Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
Главная › Конструкции деталей машин онлайн › Соединения деталей машин › Резьбовые соединения › Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
Опубликовано Автор: Cutter — Нет комментариев ↓
Содержание
- 1 Покрытия крепежных изделий по ГОСТ 9.306
- 2 Маркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ, шестигранных гаек
- 3 Маркировка болтов, шпилек и гаек с левой резьбой
- 4 Схема условного обозначения болтов, винтов, шпилек и гаек
- 4.1 Примеры условных обозначений крепежных изделий
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
Вид покрытия | Обозначение покрытия | |
По ГОСТ 9.306 | цифровое | |
Цинковое, хроматированное | Ц.хр | 01 |
Кадмиевое, хроматированное | Кд.хр | 02 |
Многослойное: медь-никель | М.Н | 03 |
Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
Фосфатное, пропитанное маслом | Хим. | 06 |
Оловянное | О | 07 |
Медное | М | 08 |
Цинковое | Ц | 09 |
Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
Окисное из кислых растворов | Хим.пас | 11 |
Серебряное | Ср | |
Никелевое | Н | 13 |
 Фос.прм
Фос.прмМаркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ, шестигранных гаек
Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные маркируют знаком класса прочности или условным обозначением группы материала и клеймом завода-изготовителя; изделия с левой резьбой знаком левой резьбы. Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировка болтов, шпилек и гаек с левой резьбой
Схема условного обозначения болтов, винтов, шпилек и гаек
Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).

- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
специфические особенности, требования, ГОСТ и расшифровка
Болт представляет собой металлическую деталь в виде цилиндра с наружной резьбой. На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
Формы головок
- Шестигранная.
- Квадратная.
- Круглая.
- Цилиндрическая.
- Коническая.
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.
На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
- ГОСТ;
- ISO;
- DIN.
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.
Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними.
 Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали.
 Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия. В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.

- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.

- 12 — диаметр болта в миллиметрах.
- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13.
 В данном случае вид покрытия 04, а его толщина — 07 мкм.
В данном случае вид покрытия 04, а его толщина — 07 мкм.
Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
Примеры условного обозначения высокопрочного крепежа и размеры высокопрочного крепежа по ГОСТ
Примеры условного обозначения анкерного фундаментного болта и размеры фундаментных болтов ГОСТ 24379.1-80
Пример условного обозначения болта типа 1, исполнения 1, диаметром резьбы d = 20 мм, длиной L = 1000 мм, со шпилькой из стали марки ВСт3пс2:
БОЛТ 1.
Пример условного обозначения болта типа 4, исполнения 2, диаметром резьбы d = 100 мм, с мелким шагом резьбы 6 мм, длиной L = 2500 мм, со шпилькой из стали марки 09Г2С-6:
БОЛТ 4.2.М100x6x2500 09Г2С-6 ГОСТ 24379.1-80
Другие варианты условного обозначения фундаментных болтов:
Болт 1.1.М24×900 09Г2С ГОСТ 24379.1-80
Болт 1.2.М30×1000 09Г2С ГОСТ 24379.1-80
Болт 2.1.М36×1120 09Г2С ГОСТ 24379.1-80
Болт 2.2.М56×1400 09Г2С ГОСТ 24379.1-80
Болт 2.3.М100×3500 09Г2С ГОСТ 24379.1-80
Болт 3.1.М42×1200 09Г2С ГОСТ 24379.1-80
Болт 3.2.М64×2000 09Г2С ГОСТ 24379.1-80
Болт 4.1.М30×1500 09Г2С ГОСТ 24379.1-80
Болт 4.2.М56×1800 09Г2С ГОСТ 24379.1-80
Болт 4.3.М72×2300 09Г2С ГОСТ 24379.1-80
Болт 5.М20×500 09Г2С ГОСТ 24379.1-80
Болт 6.1.М12×450 09Г2С ГОСТ 24379.1-80
Болт 6.2.М16×600 09Г2С ГОСТ 24379.1-80
 М20×710 09Г2С ГОСТ 24379.1-80
М20×710 09Г2С ГОСТ 24379.1-80
Неправильные варианты условного обозначения фундаментных болтов:
Анкер Болт 1.1 М16*500
анкер болт 1.2М20*800
анкер м20*400
анкер М24
анкер м24*250
анкер М30
Анкерные болты 20*600
анкерные болты М16 х500
анкерные болты м20х250
анкерный болт 16
анкерный болт 2.1 М30
анкерный болт м12х300
анкерный болт м12х800
анкерный болт М16*300
анкерный БОЛТ М20х400
болт 1,1м 20*600
болт 1.1
болт 1.1 16 х600
болт 1.1 m16х710
Болт 1.1 М12 х 450 ГОСТ 24379.1-80
Болт 1.1 М12 х 500 ГОСТ 24379.1-80
Болт 1.1 М12 х 550 ГОСТ 24379.1-80
Болт 1.1 М12 х 800 ГОСТ 24379.1-80
Болт 1.1 М16 х 250 ГОСТ 24379.1-80
Болт 1.1 М16 х 500 ГОСТ 24379.1-80
Болт 1.1 М16 х 550 ГОСТ 24379.1-80
Болт 1.1 М16х200 ГОСТ 24379.1-80
болт 1.1 М20
Болт 1.1 М20 х 450 ГОСТ 24379. 1-80
1-80
Болт 1.1 М20 х 500 ГОСТ 24379.1-80
Болт 1.1 М20 х 550 ГОСТ 24379.1-80
БОЛТ 1.1 М20х430 ГОСТ 24379.1-80
Болт 1.1 М20х710 ГОСТ 24379.1-80
Болт 1.1 М24 х 510 ГОСТ 24379.1-80
Болт 1.1 М24 х1120 ГОСТ 24379.1-80
Болт 1.1 М24х1120 ГОСТ 24379.1-80
болт 1.1 м24х620
болт 1.1 М24х800
болт 1.1 м24х900
Болт 1.1 М30 х 900 ГОСТ 24379.1-80
болт 1.1 М30х1200
Болт 1.1 М30х1250 ГОСТ 24379.1-80
Болт 1.1 М30х850
Болт 1.1 М36 х1500 ГОСТ 24379.1-80
Болт 1.1 М36х1500 ГОСТ 24379.1-80
болт 1.1.М24 по ГОСТ 24379.1-80
Болт 1.1М20х600
Болт 1.1М20х710
болт 1.1М36А250
БОЛТ 1.1М42х1400 ГОСТ 24379.1-80
БОЛТ 1.1М42х1600 ГОСТ 24379.1
БОЛТ 1.1М48х1600 ГОСТ 24379.1
Болт 1.2 М12 х 300 ГОСТ 24379.1-80
Болт 1.2 М12 х 400 ГОСТ 24379.1-80
Болт 1.2 М20 х 400 ГОСТ 24379.1-80
Болт 1.2 М24 х 600 ГОСТ 24379.1-80
Болт 1. 2 М30 х 710 ГОСТ 24379.1-80
Болт 1-1 М30х1200 ГОСТ 24379. 1-80
Болт 1-2 М16х300 ГОСТ 24379.1-80
Болт 1-2 М24х600 ГОСТ 24379.1-80
Болт 1-2 М24х800 ГОСТ 24379.1-80
Болт 16 х 450 ГОСТ 24379.1-80
Болт 16 х 750 ГОСТ 24379.1-80
болт 2.1 М24х600
Болт 2.1 М30 х 710 ГОСТ 24379.1-80
болт 2.1 М30х710
болт 2.1 М36х1450
болт 2.1М30х710
болт 2.1М56х1320
БОЛТ 2.2 М72х1600 ГОСТ 24379.1-80
БОЛТ 2.2 М72х1900 ГОСТ 24379.1-80
Болт 20 х 1280 ГОСТ 24379.1-80
Болт 20 х 300 ГОСТ 24379.1-80
Болт 20 х 500 ГОСТ 24379.1-80
Болт 20 х 600 ГОСТ 24379.1-80
Болт 20 х 900
Болт 24 х 1000 ГОСТ 24379.1-80Болт 24 х 350 ГОСТ 24379.1-80
Болт 24 х 420 ГОСТ 24379.1-80
Болт 24 х 500 ГОСТ 24379.1-80
Болт 24 х 700 ГОСТ 24379.1-80
Болт 24 х1000 ГОСТ 24379.1-80
Болт 24 х1000 ГОСТ 24379.1-80
Болт 24 х1120 ГОСТ 24379.1-80
Болт 24 х1250 ГОСТ 24379. 1-80
1-80
Болт 30 х 300 ГОСТ 24379.1-80
Болт 30 х 450 ГОСТ 24379.1-80
Болт 30 х 500 ГОСТ 24379.1-80
Болт 30 х 740 ГОСТ 24379.1-80
Болт 30 х1000 ГОСТ 24379.1-80
Болт 30 х1000 ГОСТ 24379.1-80
Болт 30 х1250 ГОСТ 24379.1-80
Болт 30 х1250 ГОСТ 24379.1-80
Болт 30 х1500 ГОСТ 24379.1-80
БОЛТ 30х1000 ГОСТ 24379.1-80
Болт 36 х 750 ГОСТ 24379.1-80
Болт 36 х 900 ГОСТ 24379.1-80
Болт 36 х1320 ГОСТ 24379.1-80
Болт 36 х1600 ГОСТ 24379.1-80
Болт 42 х1320 ГОСТ 24379.1-80
Болт 42 х1320 ГОСТ 24379.1-80
Болт 42 х1500 ГОСТ 24379.1-80
Болт 42 х1500 ГОСТ 24379.1-80
Болт 48 х 1000 ГОСТ 24379.1-80
Болт 48 х1500 ГОСТ 24379.1-80
Болт 5 М12 х 250 ГОСТ 24379.1-80
болт 6.1
Болт 6.1 М12 х 250 ГОСТ 24379.1-80
Болт 6.1 М12 х 300 ГОСТ 24379.1-80
Болт 6.1 М12 х 350 ГОСТ 24379.1-80
Болт 6. 1 М12 х 400 ГОСТ 24379.1-80
1 М12 х 400 ГОСТ 24379.1-80
Болт 6.1 М16 х 250 ГОСТ 24379.1-80
Болт 6.1 М16 х 300 ГОСТ 24379.1-80
Болт 6.1 М16 х 350 ГОСТ 24379.1-80
Болт 6.1 М20 х 250 ГОСТ 24379.1-80
Болт 6.1 М24 х 200 ГОСТ 24379.1-80
Болт 6.1 М24 х 310 ГОСТ 24379.1-80
Болт 6.1 М30 х 400 ГОСТ 24379.1-80
Болт 6.1 М36 х 550 ГОСТ 24379.1-80
Болт 6.1 М48 х 450 ГОСТ 24379.1-80
болт анкерный 1.1
болт анкерный М24
болт м 20 х 900
болт М 20х900
болт М12 150 ГОСТ 24379.1-80
БОЛТ М12х300 ГОСТ 24379.1
БОЛТ М16х1250 ГОСТ24379.1-80
БОЛТ М16х200 ГОСТ 24379.1-80
болт м16х300
болт М16х300
БОЛТ М16х300 ГОСТ 24379.1
БОЛТ М16х400 ГОСТ24379.1-80
БОЛТ М16х500 ГОСТ 243791-80
БОЛТ М16х600 ГОСТ 24379.1
БОЛТ М16х600 ГОСТ 243791-80
БОЛТ М16х710 ГОСТ24379.1-80
БОЛТ М20х300 ГОСТ 24379.1
БОЛТ М20х350
БОЛТ М20х400 ГОСТ 24379
БОЛТ М20х460 ГОСТ 24379
БОЛТ М20х500 ГОСТ24379.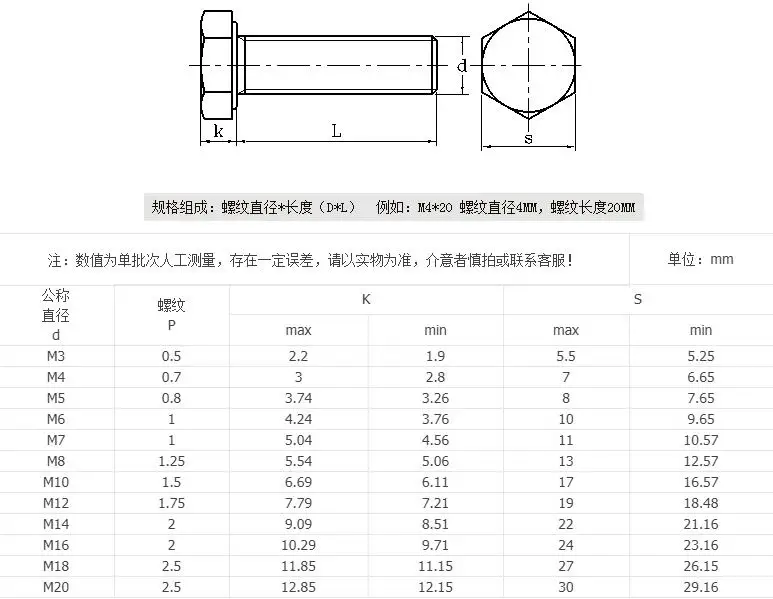 1-80
1-80
БОЛТ М20х710 ГОСТ 24379.1-80
болт М20х800
БОЛТ М20х800 ГОСТ 24379.1-80
БОЛТ М20х800 ГОСТ 24379.1-80
болт м24*900
БОЛТ М24х1000 ГОСТ24379.1-80
болт М24х1120
БОЛТ М24х1250 ГОСТ 24379.1-80
БОЛТ М24х400 ГОСТ 24379
БОЛТ М24х550 ГОСТ 24379.5
БОЛТ М24х600
БОЛТ М24х600
БОЛТ М24х710 ГОСТ 24379
БОЛТ М24х710 ГОСТ 243791-80
БОЛТ М24х760 ГОСТ 243791-80
БОЛТ М24х800 ГОСТ 24379.1-80
БОЛТ М24х800 ГОСТ 24379.1-80
БОЛТ М24х875
БОЛТ М24х875 ГОСТ24379.1-80
БОЛТ М24х900 ГОСТ 24379
Болт М30 х 800 ГОСТ 24379.1-80
БОЛТ М30х1120 ГОСТ 24379
БОЛТ М30х1200 ГОСТ 24379.1-80
БОЛТ М30х1250 ГОСТ 24379.1-80
БОЛТ М30х800 ГОСТ 24379.1-80
БОЛТ М30х800 ГОСТ 24379.1-80
БОЛТ М36х1000 ГОСТ 24379.1-80
БОЛТ М36х1120
БОЛТ М36х1250 ГОСТ 243791-80
БОЛТ М36х1320 ГОСТ 24379
БОЛТ М42х600 ГОСТ 24379. 1
1
БОЛТ М64х1415 ГОСТ24379.1-80
Болт фундаментный 1.1 М20х800 ГОСТ 24379.1-80
Болт фундаментный 1.1 М24х800 ГОСТ 24379.1-80
болт фундаментный 1.1.м20*800
болт фундаментный 2.1 М30х710
болт фундаментный гост 24379.1-80
болт1.1 М42х1600
Фундаментные болты М16х500
фундаментный болт м20
Нравится
Твитнуть
ГОСТ 7798-70. Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.
