое бревно. Бревно используется или в круглом виде (кроме тонкомерной рудничной стойки, жердей и кольев), или как сырье для изготовления пиломатериалов общего предназначения, а также специальных типов продукции. Из кряжа производят специальные виды лесопродукции, к примеру, облицовочный шпон, фанеру, тару, лыжи, спички, шпалы. На колоде чаще всего рубят мясо или колют дрова. Помимо этого из нее изготавливают корыта, гробы, притолоки над дверью, челны, улья.
wood-prom.ru
средства для защиты и механические способы, технологии термического и вакуумного воздействия
Появление на рынке строительных материалов большого количества современной продукции не уменьшает привязанность населения к деревянным строениям и изделиям.
Дерево может служить долго и безукоризненно после проведения профилактических мероприятий. Обработка деревянных изделий по одной или нескольким технологиям гарантирует комплексную защиту от многих внешних воздействий.
Не забудь поделиться с друзьями!Содержание статьи
Факторы угрозы для качества деревянных изделий
В течение эксплуатации в условиях помещений или улицы на деревянные материалы оказывает влияние множество обстоятельств. Наружные изделия подвергаются следующим воздействиям:
- солнечному облучению;
- атаке паром и непосредственно водой из осадков;
- инфицированию грибками, бактериями, насекомыми;
- механическим нагрузкам.
Во внутреннем пространстве строений агрессивные влияния менее заметны, но они тоже играют существенную роль в поддержании хороших эксплуатационных качеств древесины.

Для сохранения свойств деревянных изделий применяются разные способы: химическая, механическая (физическая), комплексная обработка. Некоторые приемы могут быть выполнены только в цехах со специальным оборудованием, другие можно вполне реализовать в домашних условиях.
Способы защиты деревянных поверхностей
Нанесение на древесину химических веществ использовалось еще в древние времена, когда о науке не было представления. Для этих целей применяли растительные масла, смолы, деготь, природные тонирующие реагенты защитного действия. На современном рынке имеется большое количество сложных, совершенных по действию композитов, которые применяются наравне со старыми средствами.

Химический
Защита древесины с помощью химических составов проводится следующими средствами:
- маслами и им подобными веществами;
- лакокрасочной продукцией;
- антисептиками;
- грунтовками.
Выпускают составы, оказывающие комбинированное действие на древесину. В результате обработки такими средствами изделие становится устойчивым практически к любым внешним воздействиям повседневного характера.
Масло
Масло для пропитывания древесины выделяют из подсолнечника, льна, тикового и тунгового деревьев. Иногда используют дегтярное масло, полученное из березы. Средства отличаются хорошими экологичными качествами, создают эффективный защитный покров при условии грамотно проведенной подготовки основы, включающей тщательную очистку и механическую обработку.
Масла обладают хорошей проникающей способностью, создают красивый художественный эффект на поверхности, стойко переносят изменения температуры, включая понижение до отрицательных значений.

Продуктом, полученным из некоторых видов масел, является олифа, которую издавна применяли и продолжают использовать для обработки древесины своими руками. В результате продолжительного застывания на деревянных поверхностях образуется природный полимерный слой, не допускающий проникновения влаги, микробов.
Эффективный прием, позволяющий получить качественную поверхность, сводится к распределению тонкого слоя олифы в несколько стадий, между выполнением которых изделие должно находиться в чистом помещении без пыли. При таком исполнении работы древесина не будет загрязняться, поверхностное покрытие не будет липнуть; а олифа успешно полимеризуется с образованием чистой пленки.

Воск
Воск по химической природе близок к растительным маслам, он тоже является разновидностью простых липидов. Восковые покрытия эффективны на изделиях из древесины для домашнего использования. Полученный поверхностный слой сохраняет естественную красоту дерева, украшает мебель, двери между комнатами.

Лаки и краски
Для защитной обработки древесины часто применяют лаки и краски, ассортимент которых разнообразен, отличается по составу, ценам, способам нанесения. Обычные лаки покрывают дерево прозрачной пленкой, эффективны в использовании для предметов домашнего интерьера. Мощные атмосферные воздействия простой лаковый слой не выдержит, но у него повышенная стойкость к истиранию, что полезно при нанесении на мебель, внутреннюю отделку помещений.
Обратите внимание! Для наружных работ предназначены специальные виды лаков с мощным водоотталкивающим действием. Они характеризуются повышенной эластичностью, не склонны образовывать трещины.
Краски для дерева обязательно содержат пигмент, формирующий цвет, и какой-либо растворитель. Если пигмент растворен в воде, то с такой краской можно работать без опасений. Единственное специфическое условие заключается в том, что при избыточной влаге в окружающем пространстве водорастворимая краска будет очень долго сохнуть, может плохо зафиксироваться на поверхности древесины.

Краски на основе органических жидкостей высыхают гораздо быстрее, но проводить обработку ими нужно только в респираторе. Пары растворителей синтетической природы токсичны, при вдыхании могут вызывать отравление. Защитный слой, сформированный многими красками, демонстрирует условную эффективность при эксплуатации изделий на улице, потому что через некоторое время в нем могут появляться малозаметные трещины, способные пропускать влагу и микроорганизмы.

