особенности, требования, ГОСТ и расшифровка
Болт представляет собой металлическую деталь в виде цилиндра с наружной резьбой. На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
Формы головок
- Шестигранная.
- Квадратная.
- Круглая.
- Цилиндрическая.
- Коническая.
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.

На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.

Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.

- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия. В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.

- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.

С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.
- 12 — диаметр болта в миллиметрах.
- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13. В данном случае вид покрытия 04, а его толщина — 07 мкм.

Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
fb.ru
Обозначение болтов по ГОСТ – читаем фабричные знаки правильно + видео
1 Что называют болтами – их виды и назначение
Это крепежное изделие нашло свое широкое применение. Невозможно представить промышленную область, в которой бы не использовались болты. Строительство, авиа-, машино-, судостроение, да и просто быт – во всех этих сферах они незаменимы. С их помощью можно получить прочное, надежное и, что очень удобно, разъемное соединение. Состоит этот крепежный элемент из двух частей – стержня, на котором нанесена резьба, и головки. Она чаще всего имеет шестигранную форму.
Классифицируются метизы в зависимости от назначения, формы и прочности изделия. Более подробно остановимся на понятии класс прочности. Эта характеристика определяет механические свойства крепежа. Всего существует 11 классов. Обозначаются они двумя числами, разграниченными точкой. Первое число, умноженное на 100, соответствует номинальному временному сопротивлению. Например, для крепежа с классом точности 3.6 оно составляет 300 Н/мм2. А умножив следующую цифру на 10, узнаем номинальный предел текучести. Для вышеуказанного болта он будет составлять 60 Н/мм2.

Мебельный болт
Рекомендуем ознакомиться
Существуют специальные мебельные болты с классом прочности не более 5.8. Они используются преимущественно в строительстве и мебельной промышленности. А вот лемешные и дорожные крепежи уже могут иметь более высокий класс прочности – 8.8. Первые нашли свое применение при монтаже навесного оборудования сельскохозяйственных машин. Наибольшим классом прочности (до 12.9) обладают машиностроительные изделия, так как именно они участвуют в сборке ответственных конструкций.
По форме болты бывают откидными, изготавливаемые в соответствии с ГОСТ 3033–78. Их особенность – головка, выполненная в виде подвижной части шарнирного соединения. А вот верхняя часть рым-болта, с особенностями которого можно более подробно ознакомиться, изучив ГОСТ 4751–73, представляет собой кольцо. Эти изделия особенно актуальны при монтаже установок, разгрузочных и погрузочных работах, для буксировки. А все благодаря уникальной конструкции. Стержень болта ввинчивается в посадочное отверстие, а за кольцо можно зацепить крюк, привязать веревку.
Анкерные болты (ГОСТ 24379.1–2012) незаменимы, если необходимо закрепить на стене тяжелый предмет, подвесить что-нибудь к потолку либо зафиксировать массивную конструкцию. Это распорный элемент. Во время его закручивания гайка, находящаяся на конце изделия, втягивается внутрь корпуса и расширяет его.
Различными могут быть головки болтов. Наиболее распространенной по праву можно назвать шестигранную, которая идеально подходит под гаечный ключ. Эти изделия изготавливаются в соответствии с требованиями, указанными в ГОСТ 7798.7817–80, 10602–94 и 18125–72. Но также существуют и метизы с полукруглыми и потайными головками (ГОСТ 7783–81, 7801–81, 7802–8 и 7785–81, 7786–81, 17673–81). Заслуживают внимания изделия с фланцем. Конструкционно они напоминают стандартные детали, только имеют дополнительный фланец. Он внешне напоминает обыкновенную гайку.
2 Какие обозначения болтов можно встретить в чертежах?
Условное обозначение метизов появилось в СССР в начале прошлого столетия. В полном обозначении указываются абсолютно все параметры, начиная от названия метиза и его класса прочности и заканчивая номером стандарта. Состоит оно из 13 позиций. Первым указывается название изделия, далее следует класс точности. Третью позицию занимает исполнение изделия. В зависимости от государственного стандарта оно может быть в 4 вариантах. Если применяется исполнение 1, то оно не указывается. Изделия исполнения 2 имеют на конце резьбовой части отверстие под шплинт, а 3 – пару сквозных отверстий в головке. Метиз исполнения 4 не имеет никаких дополнительных отверстий.

