ГОСТ 1491-80 Винты с цилиндрической головкой классов точности A и В. Конструкция и размеры (с Изменениями N 1, 2)
ГОСТ 1491-80
Группа Г32
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ КЛАССОВ ТОЧНОСТИ А и В
Конструкция и размеры
Cheese-head screws, product grades A and B. Design and dimensions
MКC 21.060.10
ОКП 12 8400
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 июня 1980 г. N 3176 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 28.06.91 N 1177
ВЗАМЕН ГОСТ 1491-72
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1981 г., апреле 1986 г. (ИУС 3-82, 7-86).
1. Настоящий стандарт распространяется на винты с цилиндрической головкой классов точности А и В с номинальным диаметром резьбы от 1 до 20 мм.
Стандарт полностью соответствует СТ СЭВ 2653-80.
Таблица 1
мм | |||||||||||||||||||
Номинальный диаметр резьбы | 1 | 1,2 | 1,4 | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Шаг резьбы | крупный | 0,25 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 |
мелкий | — | — | — | — | — | — | — | — | — | — | — | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | |
Диаметр головки | 2,0 | 2,3 | 2,6 | 3,0 | 3,8 | 4,5 | 5,5 | 6,0 | 7,0 | 8,5 | 10,0 | 13,0 | 16,0 | 18,0 | 21,0 | 24,0 | 27,0 | 30,0 | |
Высота головки | 0,7 | 0,8 | 0,9 | 1,0 | 1,3 | 1,6 | 2,0 | 2,4 | 2,6 | 3,3 | 3,9 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | |
Длина резьбы | удлиненная | — | — | — | — | 16 | 18 | 19 | 20 | 22 | 25 | 28 | 34 | 40 | 46 | 52 | 58 | 64 | |
нормальная | 8 | 9 | 9 | 9 | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | |
Таблица 2
мм | ||||||||||||||||||
Длина винта | Номинальный диаметр резьбы | |||||||||||||||||
1 | 1,2 | 1,4 | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
2 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
(2,5) | — | — | — | — | — | — | — | — | — | — | — | — | — | |||||
3 | — | — | — | — | — | — | — | — | — | — | — | |||||||
(3,5) | — | — | — | — | — | — | — | — | — | — | — | |||||||
4 | — | — | — | — | — | — | — | — | — | |||||||||
5 | — | — | — | — | — | — | — | — | — | |||||||||
6 | — | — | — | — | — | — | — | — | ||||||||||
(7) | — | — | — | — | — | — | — | |||||||||||
8 | — | — | — | — | — | — | — | |||||||||||
9 | Стандартные длины | — | — | — | — | — | — | — | ||||||||||
10 | — | — | — | — | — | — | — | |||||||||||
11 | — | — | — | — | — | — | — | — | ||||||||||
12 | — | — | — | — | — | — | — | |||||||||||
(13) | — | — | — | — | — | — | — | — | — | |||||||||
14 | — | — | — | — | — | — | — | — | — | |||||||||
16 | — | — | — | — | — | — | — | — | — | |||||||||
(18) | — | — | — | — | — | — | — | — | ||||||||||
20 | — | — | — | — | — | — | — | — | ||||||||||
(22) | — | — | — | — | — | — | — | — | — | |||||||||
25 | — | — | — | — | — | — | — | — | ||||||||||
(28) | — | — | — | — | — | — | — | — | — | |||||||||
30 | — | — | — | — | — | — | — | — | ||||||||||
(32) | — | — | — | — | — | — | — | — | — | |||||||||
35 | — | — | — | — | — | — | — | — | ||||||||||
(38) | — | — | — | — | — | — | — | — | — | |||||||||
40 | — | — | — | — | — | — | — | — | Стандартные длины | |||||||||
(42) | — | — | — | — | — | — | — | — | — | |||||||||
45 | — | — | — | — | — | — | — | — | — | |||||||||
(48) | — | — | — | — | — | — | — | — | — | |||||||||
50 | — | — | — | — | — | — | — | — | — | |||||||||
55 | — | — | — | — | — | — | — | — | — | — | ||||||||
60 | — | — | — | — | — | — | — | — | — | — | ||||||||
65 | — | — | — | — | — | — | — | — | — | — | — | |||||||
70 | — | — | — | — | — | — | — | — | — | — | — | |||||||
75 | — | — | — | — | — | — | — | — | — | — | — | |||||||
80 | — | — | — | — | — | — | — | — | — | — | — | |||||||
(85) | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
90 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
(95) | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
100 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
110 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
120 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
Примечания:
1. Длины винтов, заключенные в скобки, применять не рекомендуется.