Для улучшения закрепления краски на деревянной основе целесообразно предварительно нанести грунтовку, которая во многих случаях содержит антисептики. Таким способом можно предотвратить размножение плесневых грибков, микробов, вызывающих гниение, продлить срок благополучной эксплуатации изделий. Грунтовки многофункционального действия содержат в составе антипирены, понижающие воспламеняемость и способность поддерживать горение природного материала.
Физический
Естественное дерево обладает присущей ему природной влажностью, которая сохраняется при изготовлении пиломатериалов. Молекулы воды концентрируются как в сердцевине, так и в наружных слоях стволов. При плохом просушивании дерева в процессе эксплуатации вследствие испарений влаги из центральных слоев может происходить растрескивание с образованием как мелких, так и очень глубоких расщелин.

Предотвратить нарушение целостности позволяет сушка под вакуумом или без изменения давления. В результате такой физической обработки удается получать древесину с требуемой концентрацией влаги, не превышающей 10% от всей массы.
Обычная сушка без изменения давления проводится при интенсивном вентилировании рабочего помещения в течение 10-15 дней. Если процесс проводить в вакууме, качественную древесину с требуемыми показателями влажности и хорошими внешними характеристиками можно получить за пару дней.
В естественных условиях древесина может сохнуть месяцами.

Обратите внимание! Максимальный защитный эффект обеспечивает термообработка древесины с помощью специального оборудования.
На первом этапе материал прогревают в отсутствии воздуха при температуре, достигающей 180 ℃. При этом происходит полное обезвоживание сырья, гибель всех микроорганизмов и грибков, ранее проживавших в дереве. После интенсивной безвоздушной термообработки сырье прогревают паром при повышенном давлении и температуре, достигающей 240 °С.

Полученная древесина обладает высокими прочностными характеристиками, лишена биологических загрязнений. При желании можно сделать термопечи с подобным действием во дворе частного дома. Однако дело это затратное, оно оправдывает себя только при необходимости проведения постоянной работы с деревом.
Комбинированный
При наличии производственных возможностей древесину обрабатывают, сочетая несколько видов воздействий.

Сначала проводят термообработку, добавляя на втором этапе к водяному пару вещества с антисептическими и антипиреновыми свойствами. В таких условиях они могут глубоко проникать в материал, формируя там защитную среду.

Затем древесину помещают в герметическое пространство, насыщенное химическими реагентами, повышают давление до 12 атмосфер. В таких условиях осуществляется вакуумная пропитка, полученная древесина демонстрирует высокую стойкость ко всем видам воздействий.
Комбинированная обработка, включающая вакуумирование в атмосфере, насыщенной химическими препаратами, называется импрегнированием, считается одним из самых эффективных методов защиты древесины.
Механический
Помимо повышения степени защищенности сырья, большое значение имеет квалифицированное выполнение работы по приданию нужных размеров и формы изделиям. Для этого существуют механические способы обработки, включающие резку, колку, гнутье, прессование.
Часто по старинке используют топор, которым при определенных навыках тесать и рубить очень удобно. Для распиливания существует несколько видов пил, которые отличаются приспособленностью для продольно или поперечно направленной работы. Есть инструмент универсального действия, с помощью которого легко можно сделать любые распилы.

Последующая обработка выполняется строганием рубанками с одним или двумя ножами, шерхебелем, фуганками. Если нужно сделать углубления, не обойтись без долота, которым легко изготавливаются пазы любой формы.

Работать руками, затрачивая только физическую силу, можно непродолжительное время с ограниченным количеством древесины. Если ведется серьезное строительство или изготовление комплекта мебели, желательно обзавестись электрическими или бензиновыми инструментами, деревообрабатывающими станками.
Выбор электрических пил, лобзиков, фуганков, рубанков, шлифовальных машин, фрезеров и дрелей разнообразен, отличается по производительности, мощности и стоимости. Для изготовления цилиндрических изделий, производства ручек, стоек, балясин проводят токарную обработку на станках.
Применение существующих методов обработки позволяет создавать большой ассортимент изделий на любой вкус заказчика.
drevogid.com
Основные виды обработки древесины резанием
Основные виды механической обработки древесины резанием.
Обработка древесины резанием на производстве механизирована. Различают механическую обработку древесины со снятием стружки и без снятия стружки.
К первому виду относятся пиление, точение, строгание, фрезерование, сверление, долбление и шлифование.
Без снятия стружки древесину режут ножницами и высекают в штампах.
Механическое пиление — наиболее распространенный метод резания древесины . Осуществляют пиление с помощью лесопильных рам, ленточных, круглопильных и цилиндропильных станков. Лесопильные рамы (пилорамы) и ленточно-пильные станки применяют для распиливания бревен на доски и бруски. С помощью круглопильных станков проводят поперечный и продольный раскрой пиломатериалов. Цилиндрическими пилами на цилиндропильных станках выпиливают клепку для производства бочек.
Механическое точение – также распространенный метод обработки древесины . Детали обрабатывают на токарных станках.
Строгание и фрезерование древесины – это механическое резание и ее вращающимися многорезцовыми инструментами – фрезами, ножевыми валами, горизонтально движущимися ножами. Они снимают слой древесины в виде стружки.
Строгание и фрезерование бывает продольным (вдоль древесных волокон) и поперечным (поперек волокон). Осуществляют фрезерование на фрезерных, шипорезных и копировальных станках, получают пазы, шипы, гнезда, проушины, а также детали со сложными криволинейными поверхностями. Строгают древесины на строгальных станках, получают ровную гладкую поверхность на заготовках, а также строганный шпон.