На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
- ГОСТ;
- ISO;
- DIN.

Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Классификация метизов
Метизы, применяемые для крепления, можно поделить на две основные категории:
- метрические – имеют резьбу, которая обеспечивает эффективное вкручивание элемента в поверхность;
- крепежные – не имеют резьбы, поэтому для фиксации используется молоток или другой подобный инструмент.
Разновидности метрического крепежа:
- болты – активно используются в строительной отрасли, в автомобильной сфере и производстве станков. Для создания надежного крепления фиксируются гайками;
- гайки – необходимы при работе с винтами, болтами, шпильками.
 Основные виды: гайки соединительные, гайки шестигранные, гайки специальные с фланцем;
Основные виды: гайки соединительные, гайки шестигранные, гайки специальные с фланцем; - винты – элементы с резьбой, востребованные в сфере сборки мебели, строительстве и ремонте;
- шпильки резьбовые – необходимы для фиксации различных деталей;
- шайбы – пластины, которые способствуют более надежному креплению изделий и распределению давления на опорную поверхность. Основные виды: шайба плоская, шайба плоская усиленная.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.
Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Что такое саморез и чем отличается от винта
Саморез — это разновидность винта, но с заостренным концом и более острой резьбой. Его основная задача — проделать резьбу внутри скрепляемой детали. Самым распространенным изделием такого плана у строителей является черный саморез.
Изготавливают саморезы для скрепления изделий из различных материалов, но в основном их делят на два вида:
- для работы по дереву;
- для работы по металлу.
Главное отличие — частота резьбы.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.
 8 до 12.9.
8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
16.2. Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки
:
Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Рисунок 16.2
Рисунок 16.3 Рисунок 16.4
Рисунок 16.5
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты, гайки, шпильки и другой крепеж, как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ
1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
- с крупным шагом резьбы (исполнение 1): Болт M10×60.6g.38×A.88.09. ГОСТ 7795-70;
- с мелким шагом резьбы (исполнение 2): Болт 2M10×60×1.25.6g.38ХА.88.09.ГOCT 7795-70.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
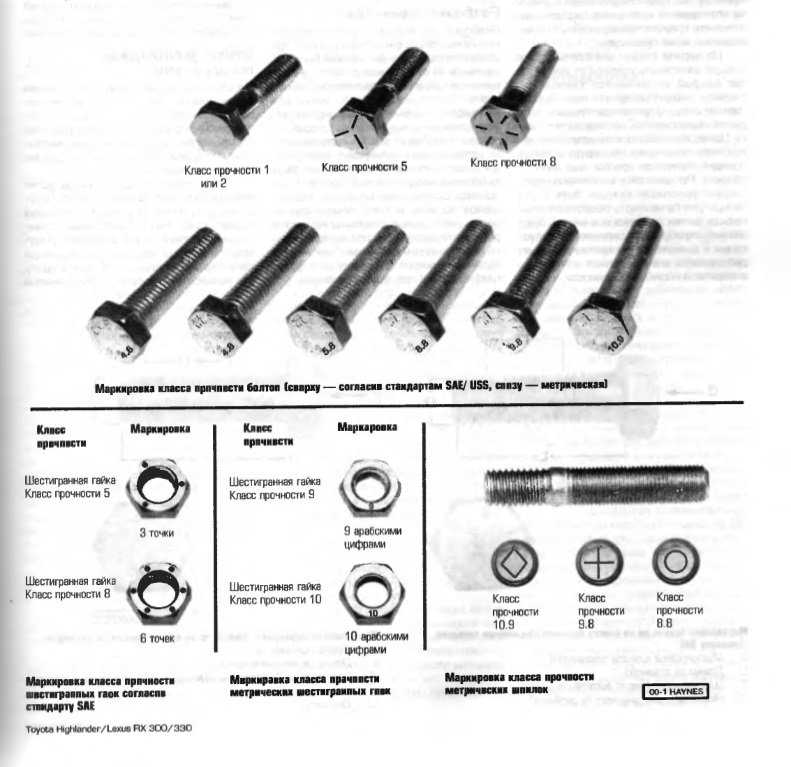
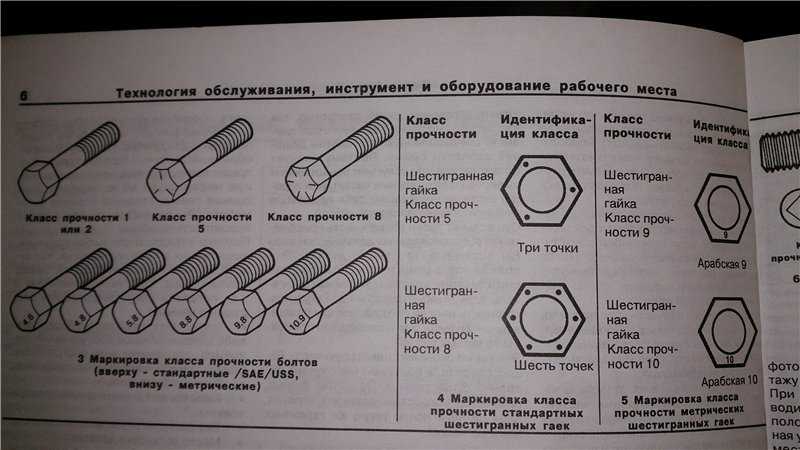
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
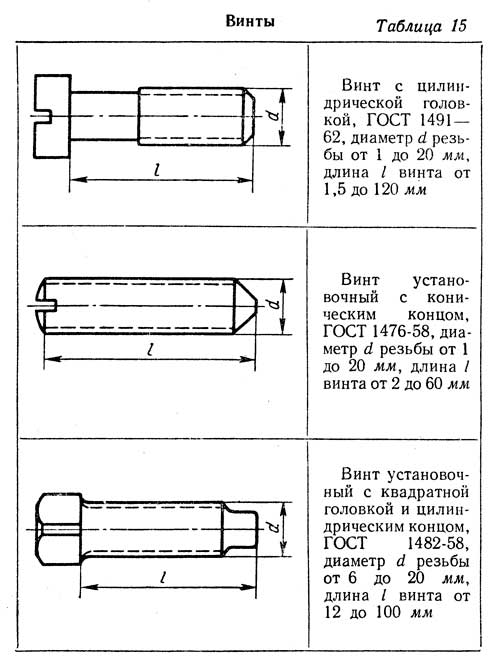
Как выглядит головка у винта
У винтов головки бывают разнообразных форм:
- цилиндрические;
- полусферические;
- в виде усеченного конуса.

И даже не всегда можно понять, чем отличается болт от винта, потому, что головка у последнего может быть и многогранной, что преимущественно бывает у винтов больших размеров, применяемых в машиностроении.
Сечения на головках (шлицы) бывают полными, для плоских отверток, и неполными, для крестовых. Но сейчас часто изготавливают универсальные головки с полным сечением, дополненные крестовиной.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.
- 12 — диаметр болта в миллиметрах.

- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13. В данном случае вид покрытия 04, а его толщина — 07 мкм.
Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М. Н Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Стандартные размеры саморезов — шурупов
Размер шурупа-самореза определяется всего двумя величинами: длиной и диаметром.
Универсальные шурупы
Изготавливаются как правило с неполной резьбой. Используются для дерева, ДСП и др. мягких материалов. Самонарезающие свойства невысокие. По стандартам ГОСТ 1144-80, 1145-80, 1146-80 выпускаются диаметрами 1.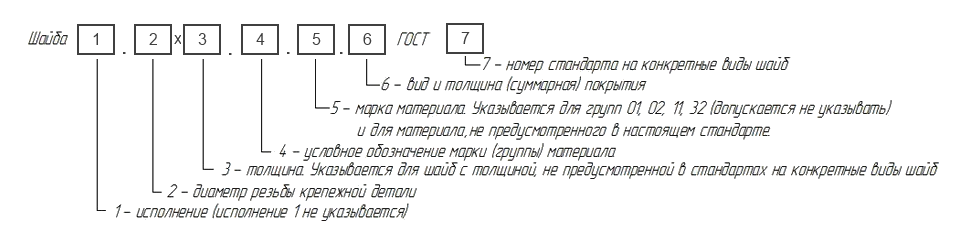 6, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 мм и длиной 13, 16, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100, 110, 120 мм.
6, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 мм и длиной 13, 16, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100, 110, 120 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 2.5 | 10 | 3.0 | 10 | 3.5 | 10 | 4.0 | 13 | 5.0 | 16 |
| 13 | 13 | 13 | 16 | 20 | |||||
| 16 | 16 | 16 | 18 | 25 | |||||
| 18 | 18 | 18 | 20 | 30 | |||||
| 20 | 20 | 20 | 22 | 35 | |||||
| 22 | 22 | 22 | 25 | 40 | |||||
| 25 | 25 | 25 | 30 | 45 | |||||
| 30 | 30 | 40 | 50 | ||||||
| 40 | 45 | 60 | |||||||
| 50 | 70 |
Саморезы для дерева, ДСП, ДВП, пластмасс
Один из самых распространенных саморезов. Используется при монтаже в дюбели. Бывает с оцинкованным покрытием (белого цвета) или с оцинковкой и хроматным пассивированием (желтого цвета), иногда обрабатывается фосфатом.
Используется при монтаже в дюбели. Бывает с оцинкованным покрытием (белого цвета) или с оцинковкой и хроматным пассивированием (желтого цвета), иногда обрабатывается фосфатом.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.0 | 10 | 3.5 | 10 | 4.0 | 12 | 4.5 | 16 | 5.0 | 16 | 6.0 | 30 |
| 12 | 12 | 16 | 20 | 20 | 40 | ||||||
| 16 | 16 | 20 | 25 | 25 | 45 | ||||||
| 20 | 20 | 25 | 30 | 30 | 50 | ||||||
| 25 | 25 | 30 | 35 | 35 | 60 | ||||||
| 30 | 30 | 35 | 40 | 40 | 70 | ||||||
| 40 | 35 | 40 | 45 | 45 | 80 | ||||||
| 40 | 45 | 50 | 50 | 90 | |||||||
| 45 | 50 | 60 | 60 | 100 | |||||||
| 50 | 60 | 70 | 70 | 120 | |||||||
| 70 | 80 | 80 | 140 | ||||||||
| 90 | 160 | ||||||||||
| 100 | 180 | ||||||||||
| 120 | 200 |
Шуруп-глухарь с шестигранной головкой
DIN 571 и ГОСТ 11473-75. Предназначен для крепления лаг, реек и прочих задач в которых необходима усиленная фиксация. Как правило выпускается оцинкованный.
Предназначен для крепления лаг, реек и прочих задач в которых необходима усиленная фиксация. Как правило выпускается оцинкованный.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 6.0 | 30 | 8.0 | 40 | 10 | 40 | 12 | 100 |
| 40 | 50 | 50 | 120 | ||||
| 50 | 60 | 60 | 140 | ||||
| 60 | 70 | 70 | 160 | ||||
| 70 | 80 | 80 | 180 | ||||
| 80 | 90 | 90 | 200 | ||||
| 100 | 100 | 100 | 230 | ||||
| 120 | 120 | 120 | 250 | ||||
| 160 | 140 | 140 | 280 | ||||
| 180 | 160 | 160 | 300 | ||||
| 180 | 180 | ||||||
| 200 | 200 | ||||||
| 220 |
Шурупы для крепления к металлам
Шурупы по DIN 7981, DIN 7982, DIN 7982
Визуально похожи на универсальные, но отличаются материалами изготовления, углом захода и углом профиля резьбы (до 60 градусов).
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 16 | 6.3 | 16 |
| 16 | 16 | 16 | 19 | 19 | 19 | ||||||
| 19 | 19 | 19 | 22 | 22 | 22 | ||||||
| 22 | 22 | 22 | 25 | 25 | 25 | ||||||
| 25 | 25 | 25 | 32 | 32 | 32 | ||||||
| 32 | 32 | 32 | 38 | 38 | 38 | ||||||
| 38 | 38 | 38 | 45 | 45 | 45 | ||||||
| 45 | 45 | 50 | 50 | 50 | |||||||
| 50 | 50 | 60 | 60 | 60 | |||||||
| 70 | 70 | 70 | |||||||||
| 80 | 80 |
Шурупы по DIN 7504
Конструктивно практически полностью идентичны остроконечным шурупам по металлу DIN 7981, 7982, 7983 (см. табл. выше). Ключевое отличие — наконечник выполняющий функцию сверла.