2. Удлиненная длина резьбы предпочтительна.
3. Винты со стержнем длиной менее длины резьбы с учетом недореза изготовляют с резьбой по всей длине стержня.
_______________
* Для винтов, обработанных резанием, в остальных случаях не нормируются.
Пример условного обозначения винта с цилиндрической головкой, класса точности А, диаметром резьбы 8 мм, с крупным шагом резьбы, с полем допуска резьбы 6, длиной
docs.cntd.ru
ГОСТ 10618-80 Винты самонарезающие для металла и пластмассы. Общие технические условия (с Изменениями N 1, 2), ГОСТ от 30 декабря 1980 года №10618-80
ГОСТ 10618-80
Группа Г32
МКС 21.060.10
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6109
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов
4. ВЗАМЕН ГОСТ 10618-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91)
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности В с притупленными заостренными концами.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1. Резьба с крупным шагом
Черт.1
Таблица 1
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 1,7 | 2,1 | 2,8 | 3,5 | 4,2 | 5,6 | |
Шаг резьбы | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 | ||
Ширина площадки , не более | 0,10 | 0,15 | 0,20 | ||||
Длина конического конца | 2,9 | 4,3 | 5,7 | 6,1 | |||
Примечание. В зависимости от метода образования резьбы края площадки могут иметь скругления.
Черт.2. Резьба с мелким шагом
Резьба с мелким шагом
Черт.2
Таблица 2
мм
Диаметр резьбы | Номин. | 2,5 | 3 | 4 | 5 | 6 | 8 |
Пред. откл. по h 13 | -0,14 | -0,18 | -0,22 | ||||
Внутренний диаметр резьбы, не более | 2,0 | 2,3 | 2,9 | 3,9 | 4,9 | 6,2 | |
Шаг резьбы | 1,0 | 1,5 | 1,75 | 2,0 | |||
Ширина площадки , не более | 0,10 | 0,15 | |||||
Длина конического конца с углом 4° | 3,5 | 5,0 | 6,0 | 7,0 | |||
Длина конического конца с углом 7°30′ | 1,00 | 1,50 | 1,75 | 2,00 | |||
(Измененная редакция, Изм. N 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл.3.
Таблица 3
Наименование | Марка материала | Условное обозначение |
Углеродистые стали | 08кп, 10, 10кп по ГОСТ 10702 | 01 |
20, 20кп, 25 по ГОСТ 10702 | 04 | |
Легированные стали | 20Х, 40Х по ГОСТ 4543 | 10 |
30Х ГСА по ГОСТ 4543 | 12 |
(Измененная редакция, Изм. N 2).
2.3. Допускается для изготовления винтов применять не указанные в табл.3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл.3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть 57…63 HRC, с мелким — 37…47 HRC.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
для диаметров от | 2 | до | 3 | — | 0,04-0,1 | мм; | |||||
« | « | « | 4 | « | 6 | — | 0,05-0,18 | мм; | |||
« | « | « | 7 | — | 0,1-0,23 | мм. | |||||
(Измененная редакция, Изм. N 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ±10%.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30% всей длины винта.
(Измененная редакция, Изм. N 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009. — Примечание изготовителя базы данных.
Допускаемые дефекты поверхности винтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15% от диаметра резьбы.
2.11, 2.12. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов — по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0, ГОСТ 1759.2.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125…165 НВ, содержание углерода в стали пластины должно быть не более 0,23%;
толщина пластины , а также диаметры отверстий должны соответствовать указанным на черт.3 и в табл.4.
Черт.3
Черт.3
Таблица 4
мм
Номинальный диаметр резьбы | 2,5 | 3 | 4 | 5 | 6 | 8 |
для винтов: | ||||||
с крупным шагом резьбы | 1,25 | 1,25 | 1,75 | 2,00 | 2,50 | 3,50 |
с мелким шагом резьбы | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
(Н13) для винтов: | ||||||
с крупным шагом резьбы | 2,0 | 2,5 | 3,0 | 3,8 | 4,8 | 6,0 |
с мелким шагом резьбы | 2,1 | 2,5 | 3,5 | 4,5 | 5,5 | 7,5 |
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
4,1, 4.2. (Измененная редакция, Изм. N 1).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
ПРИЛОЖЕНИЕ 1
Обязательное
Винт | 2- | 5 | x | 1,5 | x | 30 | 01 | 01 | 6 | |||||||||||||||||||||||
Наимено- | Испол- | Номи- | Мелкий шаг резьбы | Длина винта | Группа материала | Условное обозна- | Толщина покрытия | Обозна- | ||||||||||||||||||||||||
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы =5 мм, с мелким шагом резьбы, длиной =30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5×1,5×30.01.16 ГОСТ …
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие.