Механическое сверление- выполняют на сверлильных и комбинированных (сверлильно-фрезерных ) станках.
Механическое долбление – проводят на цепнодолбежных станках для получения прямых пазов, продолговатых отверстий и гнезд.
Механическое шлифование- проводят на шлифовальных станках. С помощью шлифовальных станков деталям и изделиям очень быстро придают гладкую поверхность.
Все рассмотренные методы механической обработки резанием, несмотря на значительные различия в конструкции режущих инструментов, в характере их движения, в устройстве станков, имеют и существенное сходство. Оно заключается в том, что обработка заготовки осуществляется за счет снятия стружки режущими инструментами , рабочие части которых имеют форму клина. Кроме того, все станки представляют собой технологические машины.
Механическую обработку древесины без снятия стружки проводят с помощью ножниц, с плоскими или дисковыми ножами, а также в штампах, состоящих из подвижного пуансона и неподвижной матрицы. Ножницами разрезают листы шпона и фанеры, а в штампах высекают на них бракованные места.
В школьных мастерских механическая обработка древесины производятся на токарных, сверлильных и комбинированных (фрезерно- круглопильных) станках.
На комбинированных станках ввиду их повышенной опасности разрешается работать только учителям.
В деревообрабатывающей промышленности, как и в машиностроении, все более широкое применение находят станки-автоматы. Они более производительны, освобождают человека от тяжелого физического труда, с их внедрением улучшаются условия работы, повышается качество продукции.
.
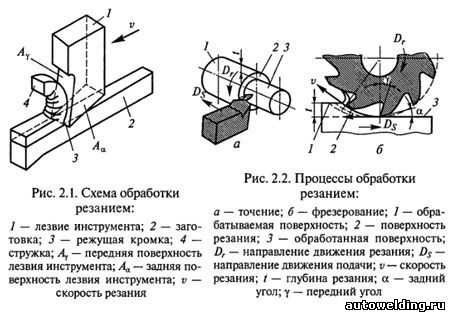
Обработка резанием (рис. 2.1) заключается в проникновении лезвия инструмента с режущей кромкой 3 в материал заготовки 2 с последующим отделением определенного слоя материала в виде стружки 4. Лезвие инструмента 1 представляет собой клинообразный элемент.
На рабочей части инструмента может располагаться одно или несколько лезвий (клиньев) определенной формы. Режущий инструмент с заданным числом (одно, два, три и т.д.) лезвий установленной формы называют лезвийным инструментом, а обработку таким инструментом — лезвийной обработкой (рис. 2.2).
Слой материала заготовки, деформированный и отделенный в результате обработки резанием, называется стружкой. Обработка резанием заключается в срезании с обрабатываемой заготовки некоторой массы металла, специально оставленной на обработку и называемой припуском. Припуск может удаляться одновременно с нескольких поверхностей заготовки или последовательно с каждой обрабатываемой поверхности. После срезания с заготовки всего припуска, оставленного на обработку, исходная заготовка прекращает свое существование и превращается в готовую деталь.
Срезанная с заготовки стружка является побочным продуктом (отходом) обработки материалов резанием. Пластическое деформирование и разрушение материала припуска с превращением его в стружку протекает при резании в специфических условиях, характерных только для обработки материалов резанием. Таким образом, типичным признаком обработки резанием является стружка.
Все способы и виды обработки, основанные на срезании припуска и превращении материала в стружку и подчиняющиеся общим закономерностям, можно объединить термином «резание материалов». Способы разделения материалов на части, при которых стружка не образуется (например, разрезка ножницами), к обработке резанием не относятся. Условия деформирования обрабатываемого материала и образования новых поверхностей при разрезке ножницами не подчиняются закономерностям теории резания материалов.
infourok.ru
Механическая обработка древесины — Производство конструкций из дерева
Механическая обработка древесины
Категория:
Производство конструкций из дерева
Механическая обработка древесины
Основной вид механической обработки древесины — резание. Это процесс, при котором происходит разделение материала на заготовки или удаление части его для получения изделий заданных форм, размеров и требуемой степени шероховатости. При резании механически нарушается связь между структурными элементами древесины (волокнами, клетками) в отличие от гнутья или прессования, при которых эта связь сохраняется. Тонкие слои Древесины, отделяемые при резании, называют стружкой, а мелкие кусочки — опилками. По принципу резания осуществляется пиление, строгание, фрезерование и др.
Для обработки древесины резанием применяют режущие инструменты, имеющие один (ножи), несколько (фрезы) или много (пилы) резцов. В общем виде резец имеет форму клина (рис. 1),
в котором различают переднюю грань, расположенную со стороны снимаемой стружки, заднюю грань, обращенную к обработанной поверхности, и две боковые грани. Передняя и задняя грани образуют режущую кромку (лезвие резца). Когда ширина резца меньше ширины материала, в резании принимают участие также боковые режущие кромки (грани резца). При поступательном движении резца получают плоскую поверхность, а при вращательном — криволинейную. Плоскость, касательная к поверхности резания и проходящая через режущую кромку резца, называется плоскостью резания.
В зависимости от направления движения резца по отношению к направлению волокон древесины различают торцовое, продольное и поперечное резание (рис. 2).