табл. выше). Ключевое отличие — наконечник выполняющий функцию сверла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 22 | 6.3 | 22 |
| 16 | 16 | 16 | 19 | 25 | 25 | ||||||
| 19 | 19 | 19 | 22 | 32 | 32 | ||||||
| 22 | 22 | 22 | 25 | 38 | 38 | ||||||
| 25 | 25 | 25 | 32 | 45 | 45 | ||||||
| 32 | 32 | 38 | 50 | 50 | |||||||
| 38 | 38 | 45 | |||||||||
| 50 |
Саморезы для листового металла и изделий на металлической основе
Саморезы с прессшайбой
Встречаются в продаже как со сверлом (для металла толщиной до 2мм) так и острым наконечником ( предназначен для металла до 0.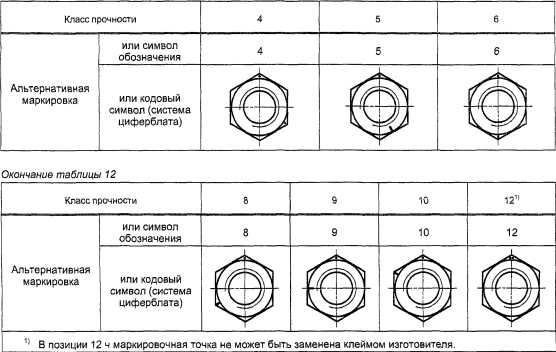 9мм). Стандартные диаметры 4.2 (4.0) мм и длина – 13, 14 , 16, 18, 19, 22, 25, 32, 41, 51 мм.
9мм). Стандартные диаметры 4.2 (4.0) мм и длина – 13, 14 , 16, 18, 19, 22, 25, 32, 41, 51 мм.
Саморез с полуцилиндрической головкой («клоп»)
Аналогично предшественнику бывает как острый так и со сверлом. Размерная линейка у данного самореза отсутствует и встречается он в единственном размерном варианте:
С острым наконечником – 3.5 х 11
С наконечником-сверло – 3.8 х 11
Саморезы с шестигранной головкой
Предназначены для работы с листовым металлом без предварительной подготовки отверстия. Обеспечивают усиленное крепление. От одного производителя к другому возможны вариации размеров продукции данного сегмента крепежных элементов. В таблицах ниже приведены самые популярные.
С острым наконечником.
Для листов металла до 0.9 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 13 | 4.8 | 14 |
| 19 | 5.0 | 19 | |
| 25 | 25 | ||
| 38 | 38 | ||
| 51 |
Cо сверлом (DIN 7504-K)
Для металла большой толщины (5мм и более). Длина наконечника — сверла определяет мах. толщину листового металла.
Длина наконечника — сверла определяет мах. толщину листового металла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 19 | 4,8;5,0 | 14 | 5.5 | 19 | 6.3 | 19 |
| 21 | 19 | 25 | 25 | ||||
| 25 | 25 | 32 | 32 | ||||
| 32 | 38 | 38 | 38 | ||||
| 45 | 51 | 45 | |||||
| 51 | 64 | 51 | |||||
| 64 | 76 | 64 | |||||
| 76 | 76 | ||||||
| 90 | |||||||
| 102 | |||||||
| 127 | |||||||
| 152 |
Саморезы для гипсокартона
Когда монтируют листы гипсокартона на металлический профиль, применяют саморезы с частой резьбой. Для крепежа на деревянное основание используется саморез с крупной однозаходной резьбой (см. рис). Ранее мы упоминали про универсальные крепежные элементы. Они держат хорошо, но если есть возможность использовать специальные, лучше сделать именно так. Для монтажа гипсокартонных плит на деревянную обрешетку или металлический профиль до 0.9 мм без предварительного сверления предназначены саморезы следующих размеров:
рис). Ранее мы упоминали про универсальные крепежные элементы. Они держат хорошо, но если есть возможность использовать специальные, лучше сделать именно так. Для монтажа гипсокартонных плит на деревянную обрешетку или металлический профиль до 0.9 мм без предварительного сверления предназначены саморезы следующих размеров:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 19 | 3.8 | 64 | 4.2 | 70 | 4.8 | 90 |
| 25 | 76 | 95 | |||||
| 32 | 102 | ||||||
| 35 | 110 | ||||||
| 41 | 127 | ||||||
| 45 | 152 | ||||||
| 51 | |||||||
| 55 |
Для крепления гипсокартона к основательному металлическому профилю (от 0.9мм до 2мм) целесообразно использовать саморез — бур с наконечником — сверло.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 25 | 4.2 | 60 | 4.8 | 89 |
| 32 | 66 | 102 | |||
| 41 | 76 | ||||
| 48 |
Саморезы для крепления гипсоволоконных плит
Подробнее про листы ГВЛ читайте здесь >>>
Изготавливаются с потайной конической уменьшенной головкой, крестообразный шлиц, двухзаходную резьбу переменного профиля и острый наконечник.Размеры крепежных изделий для монтажа на деревянный каркас или профиль из металла с толщиной менее 0.9 выглядят так: Ø 3.9 мм с длинами 19, 25, 30, 45 мм.
Саморезы для крепления плит и листов ДСП, ДВП, фанеры
Размеры самой фанеры в этом материале >>>
Как правило это оцинкованные шурупы (FLUGEL) размером 5.0 х 36
Встречаются с потайной конической головкой и насечками для раззенковки потайного отверстия (DIN 7504P) с размерами:
| Ø | длина,мм |
4. 2 2 | от 25 до 110 |
| 4.8 | |
| 5.5 | |
| 6.3 |
Кровельные саморезы
При монтаже кровли целесообразно применять стандартные оцинкованные саморезы. Они не поддаются коррозии. Таблица с размерной линейкой выглядит так:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4,80 | 20 | 5,50 | 19 (20) | 6,30 | 19 (20) | 7,00 | 122 |
| 29 | 25 | 25 | 142 | ||||
| 35 | 32 | 32 | 162 | ||||
| 38 | 38 (40) | 38 (40) | 177 | ||||
| 50 | 51 (50) | 50 | |||||
| 60 | 64 (62) | 60 | |||||
| 70 | 76 (78) | 70 | |||||
| 80 | 100 | 80 | |||||
| 115 | 90 | ||||||
| 130 | 100 | ||||||
| 150 | 130 | ||||||
| 180 | 150 | ||||||
| 235 | 175 | ||||||
| 200 | |||||||
| 235 |
Выпускаются кровельные саморезы с окрашенными головками. Краска создает дополнительную защиту от воздействия внешних факторов. И они не портят экстерьер крыши, так как «выбираются» по цвету.
Краска создает дополнительную защиту от воздействия внешних факторов. И они не портят экстерьер крыши, так как «выбираются» по цвету.
Шурупы и саморезы специального назначения
Конфирматы
Кон – это отдельная категория крепежа. Он разработан для сборки мебельных панелей. Изготавливается с различными защитно — декоративными покрытиями (чаще оцинковка). Шаг резьбы – редкий. Задача – стянуть детали друг к другу. Головка имеет характерное отличие. Для ввинчивания необходим специальный шестигранник.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 5.0 | 40 | 6.5 | 50 | 7.0 | 40 |
| 50 | 50 | ||||
| 60 | |||||
| 70 |
Шурупы по бетону
Вкручиваются в заранее высверленное отверстие. Перфоратором пользоваться не рекомендуется. Отсюда трудоемкость процесса. Перед ввинчиванием нужно капнуть машинного масла — это немного облегчит процедуру. Вид крепежа, что называется «навечно». Выдерживают высокие нагрузки (до 100кгс). Бывают: Ø 7.5 мм. Длина: 50, 70 (72), 80, 90, 100, 120, 130, 140, 150, 160,180, 200,… мм.
Вид крепежа, что называется «навечно». Выдерживают высокие нагрузки (до 100кгс). Бывают: Ø 7.5 мм. Длина: 50, 70 (72), 80, 90, 100, 120, 130, 140, 150, 160,180, 200,… мм.
Оконные саморезы
Подготовка отверстия не требуется. Работают как «усилители» окон и имеют следующие размеры: Ø 3.9 мм, длины: 13, 16, 19, 22, 25, 32, 35, 40 (38), 45 мм.
Рамные шурупы
Большие шурупы обладающие высокой прочностью. Вкручиваются в дюбель и иногда идут в комплекте с ним.
Юстировочные шурупы
Характерная особенность — вторая резьба. Первая резьба (как правило более мелкая) необходима для крепления к основе, вторая служит для монтажа подконструкции.
Популярны шурупы шурупы ∅6 мм и длиной: 60, 70, 80, 90, 100, 110, 120, 130, 145 мм.
Шурупы для строительных лесов
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 8.0 | 80 | 10.0 | 160 | 12. 0 0 | 90 |
| 100 | 120 | ||||
| 120 | 160 | ||||
| 190 | |||||
| 230 | |||||
| 300 | |||||
| 350 |
Шурупы-гвозди
Шурупы для подвесов
Очень удобны в быту, например на таком крепеже у нас уже несколько лет в коридоре городской квартиры висит детская качелька. Время на установку и снятие — буквально 1 секунда! Единого стандарта на размеры этого элемента не существует и каждое производство формирует размерную линейку на собственное усмотрение.
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4290 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 2-1700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7500 | 8900 | 14100 | 10660 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11300 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 30100 | 34800 | 40700 | 51900 | 63700 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 42900 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 58700 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 52500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 00700 |
| 22 | 2,5 | 303 | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 176000 | 208000 | 243000 | 310000 | 380000 | 91500 | 100000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 410000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 250000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 860000 | 1053000 | 253500 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1306 | 666000 | 770000 | 901000 | 1150000 | 1410000 | 339600 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1020000 | 1300000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 20 | 1,5 | 272 | 136000 | 160000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 10000 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 24 | 2 | 384 | 196000 | 227000 | 265000 | 338000 | 415000 | 998000 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 449000 | 525000 | 670000 | 822000 | 198000 | 236000 | 373000 | 282000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 525000 | 608000 | 711000 | 906000 | 1112000 | 268000 | 319000 | 505000 | 381000 |
| 42 | 3 | 1205 | 615000 | 711000 | 830000 | 1060000 | 1300000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1400 | 714000 | 826000 | 966000 | 1232000 | 1512000 | 364000 | 434000 | 686000 | 518000 |
| 48 | 3 | 1603 | 818000 | 946000 | 1110000 | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
ПРИЛОЖЕНИЕ 3
Обязательное
Таблица 9
назад к оглавлению
Условное обозначение шайб (по гост 18123-82)
Шайбы следует обозначать по следующей схеме:
Шайба 2. 12.02.Ст3кп.019
ГОСТ 11371-78
12.02.Ст3кп.019
ГОСТ 11371-78
Шайба 2 12 02 СтЗкп 01 9 ГОСТ…
8 Номер стандарта
на конструкцию и размеры
Примеры условных обозначений шайб (ГОСТ 18123-82)
1. Шайба исполнения 1, для крепежного изделия с диаметром резьбы 12мм, из стали марки 15, покрытие 01, толщиной 9 мкм:
Шайба 12.03.019 ГОСТ 11371-78.
То же из стали марки Ст Зкп:
Шайба 12.02.СтЗкп.019 ГОСТ 11371-78.
2. То же исполнения 2:
Шайба 2.12.02.СтЗкп.019 ГОСТ 11371-78.
Примечание.Марки материалов для шайб и их условные
обозначения выбирают по табл. 7, виды
покрытий и их условные обозначения
выбирают по табл. 11, а толщину покрытия
по ГОСТ 9. 306-85 (табл. 1, исходных условий).
306-85 (табл. 1, исходных условий).
Таблица 7
Марки материалов для шайб и их условные обозначения (ГОСТ 18123-82)
Материал
Условное обозначение
марки (группы)
Вид
Марка
Номер стандарта
Углеродистые
стали
08, 08кп,
10, 10кп
ГОСТ 1050-94
01
Ст3,
Ст3кп
ГОСТ 380-94
02
15
ГОСТ 1050-94
03
20
04
35
05
45
06
Легированные стали
40Х
ГОСТ 4543-71
11
Коррозионно-стойкие стали
12Х18Н10Т
ГОСТ 5632-72
21
20Х13
22
Латуни
Л63
ГОСТ 15527-70
32
ЛС591
Л63 антимагнитная
33
Бронза
БрАМц9-2
ГОСТ 18175-78
34
Медь
МЗ
ГОСТ 859-78
38
Алюминиевые сплавы
АМг5
ГОСТ 4784-74
31
Д1
35
АД1
37
Классы точности
и поля допусков метрической цилиндрической
резьбы для соединений с зазором определены
стандартом (ГОСТ 16093-81).
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы латинского алфавита (строчной для наружной резьбы и прописной для внутренней), обозначающей основное отклонение. Например: 6g, 6Н. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов (dилиD1). Например:4Н5Н, где4Н– поле допуска диаметраD2, 5Н– поле допуска диаметра D1. Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:6g, 5Н.
В условном
обозначении резьбы обозначение поля
допуска должно следовать за обозначением
размера резьбы через тире. Поля допусков
выбирают из табл. 8.
Поля допусков
выбирают из табл. 8.
Примеры обозначения резьбы:
с крупным шагом:
наружной М12 – 8g;
внутренней М12 – 7Н;
с мелким шагом:
наружной М12 1 – 6g;
внутренней М12 1 – 6Н;
левой резьбы:
наружной М12 LH – 8g;
внутренней М12 1 LH – 7Н.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе – обозначение поля допуска наружной резьбы.
Например: М12 – 7Н/8g; М12 1 – 6Н/6g; М12 1 LH – 6H/6g.
Таблица 8
Изделия из металла, крепежи, болты, штуцеры в Екатеринбурге.
 Тел. 8 (343) 288-79-72 (2)
Тел. 8 (343) 288-79-72 (2)Доставка по всей России
Изготавливаем и реализуем более 10 000 изделий из металлов и сплавов: крепежи, закладные детали, штуцеры, фундаментные болты и металлические элементы фундаментов(ростверки, наголовники), фермы для промышленных и гражданских зданий, металлические лестницы, площадки, ограждения, шарниры, другие метизы любых размеров и форм.
Выпускаем как стандартные модели, так и индивидуальные изделия, выполненные по эскизам заказчика (ст. 3, 09Г2С, 20, 35, 40Х и др.).