Общие технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2007
docs.cntd.ru
ГОСТ 1477-93 (ИСО 4766-84) Винты установочные с плоским концом и прямым шлицем классов точности A и В. Технические условия, ГОСТ от 02 июня 1994 года №1477-93
ГОСТ 1477-93
(ИСО 4766-84)
Группа Г32
Технические условия
МКС 21.060.10
ОКП 16 5000
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 1477-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 1477-84
5 ПЕРЕИЗДАНИЕ. Декабрь 2006 г.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 898-5-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
Настоящий стандарт распространяется на установочные винты с плоским концом и прямым шлицем, классов точности А и В с номинальным диаметром от 1,0 до 12 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям экономики страны, выделены курсивом.
1 Размеры
1.1 Размеры винтов должны соответствовать указанным на рисунке и в таблице 1.
_______________
Угол 120° обязателен для коротких винтов, длина которых приведена над штриховой ступенчатой линией в таблице 1.
Угол 45° относится только к части конца ниже внутреннего диаметра резьбы.
Таблица 1
В миллиметрах
1.2 Теоретическая масса винтов указана в приложении.
2 Технические требования
Винты должны изготовляться в соответствии с требованиями, указанными в таблице 2.
Таблица 2
Материал | Сталь | Коррозионно-стойкая сталь | Цветные сплавы | |||
Резьба | Поле допуска | 6 | ||||
Стандарты | ГОСТ 16093, ГОСТ 24705 | |||||
Механические свойства | Класс прочности или группа материала | 14Н, 22Н | 21-26 | 31-35 | ||
Стандарты | ГОСТ 25556 | ГОСТ 1759.0 | ||||
Допуски | Класс точности | А, В | ||||
Стандарты | ГОСТ 1759.1* | |||||
________________ | ||||||
Окончательная обработка поверхности изделия | Гладкая
Винты должны изготовляться с покрытиями: цинковым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом или без покрытия. Допускается применять другие виды покрытий по согласованию между изготовителем и потребителем. | |||||
Приемка | Правила приемки — ГОСТ 17769* | |||||
________________ | ||||||
Методы контроля | Размеры, отклонения формы и расположения поверхностей — ГОСТ 1759.1 | |||||
Дефекты поверхности — ГОСТ 1759.2* | ||||||
Механические свойства | ||||||
ГОСТ 25556 | ГОСТ 1759.0 | ГОСТ 1759.0 | ||||
________________ | ||||||
Маркировка и упаковка | ГОСТ 1759.0, ГОСТ 18160 | |||||
3 Обозначение
Примеры условного обозначения
Установочный винт с плоским концом и прямым шлицем класса точности В, диаметром резьбы 10 мм, с полем допуска 6, длиной 25 мм, класса прочности 14Н, без покрытия:
Винт М10 — 625.14Н ГОСТ 1477-93
То же, класса точности А, класса прочности 45Н, из стали 40Х, с химическим окисным покрытием, пропитанным маслом:
Винт А.М10 — 625.45Н.40Х.05 ГОСТ 1477-93
То же, из латуни ЛС59-1, без покрытия:
Винт А.М10 — 625.32.ЛС 59 — 1 ГОСТ 1477-93
ПРИЛОЖЕНИЕ (справочное)
Таблица 3 — Масса винтов
Длина , мм | Теоретическая масса 1000 шт. стальных винтов, кг, , при номинальном диаметре резьбы , мм | ||||||||||||
1 | 1,2 | 1,6 | 2 | 2,5 | 3 | (3,5) | 4 | 5 | 6 | 8 | 10 | 12 | |
2 | 0,007 | 0,010 | 0,020 | 0,030 | |||||||||
2,5 | 0,010 | 0,014 | 0,026 | 0,040 | 0,060 | ||||||||
3 | 0,012 | 0,018 | 0,030 | 0,049 | 0,078 | 0,108 | |||||||
4 | 0,016 | 0,024 | 0,042 | 0,068 | 0,108 | 0,152 | 0,210 | 0,261 | |||||
5 | 0,053 | 0,086 | 0,138 | 0,196 | 0,290 | 0,339 | 0,469 | ||||||
6 | 0,065 | 0,105 | 0,168 | 0,240 | 0,360 | 0,416 | 0,593 | 0,840 | |||||
8 | 0,088 | 0,142 | 0,228 | 0,328 | 0,510 | 0,571 | 0,840 | 1,193 | 2,039 | ||||
10 | 0,180 | 0,289 | 0,416 | 0,660 | 0,726 | 1,088 | 1,545 | 2,675 | 4,101 | ||||
12 | 0,349 | 0,504 | 0,820 | 0,881 | 1,335 | 1,898 | 3,312 | 5,112 | 7,480 | ||||