Метизы
На чертежах, размещенных в справочниках, отмечены такие параметры как длина, диаметр стержня и резьбы для каждого вида метизов. Далее в обозначении оговаривается номинальный диаметр, шаг, направление и поле допуска резьбы. Восьмую позицию занимает длина изделия. За ней указывается класс прочности. Причем в этом случае значения номинального временного сопротивления и предела текучести могут не разграничиваться точкой. Следующим идет указание о применении автономной либо спокойной стали. Далее следует марка материала. Последние две позиции занимают сведения о покрытии и номер государственного стандарта.
3 Где искать маркировку на изделии и что из нее можно узнать?
В этом пункте мы остановимся на основных правилах маркировки метизов. Если речь идет о болтах с шестигранной головкой, то обязательно указывается класс прочности, товарный знак производителя. На изделия с левой резьбой наносится специальное обозначение. Маркировка может быть как углубленной, так и выпуклой, а размер символов полностью определяет производитель.

Маркировка болтов
В случае, когда для изготовления метизов класса прочности 10.9 применяют низкоуглеродистые мартенситные стали, класс подчеркивается прямой линией. Наносится обозначение на торцевую либо боковую поверхность головки. В последнем случае знаки маркировки делаются преимущественно углубленными. Правда, допускаются и выпуклые символы, главное, чтобы они не выводили за пределы норм параметры изделия. Размеры символов определяются производителем.
4 Что прописано в ГОСТ – требования к качеству
К метизам предъявляются весьма серьезные требования, ознакомиться с которыми можно в ГОСТ. Также в государственных стандартах приведены и эскизы изделий. На чертежах представлена не только конструкция болтов, но также расположение и особенности маркировки. На поверхности стержневых элементов должны отсутствовать следы коррозии, механических повреждений и трещины напряжений. Возможно наличие штамповочных трещин длиной менее 1d, шириной и глубиной, не превышающей 0,04d метиза на головках и торцах стержней болтов. Глубина раскатных пузырей должна быть менее 0,03d.

Виды болтов
Выбраковывается и продукция с наличием рванин, если они проходят дальше фаски на торце головки либо заходят на опорную поверхность. А дефекты, расположенные на ребрах шестигранника, не должны выводить окружность за предельные размеры. Ширина рванин, находящихся на кромке углубления шестигранной головки, не может превышать 0,06d. А их глубина должна быть менее высоты углубления. Еще допускается наличие рябизны. Для болтов диаметром менее М12 глубина дефекта может быть не более 0,25 мм. Для метизов большего диаметра этот параметр не должен превышать 0,02d. Не выбраковывается продукция и с незначительными заусенцами на опорной поверхности головки.
Готовая продукция подвергается двум видам контроля: визуальному и металлографическому. С помощью первого получается выявить большинство дефектов. При этом визуальный контроль проводится без использования каких-либо увеличительных приборов. В последнем случае речь идет о магнитных методах испытания либо глубоком травлении.
tutmet.ru
Маркировка болтов и гаек – полная расшифровка всех обозначений
Болт как изделие для крепежа – цилиндрический стержень, имеющий резьбу и головку. По форме она бывает разной – квадратная, шестигранная и более сложных конфигураций. Но принцип нанесения маркировки болтов – общий. Как ее расшифровать и применить на практике — об этом и поговорим в данной статье.
Маркировка крепежа производится в соответствии с ГОСТ №№ 1759.0 от 1987 года, 18126 от 1994 года. Однако литеры на отдельные разновидности болтов наносятся и по другим стандартам. Например, для образцов фундаментных применяется ГОСТ № 24379.1 от 1980 года.
Виды маркировки болтов
Полная

 Пояснения
Пояснения
 Пояснения
Пояснения- Существует 3 класса точности крепежных деталей. Для болтов и гаек данный параметр не указывается (позиция 2), так как все они, согласно стандарту, относятся к категории B.
- Вариантов исполнений бывает 4. Если болт первого, то цифра «1» не проставляется.
- Существующие виды резьбы: Тр – трапецеидальная, К – коническая, М – метрическая. Ее диаметр и шаг – в «мм». Если она традиционная (правая), то это подразумевается. При левой резьбе ставится символ LH (позиция 6).
- Толщина покрытия (на позиции 12) выражается в «мкм».
При сокращенной маркировке указываются только наиболее существенные параметры. При упрощенной указываются главные характеристики — как правило, длина и сечение. Например, 16 х 25.
Что наносится на головку болта
- Стрелка. В случае если резьба – левая. Для правой, традиционной, маркировка не предусмотрена.
- Класс прочности металла (сплава). Варианты расположения знаков показаны в таблице.