При торцовом резании резец движется в плоскости, перпендикулярной направлению волокон древесины, перерезая их. Срезаемая стружка скалывается на отдельные слабо связанные или совсем несвязанные элементы. При продольном резании направление резания совпадает с направлением волокон, стружка снимается в виде тонкой ленты. Поперечное резание происходит при движении резца в плоскости волокон перпендикулярно их длине. При этом элементы стружки слабо связаны между собой. Однако при создании специальных условий (снятие тонкого слоя древесины, распаривание древесины и обжим ее перед резанием) можно получить относительно прочные листовые изделия — строганый и лущеный шпон.
Величина сопротивления резанию для рассмотренных трех случаев (торцовое, продольное, поперечное) находится в соотношении 5:2:1 (при толщине стружки до 1 мм и величине угла резания 45°).
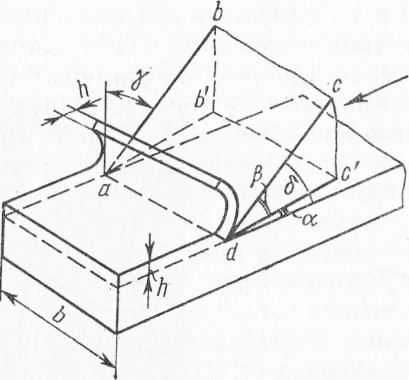
Рис. 1. Элементы простого резца: abed — передняя грань; ab’c‘d — задняя грань; ай — лезвие; а — задний угол; V — передний угол; 3—угол заострения; в —угол резания; b — ширина стружки; Л — толщина стружки
Рис. 2. Виды элементарного резания: а — торцовое; б — продольное; в — поперечное
Различают элементарное и сложное резание. При элементарном резании участвует только одна прямолинейно режущая кромка: толщина снимаемой стружки постоянна, резец надвигается на древесину с постоянной скоростью и по отношению к ее волокнам занимает одно из рассмотренных трех положений. Примером элементарного резания может быть- теска топором, резка ножом, стамеской. При сложном резании в процессе обработки участвуют несколько элементов резца. Например, резание с боковыми стенками (выборка пазов), когда длина резца не перекрывает ширину бруска.
Рис. 3. Профили зубьев пил: а —рамных; б —круглых; в — ленточных; 1 — ломаный зуб; 2 — прямой зуб; 3 — для продольной распиловки; 4— для поперечной распиловки; 5 — для досок; 6 — для бревен
В процессе обработки резанием различают движение резания (главный элемент) и движение подачи. Эти движения могут осуществляться одновременно и в разное время. Для срезания каждой новой стружки нужно переместить резец относительно древесины (или наоборот). Такое движение называется движением подачи, а скорость этого движения — скорость подачи. Движение подачи у большинства режущих инструментов совершается одновременно с движением резания. Например, при работе круглой пилы сложение двух движений дает траекторию относительного движения резца или траекторию резания. Так как окружная скорость движения пилы значительно больше скорости подачи бруска, то траектория резания почти совпадает с окружностью диска пилы и соответствующая ей скорость вращения диска является, по существу, скоростью резания.
Наиболее распространенный способ резания древесины — это пиление. Пилы представляют собой многорезцовый инструмент. Они состоят из полотна и резцов, называемых зубьями. Различают рамные, дисковые и ленточные пилы, имеющие зубья различной формы (рис. 3). Рамные пилы, представляющие собой длинные тонкие стальные полотна, предназначены для продольной распиловки бревен. Дисковые пилы с постоянной или переменной толщиной диска применяют для продольной и поперечной распиловки. Пилы с переменной толщиной диска называют строгальными. Они не требуют развода зубьев и дают гладкую поверхность распила, пригодную для склеирания или покраски. Ленточные пилы — это тонкие стальные полосы с особой формой зубьев, которые применяют для продольной распиловки пиломатериалов и для криволинейных пропилов.
При строгании древесины ножи перемещаются по прямолинейной траектории, совпадающей с направлением рабочего движения (рис. 25, а). Строганием удаляют с поверхности заготовок неровности, образовавшиеся при других видах механической обработки, или получают шпон и стружки для плит. При строгании ножи движутся вдоль заготовки или заготовка перемещается относительно неподвижных ножей. Строгание осуществляется на строгальных, циклевальных, лущильных стружечных станках.
Рис. 5. Схемы обработки древесины: а — строгание; б — фрезерование; в — лущение
При фрезеровании резание древесины осуществляется вращающимися фрезами или плоскими ножами, укрепленными во вращающихся ножевых головках (рис. 5, б). Лезвия резцов могут описывать в пространстве цилиндрическую или коническую поверхности (соответственно цилиндрическое и коническое фрезерование). Когда ось вращения инструмента перпендикулярна поверхности обработки, происходит торцовое фрезерование. Методом фрезерования получают прямоугольные заготовки точных размеров, выбирают пазы и гнезда, нарезают шипы, обрабатывают детали криволинейного или ломаного профиля. Универсальность этого вида обработки обусловлена конструкцией соответствующих станков (фуговальные, рейсмусовые, четырехсторонние строгальные, фрезерные, шипорезные) и сменностью режущего инструмента.