Каталог металлоизделийБолты — от М6 до М56 ГОСТ 7798-70, 7805-70, 7796-70, 7817-80, 22353-77
| Болты БСР ГОСТ 28788-90
|
|
|
Болты фундаментные анкерные (анкера) от М12 до М140 ГОСТ 24379.
| Блоки фундаментные М12 до М140 ГОСТ 24379.1-80
|
|
|
Гайки — от М6 до М48 ГОСТ 5915-70, 5916-70, 22354-77
| Закладные изделия МН, ЗД. Серия 1.400-15 v1. Серия 3.407.9-146
|
|
|
Хомуты U-образные
| Сетка рабица
|
|
|
Шпильки ГОСТ 9066-75, 22032-76, 22042-76 ГОСТ 24379.
| Оси ГОСТ 9650-80
|
|
|
Петли гаражные, (шарниры)
| Болты футеровочные М30, М36, М42, М48 по чертежам заказчика
|
|
|
Анкерные плиты, шайбы ГОСТ 24379.
| Штуцера, бобышки, пробки (стальные, латунные, нержавеющие)
|
|
|
Крепеж — высокопрочный, оцинкованный и нержавеющий
| Шайбы — от Ø6 до Ø56 (плоская ГОСТ 11371-78, пружинная ГОСТ 6402-70) М12 до М140 ГОСТ 24379.
|
|
|
Стопорные кольца — ГОСТ 13942-86, 13943-86
| Саморезы, шурупы, гвозди, строительные — ГОСТ 4028-63
|
| |
| Сетка арматурная (Кладочная) ГОСТ 23279-85 | Скобы строительные, штыри Ø6, Ø8, Ø10, Ø12 |
 1-80
1-80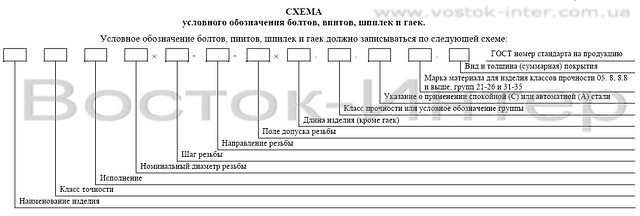
 1-80
1-80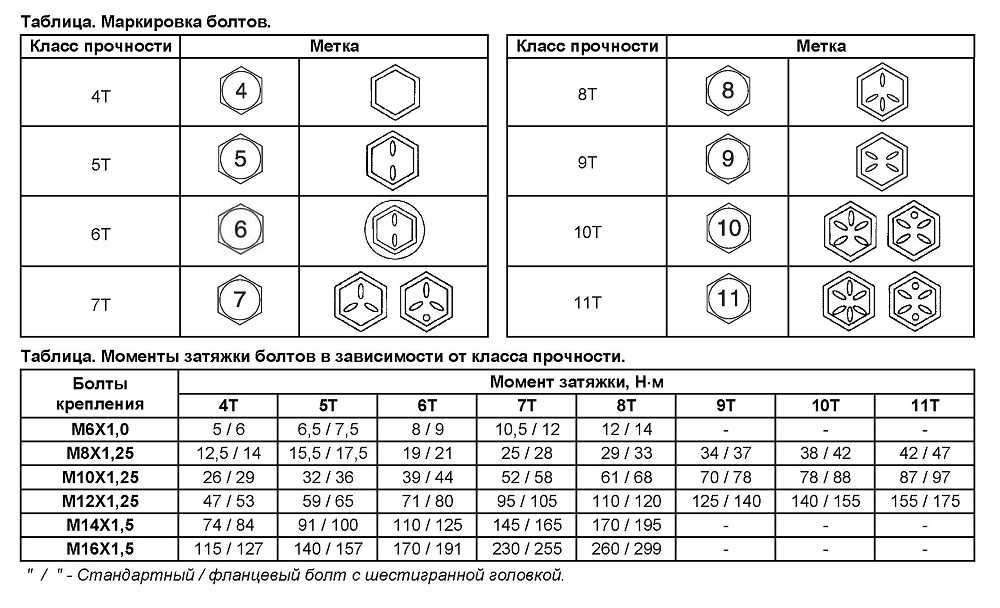 1-80
1-80 1-80
1-80
Оформить заказ сейчас
или
Напишите на почту:
«>Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра.
Мы свяжемся с вами в ближайшее время
Также оказываем следующие услуги:
| • Резка и гибка металла от 50 руб/кг | • Нанесение защитного покрытия от 30 руб/кг |
| • Термообработка металла от 60 руб/кг | • Все виды цинкования от 25-30 руб/кг |
Почему выгодно сотрудничать именно с нами?
| Предоставляем необходимую документацию К каждому изделию прилагается сертификат соответствия и паспорт изделия. | Широкий ассортимент продукции По ГОСТ, ТУ, ОСТ, ISO, DIN из любых металлов и сплавов по чертежам и образцам заказчика | Короткие сроки изготовления Стандартный срок изготовления металлоконструкции – от 2 дней |
| Скидки и отсрочка платежа Для постоянных клиентов действует отсрочка платежа сроком до 1 месяца, скидки до 10% | Быстрая доставка Производим отгрузку в день оплаты заказа, доставка до транспортной компании – бесплатно | Персональный подход К вам прикрепляется персональный менеджер, который следит за доставкой и отгрузкой товара, отвечает на ваши вопросы |
Нашими клиентами уже стали: Комбинат Магнезит, Северский Трубный завод, Уральский Машиностроительный завод.
Только факты:
| • Работаем с 2012 года | • Изготовили более 200 тонн изделий из металла | • Размер производственного цеха –500 м² | • Более 40 работников |
Остались вопросы? Звоните:
8 (343) 288-79-72
Самовывоз со склада: Екатеринбург, переулок Саранинский, д. 9, оф. 315.
Спецификации болтовых соединений, изделия, материалы, классификация
«Болтовые соединения» и «Болты» — термины, используемые в данном документе для общего описания крепежных изделий, включая винты, гайки, болты, шайбы и шпильки. Использование терминов «болт» или «болтовое крепление» включает все крепежные детали, перечисленные выше, если иное специально не указано в данном документе.
Крепеж представляет собой широкую классификацию, которая включает винты, болты, гайки, шайбы, шпильки, заклепки, шпильки с пороховым приводом, скобы, кнопки и штифты. Болты, состоящие из болтовых материалов, таких как стержни, стержни, пластины и поковки, из которых впоследствии изготавливаются болтовые компоненты, представляют собой особую подгруппу крепежных изделий. Материалы и компоненты для болтовых соединений имеют определенный состав и особые свойства, предназначенные для применения в агрессивных средах, где коммерческие стандартные крепежные детали могут быть неподходящими или иметь недостаточное соответствие назначению при определенных условиях. К таким условиям относятся криогенные условия или работа при высоких температурах, а также чрезмерная вибрация, удары или удары.
Болты, состоящие из болтовых материалов, таких как стержни, стержни, пластины и поковки, из которых впоследствии изготавливаются болтовые компоненты, представляют собой особую подгруппу крепежных изделий. Материалы и компоненты для болтовых соединений имеют определенный состав и особые свойства, предназначенные для применения в агрессивных средах, где коммерческие стандартные крепежные детали могут быть неподходящими или иметь недостаточное соответствие назначению при определенных условиях. К таким условиям относятся криогенные условия или работа при высоких температурах, а также чрезмерная вибрация, удары или удары.
Крепеж Подъемные продукты Пруток Поковки
Оглавление
- Технические характеристики
- Классификация
- Предел материалов и услуг
- Комбинации материалов
- Эквивалентные материалы
- Тип болтового соединения
ХАРАКТЕРИСТИКИ
АСТМ А193/А193М
АСТМ А307
АСТМ А320/А320М
АСТМ А437/А437М
АСТМ А453/А453М
АСТМ А489
АСТМ А540/А540М
АСТМ А1014/А1014М
АСТМ А1082/А1082М
АСТМ Ф738М
АСТМ F432
АСТМ Ф468/Ф468М
АСТМ Ф541
АСТМ F593
АСТМ F2281
АСТМ Ф2882/Ф2882М
АСТМ Ф3042
АСТМ F3043
ДИН 267
ДИН 10083
ИСО 898-1
ИСО 3506-1
ИСО 3506-5
БС 4190
БС 3692
САЕ Дж429
АСТМ А394
Марки материалов
Болты из углеродистой стали
Болты из легированной сталиБолты из нержавеющей стали
Дуплексное болтовое соединение
Супердуплексные болтовые соединения
Zeron 100 Болтовое соединение
Нитронные болты
Ферралиевые болты
Болты из никелевого сплава
Болтовое соединение из инконеля
Болты из сплава инколой
Болты из монеля
Болты из хастеллоя
Нимоник Болты
Медно-никелевые болты
Болты из кремниевой бронзы
Болты из алюминиевого сплаваБерилий-медные болты
Алюминиевые бронзовые болты
Болты из фосфористой бронзы
Титановые болты
Танталовые болты
Циркониевые болты
Болты из кобальтового сплава
Болты из мартенситностареющей стали
Стеллитовые болты
Молибденовые болты
Спецификация ASTM F593 — Крепежные детали Boltport
- Главная
- Технические характеристики
- АСТМ F593
 data-vocabulary.org/#»>
data-vocabulary.org/#»>АСТМ F593 — Стандартные технические условия на болты из нержавеющей стали, винты с шестигранной головкой и шпильки.
Эта спецификация охватывает требования к болтам из нержавеющей стали, винтам с шестигранной головкой и шпилькам британского размера от 0,25 до 1,50 дюйма включительно для ряда сплавов общего назначения и предназначенных для служебных применений, требующих общей коррозионной стойкости. ASTM F593 охватывает семь групп стальных сплавов, в том числе двенадцать аустенитных, две ферритных, четыре мартенситных и одну дисперсионно-упрочняемую. BoltPort производит все сплавы в соответствии с ASTM F59.3 в виде болтов с шестигранной головкой, шпилек, шпилек с резьбой, винтов с головкой под торцевой ключ, должным образом протестированных и поставляемых с сертификацией EN 10204, тип 3. 1.
1.
ASTM F593 Категории сплавов
| Группа | Сплав А | Состояние Б |
|---|---|---|
| 1 | 304, 305, 384, 304Л, 18-9ЛВ, 302ХК Д | (CW) Холодная обработка C |
| 2 | 316, 316Л | (CW) Холодная обработка C |
| 3 | 321, 347 | (CW) Холодная обработка C |
| 4 | 430Е | (CW) Холодная обработка C |
| 5 | 410Ф | (H) Закалка и отпуск |
| 6 | 431 | (H) Закалка и отпуск |
| 7 | 630 | (AH) Возрастная закалка |
A Если в запросе и заказе не указано иное, выбор сплава из группы осуществляется по усмотрению производителя крепежа
B Варианты см. в разделе 4.2 F593
в разделе 4.2 F593
C Размеры 0,75 дюймов и больше могут подвергаться горячей обработке и отжигу на раствор.
D По согласованию с покупателем могут поставляться сплавы 303, 303Se или XM1.
E По согласованию с покупателем может поставляться сплав 430F.
F По согласованию с покупателем могут поставляться сплавы 416 или 416Se.
ASTM F593 Болты Условия поставки
| Группа сплавов | Состояние мебели, если не указано иное | Дополнительные условия (должны быть указаны) |
|---|---|---|
| 1, 2, 3 | CW | АФ, А, Ш |
| 4 | CW | А |
| 5 | Х | НТ |
| 6 | Х | НТ |
| 7 | АХ | нет |
A — Механическая обработка из отожженной или отожженной на твердый раствор заготовки с сохранением свойств исходного материала; или горячее формование и отжиг на твердый раствор.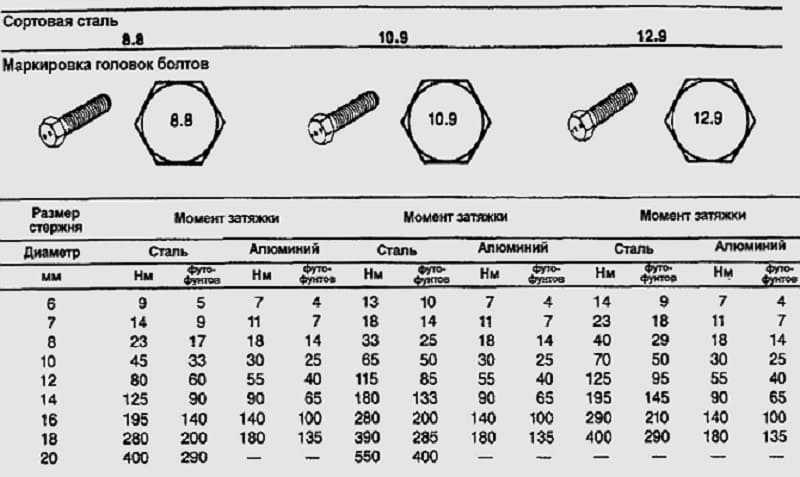
AF — Головка и прокатка из отожженной заготовки, а затем повторный отжиг
AH — Отжиг на твердый раствор и старение после формовки.
CW — Прокат и прокат из отожженной заготовки с получением степени холодной обработки. Размеры 0,75 дюйма и больше могут подвергаться горячей обработке и отжигу на твердый раствор.
H — закалка и отпуск при температуре не менее 1050°F (565°C).
HT — закалка и отпуск при температуре минимум 525°F (274°C).
SH — Механическая обработка из деформационно-упрочненной заготовки или холодная обработка для придания специфических свойств.