По видам стали
Углеродистые, например – 8.8.
- 1 – показывает предельную нагрузку места соединения (т/см2).
- 2 (через точку) – отношение пределов (текучести/прочности) х 10.
Мартенситные (с минимальным содержанием углерода). Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
«Оцинковка»
- А2 – марка сплава.
- 70 – предел прочности.
Фирменный знак изготовителя
Клеймо может быть углубленным либо выпуклым, а размеры символов определяются производителем изделий.
ismith.ru
Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.

Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.

Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.

Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».

Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.

Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.

Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
ГОСТ 7798-70 БОЛТЫ ГОСТ 7798-70 БОЛТЫ БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ КЛАССА ТОЧНОСТИ В. ГОСТ 7798-70
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Конструкция и размеры | ГОСТ |
Дата введения — 01.07.72
1. Настоящий стандарт распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 4728-84.
(Измененная редакция, Изм. № 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1, 2.
(Измененная редакция, Изм. № 2-6).
3. Резьба — по ГОСТ 24705. Сбег и недорез резьбы — по ГОСТ 27148. Концы болтов — по ГОСТ 12414.
(Измененная редакция, Изм. № 5).
3а. Радиус под головкой — по ГОСТ 24670.
36. Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
3в. Допустимые дефекты поверхности болтов и методы контроля — по ГОСТ 1759.2.
3а — 3в. (Введены дополнительно, Изм. № 4).
4. (Исключен, Изм. № 4).
5. Варианты исполнения головки устанавливает изготовитель.
5а. Допускается изготавливать болты с диаметром гладкой части стержня d1 приблизительно равным среднему диаметру резьбы.
(Введен дополнительно, Изм. № 3).
5б. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 k.
(Введен дополнительно, Изм. № 5).
6. Технические требования — по ГОСТ 1759.0.
7. (Исключен, Изм. № 2).
8. Масса болтов указана в приложении 1.
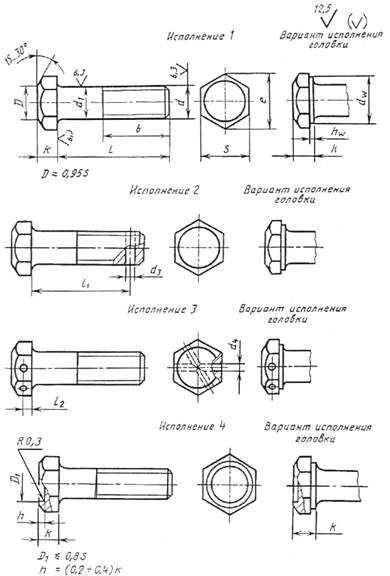
Таблица 1
Номинальный диаметр резьбы, d | 6 | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | |
Шаг | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
резьбы | мелкий | — | 1 | 1,25 | 1,5 | 2 | 3 | |||||||||
Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
Размер «под ключ» S | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | |
Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | |||||||||||||
Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
Диаметр отверстия в головке d4 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
Расстояние от опорной поверхности до оси отверстия в головке l2 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечания:
1. Размеры болтов, заключенные в скобки, применять не рекомендуется.
2. Допускается изготавливать болты с размерами, указанными в приложении 2.
Таблица 2
| Длина болта, l | Длина резьбы b и расстояние от опорной поверхности головки до оси отверстия в стержне l1 при номинальном диаметре резьбы d (знаком ´ отмечены болты с резьбой на всей длине стержня) | |||||||||||||||||||||||||||||
| 6 | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | ||||||||||||||||
| l1 | b | l1 | b | l1 | b | l1 | b | l1 | b | l1 | b | l1 | b | l1 | b | l1 | ||||||||||||||
www.12821-80.ru
16. Стандартные резьбовые крепежные детали и их условные обозначения
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
16.1. Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта: Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ι ; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
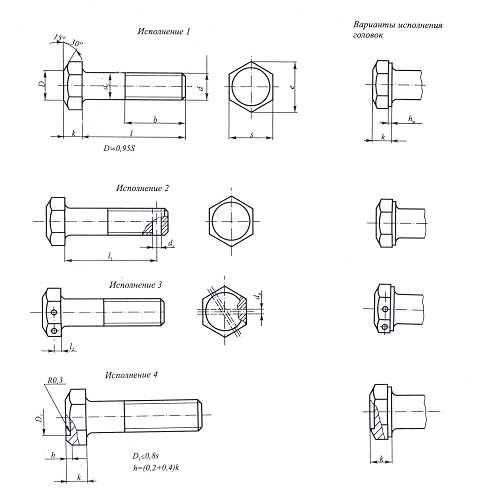
Рисунок 16.1
16.2. Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки: Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
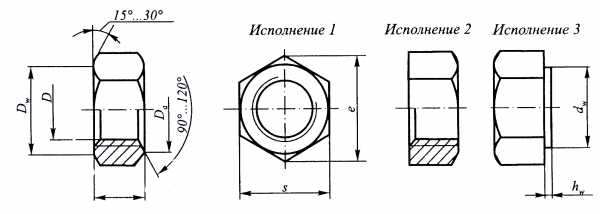
Рисунок 16.2
Рисунок 16.3 Рисунок 16.4
Рисунок 16.5
16. 3 Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта: Винт А М 8 — 6 g × 50. 48 ГОСТ Р 50404-92 –
А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 – класс прочности.
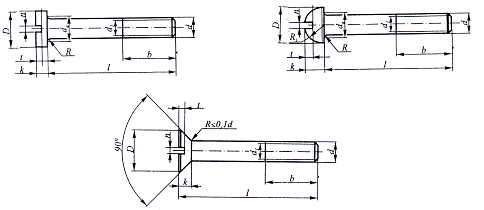
Рисунок 16.6
16. 4 Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1: М 24-6g×80.36 ГОСТ 22032-76 – М 24 — номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки l; 36 – класс прочности.