Обработка деталей для придания им цилиндрической или фасонной формы тела вращения производится методом точения, т. е. резания вращающейся вокруг своей оси заготовки горизонтально перемещающимся ножом (токарные станки) или методом вращения ножевой головки вокруг изделия (круглопалочные станки). При лущении заготовка вращается вокруг своей оси, при этом снимается непрерывная стружка постоянной толщины (рис. 5, в). Траекторией резания является спираль. Цилиндрические или овальные отверстия в заготовках получают путем сверления, а отверстия и гнезда прямоугольного или квадратного сечения — методом долбления (сверлильно-долбежные и цепнодолбежные станки).
В результате механической обработки поверхность древесины приобретает различную степень шероховатости, которая определяется средней величиной Rz максимальных высот микронеровностей Ящах, замеренных от их вершин до дна соответствующих впадин. Неровности могут быть различного характера: борозды от зазубрин режущего инструмента, волнистость при обработке вращающимися ножами, выколы и вырывы кусочков древесины при пилении, ворсистость и мшистость при шлифовании. В зависимости от метода обработки древесины степень шероховатости ее различна:
На чертежах классы шероховатости указывают знаком Ад с Добавлением номера класса, например Ад7. Требования к шероховатости поверхности древесины определяются назначением деталей; для склеивания требуются 7… 8-й классы шероховатости, для лакирования — 9… 10-й. При обработке вращающимися ножами кроме высоты неровностей имеет значение длина волны. Для доброкачественного склеивания длина волны не должна превышать 4 … 6 мм. При таком условии в случае совпадения гребней волн смежных поверхностей толщина клеевого слоя не будет превышать 200 … 300 мкм.
Реклама:
Читать далее:
Механическая обработка пластмасс
Статьи по теме:
pereosnastka.ru
Сведения о деревообрабатывающих станках | Механическая обработка древесины
Обработка древесины ручным способом даже при использовании электро- и пневмоинструмента отнимает у рабочего много времени, энергии. Обработка на станках значительно выгоднее, производительнее, качество продукции выше, чем при ручном способе. Деревообрабатывающие станки сосредоточивают обычно в специально выделенном при модельном цехе заготовительном отделении, где и ведут предварительную обработку досок и брусков и выполняют отдельные заготовки для моделей и стержневых ящиков. Это позволяет правильно и экономично использовать оборудование и расходовать древесину, освобождая модельщиков от трудоемких ручных операций при изготовлении модельных заготовок, улучшает условия труда. Вблизи рабочих мест модельщиков обычно устанавливают несколько ленточных пил, торцевальный и шлифовальный станки.
Поскольку модельные цехи изготовляют разнообразные по конструкции, размерам и назначению модельные комплекты, то деревообрабатывающие станки в этих цехах являются основным оборудованием, общее количество их должно составлять около 0,8—1,0 единиц на одного модельщика, включая и малогабаритные станки.
Количество единиц оборудования определяется из соображений комплектности, поскольку оно загружено в различные периоды неравномерно. Наименование основного оборудования рассматривается в главах III и IV.
При правильной организации использования деревообрабатывающих станков и механизированных приспособлений ручные операции в модельном производстве могут быть доведены до минимума и ограничены в основном подгонкой и сборкой отдельных частей модельных комплектов, изготовленных на станках.
Режущий инструмент станка совершает два основных вида движения: главное (вращательное), обеспечивающее скорость резания, и движение подачи (поступательное). Не всегда движение подачи совершает режущий инструмент. Так, на фрезерных и круглопильных станках в отличие от сверлильных и токарных это движение сообщается заготовкой (материал подается к резцам).
Длина пути перемещения инструмента относительно обрабатываемой поверхности заготовки в единицу времени называется скоростью резания. Скорость резания измеряется в м/с. Величина перемещения инструмента или заготовки за один оборот или путь, пройденный инструментом или заготовкой в одну минуту (одну секунду), называется скоростью подачи. Скорость подачи измеряется в м/мин. Например, при обточке на токарном станке поверхности деревянной заготовки цилиндрической формы последняя вращается вокруг оси, а резец, находящийся сбоку на уровне оси вращения, своим лезвием углубляется в древесину. При одном полном обороте заготовки вокруг оси резец снимает стружку определенной толщины по всей окружности. Для снятия стружки со всей поверхности резец надо постепенно передвигать вдоль непрерывно вращающейся заготовки. Правильное сочетание скорости резания со скоростью подачи обеспечивает непрерывное снятие стружки и получение гладкой поверхности у заготовки заданного размера.
У некоторых станков обрабатываемые пиломатериалы подаются к резцам вручную, у других при помощи специальных валиков, приводимых во вращение через особый передаточный механизм, в последнем случае подачу называют механической или автоматической. Скорость механической подачи выше ручной в 3—5 раз и более. Например, для строгальных станков механическая подача доходит до 100 м/мин вместо 10—25 м/мин вручную. Но при любой подаче скорость ее зависит от твердости древесины и размеров заготовки, поэтому при обработке более твердой древесины скорость подачи уменьшается.
Для обработки древесины в модельном производстве используют следующие типы деревообрабатывающих станков:
круглопильные станки для продольного, поперечного и смешанного раскроя досок, брусьев, щитов;
станки для фрезерования по плоскости и профилю — фуговальные, рейсмусовые и фрезерные;
станки для сверления отверстий и образования пазов и гнезд — сверлильные, сверлильно-пазовые;
станки для точения круглых деталей — токарные; станки для окончательной механической обработки поверхностей деталей — ленточные, дисковые и цилиндрические шлифовальные;
специальные станки и приспособления.