(14) | 0,593 | 0,970 | 1,036 | 1,582 | 2,251 | 3,949 | 6,110 | 8,934 | |||||
16 | 0,681 | 1,020 | 1,191 | 1,830 | 2,604 | 4,586 | 7,113 | 10,390 | |||||
(18) | 1,270 | 1,345 | 2,077 | 2,956 | 5,223 | 8,124 | 11,843 | ||||||
20 | 1,420 | 1,500 | 2,324 | 3,309 | 5,859 | 9,121 | 13,301 | ||||||
(22) | 2,029 | 2,572 | 3,662 | 6,496 | 10,133 | 14,752 | |||||||
25 | 2,943 | 4,191 | 7,451 | 11,632 | 16,933 | ||||||||
(28) | 4,720 | 8,406 | 13,144 | 19,124 | |||||||||
30 | 5,073 | 9,043 | 14,142 | 20,571 | |||||||||
35 | 10,635 | 16,652 | 24,212 | ||||||||||
40 | 12,227 | 19,162 | 27,841 | ||||||||||
45 | 21,672 | 31,484 | |||||||||||
50 | 24,182 | 35,113 | |||||||||||
55 | 43,500 | ||||||||||||
60 | 48,840 | ||||||||||||
Примечание — Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 — для алюминиевого сплава; 0,97 — для бронзы; 1,08 — для латуни. | |||||||||||||
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2007
docs.cntd.ru
ГОСТ 2.315-68 ЕСКД. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.315-68
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ИЗОБРАЖЕНИЯ УПРОЩЕННЫЕ И УСЛОВНЫЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
Изменение № 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12 от 21.11.97)
За принятие изменения проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система конструкторской документации ИЗОБРАЖЕНИЯ УПРОЩЕННЫЕ И УСЛОВНЫЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ Unified system for design documentation. Simplified and symbolic designations of fasteners. |
ГОСТ 2.315-68* Взамен ГОСТ 3465-52 |
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от декабря 1967 г. срок введения установлен
с 01.01.71
1. Настоящий стандарт устанавливает упрощенные и условные изображения крепежных деталей на сборочных чертежах и чертежах общих видов всех отраслей промышленности и строительства. Стандарт полностью соответствует СТ СЭВ 1978-79.
2. На сборочных чертежах и чертежах общих видов изображение крепежных деталей (упрощенное или условное) выбирают в зависимости от назначения и масштаба чертежа.
Крепежные детали, у которых на чертеже диаметры стержней равны 2 мм и менее, изображают условно. Размер изображения должен давать полное представление о характере соединения.
3. Упрощенные и условные изображения крепежных деталей должны соответствовать указанным в табл. 1.
Таблица 1
|
Наименование |
Изображение |
|
|
упрощенное |
условное |
|
|
1. Болты и винты: с шестигранной головкой |
||
|
с квадратной головкой |
||
|
с молоткообразной головкой |
||
|
2. Болты: с полукруглой головкой и усом |
||
|
откидные с круглой головкой |
||
|
откидные с вилкой |
||
|
фундаментные |
||
|
3. Винты: с полукруглой головкой |
||
|
с цилиндрической головкой |
||
|
с цилиндрической головкой и сферой |
||
|
с полукруглой головкой и крестообразным шлицем |
||
|
с цилиндрической головкой, сферой и крестообразным шлицем |
||
|
с цилиндрической головкой и шестигранным углублением под ключ |
||
|
с полупотайной головкой |
||
|
с потайной головкой |
||
|
с потайной головкой и крестообразным шлицем |
||
|
с цилиндрической головкой саморежущие |
||
|
с потайной головкой и крестообразным шлицем саморежущие |
||
|
4. Гайки: круглые |
||
|
шестигранные |
||
|
шестигранные прорезные и корончатые |
||
|
гайки-барашки |
||
|
5. Шурупы: с полукруглой головкой |
||
|
с потайной головкой |
||
|
с полупотайной головкой |
||
|
6. Шпильки |
||
|
7. Шайбы: простые, стопорные и т. д. |
||
|
стопорные с язычком |
||
|
пружинные |
||
|
8. Штифты: цилиндрические |
||
|
конические |
||
|
9. Гвозди |
||
|
10. Шплинты |
||
|
11. Резьбовые вставки |
||
4. Примеры упрощенных и условных изображений крепежных деталей в соединениях даны в табл. 2.
