Н3118 Ножницы гильотинные для листового металлаСхемы, описание, характеристики
Сведения о производителе гильотинных ножниц Н3118
Изготовителем ножниц Н3118 является Львовский завод алмазного инструмента.
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза. Резка может производиться как по разметке, так и с помощью заднего упора.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 200 кН (20 тс)
- Частота ходов ножа, не менее — 55 мин-1
- Ход ножа — 80 мм
- Угол наклона подвижного ножа — 1°30′
- Мощность привода — 7,5 кВт
- Вес машины полный — 5,1 т
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
ВНИМАНИЕ! При резке полос шириной менее 12 мм возможно заклинивание полосы между линейкой заднего упора и ножами в связи с не деформацией.
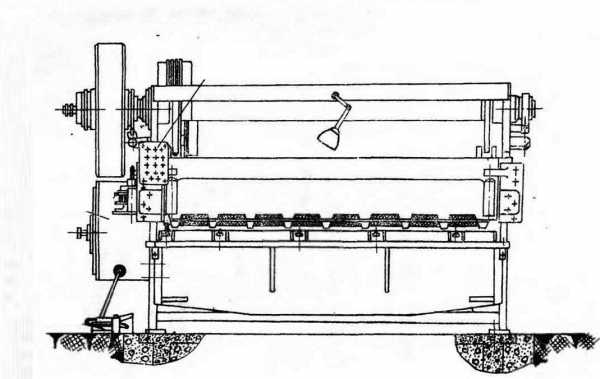
Общий вид гильотинных ножниц Н3118
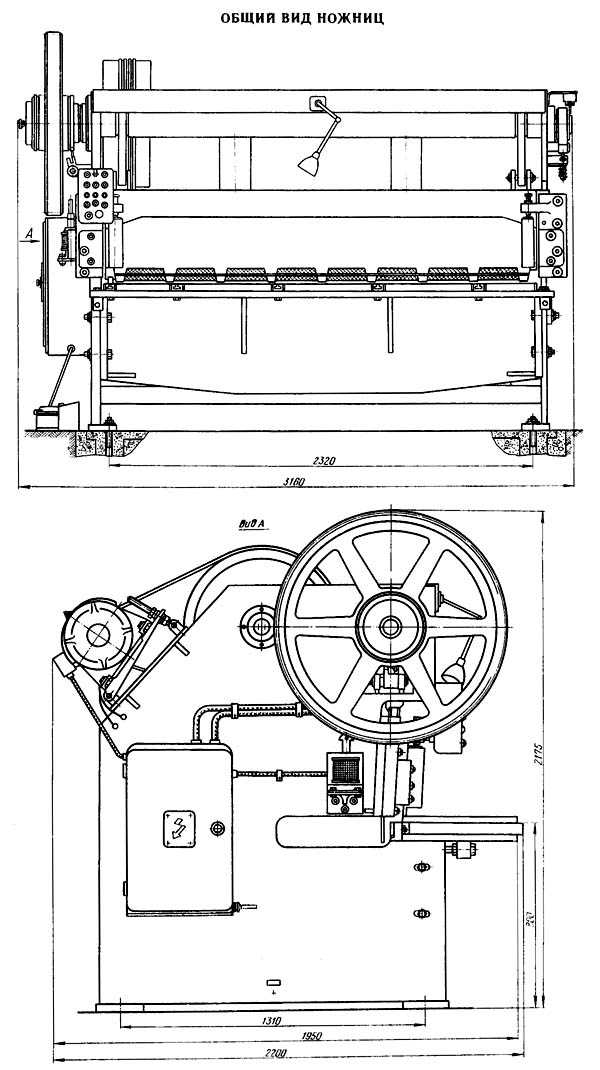
Общий вид гильотинных ножниц Н3118
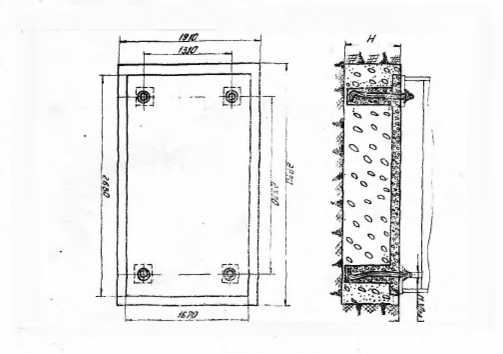
Посадочные и присоединительные базы ножниц Н3118

Посадочные и присоединительные базы ножниц Н3118
Фото гильотинных ножниц с наклонным ножом Н3118