ASTM F593 Химический состав
| Состав, %, максимум, за исключением указанного | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Обозначение UNS | Группа сплавов | Сплав | Углерод | Марганец | Фосфор | Сера | Кремний | Хром | Никель | Медь | Молибден | Другие |
| Аустенитные сплавы | ||||||||||||
| S30200 | 1 | 303 | 0,15 | 2,00 | 0,200 | 0,150 мин | 1 | 17,0 — 19,0 | 8,0 — 10,0 | — | 0,60 макс. А А | — |
| S30323 | 1 | 303 Se | 0,15 | 2,00 | 0,200 | 0,060 | 1 | 17,0 — 19,0 | 8,0 — 10,0 | — | — | Se 0,15 мин |
| А30400 | 1 | 304 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 18,0 — 20,0 | 8,0 — 10,5 | 1,00 | — | — |
| S30403 | 1 | 304 л | 0,03 | 2,00 | 0,045 | 0,030 | 1 | 18,0 — 20,0 | 8,0 — 12,0 | 1,00 | — | — |
| S30500 | 1 | 305 | 0,12 | 2,00 | 0,045 | 0,030 | 1 | 17,0 — 19,0 | 10,5 — 13,0 | 1,00 | — | — |
| S38400 | 1 | 384 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 15,0 — 17,0 | 17,0 — 19,0 | — | 0,50 макс. А А | — |
| S20300 | 1 | ХМ1 | 0,08 | 5.00 — 6.50 | 0,040 | 0,18 — 0,35 | 1 | 16,0 — 18,0 | 5,0–6,5 | 1,75 — 2,25 | — | — |
| S30430 | 1 | 18-9LW | 0,10 | 2,00 | 0,045 | 0,030 | 1 | 17,0 — 19,0 | 8,0 — 10,0 | 3,0–4,0 | — | — |
| S30433 | 1 | 302ХК | 0,03 | 2,00 | 0,045 | 0,030 | 1 | 17,0 — 19,0 | 8,0 — 10,0 | 3,0–4,0 | — | — |
| S31600 | 2 | 316 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 16,0 — 18,0 | 10,0 — 14,0 | — | 2,0–3,0 | — |
| S31603 | 2 | 316 л | 0,03 | 2,00 | 0,045 | 0,030 | 1 | 16,0 — 18,0 | 10,0 — 14,0 | — | 2,0–3,0 | — |
| S32100 | 3 | 321 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 17,0 — 19,0 | 9,0 — 12,0 | — | — | Ti 5 x C мин. |
| S34700 | 3 | 347 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 17,0 — 19,0 | 9,0 — 13,0 | — | — | Cb+Ta 10 x C мин. |
| Ферритные сплавы | ||||||||||||
| S43000 | 4 | 430 | 0,12 | 1,00 | 0,040 | 0,030 | 1 | 16,0 — 18,0 | — | — | — | — |
| S43020 | 4 | 430Ф | 0,12 | 1,25 | 0,060 | 0,150 мин | 1 | 16,0 — 18,0 | — | — | 0,60 макс.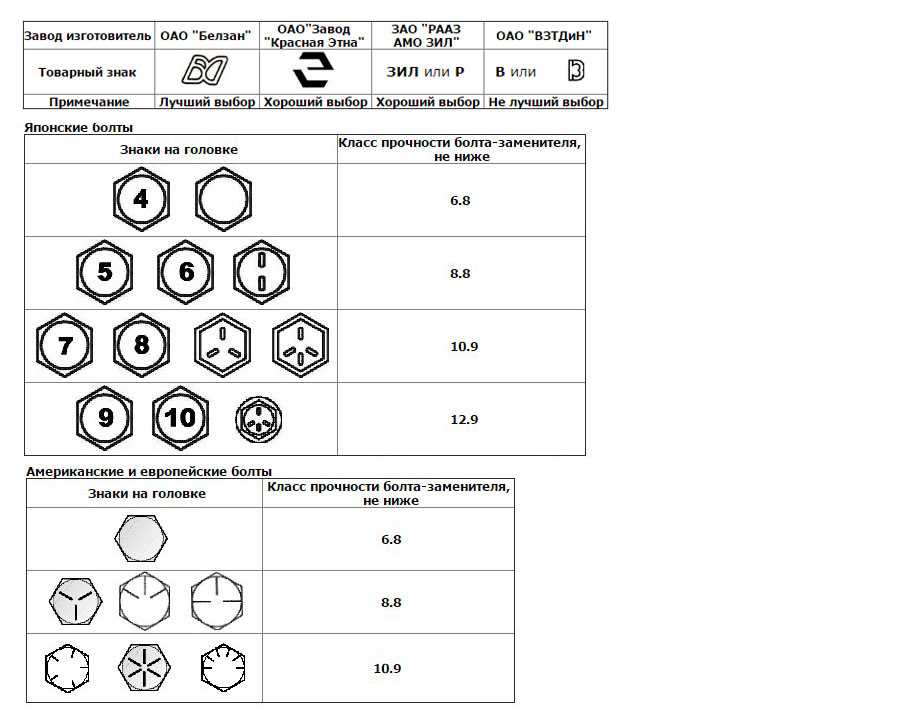 А А | — |
| Мартенситные сплавы | ||||||||||||
| S41000 | 5 | 410 | 0,15 | 1,00 | 0,040 | 0,030 | 1 | 11,5 — 13,5 | — | — | — | — |
| S41600 | 5 | 416 | 0,15 | 1,25 | 0,060 | 0,150 мин | 1 | 12,0 — 14,0 | — | — | 0,60 макс. А А | — |
| С41623 | 5 | 416 Se | 0,15 | 1,25 | 0,060 | 0,060 | 1 | 12,0 — 14,0 | — | — | Se 0,15 мин | — |
| S43100 | 6 | 431 | 0,20 | 1,00 | 0,040 | 0,030 | 1 | 15,0 — 17,0 | 1,25 — 2,50 | — | — | — |
| Сплав дисперсионного твердения | ||||||||||||
| S17400 | 7 | 630 | 0,07 | 1,00 | 0,040 | 0,030 | 1 | 15,0 — 17,5 | 3,0-5,0 | — | — | Cb+Ta 0,15 — 0,45 |
A По выбору производителя, определяется только при намеренном добавлении.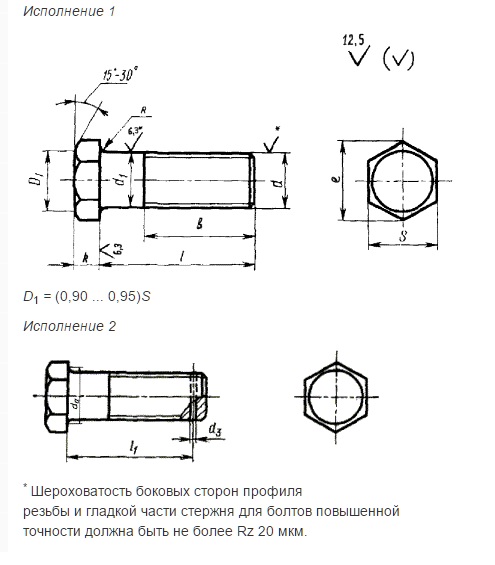
ASTM F593 Механические свойства
| Сплавы нержавеющей стали | Состояние B | Маркировка механических свойств сплаваНоминальный диаметр, дюйм | Полноразмерные тесты | Испытания обработанных образцов | |||||
|---|---|---|---|---|---|---|---|---|---|
| Прочность на растяжение, тыс.фунтов/кв.дюйм C | Предел текучести, тыс.фунтов/кв.дюйм DC | Твердость по Роквеллу | Прочность на растяжение, тыс.фунтов/кв.дюйм C | Предел текучести, тыс.фунтов/кв.дюйм DC | Удлинение в 4D, % | ||||
| Аустенитные сплавы | |||||||||
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | АФ | Ф593А | от 1/4 до 1-1/2, вкл. | 65 — 85 | 20 | B85 макс. | 60 | 20 | 40 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | А | Ф593Б | от 1/4 до 1-1/2, вкл. | 75 — 100 | 30 | B65 до 95 | 70 | 30 | 30 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | КВ1 | Ф593К | от 1/4 до 5/8, вкл. | 100 — 150 | 65 | B95 — C322 | 95 | 60 | 20 |
| 1 (303, 304, 304L, 305, 384, ХМ1, 18-9ДВ, 302ХК, 303Се) | КВ1 | Ф593К | от 1/4 до 5/8, вкл. | 100 — 150 | 65 | B95 — C322 | 95 | 60 | 20 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | CW2 | Ф593Д | от 3/4 до 1-1/2, вкл. | 85 — 140 | 45 | B80 — C32 | 80 | 40 | 25 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | Ш2 | Ф593А | от 1/4 до 5/8, вкл. | 120 — 160 | 95 | С24 по С36 | 115 | 90 | 12 |
| 1 (303, 304, 304L, 305, 384, ХМ1, 18-9ДВ, 302ХК, 303Се) | Ш3 | Ф593Б | 3/4 на 1, вкл. | 110 — 150 | 75 | С20 по С32 | 105 | 70 | 15 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | Ш4 | Ф593К | от 1-1/8 до 1-1/4, вкл. | 100 — 140 | 60 | B95 — C30 | 95 | 55 | 20 |
| 1 (303, 304, 304L, 305, 384, XM1, 18-9LW, 302HQ, 303Se) | Ш5 | Ф593Д | от 1-3/8 до 1-1/2, вкл. | 95 — 130 | 45 | B90 — C28 | 90 | 40 | 28 |
| 2 (316, 316L) | АФ | Ф593Е | от 1/4 до 1-1/2″, вкл. | 65 — 85 | 20 | B85 макс. | 60 | 20 | 40 |
| 2 (316, 316л) | А | Ф593Ф | от 1/4 до 1-1/2″, вкл. | 75 — 100 | 30 | B65 до 95 | 70 | 30 | 30 |
| 2 (316, 316л) | КВ1 | Ф593Г | от 1/4 до 5/8, вкл. | 100 — 150 | 65 | B95 — C322 | 95 | 60 | 20 |
| 2 (316, 316л) | CW2 | Ф593Х | от 3/4 до 1-1/2, вкл. | 85 — 140 | 45 | B80 — C32 | 80 | 40 | 25 |
| 2 (316, 316л) | Ш2 | Ф593Е | от 1/4 до 5/8, вкл. | 120 — 160 | 95 | С24 по С36 | 115 | 90 | 12 |
| 2 (316, 316L) | Ш3 | Ф593Ф | 3/4 на 1, вкл. | 110 — 150 | 75 | С20 по С32 | 105 | 70 | 15 |
| 2 (316, 316л) | Ш4 | Ф593Г | от 1-1/8 до 1-1/4, вкл. | 100 — 140 | 60 | B95 — C30 | 95 | 55 | 20 |
| 2 (316, 316л) | Ш5 | Ф593Х | от 1-3/8 до 1-1/2, вкл. | 95 — 130 | 45 | B90 — C28 | 90 | 40 | 28 |
| 3 (321, 347) | АФ | Ф593Дж | от 1/4 до 1-1/2, вкл. | 65 — 85 | 20 | B85 макс. | 60 | 20 | 40 |
| 3 (321, 347) | А | Ф593К | от 1/4 до 1-1/2, вкл. | 75 — 100 | 30 | B65 до 95 | 70 | 30 | 30 |
| 3 (321, 347) | КВ1 | Ф593Л | от 1/4 до 5/8, вкл. | 100 — 150 | 65 | B95 — C322 | 95 | 60 | 20 |
| 3 (321, 347) | CW2 | Ф593М | от 3/4 до 1-1/2, вкл. | 85 — 140 | 45 | B80 — C32 | 80 | 40 | 25 |
| 3 (321, 347) | Ш2 | Ф593Дж | от 1/4 до 5/8, вкл.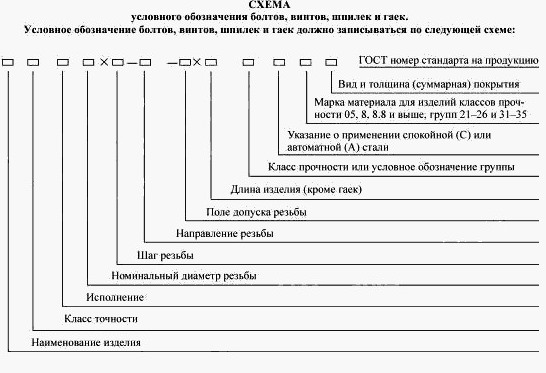 | 120 — 160 | 95 | С24 по С36 | 115 | 90 | 12 |
| 3 (321, 347) | Ш3 | Ф593К | 3/4 на 1, вкл. | 110 — 150 | 75 | С20 по С32 | 105 | 70 | 15 |
| 3 (321, 347) | Ш4 | Ф593Л | от 1-1/8 до 1-1/4, вкл. | 100 — 140 | 60 | B95 — C30 | 95 | 55 | 20 |
| 3 (321, 347) | Ш5 | Ф593М | от 1-3/8 до 1-1/2, вкл. | 95 — 130 | 45 | B90 — C28 | 90 | 40 | 28 |
| Ферритные сплавы | |||||||||
| 4 (430, 430F) | АФ | Ф593С | от 1/4 до 1-1/2, вкл. | 55 — 75 | 30 | B85 макс. | 50 | 25 | — |
| 4 (430, 430F) | А | Ф593Н | от 1/4 до 1-1/2, вкл. | 55 — 75 | 30 | B85 макс. | 50 | 25 | — |
| 4 (430, 430F) | КВ1 | Ф593В | от 1/4 до 5/8, вкл. | 60 — 105 | 40 | B75 до 98 | 55 | 35 | — |
| 4 (430, 430F) | CW2 | Ф593В | от 3/4 до 1-1/2, вкл. | 55 — 100 | 30 | B65 до 95 | 50 | 25 | — |
| Мартенситные сплавы | |||||||||
| 5 (410, 416, 416Se) | Х | Ф593П | от 1/4 до 1-1/2, вкл. | 110 — 140 | 90 | С20 до 30 | 110 | 90 | 18 |
| 5 (410, 416, 416Se) | Х | Ф593П | от 1/4 до 1-1/2, вкл. | 110 — 140 | 90 | С20 до 30 | 110 | 90 | 18 |
| 5 (410, 416, 416Se) | НТ | Ф593Р | от 1/4 до 1-1/2, вкл. | 160 — 190 | 120 | С34 до 45 | 160 | 120 | 12 |
| 6 (431) | Х | Ф593С | от 1/4 до 1-1/2, вкл. | 125 — 150 | 100 | С25 до 32 | 125 | 100 | 15 |
| 6 (431) | НТ | Ф593Т | от 1/4 до 1-1/2, вкл. | 180 — 220 | 140 | С40 до 48 | 180 | 140 | 10 |
| Сплав дисперсионного твердения | |||||||||
| 7 (630) | АХ | Ф593У | от 1/4 до 1-1/2, вкл. | 135 — 170 | 105 | С28 до 38 | 135 | 105 | 16 |
A Минимальные значения, за исключением случаев, когда они указаны как максимальные или в виде диапазона.