Таблица 2
|
Изображение |
|
|
упрощенное |
условное |
3, 4. (Измененная редакция, Изм. № 1, 2).
5. Если предмет, изображенный на сборочном чертеже, имеет ряд однотипных соединений, то крепежные детали, входящие в эти соединения, следует показывать условно или упрощенно в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (черт. 1).
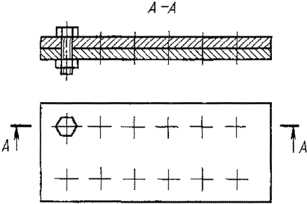
Черт. 1
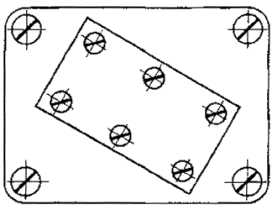
6. Если на чертеже имеется несколько групп крепежных деталей, различных по типам и размерам, то вместо нанесения повторяющихся номеров позиций рекомендуется одинаковые крепежные детали обозначать условными знаками, а номер позиции наносить только один раз (черт. 2).
Черт. 2
В строительных чертежах допускается одинаковые группы крепежных деталей обводить сплошной тонкой линией с поясняющей надписью на полке линии-выноски; при этом преобладающие крепежные детали не обводят и не оговаривают в общих указаниях к чертежу.
7. Шлицы на головках крепежных деталей следует изображать одной сплошной линией, как показано на черт. 3: на одном виде — по оси крепежной детали, на другом — под углом 45 ° к рамке чертежа.
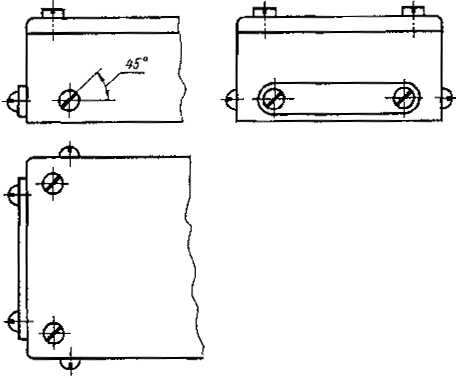
Черт. 3
Если линия шлица, проведенная под углом 45 ° к рамке чертежа, совпадает с центровой линией или близка по направлению к ней, то линия шлица проводится под углом 45 ° к центровой линии (черт. 4).
Черт. 4
Еще документы скачать бесплатно
www.gosthelp.ru
ГОСТ 1476-93
ГОСТ 1476-93
(ИСО 7434-83)
Группа Г32
________________
Буква «B» в наименовании стандарта в бумажном оригинале выделена курсивом. — Примечание изготовителя базы данных.
МКС 21.060.10
ОКП 16 5000
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Госстандарт Беларуси |
Республика Киргизстан | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 февраля 1994 г. N 160 межгосударственный стандарт ГОСТ 1476-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 1476-84
5 ПЕРЕИЗДАНИЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на установочные винты с коническим концом и прямым шлицем, классов точности А и В, номинальным диаметром от 1,2 до 12 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены курсивом.
________________
Обозначения и номера стандартов в электронной версии, отмеченные по тексту «*», в бумажном оригинале выделены курсивом; остальные по тексту документа приводятся обычным шрифтом. — Примечание изготовителя базы данных.
1 Размеры
1.1 Размеры винтов должны соответствовать указанным на рисунке и в таблице 1.
________________
Угол 120° обязательно для коротких винтов, длина которых приведена над штриховой ступенчатой линией в таблице 1.
Угол 90° относится только к части конца ниже внутреннего диаметра резьбы винтов номинальными длинами , приведенными ниже штриховой ступенчатой линии в таблице 1.
Для коротких винтов, длина которых приведена под штриховой ступенчатой линией в таблице 1, обязательным является угол 120°.
Таблица 1
В миллиметрах
1.2 Теоретическая масса винтов указана в приложении.
2 Технические требования
Винты должны изготовляться в соответствии с требованиями, указанными в таблице 2.