Станки, изготовляемые на отечественных заводах, обозначают индексом по определенной системе с использованием букв и цифр. Буквы обозначают группу оборудования; ЛД — ленточнопильный делительный станок, СФ—строгально-фуговальный; ШЛХ — шипорезный для шипа типа «ласточкина хвоста», ШлПС — шлифовальный с подвижным столом, ТчН — заточный для ножей и т. д. Цифры, стоящие после букв, показывают основной размер станка (в мм, см или дм): СФ4 — фуговальный станок шириной строгания 4 дм (400 мм) и т. д. Цифра, стоящая после черточки, обозначает номер модели: Ф-4 — фрезерный станок, четвертая модель.
www.stroitelstvo-new.ru
Глава 11 Механическая обработка древесины — КиберПедия
Под механической обработкой изделий из древесины подразумеваются токарные работы, художественное выжигание, декоративное облицовывание и отделка обработанных изделий.
Токарные работы
Одной из разновидностей механической обработки древесины является токарная работа. Изделия, выполненные данным методом, используются в декоративных и художественных целях.
На токарных станках по шаблону можно сделать точеные сувениры, например шахматы, игрушки, шашки, а также посуду, архитектурные детали и фрагменты мебели. Также точеные изделия изготавливаются по копирам или фигурными резцами.
Точеные изделия в России известны и популярны давно, особенно пользуются успехом расписные произведения (матрешки или хохломская роспись). Также широкое распространение и по сей день имеют точеные изделия с инкрустацией и выжиганием.
В композицию точеных изделий можно включать естественные образования, например кору, наросты, трещины и т. д., что повысит их выразительность и декоративность.
Точение изделий из древесины, предназначенных для декоративных и художественных целей, практически ничем не отличается от точения для технических целей и выполняется на том же оборудовании, аналогичными инструментами и методами обработки.
При изготовлении точеных изделий из древесины следует учитывать некоторые физические (влажность, текстура, цвет и блеск) и механические свойства (пластичность, упругость, прочность). Декоративные изделия, которые в процессе дальнейшей обработки не красят, а покрывают слоем прозрачного лака, рекомендуется делать из сосны, кедра, можжевельника, красного дерева, дуба и грецкого ореха. Древесина этих пород имеет красивую текстуру.
Для изделий, предназначенных для окрашивания темперой, гуашью, анилиновой или масляной краской, в качестве исходного материала можно использовать ольху, березу, липу и осину. Также поверхность декоративных произведений из этих пород можно украшать выжиганием или резьбой.
Для придания заготовке цилиндрической формы в домашних условиях можно использовать полукруглые резцы. Для чистого точения применяются плоские резцы, так называемые косяки, которые можно изготовить самостоятельно из плоских напильников или стамесок, сточив с них насечки.
Резцы с крючковидными лезвиями применяются для обработки внутренних поверхностей изделий из древесины. Их выковывают из углеродистой стали или делают в виде металлического кольца, приваренного к пруту.
Наиболее распространенным видом точения является точение с торца. Точение поперек волокон используется реже.
Для того чтобы выточить изделие с торца, следует применять бруски с квадратным сечением, обтесав их топором и придав правильную цилиндрическую форму. Заготовку следует забить в горизонтальном положении в трубчатый патрон. После этого следует включить токарный станок и взять широкий полукруглый резец под углом 15–30° к оси вращения заготовки (в правую руку – рукоятку, левой прижать часть резца к подручнику).
Стружка снимается аккуратным касанием лезвия к заготовке. Таким образом следует проводить резцом по поверхности заготовки до тех пор, пока она не приобретет необходимую форму.
Если нужно изготовить полое изделие из древесины, следует выточить его полость крючковидными резцами, развернув подручник станка в сторону торцевой поверхности изделия. Проработка внешних форм производится только после выборки полости и нанесения плоским резцом разметок. При работе по эскизу разметку можно сделать с помощью штангенциркуля, контролируя им толщину изделия. Стружку нужно снимать плоским резцом, ориентируясь на разметки. Отдельные детали изделия прорабатываются после вытачивания его общей формы.
Шлифование и полирование готового точеного изделия производятся при включенном станке. Сначала следует провести шлифовку с помощью крупнозернистой, а затем мелкозернистой бумаги. Для полирования применяют конский волос, древесную стружку и сухой хвощ, который можно приобрести в аптеке.
Также на включенном токарном станке производят вощение и лакирование. После отделки изделие следует подрезать и торцевать.
Точение поперек волокон является более сложным способом, поэтому его рекомендуется применять только после приобретения некоторого опыта.
Для изготовления токарных игрушек необходимо составить эскиз, продумав конструкцию и согласовав ее с рисунком росписи и возможностями токарной обработки. После разработки эскиза следует сделать чертеж игрушки.
В качестве материала для вытачивания игрушек могут подойти такие породы, как ольха, липа, осина, реже береза, а также древесина хвойных пород. Детали игрушки крепятся друг к другу латексом, столярным клеем или клеем БФ-2. Для соединительных штырей следует предварительно просверлить отверстия.
Раскрашивать токарную игрушку можно только после полного ее высыхания. Краска подбирается в зависимости от назначения изделия. Декоративные игрушки, которые будут использоваться только в качестве элемента украшения интерьера, можно красить гуашью или темперой без предварительной грунтовки поверхности.