B легенда условий:
AF — Головка и прокатка из отожженной заготовки с последующим повторным отжигом
AH — Отжиг на твердый раствор и старение после формовки
CW — Головка и прокатка из отожженной заготовки с получением степени холодной обработки. Размеры 0,75 дюйма и больше могут подвергаться горячей обработке и отжигу на твердый раствор.
H — закалка и отпуск при температуре не менее 1050°F (565°C).
HT — закалка и отпуск при температуре минимум 525°F (274°C).
SH — Машинная обработка из деформационно-упрочненной заготовки или холодная обработка для придания специфических свойств.
C Значения предела текучести и предела прочности при растяжении для полноразмерных изделий должны быть рассчитаны путем деления значения предела текучести и максимальной растягивающей нагрузки на площадь напряжения для размера изделия и размеров резьбы, определенных в соответствии с Методами испытаний F606.
D Предел текучести – это напряжение, при котором происходит смещение на 0,2 & измерительной длины.
ASTM F593 Требования к механическим испытаниям болтов и шпилек
А| Артикул | Номинальная длина | Растягивающая нагрузка, фунт-сила | Полноразмерные тесты | Испытания обработанных образцов | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр 3/4 дюйма и менее | Диаметры более 3/4 дюйма. | Прочность на растяжение клина | Прочность на осевое растяжение | Предел текучести | Твердость по Роквеллу | Прочность на растяжение | Предел текучести | Удлинение | ||
| Винты с шестигранной головкой, квадратной головкой и внутренним шестигранником | Менее 2-1/4 D | Менее 3D | все | Вариант А | Опция В | Б | Опция С | Б | Б | Б |
| 2-1/4 D и длиннее | 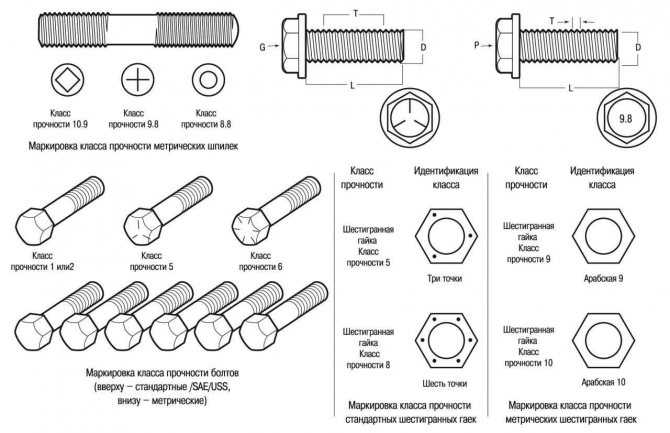 «> 3D и больше «> 3D и больше | 120 000 макс. | Обязательно | Б | Обязательно | Б | Б | Б | Б | |
| 2-1/4 D и длиннее | 3D и больше | свыше 120 000 | Вариант А | Б | Вариант А | Б | Опция В | Опция В | Опция В | |
| Шпильки и другие болты | Менее 2-1/4 D | 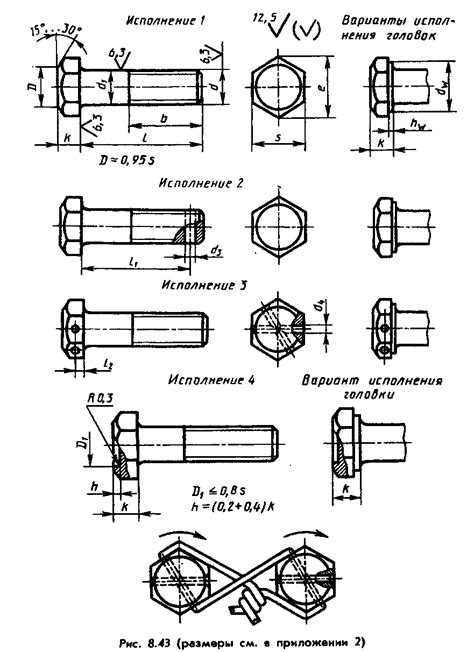 «> Менее 3D «> Менее 3D | все | Б | Вариант А | Б | Опция В | Б | Б | Б |
| 2-1/4 D и длиннее | 3D и больше | 120 000 макс. | Б | Обязательно | Обязательно | Б | Б | Б | Б | |
| 2-1/4 D и длиннее |  «> 3D и больше «> 3D и больше | свыше 120 000 | Б | Вариант А | Вариант А | Б | Опция В | Опция В | Опция В | |
| Специальные C | все | все | все | Б | Б | Обязательно | Б | Б | Б | Б |
A Если даны варианты, должны быть выполнены все испытания по варианту. Вариант A, вариант B и вариант C указывают, что производитель может выполнять все испытания по варианту A (полноразмерный), все испытания по варианту B (обработанный образец) или все испытания по варианту C в зависимости от того, что предпочтительнее. Тесты Варианта А следует проводить всякий раз, когда это возможно.
Вариант A, вариант B и вариант C указывают, что производитель может выполнять все испытания по варианту A (полноразмерный), все испытания по варианту B (обработанный образец) или все испытания по варианту C в зависимости от того, что предпочтительнее. Тесты Варианта А следует проводить всякий раз, когда это возможно.
B Необязательные испытания
C Специальные крепежные изделия — это крепежные изделия специальной конфигурации, включая просверленные головки, уменьшенный корпус и т. д., которые слабее резьбовой части. Специальные крепежные детали с полноразмерными головками должны быть испытаны, как указано для шпилек и других болтов.
ASTM F593 Площадь напряжения при растяжении и резьба на дюйм
| Номинальный размер, дюйм. | Крупная резьба — UNC | Мелкая резьба — UNF | Серия резьбы — 8UN | |||
|---|---|---|---|---|---|---|
| Резьба/дюйм | Зона напряжения A , в 2 | Резьба/дюйм | Зона напряжения A , в 2 | Резьба/дюйм | Зона напряжения A , в 2 | |
 «> 1/4 «> 1/4 | 20 | 0,0318 | 28 | 0,0364 | — | — |
| 5/16 | 18 | 0,0524 | 24 | 0,0580 | — | — |
| 3/18 | 16 | 0,0775 | 24 | 0,0878 | — | — |
 «> 16.07. «> 16.07. | 14 | 0,1063 | 20 | 0,1187 | ||
| 1/2 | 13 | 0,1419 | 20 | 0,1599 | ||
| 16 сентября | 12 | 0,1820 | 18 | 0,2030 | ||
 «> 5/8 «> 5/8 | 11 | 0,2260 | 18 | 0,2560 | ||
| 3/4 | 10 | 0,3340 | 16 | 0,3730 | ||
| 7/8 | 9 | 0,4620 | 14 | 0,5090 | ||
 «> 1 «> 1 | 8 | 0,6060 | 12 | 0,6630 | ||
| 1 1/8 | 7 | 0,7630 | 12 | 0,8560 | 8 | 0,790 |
| 1 1/4 | 7 | 0,9690 | 12 | 1. 0730 0730 | 8 | 1.000 |
| 1 3/8 | 6 | 1.1550 | 12 | 1.3150 | 8 | 1,233 |
| 1 1/2 | 6 | 1.4050 | 12 | 1,5810 | 8 | 1,492 |
A Площади растягивающих напряжений рассчитываются по следующей формуле: A B = 0,7854 [D- (0,9743/n)] 2
Где:
A B = Площадь растягивающих напряжений, дюйм3,
D = Номинальная размер (основной наружный диаметр), дюймы, и,
n = число витков на дюйм.
Boltport
ASTM F593 Тип 316 — Спецификация класса прочности для болтов с шестигранной головкой, винтов с шестигранной головкой и шпилек из нержавеющей стали 316 Болты, резьбовые стержни и т. д. Ниже приведены химические, механические условия, условия поставки, термообработка, маркировка и другие требования к болтам из нержавеющей стали 316. Эти F593 Болтовой крепеж типа 316 имеет сертификат проверки EN 10204, тип 3.1.
ASTM F593 Категории сплавов
| Группа | Сплав А | Состояние Б |
| 2 | 316, 316л | (CW) Холодная обработка C |
A Если иное не указано в запросе и заказе, выбор сплава из группы осуществляется по усмотрению производителя крепежа
B Дополнительные опции см. в разделе 4.2 F593.
D По согласованию с покупателем могут поставляться сплавы 303, 303Se или XM1.
E По согласованию с покупателем может поставляться сплав 430F.
F По согласованию с покупателем могут поставляться сплавы 416 или 416Se.
ASTM F593 Болты Условия поставки
| Группа сплава | Состояние Меблировано, если не указано иное | Необязательные условия (должны быть указаны) |
| 1, 2, 3 | CW | АФ, А, Ш |
A — Механическая обработка из отожженной или отожженной на твердый раствор заготовки с сохранением свойств исходного материала; или горячее формование и отжиг на твердый раствор.
AF — Головка и прокатка из отожженной заготовки, а затем повторный отжиг
AH — Отжиг на твердый раствор и старение после формовки.
CW — Прокат и прокатка из отожженной заготовки с получением степени холодной обработки. Размеры 0,75 дюйма и больше могут подвергаться горячей обработке и отжигу на твердый раствор.
H — закалка и отпуск при температуре не менее 1050°F (565°C).
HT — закалка и отпуск при температуре минимум 525°F (274°C).
SH — Механическая обработка из деформационно-упрочненной заготовки или холодная обработка для придания специфических свойств.
Термическая обработка аустенитного сплава 316
Условие А. Если указано условие А, аустенитные сплавы должны быть нагреты до 1900+/- 50°F (1038+/- 28°C), при котором карбид хрома перейдет в раствор, выдержится в течение достаточного времени, а затем будет охлажден со скоростью, достаточной для предотвращения осаждения карбида и обеспечить указанные свойства.
Условие CW. Когда указано условие CW, аустенитные сплавы должны быть отожжены в соответствии с условием А, как правило, производителем сырья, а затем обработаны для достижения заданных свойств.
Условие AF — Когда указано условие AF, аустенитные сплавы должны быть отожжены в соответствии с состоянием А после завершения всех операций холодной обработки (включая высадку и нарезание резьбы).
ASTM F593 Тип 316 Химические требования
| Состав, %, максимум, за исключением указанного | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Обозначение UNS | Группа сплавов | Сплав | Углерод | Марганец | Фосфор | Сера | Кремний | Хром | Никель | Медь | Молибден | Другие |
| Аустенитные сплавы | ||||||||||||
| S31600 | 2 | 316 | 0,08 | 2,00 | 0,045 | 0,030 | 1 | 16,0 — 18,0 | 10,0 — 14,0 | — | 2,0–3,0 | — |
A По выбору производителя, определяется только при намеренном добавлении.
ASTM F593 Тип 316 Механические требования
| Сплавы нержавеющей стали | Состояние B | Маркировка механических свойств сплаваНоминальный диаметр, дюйм | Полноразмерные тесты | Испытания обработанных образцов | |||||
|---|---|---|---|---|---|---|---|---|---|
| Прочность на растяжение, тыс.фунтов/кв.дюйм C | Предел текучести, тыс.фунтов/кв.дюйм DC | Твердость по Роквеллу | Прочность на растяжение, тыс.фунтов/кв.дюйм C | Предел текучести, тыс.фунтов/кв.дюйм DC | Удлинение в 4D, % | ||||
| Аустенитные сплавы | |||||||||
| 2 (316, 316л) | АФ | Ф593Е | от 1/4 до 1-1/2″, вкл. | 65 — 85 | 20 | B85 макс. | 60 | 20 | 40 |
| 2 (316, 316л) | А | Ф593Ф | от 1/4 до 1-1/2″, вкл. | 75 — 100 | 30 | B65 до 95 | 70 | 30 | 30 |
| 2 (316, 316л) | КВ1 | Ф593Г | от 1/4 до 5/8, вкл. | 100 — 150 | 65 | B95 — C322 | 95 | 60 | 20 |
| 2 (316, 316л) | CW2 | Ф593Х | от 3/4 до 1-1/2, вкл. | 85 — 140 | 45 | B80 — C32 | 80 | 40 | 25 |
| 2 (316, 316л) | Ш2 | Ф593Е | от 1/4 до 5/8, вкл. | 120 — 160 | 95 | С24 по С36 | 115 | 90 | 12 |
| 2 (316, 316л) | Ш3 | Ф593Ф | 3/4 на 1, вкл. | 110 — 150 | 75 | С20 по С32 | 105 | 70 | 15 |
| 2 (316, 316л) | Ш4 | Ф593Г | от 1-1/8 до 1-1/4, вкл. | 100 — 140 | 60 | B95 — C30 | 95 | 55 | 20 |
| 2 (316, 316л) | Ш5 | Ф593Х | от 1-3/8 до 1-1/2, вкл. | 95 — 130 | 45 | B90 — C28 | 90 | 40 | 28 |
A Минимальные значения, за исключением случаев, когда они указаны как максимальные или в виде диапазона.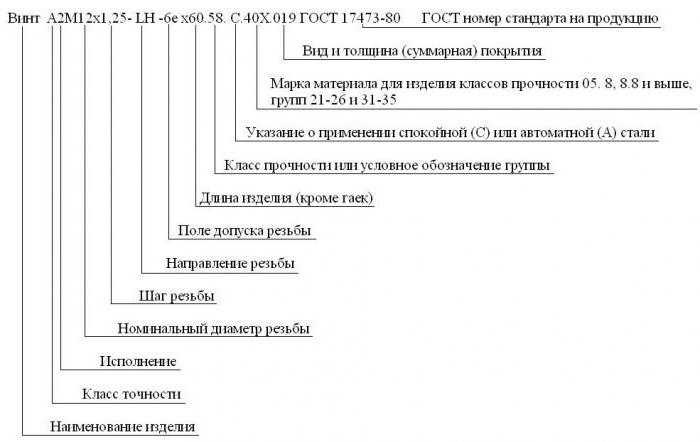
B легенда условий:
AF — Головка и прокатка из отожженной заготовки с последующим повторным отжигом
AH — Отжиг на твердый раствор и старение после формовки
CW — Головка и прокатка из отожженной заготовки с получением степени холодной обработки. Размеры 0,75 дюйма и больше могут подвергаться горячей обработке и отжигу на твердый раствор.