Фото ножниц Н3118

Фото ножниц Н3118

Фото ножниц Н3118
Кинематическая схема ножниц Н3118
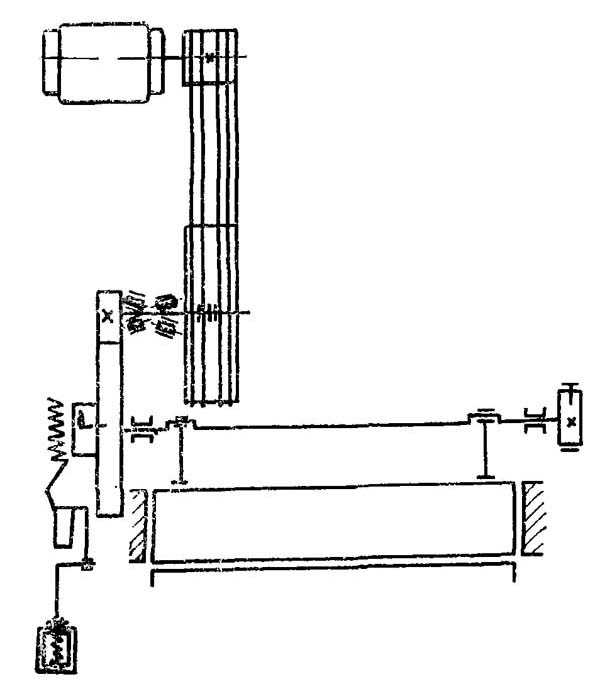
Кинематическая схема ножниц Н3118
Расположение органов управления гильотинными ножницами Н3118

Пульт управления ножницами Н3118
Перечень органов управления на пульте управления ножницами Н3118
- Переключатель режима (ПP) «Одиночный ход» — «Автоматический ход»
- Переключатель режима (ПУ) «Управления педалью» — «Управление кнопками»
- Кнопка «Одиночный ход»
- Пуск двигателя
- Выключатель цепи управления
- Кнопка «Общий стоп»
- Кнопка «Стоп» автоматических ходов
Конструкция гильотинных ножниц Н3118
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина (рис. 10)
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек 1 и 3, связанных между собой уголками 2.
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 13, предварительно отпустив болты И и 12, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На столе имеются удлинители 7, с Т-образными пазами для крепления упоров.
На левом крае стола имеется зафиксированный штифтами удлинитель 8, в Т-образном пазу которого крепится упор 9 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 10, по которым перемещается ножевая балка.
Привод, приводной и коленчатый валы гильотинных ножниц Н3118 (рис. 11 и 12)
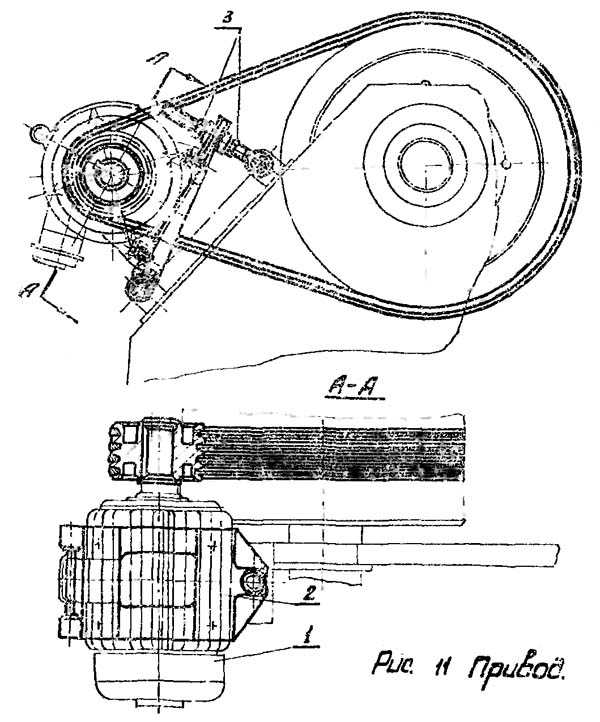
Привод гильотинных ножниц Н3118
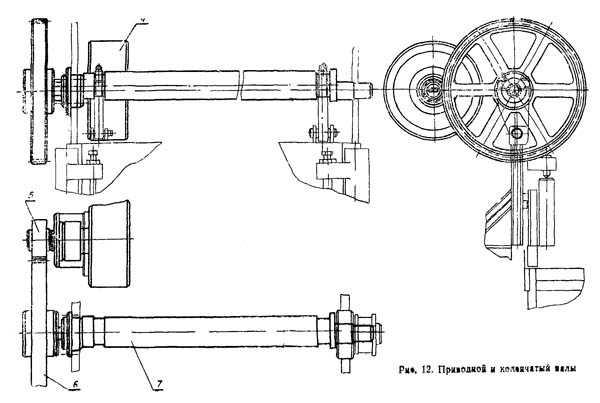
Приводной и коленчатый валы гильотинных ножниц Н3118
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118 (рис.13)

Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.15)
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Для получения одиночных резов переключатель ПР ставится в положение «одиночный ход», переключатель ПУ ставится в положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем 2, освобождая зацепляющийся с ним хвостовик 4 (рис. 13), связанный с рабочей поворотной шпонкой. После того под действием пружин 6 (см. рис. 13) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Регулировка зазора между ножами
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии разреза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола (см. рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 500 МПа (50 кг/мм2), максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1,5÷3; 3÷6,3. Зазор между ножами, мм. — 0,15; 0,35.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
Электрооборудование гильотинных ножниц Н3118
- Силовая цепь ~380 В 50 Гц
- Цепи сигнализации ~4 В
- Цепи управления ~36 В
- Цепь постоянного тока =24 В
- Главный привод — 7,5 кВт, 1500 об/мин, А02-51-4
Чертеж ножа гильотинных ножниц Н3118-11-402
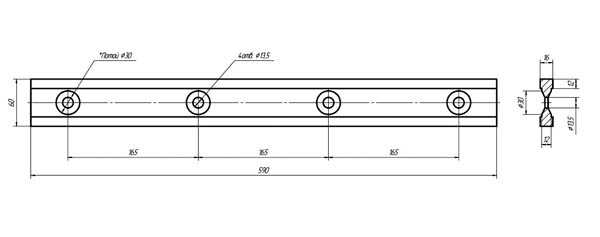
Чертеж ножа гильотинных ножниц Н3118-11-402
Нож для гильотинных ножниц Н3118 16 х 60 х 590. Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Видеоролик.
Технические характеристики гильотинных ножниц Н3118
| Наименование параметра | Н3118 | |
|---|---|---|
| Основные параметры ножниц | ||
| Класс точности | 2 | |
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 6,3 | |
| Номинальное усилие реза, кН (тс) | 200 (20) | |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | |
| Число ходов ножа в минуту не менее | 55 | |
| Ход ножа, мм | 80 | |
| Угол наклона подвижного ножа в градусах | 1°30′ | |
| Ширина отрезаемого листа по заднему упору, мм | 900 | |
| Число режущих кромок ножа | 4 | |
| Расстояние между стойками в свету, мм | 2410 | |
| Максимальное усилие реза, кН (тс) | 500 (50) | |
| Усилие прижима, кг | ||
| Режимов работы | 2 | |
| Тип тормоза | ленточный | |
| Тип муфты | с поворотной шпонкой | |
| Электрооборудование | ||
| Электродвигатель, кВт (об/мин) | 7,5 (1500) | |
| Габарит и масса ножниц | ||
| Габарит ножниц (длина х ширина х высота), мм | 1930 х 3160 х 2175 | |
| Масса ножниц, кг | 5100 |
Полезные ссылки по теме
Каталог справочник однокривошипных прессов
Каталог справочник механических прессов
Паспорта и схемы к однокривошипным прессам и кузнечно-прессовому оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Н3118 Ножницы гильотинные, кривошипные
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
ножницы кривошипные Н3118 листовые с наклонным ножом
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
Комплект поставки ножниц Н3118 кривошипных листовых с наклонным ножом
Наименование | Кол-во на установку |
Н3118 | |
Станок в сборе | 1шт |
Паспорт | 1шт |
Педаль электрическая | 1шт |
Шприц | 1шт |
Строение и работа основных органов кривошипных ножниц Н3118
Станина ножниц кривошипных Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц кривошипных Н3118
Приводной и коленчатый валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Муфта включения ножниц кривошипных Н3118
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
Тормоз ножниц кривошипных Н3118
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
Пульт управления ножниц кривошипных Н3118
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Символы органов управления ножниц Н3118
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
- Обкатку производить в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.
- После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
- До устранения обнаруженных неисправностей ножницы в работу не включать.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
Настройка и регулировка кривошипных листовых ножниц Н3118
Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
Наименьшая ширина полосы, которую можно резать ножницами Н3118 без существенной деформации на ножницах составляет 12 мм.
Уменьшение ширины отрезаемой полосы ведет к процессу скручивания и может послужить причиной заклинивания отрезанной полосы между линейкой заднего упора и ножами стола.
Электросхема ножниц Н3118 предусматривает возможность работы в режимах:
- Одиночный ход
- Автоматический ход/li>
- Ручной проворот
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц Н3118, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц Н3118
В процессе эксплуатации ножниц Н3118 регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Наименование | Приемы регулировки |
Тормоз | Периодически контролировать работу, регулируя натяжение пружины, и не допуская загрязнения шкива тормоза |
Муфта включения | Периодически проверять состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих ножевой балки регулярно проверять на соответствие формам точности |
Прижим | Путем поднятия пружин контролировать достаточность прижима к столу разрезаемого лист во время реза |
Зазор между ножами | Контролировать величину зазора, которая должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа. |
ВНИМАНИЕ!
Резка затупленными ножами не допускается!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена ножей ножниц Н3118
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить второй режущей гранью и закрепить винтами.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
Категорически запрещается:
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Giljotina nojnits н3118, Ножницы гильотинные Н-3118 год выпуска запчасти для н 3118 Н 3118 цена. Н3118 электрическа схема, гильотина по металлу б/у Н3118 запчасти н3118 техномаш н3118 запчасти. ножи н3118, н3118 ножницы купить гильотину нв — 3118 гильотина н 3118. зап части н3118, Н3118 цена электросхема Ножниц гильотинных Н3118 (лист 6,3х2000 мм) инструкция на гильотину н 3118. гильотина н3118 масса, ножницы гильотинные н3118 эл.схема гильотина н3118 техническая характеристика модель Н3118 цена. гильятиновые ножницы н 3118, электрическая схема н 3118 ножницы гильотинные н3118 1973 г. гильотина н3118 б/у. инструкция станок Гильотина Н3118, Н-3118 ножницы механические листовые модель Н-3118 г иркутск н3118. Н-3118 дба, запчасти н3118
www.stanki-zavod.ru
Н3118 ножницы гильотинные кривошипные: паспорт, характеристики
Для разрезания листового металла применяется специальной оборудование, которое называют гильотиной. Конструктивные особенности определяют возможность быстрой обработки стали и других сплавов путем резания. Ножницы гильотинные Н3118 – распространенный представитель рассматриваемой группы оборудования, о котором поговорим подробнее.