Игрушки, покрашенные гуашью, для закрепления краски следует покрыть двумя слоями прозрачного лака (например, масляными 4с или 4 т, нитролаками НЦ-222, НЦ-224 или НЦ-225, спиртовыми МБМА-25 или МБМА-80, синтетическими полиэфирными ПЭ-219 или ПЭ-220). Лак следует наносить на покрашенную поверхность изделия с помощью тампона и кисти или методом окунки, который позволяет наиболее равномерно распределить покрытие на древесине.
Для проведения окунки необходимо налить лак в банку объемом 500 г примерно на 2/3 объема. В деталь или все изделие целиком следует воткнуть канцелярскую скрепку, а к ней прикрепить проволоку. Игрушку следует опустить в банку, вынуть и подержать немного, чтобы стекли излишки лака. После того как первый слой лака полностью высохнет, следует таким же способом нанести второй.
Метод окунки подходит также для покрытия изделий краской.
Для раскрашивания игрушек масляными красками поверхность древесины следует предварительно загрунтовать, чтобы краска хорошо держалась и не тускнела. Для приготовления грунтовки в домашних условиях следует развести 1 чайную ложку желатина и 5 чайных ложек зубного порошка в стакане воды. Вместо желатина можно применить рыбий или столярный клей.
Грунтовку следует наносить на поверхность игрушки в 2–3 слоя, тщательно просушивая каждый из них.
Устройство токарного станка
Простейший токарный станок можно сделать в домашних условиях самостоятельно. Для этого следует приобрести электродвигатель мощностью 250–500 Вт и другие материалы.
Станок состоит из электродвигателя, который заменяет переднюю бабку со шпинделем, станины, подлокотника и задней бабки.
На двигателе, на валу ротора, следует установить стальной центр с резьбой или планшайбу. Второй центр нужно вложить в трубку задней бабки. Заготовку для изделия цилиндрической формы можно закрепить между центрами передней и задней бабок. Заготовку кольцевой или фигурной формы надо укрепить в планшайбе.
Точение на токарном станке проводится с помощью стамесок разного профиля, при этом инструмент должен иметь упор в подручник.
Для изготовления станины следует вырезать из металла 2 угольника сечением 50 х 30 мм и длиной от 120 до 150 мм. Станину необходимо разметить с двумя поперечниками, просверлить по отверстиям лап двигателя, собрать на болтах и только после этого прикрепить на нее электродвигатель.
После этого следует собрать заднюю бабку, стараясь при этом обеспечить полное совпадение центров бабки и двигателя.
Передняя бабка собирается из стальной трубки для шпинделя, 2 вертикальных и 2 горизонтальных уголков. В трубку надо вставить стальной нарзанный болт длиной 100–120 мм и диаметром 10–12 мм. Головка болта должна быть заточена на конус под углом 90°. Она является центром шпинделя и может перемещаться вдоль трубки с помощью 2 гаек.
Горизонтальные уголки следует уложить на станину, просверлить и склепать. В центре одной из горизонтальных полок необходимо просверлить отверстие для болта, для крепления бабки к станине.
Трубку надо припаять к 2 передним полкам, находящимся в верхней стойке, которая должна быть прикреплена к горизонтальным уголкам бабки. Для этого надо расположить горизонтальную ось вертикальной трубки так, чтобы она полностью совпадала с центром ротора двигателя.
Для изготовления подлокотника следует вырезать из металла более длинный уголок, а к его передней полке приварить вертикальную трубку со стопорным барашком, в которую впоследствии надо вставить стебель подлокотника, выдвинуть его в нужном направлении к заготовке и закрепить стопором.
Вдоль горизонтальной полки необходимо просверлить на небольшом расстоянии друг от друга отверстия для зажимного болта на станине.
Подлокотник можно изготовить из круглой стали в виде входящего в трубку стебля. Вверху следует срезать фаску с отверстием для закрепления опорной линейки.
В качестве шпинделя передней бабки может служить вал ротора двигателя, на который для этих целей следует надеть планшайбу с центром, в торце которой имеется группа отверстий для вилки (ближе к центральной части) и для закрепления заготовки шурупами (на периферии).
Для того чтобы обеспечить удобство крепления деревянной заготовки изделия к валу ротора, у шпинделя должен быть набор патронов (чашечный, трубчатый, кулачковый или с болтами для зажима, трезубец и т. д.).
Художественное выжигание
Одним из распространенных приемов художественного оформления изделий из древесины является выжигание. В старину оно выполнялось с помощью крепких кислот и нагретых на газовых или спиртовых горелках штифтов.
В настоящее время выжигание может быть плоским и глубоким, и выполняется оно представленными в широком ассортименте в продаже электрическими приборами. Иногда выжигание осуществляется фигурными наконечниками, которыми можно за один прием выжечь целый рисунок или его фрагмент.
Плоское выжигание просто в исполнении и композиции и применяется как способ украшения резных или точеных деревянных изделий. Оно соответствует контурной резьбе, так как выжигание рисунка осуществляется на уровне его фона.
Глубокое выжигание применяется чаще всего при изготовлении предметов домашнего обихода и имеет в декоративном искусстве самостоятельное значение. По технике выполнения такой метод соответствует резьбе с подобранным фоном.