H — закалка и отпуск при температуре не менее 1050°F (565°C).
HT — закалка и отпуск при температуре минимум 525°F (274°C).
SH — Механическая обработка из деформационно-упрочненной заготовки или холодная обработка для придания специфических свойств.
C Значения предела текучести и предела прочности при растяжении для полноразмерных изделий должны быть рассчитаны путем деления значения предела текучести и максимальной растягивающей нагрузки на площадь напряжения для размера изделия и размеров резьбы, определенных в соответствии с Методами испытаний F606.
D Предел текучести – это напряжение, при котором происходит смещение на 0,2 & измерительной длины.
Требования к механическим испытаниям болтов и шпилек
A| Пункт | Номинальная длина | Растягивающая нагрузка, фунт-сила | Полноразмерные тесты | Испытания обработанных образцов | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр 3/4 дюйма и менее | Диаметры более 3/4 дюйма. | Прочность на растяжение клина | Прочность на осевое растяжение | Предел текучести | Твердость по Роквеллу | Прочность на растяжение | Предел текучести | Удлинение | ||
| Винты с шестигранной головкой, квадратной головкой и внутренним шестигранником | Менее 2-1/4 D |  «> Менее 3D «> Менее 3D | все | Вариант А | Опция В | Б | Опция С | Б | Б | Б |
| 2-1/4 D и длиннее | 3D и больше | 120 000 макс. | Обязательно | Б | Обязательно | Б | Б | Б | Б | |
| 2-1/4 D и длиннее | 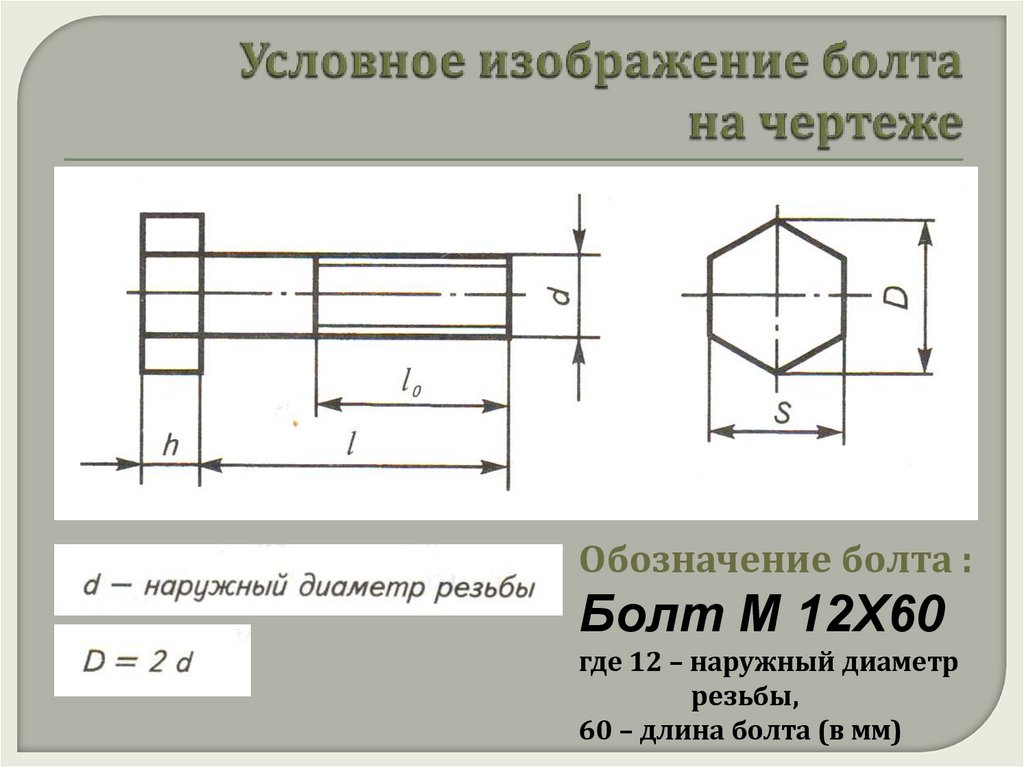 «> 3D и больше «> 3D и больше | свыше 120 000 | Вариант А | Б | Вариант А | Б | Опция В | Опция В | Опция В | |
| Шпильки и другие болты | Менее 2-1/4 D | Менее 3D | все | Б | Вариант А | Б | Опция В | Б | Б | Б |
| 2-1/4 D и длиннее |  «> 3D и больше «> 3D и больше | 120 000 макс. | Б | Обязательно | Обязательно | Б | Б | Б | Б | |
| 2-1/4 D и длиннее | 3D и больше | свыше 120 000 | Б | Вариант А | Вариант А | Б | Опция В | Опция В | Опция В | |
| Специальные C | все |  «> все «> все | все | Б | Б | Обязательно | Б | Б | Б | Б |
A Если даны варианты, должны быть выполнены все испытания по варианту. Вариант A, вариант B и вариант C указывают, что производитель может выполнять все испытания по варианту A (полноразмерный), все испытания по варианту B (обработанный образец) или все испытания по варианту C в зависимости от того, что предпочтительнее. Тесты Варианта А следует проводить всякий раз, когда это возможно.
B Необязательные испытания
C Специальные крепежные изделия — это крепежные изделия специальной конфигурации, включая просверленные головки, уменьшенный корпус и т.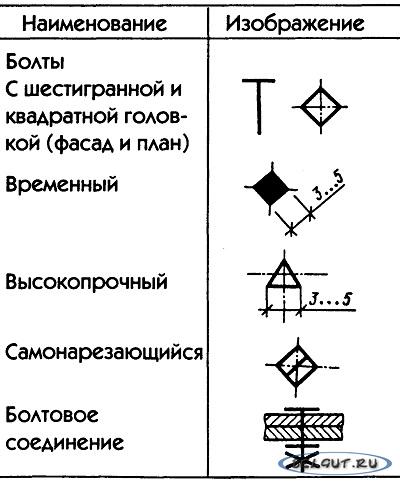 д., которые слабее резьбовой части. Специальные крепежные детали с полноразмерными головками должны быть испытаны, как указано для шпилек и других болтов.
д., которые слабее резьбовой части. Специальные крепежные детали с полноразмерными головками должны быть испытаны, как указано для шпилек и других болтов.
Площади растягивающих напряжений и резьбы на дюйм
| Номинальный размер, дюйм. | Крупная резьба — UNC | Тонкая резьба — UNF | Серия резьбы — 8UN | |||
|---|---|---|---|---|---|---|
| Резьба/дюйм | Зона напряжения A , в 2 | Резьба/дюйм | Зона напряжения A , в 2 | Резьба/дюйм | Зона напряжения A , в 2 | |
| 1/4 | 20 | 0,0318 | 28 | 0,0364 | — | — |
 «> 5/16 «> 5/16 | 18 | 0,0524 | 24 | 0,0580 | — | — |
| 3/18 | 16 | 0,0775 | 24 | 0,0878 | — | — |
| 7/16 | 14 | 0,1063 | 20 | 0,1187 | ||
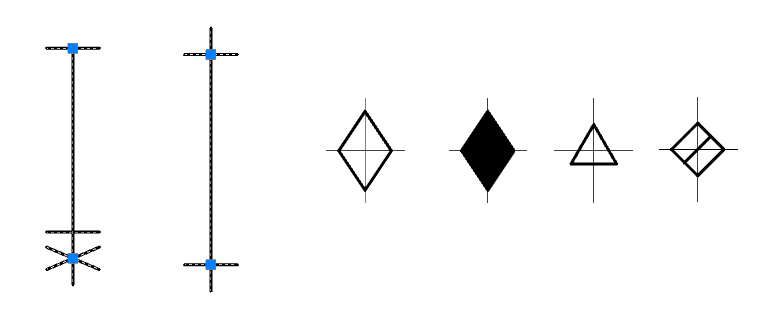 «> 1/2 «> 1/2 | 13 | 0,1419 | 20 | 0,1599 | ||
| 16 сентября | 12 | 0,1820 | 18 | 0,2030 | ||
| 5/8 | 11 | 0,2260 | 18 | 0,2560 | ||
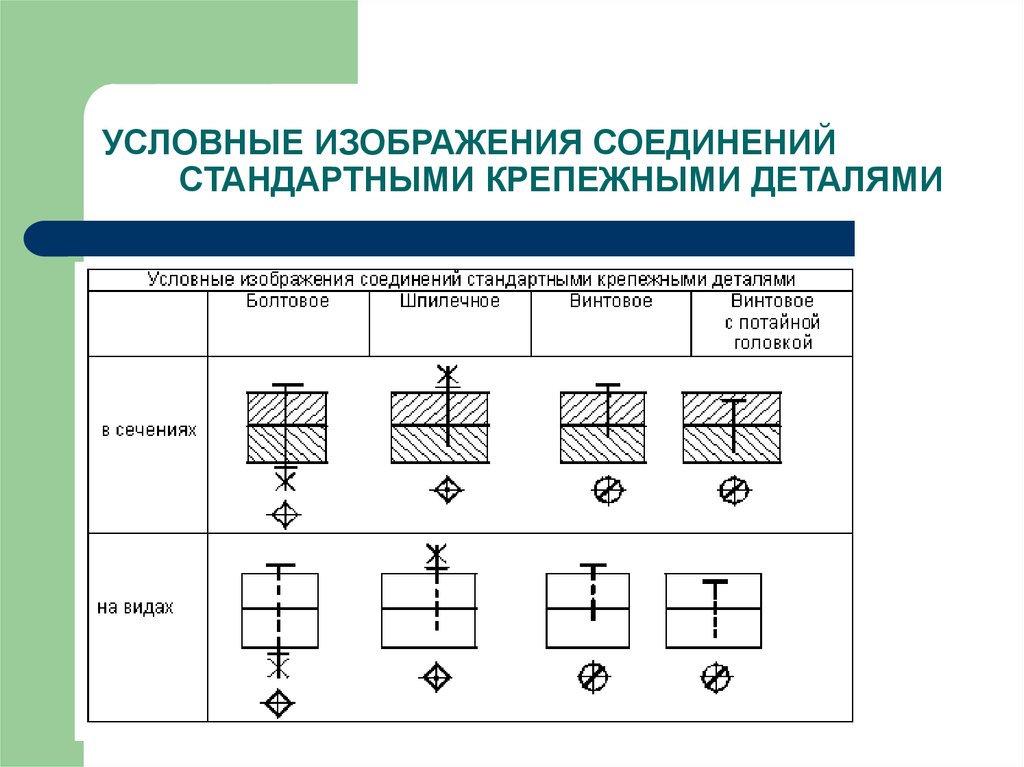 «> 3/4 «> 3/4 | 10 | 0,3340 | 16 | 0,3730 | ||
| 7/8 | 9 | 0,4620 | 14 | 0,5090 | ||
| 1 | 8 | 0,6060 | 12 | 0,6630 | ||
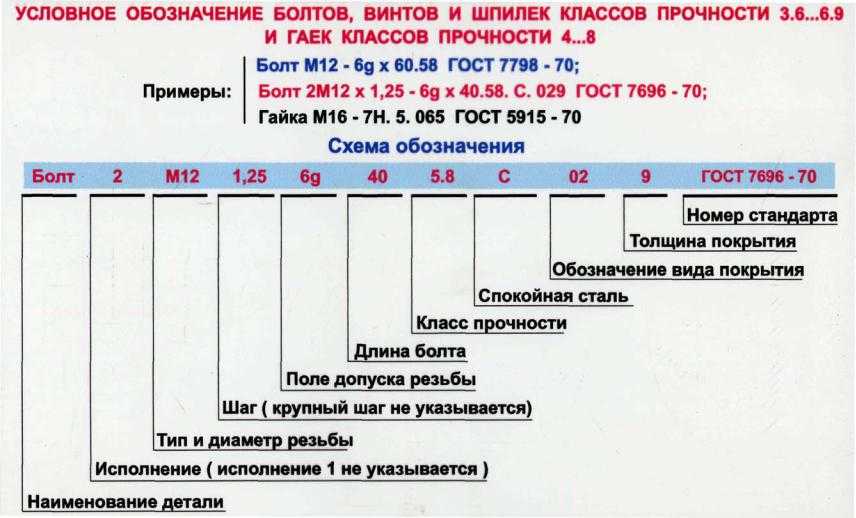 «> 1 1/8 «> 1 1/8 | 7 | 0,7630 | 12 | 0,8560 | 8 | 0,790 |
| 1 1/4 | 7 | 0,9690 | 12 | 1.0730 | 8 | 1.000 |
| 1 3/8 | 6 | 1. 1550 1550 | 12 | 1.3150 | 8 | 1,233 |
| 1 1/2 | 6 | 1.4050 | 12 | 1,5810 | 8 | 1,492 |
A Площади растягивающих напряжений рассчитываются по следующей формуле: A B = 0,7854 [D- (0,9743/n)] 2
Где:
A B = площадь растягивающих напряжений, дюйм3,
D = номинальное значение размер (основной наружный диаметр), дюймы, и,
n = число витков на дюйм.
6.5. Установка болтов | Американский институт стальных конструкций
JavaScript отключен!
Посмотреть все сайты
6.5.1. Что можно сделать, чтобы гайка не раскручивалась?