Таблица 2
Материал | Сталь | Коррозионно-стойкая сталь | Цветные сплавы | |
Резьба | Поле допуска | 6 | ||
Стандарт | ГОСТ 16093, ГОСТ 24705 | |||
Механические свойства | Класс прочности или группа материала | 14H, 22Н | 21-26 | 31-35 |
Стандарт | ГОСТ 25556 | ГОСТ 1759.0* | ||
Допуски | Класс точности | А, В | ||
Стандарт | ГОСТ 1759.1* | |||
Окончательная обработка поверхности изделия | Гладкая Требования к гальванопокрытиям по ГОСТ 9.301, ГОСТ 9.303 Винты должны изготовляться с покрытиями: цинковым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом или без покрытия. Допускается применять покрытия других видов по согласованию между изготовителем и потребителем | |||
Приемка | Правила приемки по ГОСТ 17769 | |||
Методы контроля | Размеры, отклонения формы и расположения поверхностей — по ГОСТ 1759.1* | |||
Дефекты поверхности — по ГОСТ 1759.2* | ||||
Механические свойства: | ||||
ГОСТ 25556* | ГОСТ 1759.0* | |||
Маркировка и упаковка | ГОСТ 1759.0*, ГОСТ 18160* | |||
________________
На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 898-5-2009;
На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 8992-2011;
На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009;
На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009;
На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009. — Примечание изготовителя базы данных.
3 Обозначение
Примеры условных обозначений
Установочный винт с коническим концом и прямым шлицем класса точности В, диаметром резьбы 10 мм, с полем допуска 6, длиной 25 мм, класса прочности 14 Н, без покрытия:
Винт М10-6g25.14Н ГОСТ 1476-93
То же, класса точности А, класса прочности 45Н, из стали 40Х с химическим окисным покрытием, пропитанным маслом:
Винт А. М10-6g25.45Н. 40Х. 05 ГОСТ 1476-93
То же, из латуни ЛС 59-1, без покрытия:
Винт А. М10-6g25.32. ЛС 59-1 ГОСТ 1476-93
ПРИЛОЖЕНИЕ (справочное). Масса винтов
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3 — Масса винтов
Длина , мм | Теоретическая масса 1000 шт. стальных винтов, кг, при номинальном диаметре резьбы , мм | ||||||||||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | (3,5) | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | |
2,0 | 0,011 | 0,015 | 0,026 | 0,040 | |||||||||
2,5 | 0,014 | 0,020 | 0,034 | 0,053 | 0,082 | ||||||||
3,0 | 0,017 | 0,024 | 0,042 | 0,065 | 0,101 | 0,148 | |||||||
4,0 | 0,023 | 0,033 | 0,058 | 0,089 | 0,139 | 0,202 | 0,260 | 0,343 | |||||
5,0 | 0,042 | 0,073 | 0,114 | 0,178 | 0,258 | 0,342 | 0,439 | 0,690 | |||||
6,0 | 0,051 | 0,089 | 0,138 | 0,216 | 0,313 | 0,418 | 0,537 | 0,839 | 1,174 | ||||
8,0 | 0,121 | 0,188 | 0,293 | 0,424 | 0,569 | 0,735 | 1,147 | 1,609 | 2,816 | ||||
10,0 | 0,237 | 0,370 | 0,535 | 0,720 | 0,932 | 1,455 | 2,052 | 3,605 | 5,523 | ||||
12,0 | 0,447 | 0,646 | 0,871 | 1,129 | 1,763 | 2,496 | 4,394 | 6,755 | 9,570 | ||||
(14,0) | 0,757 | 1,022 | 1,326 | 2,071 | 2,940 | 5,183 | 7,988 | 11,345 | |||||
16,0 | 0,868 | 1,173 | 1,523 | 2,380 | 3,383 | 5,971 | 9,220 | 13,120 | |||||
(18,0) | 1,324 | 1,721 | 2,688 | 3,827 | 6,760 | 10,453 | 14,895 | ||||||
20,0 | 1,475 | 1,918 | 2,996 | 4,271 | 7,549 | 11,685 | 16,669 | ||||||
(22,0) | 3,304 | 4,714 | 8,338 | 12,918 | 18,444 | ||||||||
25,0 | 3,766 | 5,380 | 9,521 | 14,766 | 21,106 | ||||||||
(28,0) | 6,046 | 10,704 | 16,615 | 23,768 | |||||||||
30,0 | 6,489 | 11,493 | 17,847 | 25,543 | |||||||||
35,0 | 13,465 | 20,929 | 29,980 | ||||||||||
40,0 | 15,436 | 24,010 | 34,417 | ||||||||||
45,0 | 27,091 | 38,853 | |||||||||||
50,0 | 30,172 | 43,290 | |||||||||||
55,0 | 47,727 | ||||||||||||
60,0 | 52,164 | ||||||||||||
Примечание. Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 — для алюминиевого сплава; 0,970 — для бронзы; 1,08 — для латуни. | |||||||||||||
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты классов точности А и В.