Декоративное облицовывание
Декоративное облицовывание – это покрытие деревянных деталей или плит строганым шпоном на клею. Применяется оно с целью улучшения декоративных свойств материала или повышения его прочности.
В том случае, если декоративное облицовывание применяется для повышения прочности изделия, материал можно покрыть рядовыми породами древесины.
Когда изделие облицовывают для того, чтобы улучшить его внешний вид и повысить декоративные качества, желательно применять строганый шпон ценных пород древесины, например тика, палисандра, дуба, ясеня, ореха или красного дерева.
Декоративное облицовывание делится на несколько видов, одним из которых является интарсия. Данный процесс включает в себя подбор строганого шпона по текстуре и цвету, вырезание деталей из этого материала и непосредственно облицовывание по выбранному рисунку. Интарсию можно использовать для создания предметов домашнего обихода (например, столешниц или шкатулок) или изготовления картин в виде аппликаций на дереве.
Шпон представляет собой тонкие листы среза древесины. Данный материал делится на несколько видов: строганый, лущеный или пиленый. В настоящее время производство строганого и лущеного шпона выше, чем пиленого.
Строганый шпон можно подбирать различными способами: в конверт, в елку, в рост, в окружность, в крейцфугу и т. д.
При облицовывании декоративных изделий из древесины следует плотно подгонять друг к другу кромки шпона. Для изделий с прямоугольным узором кромки следует обрезать по прямой, не оставляя зазоров (фуговать). Перед началом фуговки необходимо выложить шпон по текстуре и наметить линии сопряжений, а после этого уложить шпон, стараясь, чтобы линии сопряжений лежали в одной плоскости.
Для резки хрупкого шпона рекомендуется использовать ножовку с мелкими зубьями и тонким полотном.
После окончания фуговки шпон следует снова выложить по текстуре. Для изделий с криволинейным рисунком сопряжения следует вырезать скальпелем или специальным тонким ножом.
После подбора шпона нужно приступить к приготовлению наклеивания на изделие.
Наклеивание шпона на плиту
При интарсии детали рисунка следует выложить на доску лицевой стороной вверх, закрепить мелкими гвоздями, проклеить линии сопряжения универсальной склеивающей или гуммированной лентой, а после этого склеить синтетическим или столярным клеем и выдержать в течение 2–4 часов.
Плиту перед началом облицовывания также нужно подготовить. Она может быть древесно-стружечной или древесно-волокнистой, столярной (склеенной из реек) и склеенной из шпона.
Мягкие или полутвердые древесно-волокнистые плиты облицовывать нельзя. В качестве материала для интарсии рекомендуется выбрать плиту, склеенную из шпона.
Перед началом облицовки плиту следует очистить от грязи, а также осуществить цинубление поверхности склеивания под углом по направлению волокон древесины.
Если цинубель отсутствует, можно заменить его обработкой поверхности тяжелым предметом, обернутым крупной шлифовальной шкуркой.
Для облицовывания подойдет свежеприготовленный достаточно жидкий синтетический или столярный клей.
В синтетический клей желательно добавить небольшое количество 10 %-ного водного раствора хлористого аммония, а столярный клей перед применением нагреть на водяной бане.
Клей следует наносить на плиту и на набор шпона. Пользоваться при этом желательно мягкой широкой кистью, а после нанесения нужно очистить поверхность от излишков клея.
После этого набор шпона необходимо аккуратно выложить на поверхность плиты и тщательно прогладить его по направлению от центра к краям.
После этого на плиту следует поместить лист бумаги, накрыть его нагретой цулагой и закрепить в струбцинах или прессе. Для работ небольшого размера вместо цулаги и пресса можно использовать наполненную горячей водой кастрюлю с ровным дном.
На кривую или неровную поверхность, например на шкатулку или другой предмет домашнего обихода, наклеивать шпон можно так же, как и на ровную, но вместо прямой цулаги, при этом используется мешок с прогретым песком. Его следует прижимать к обработанной поверхности с помощью бандажа или тугой обвязки шпагатом.
Отделка плиты
Кромки изделий небольшого размера можно обработать вручную, предварительно тщательно очистив от грязи и пыли.
Для обработки кромок из строганого шпона следует вырезать соответствующие толщине кромок полоски-штапики, а затем обрезать их по длине кромок. Усы штапиков, предназначенных для угловых сопряжений, следует с помощью ножа срезать на угол, равный половине угла плиты (для прямоугольника – 45°, для шестигранника – 60° и т. д.). После этого штапики следует срастить по длине на ус под углом 45°, при этом совмещая годичные слои текстуры шпона.
Для облицовывания кромок можно использовать синтетический клей, добавив в него небольшое количество 10 %-ного хлорида аммония. В процессе облицовки следует смазать деталь клеем, наложить ее на обрабатываемую поверхность, прижать горячим утюгом и держать его в течение 2–3 минут.
После окончания облицовки обычно приступают к отделке и шлифованию полученного изделия. Это можно сделать вручную или применяя простейшие механические средства.
Шлифуют облицованную доску с помощью шлифовальной шкурки (сначала с крупным зерном, затем с мелким), натянутой на деревянный брусок. Также отшлифовать изделие можно электрической машиной с эластичной тарелкой и мелкой шкуркой.
После шлифования следует снять ворс и подготовить поверхность к основному покрытию, то есть к лакированию и полировке.
cyberpedia.su