Обычно при правильной установке высокопрочный узел болт-гайка не ослабляется. При использовании плотно затянутых болтов нагрузка будет такой, что ослабление гайки не произойдет. Когда требуются полностью натянутые болты, например, для критических соединений, подвергающихся вибрационной или усталостной нагрузке, установленное натяжение и сопутствующее трение на резьбе предотвратят ослабление гайки.
В некоторых других случаях, таких как гайки на анкерных стержнях (для которых полное натяжение обычно не подходит), может потребоваться дополнительное рассмотрение. В этом случае может быть предусмотрена дополнительная контргайка или вторая гайка. В качестве альтернативы резьба может быть шипована или повреждена, или гайка может быть приварена прихваточным швом к основному металлу, чтобы предотвратить ее вращение. Обратите внимание, что последние два решения являются постоянными действиями. Также существуют запатентованные устройства для гаек с функциями блокировки, предотвращающими откручивание гайки.
Обратите внимание, что последние два решения являются постоянными действиями. Также существуют запатентованные устройства для гаек с функциями блокировки, предотвращающими откручивание гайки.
6.5.2. Что такое плотное плотное соединение и когда оно разрешено?
Спецификация RCSC определяет плотно затянутое соединение как соединение, в котором болты установлены в соответствии с Разделом 8.1. Обратите внимание, что для достижения этого состояния не требуется какого-либо определенного уровня установленного натяжения, которое обычно достигается после нескольких ударов ударного гайковерта или полного усилия слесаря с обычным гаечным ключом. Обратите внимание, что для достижения этого условия не требуется никакого определенного уровня установленного натяжения. Слои должны находиться в плотном контакте, что означает, что слои плотно прилегают друг к другу, но не обязательно в непрерывном контакте. Нет верхнего предела предварительного натяжения, которое может присутствовать в плотно затянутом соединении. Болты контроля натяжения типа Twist-Off можно использовать в плотно затянутых соединениях, даже если шлицевые концы оторвались во время установки.
Болты контроля натяжения типа Twist-Off можно использовать в плотно затянутых соединениях, даже если шлицевые концы оторвались во время установки.
Простая аналогия заключается в том, что плотно затянутый болт устанавливается почти так же, как гайка на колесе автомобиля; каждая гайка поворачивается до упора, а шаблон циклически повторяется, чтобы все крепления были плотно затянуты. По сути, плотно прилегающие болты используют более высокую прочность на сдвиг/подшипник высокопрочных болтов с процедурами установки, аналогичными тем, которые используются для обычных болтов ASTM A307, которые никогда не натягиваются полностью (см. FAQ 6.6.2).
В большинстве случаев разрешена установка болтов в плотно затянутом состоянии. Они разрешены при использовании в:
- Соединения подшипникового типа, за исключением случаев, предусмотренных в Разделе E6 Спецификации AISC
- Растяжение или комбинированное растяжение и сдвиг, только для болтов группы 120, где ослабление или усталость из-за вибрации или колебаний нагрузки не учитываются при проектировании (AISC J3.
 2)
2)
, если не требуются болты с предварительным натяжением или болты, критические для проскальзывания. (см. FAQ 6.5.3).
6.5.3. Когда болты должны быть предварительно натянуты?
Во-первых, существуют различия между соединениями с предварительным натяжением и соединениями, критически важными для проскальзывания. Соединения, критически важные для проскальзывания, более дороги из-за требований к поверхности обшивки, и оба они дороже, чем болты в плотно затянутом состоянии. Как в Спецификации AISC, так и в Спецификации RCSC есть положения относительно того, какие болты необходимо предварительно натянуть. В разделе J3.1 спецификации AISC указано, что болты с предварительным натяжением требуются в следующих условиях:
- В соответствии со спецификацией RCSC
- Соединения, подвергающиеся вибрационным нагрузкам, где необходимо учитывать ослабление болтов
- Торцевые соединения сборных элементов, состоящих из двух профилей, соединенных либо болтами, либо по крайней мере с одной открытой стороной, соединенных между собой перфорированными накладками или стяжками, как требуется в разделе E6.
 1
1
Спецификация RCSC Раздел 4.2 указывает, что болты с предварительным натяжением требуются в следующих условиях:
- Соединения, в которых предварительное натяжение болтов требуется в спецификации или коде, который ссылается на настоящую спецификацию;
- Соединения, подверженные значительному изменению направления нагрузки;
- Соединения, подвергающиеся усталостной нагрузке без изменения направления нагрузки;
- Соединения с болтовыми соединениями группы 120, подверженные усталости при растяжении; и
- Соединения с болтовыми соединениями группы 144 или группы 150, которые подвергаются растяжению или комбинированному сдвигу и растяжению с усталостью или без нее.
6.5.4. Когда следует указывать болтовые соединения как критические для проскальзывания?
Как и в случае с предварительным натяжением, как AISC, так и RCSC имеют положения, касающиеся условий, требующих критических по проскальзыванию соединений.
В разделе J3.1 Спецификации AISC указано, что следующие условия требуют соединений, критических для скольжения:
- В соответствии с требованиями Спецификации RCSC
- Расширенная часть скрепленных болтами накладок неполной длины, как требуется в Разделе F13.3
Спецификация RCSC Раздел 4.3 указывает, что следующие условия требуют критических по скольжению соединений:
- Соединения, в которых предварительное натяжение болтов требуется в спецификации или коде, который ссылается на эту Спецификацию;
- Соединения, подверженные значительному изменению направления нагрузки;
- Соединения, подвергающиеся усталостной нагрузке без изменения направления нагрузки;
- Соединения с болтовыми соединениями группы 120, подверженные усталости при растяжении; и
- Соединения с болтовыми соединениями группы 144 или группы 150, которые подвергаются растяжению или комбинированному сдвигу и растяжению с усталостью или без нее.

- Соединения, подвергающиеся усталостной нагрузке с изменением направления нагрузки;
- Соединения, в которых используются отверстия увеличенного размера;
- Соединения, в которых используются отверстия с прорезями, за исключением тех, к которым приложена нагрузка примерно перпендикулярно (в пределах 80–100 градусов) к направлению длинного размера прорези; и
- Соединения, в которых проскальзывание поверхностей обшивки может отрицательно сказаться на характеристиках конструкции.
Вставные болтовые соединения не являются конструктивной проблемой для большинства соединений в стальных строительных конструкциях. В комментарии к Разделу 4.1 Спецификации RCSC говорится, что «Максимальное проскальзывание, которое может произойти в соединении, теоретически равно удвоенному зазору отверстия. С практической точки зрения, в лабораторных и полевых условиях наблюдается гораздо меньше; обычно около половины зазора отверстия. Приемлемые неточности в расположении отверстий в схеме болтов обычно приводят к тому, что один или несколько болтов находятся в подшипнике в исходном, ненагруженном состоянии. Кроме того, даже с идеально расположенными отверстиями обычный метод монтажа приводит к тому, что вес соединенных элементов приводит к тому, что некоторые из болтов оказываются в прямом положении, когда элемент опирается на ослабленные болты, а подъемный кран отцепляется. Дополнительная нагрузка в том же направлении не вызовет существенного дополнительного проскальзывания сустава».
6.5.5. Когда болт установлен в вертикальном положении, головка болта должна быть направлена вверх?
Нет, когда болт установлен в вертикальном положении, головка болта не должна быть направлена вверх. Нет требования, определяющего направление входа болта. Некоторые люди считают, что болты следует устанавливать головкой вверх, чтобы ослабленный болт не выпал из отверстия. Однако падающая гайка почти так же опасна, как падающий болт, и не следует полагаться на то, что болт без гайки выдержит нагрузку.
6.5.6 Должны ли гайки устанавливаться так, чтобы маркировка была видна после установки?
Ни в спецификации AISC, ни в спецификации RCSC нет положений, касающихся ориентации гайки. Маловероятно, чтобы гайки систематически устанавливались маркировкой внутрь, поэтому вполне вероятно, что хотя бы часть маркировки будет видна при осмотре. У производителей есть возможность сделать гайки либо с двойной фаской, либо с одной шайбой, но для обеих конфигураций допускается любая ориентация при установке.
|
Отказы болтов — зачем учиться распознавать виды механических отказов
Июнь 2021
Даже простые компоненты, такие как болты, могут выйти из строя по многим причинам. Для анализа первопричин (RCA) очень важно диагностировать вид отказа. Фактически, для любого RCA одним из первых шагов является диагностика вида отказа на основе изучения самого отказавшего компонента. В противном случае RCA может неправильно устранить истинную основную причину сбоя. Хотя ничто не заменит лабораторный анализ, проводимый экспертами, несколько распространенных режимов отказа болтов можно распознать только при визуальном осмотре после небольшой тренировки.
Ниже приводится сводка некоторых из наиболее распространенных причин отказов болтов и методов, используемых для диагностики вида отказа.
Усталостное разрушение
Наиболее частым видом разрушения болтов является усталостное разрушение. Болты могут выйти из строя по нескольким причинам, в том числе (1) болт не был достаточно предварительно нагружен/натянут во время установки, (2) потерял предварительный натяг во время эксплуатации, (3) приложенная циклическая нагрузка была чрезмерной – намного выше предела прочности болт и/или (4) болт был недостаточно прочным (проблема качества/неправильный класс).
Тем не менее, прежде чем исследовать эти варианты, нужно сначала убедиться, что отказ действительно произошел из-за усталости, иначе они могли бы тратить свое время на поиски неправильных проблем. Основным методом диагностики усталостного разрушения является исследование поверхности излома и выявление его признаков усталостного разрушения. Визуальной идентификации усталости можно научиться с помощью тренировок.
Вязкая и сдвиговая перегрузка
Вязкое или сдвиговое разрушение может произойти из-за (а) чрезмерного крутящего момента во время установки, (б) чрезмерной нагрузки во время эксплуатации и/или (в) сильно недостаточной прочности болтов. Диагностика вязкой и сдвиговой перегрузки также может быть завершена визуальным осмотром, если знать, что искать. После того, как будет диагностирован отказ из-за перегрузки, рассмотрите возможность проверки геометрии болта/гайки, методов установки и события нагрузки во время отказа. Рекомендуется всегда проверять качество болта после разрушения при сдвиге (твердость, прочность, подтверждение типа стали и т. д.).
Как только человек научится распознавать усталостную, вязкую и сдвиговую перегрузку, это станет причиной подавляющего большинства отказов болтов. Существует множество других механизмов повреждения, которые мы обсудим и которые также могут привести к выходу из строя болтов, для выявления большинства из которых требуется лабораторный анализ. Но это редкость по сравнению с механическими поломками. Вот почему, если бы специалисты по надежности, инженеры по техническому обслуживанию или другие инженеры, имеющие дело с отказами оборудования, научились распознавать/интерпретировать механические отказы, они бы в большинстве случаев знали, с чем имеют дело и могут ли потребоваться дополнительные лабораторные исследования.
Охрупчивание материала
Неправильная термическая обработка и некоторые условия эксплуатации могут привести к охрупчиванию стали, в результате чего болты могут выйти из строя при низкой деформации/изгибающей нагрузке или ударе. Хрупкое разрушение происходит либо во время установки, при первом значительном нагружении, либо после многих лет деградации.
Хрупкий излом образует визуально распознаваемые трещины. Однако только визуальный осмотр не дает такой же степени достоверности, как усталостные и пластические разрушения. Лабораторный анализ необходим для подтверждения хрупкого разрушения, а затем для оценки того, почему материал вышел из строя хрупким образом. Например, какой механизм охрупчивания постоянно вызывал потерю пластичности. Как только охрупчивание обнаружено и в зависимости от того, было ли это охрупчивание при производстве или при эксплуатации, можно оценить, все ли болты в одном и том же приложении подвержены риску. Или если целая партия болтов находится под угрозой.
Повреждение водородом
Некоторые высокопрочные болты подвержены риску повреждения водородом. Хотя термин «охрупчивание» называется «водородным охрупчиванием», он немного вводит в заблуждение, поскольку трещина растет в течение нескольких дней или недель под напряжением, а не из-за того, что материал на самом деле становится хрупким. Оцинкованные или кадмиевые высокопрочные болты со значениями твердости более 39 HRC подвергаются наибольшему риску отказов из-за водорода. Процессы травления и гальванопокрытия во время производства могут вводить водород, а гальванопокрытие задерживает водород. Если не пропечь должным образом, захваченный водород может привести к замедленному растрескиванию через несколько дней или недель после установки. Водород также может быть введен во время эксплуатации в результате некоторых форм коррозии.
Водородная хрупкость диагностируется путем осмотра поверхности излома, лабораторных испытаний на водород и оценки металлургического состояния болта. После того, как будет диагностировано водородное охрупчивание, продолжающееся расследование должно будет сузить источник водорода — либо производство/гальваническое покрытие, либо коррозия, вызванная обслуживанием.
Коррозионное растрескивание под напряжением
Болты, находящиеся под постоянным напряжением, подвержены коррозионному растрескиванию под напряжением (SCC), если они подвергаются воздействию коррозионных агентов на водной основе. Воздействие любой агрессивной среды усугубляется при более высоких температурах. Со временем болты, подвергшиеся воздействию неправильных составов, могут начать трескаться и в конечном итоге выйти из строя. Каждый тип материала восприимчив к различным коррозионным агентам. Закаленные углеродистые стали подвержены риску SCC при воздействии различных соединений, включая аммиак, щелочи и соединения на основе серы. Нержавеющие стали наиболее подвержены растрескиванию на основе хлоридов.
Основным методом диагностики коррозионного растрескивания под напряжением является исследование с использованием оптического микроскопа. Для определения агентов коррозии, вызывающих растрескивание, лабораторный анализ часто включает анализ с помощью энергодисперсионной спектроскопии (ЭДС). Если невозможно предотвратить воздействие на болты подобных коррозионных условий в будущем, может потребоваться изменение конструкции или изменение типа материала болта для предотвращения отказов в будущем.
Резюме и выводы
Крепеж может выйти из строя по целому ряду причин, каждая из которых требует совершенно разных решений для предотвращения повторных отказов.