Технические условия: Сб. ГОСТов. —
М.: Стандартинформ, 2006
docs.cntd.ru
ГОСТ 1478-93 (ИСО 7435-83) Винты установочные с цилиндрическим концом и прямым шлицем классов точности А и В. Технические условия, ГОСТ от 02 июня 1994 года №1478-93
ГОСТ 1478-93
(ИСО 7435-83)
Группа Г32
________________
Буква «B» в наименовании стандарта в бумажном оригинале выделена курсивом. — Примечание изготовителя базы данных.
МКС 21.060.10
ОКП 16 5000
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 1478-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 1478-84
5 ПЕРЕИЗДАНИЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на установочные винты с цилиндрическим концом и прямым шлицем, классов точности А и В с номинальным диаметром от 1,6 до 12 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям экономики страны, выделены курсивом.
________________
Обозначения и номера стандартов в электронной версии, отмеченные по тексту «*», в бумажном оригинале выделены курсивом; остальные по тексту документа приводятся обычным шрифтом. — Примечание изготовителя базы данных.
1 Размеры
1.1 Размеры винтов должны соответствовать указанным на рисунке и в таблице 1.
________________
Угол 120° обязателен для коротких винтов, длина которых приведена над штриховой ступенчатой линией в таблице 1.
Угол 45° относится только к части конца ниже внутреннего диаметра резьбы.
Таблица 1
В миллиметрах
1.2 Теоретическая масса винтов указана в приложении.
2 Технические требования
Винты должны изготовляться в соответствии с требованиями, указанными в таблице 2.
Таблица 2
Материал | Сталь | Коррозионностойкая сталь | Цветные сплавы | ||
Резьба | Поле допуска | 6g | |||
Стандарты | ГОСТ 16093, ГОСТ 24705 | ||||
Механические свойства | Класс прочности или группа материала | 14Н, 22Н | 21-26 | 31-35 | |
Стандарты | ГОСТ 25556 | ГОСТ 1759.0 | |||
Допуски | Класс точности | А, В | |||
Стандарты | ГОСТ 1759.1 | ||||
Окончательная обработка поверхности изделия | Гладкая
Винты должны изготовляться с покрытиями: цинковым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом или без покрытия. Допускается применять другие виды покрытий по согласованию между изготовителем и потребителем | ||||
Приемка | Правила приемки — ГОСТ 17769* | ||||
Методы контроля | Размеры, отклонения формы и расположения поверхностей — ГОСТ 1759.1* | ||||
Дефекты поверхности — ГОСТ 1759.2* | |||||
Механические свойства | |||||
ГОСТ 25556* | ГОСТ 1759.0* | ГОСТ 1759.0* | |||
Маркировка и упаковка | ГОСТ 1759.0*, ГОСТ 18160* | ||||
3 Обозначение
Примеры условного обозначения
Установочный винт с цилиндрическим концом и прямым шлицем класса точности В, диаметром резьбы =10 мм, с полем допуска 6g, длиной =25 мм, класса прочности 14 Н, без покрытия:
Винт М10-6g25.14Н ГОСТ 1478-93
То же, класса точности А, класса прочности 45 Н, из стали 40Х, с химическим окисным покрытием, пропитанным маслом:
Винт А.М10-6g25.45Н. 40Х. 05 ГОСТ 1478-93
То же, из латуни ЛС59-1, без покрытия:
Винт А.М10-6g25.32. ЛС59-1 ГОСТ 1478-93
Приложение (справочное). Масса винтов
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3 — Масса винтов
Длина , мм | Теоретическая масса 1000 шт. стальных винтов, кг , при номинальном диаметре резьбы , мм | ||||||||||
1,6 | 2 | 2,5 | 3 | (3,5) | 4 | 5 | 6 | 8 | 10 | 12 | |
2 | 0,008 | ||||||||||
2,5 | 0,016 | ||||||||||
3 | 0,024 | 0,036 | |||||||||
4 | 0,040 | 0,055 | 0,088 | ||||||||
5 | 0,055 | 0,073 | 0,118 | 0,170 | 0,200 | ||||||