Рисунок 16.7
ℓ-длина шпильки, ℓ0-длина гаечного конца, ℓ1-длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: ℓ1=d – в деталях из стали, бронзы, латуни, титана; ℓ1=1,25 и 1,6 – в деталях из ковкого и серого чугуна; ℓ1=2d и 2,5d – в деталях из легких сплавов.
studfiles.net
Маркировка болтов
Согласно ГОСТ 1759.0—87 болты c шестигранной головкой, винты с внутренним шестигранником и диаметром резьбы d ≥5 мм и шпильки с d ≥ 12 мм должны иметь маркировку, обозначающую класс прочности. Классы прочности 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8 и 6.9 маркируются по соглашению между потребителем и изготовителем.
Размеры знаков маркировки устанавливаются изготовителем.Клеймо завода и маркировочные знаки должны наноситься на головку болта или винта и на торец конца шпилек.
Маркировка болтов, винтов и шпилек может быть выпуклой или углубленной.
Условные обозначения маркировки болтов.
Обозначения болтов, винтов и шпилек из углеродистых сталей классов прочности 3.6 … 6.9, а также гаек из углеродистых сталей классов прочности 4 … 8 и изделий из цветных сплавов состоят из наименования детали, исполнения, диаметра резьбы, длины болта, мелкого шага, полей допуска резьбы, указаний о применении материала, класса прочности или группы, вида покрытия и номера размерного стандарта.
Болты, винты и шпильки классов прочности 8.8, 10.9, 12.9, 14.9 и гайки классов прочности 10, 12 и 14, изделия из коррозионно- и жаростойких, жаропрочных и теплоустойчивых сталей, а также детали, материал которых не предусмотрен ГОСТ 1759.0—87, следует обозначать так же, только необходимо указать марку стали или сплава.
Класс точности резьбы 3, крупный шаг резьбы, исполнение 1, вид покрытия 00 (без покрытия) в обозначении не указывается.
Пример маркировки болта: Обозначение болта по ГОСТ 7795—70 диаметром 10 и длиной 60 мм с полем допуска резьбы 6g из стали 38ХА с цинковым покрытием:
Болт M10X60.6g.38XA.88.09. ГОСТ 7795—70; с мелким шагом резьбы (исполнение 2)
Болт 2M10X60Xl.25.6g.38XA.88.09.ГOCT 7795—70.
metiz-bearing.ru