6 | 0,071 | 0,092 | 0,148 | 0,214 | 0,277 | 0,337 | |||||
8 | 0,103 | 0,129 | 0,208 | 0,303 | 0,347 | 0,492 | 0,754 | 0,989 | |||
10 | 0,167 | 0,267 | 0,391 | 0,497 | 0,647 | 1,002 | 1,342 | 2,240 | |||
12 | 0,387 | 0,479 | 0,647 | 0,802 | 1,249 | 1,695 | 2,877 | 4,250 | |||
(14) | 0,567 | 0,820 | 0,957 | 1,496 | 2,047 | 3,514 | 5,254 | 7,378 | |||
16 | 0,656 | 0,974 | 1,112 | 1,744 | 2,400 | 4,150 | 6,258 | 8,833 | |||
(18) | 1,067 | 1,267 | 1,991 | 2,753 | 4,787 | 7,262 | 10,291 | ||||
20 | 1,317 | 1,422 | 2,239 | 3,106 | 5,424 | 8,266 | 11,743 | ||||
(22) | 1,936 | 2,486 | 3,458 | 6,061 | 9,270 | 13,204 | |||||
25 | 2,857 | 3,987 | 7,016 | 10,776 | 15,380 | ||||||
(28) | 4,516 | 7,971 | 12,282 | 17,562 | |||||||
30 | 4,869 | 8,608 | 13,291 | 19,011 | |||||||
35 | 5,751 | 10,201 | 15,803 | 22,653 | |||||||
40 | 11,790 | 18,312 | 26,284 | ||||||||
45 | 20,824 | 29,922 | |||||||||
50 | 23,330 | 33,561 | |||||||||
55 | 40,240 | ||||||||||
60 | 44,640 | ||||||||||
Примечание — Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 — для алюминиевого сплава; 0,97 — для бронзы; 1,08 — для латуни. | |||||||||||
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Винты классов точности А и В.
Технические условия: Сб. ГОСТов. —
М.: Стандартинформ, 2006
docs.cntd.ru
Маркировка болтов и гаек – полная расшифровка всех обозначений
Болт как изделие для крепежа – цилиндрический стержень, имеющий резьбу и головку. По форме она бывает разной – квадратная, шестигранная и более сложных конфигураций. Но принцип нанесения маркировки болтов – общий. Как ее расшифровать и применить на практике — об этом и поговорим в данной статье.
Маркировка крепежа производится в соответствии с ГОСТ №№ 1759.0 от 1987 года, 18126 от 1994 года. Однако литеры на отдельные разновидности болтов наносятся и по другим стандартам. Например, для образцов фундаментных применяется ГОСТ № 24379.1 от 1980 года.
Виды маркировки болтов
Полная

 Пояснения
Пояснения
- Существует 3 класса точности крепежных деталей. Для болтов и гаек данный параметр не указывается (позиция 2), так как все они, согласно стандарту, относятся к категории B.
- Вариантов исполнений бывает 4. Если болт первого, то цифра «1» не проставляется.
- Существующие виды резьбы: Тр – трапецеидальная, К – коническая, М – метрическая. Ее диаметр и шаг – в «мм». Если она традиционная (правая), то это подразумевается. При левой резьбе ставится символ LH (позиция 6).
- Толщина покрытия (на позиции 12) выражается в «мкм».
При сокращенной маркировке указываются только наиболее существенные параметры. При упрощенной указываются главные характеристики — как правило, длина и сечение. Например, 16 х 25.
Что наносится на головку болта
- Стрелка. В случае если резьба – левая. Для правой, традиционной, маркировка не предусмотрена.
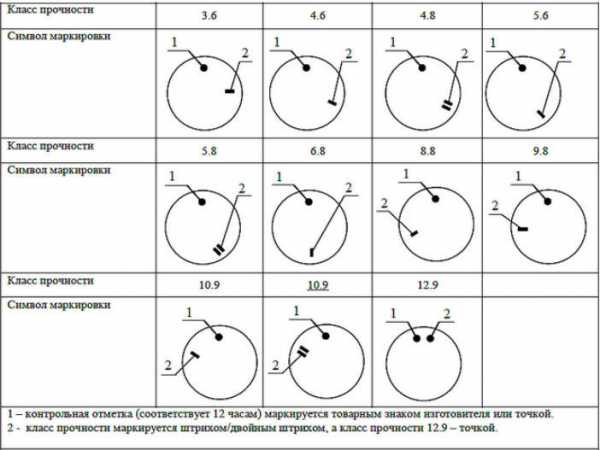
- Класс прочности металла (сплава). Варианты расположения знаков показаны в таблице.
По видам стали
Углеродистые, например – 8.8.
- 1 – показывает предельную нагрузку места соединения (т/см2).
- 2 (через точку) – отношение пределов (текучести/прочности) х 10.
Мартенситные (с минимальным содержанием углерода). Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
«Оцинковка»
- А2 – марка сплава.
- 70 – предел прочности.
Фирменный знак изготовителя
Клеймо может быть углубленным либо выпуклым, а размеры символов определяются производителем изделий.
ismith.ru