Гильотинные ножницы Н3118
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Технические характеристики
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Технические характеристики
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Скачать паспорт гильотинных ножниц Н3118
Скачать чертежи быстроизнашиваемых деталей Н-3118
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.

Гильотина в цеху
Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор механических гильотинных ножниц Н3118
17.01.2017
Кривошипные гильотины Н3118 широко распространены как на отечественном, так и зарубежном рынке производства заготовительных работ. Благодаря надёжной и простой конструкции, ножницы листовые зарекомендовали себя как долговечное оборудование, способное работать практически в любых условиях.
Станок Н3118 предназначен для резки листового металла такими способами, как:
- Прямым;
- Продольным;
- Поперечным.
Ножницы кривошипные с наклонными ножами осуществляют резку металла с помощью заднего упора, а также разметки. Оборудование широко применяется в перерабатывающей промышленности, на заготовительных предприятиях, в металлургии, машин и судостроении химической и лёгкой промышленности.

Правильная установка станка Н3118
Гильотинные ножницы устанавливаются только на горизонтальной поверхности, на фундаменте и крепится с помощью клиньев. Чтобы проверить правильность установки, оператор может воспользоваться уровнем, который желательно устанавливать на столе станка. Если ножницы устанавливаются в рабочем помещении после длительного хранения, то советуется убрать с поверхности оборудования антикоррозийную смазку, очистить станок от пыли и различного рода загрязнений.
Технические особенности станка
Механические гильотины Н3118 состоят из таких основных элементов, как:
- Базовый узел — крепкая станина, на которую крепятся другие детали оборудования. Станина представляет собой сварную конструкцию с двумя стойками и связывающими их уголками.
- Задний упор, благодаря которому можно установить нужные размеры металлического листа для резки.
- Муфта включения;
- Электрооборудование, которое осуществляет привод станка.
- Система смазки;
- Режущий механизм и др.
Запуск оборудования
Перед тем, как запускается оборудование, оператор должен просмотреть механизм и оценить состояние деталей и запчастей. В обязательном порядке необходимо залить смазку в подвижные элементы и заполнить ею устройство. Благодаря этим действиям возможно продлить срок использования оборудования и сохранить точность реза листового металла.
Первоначальный запуск Н3118 начинается с механического поворота маховика, что осуществляется за счёт лома. Если после таких действий оператор не обнаружил неисправности, то такие действия повторяются второй и третий разы, после чего подготавливается оборудование к запуску в автоматическом режиме.
Первый запуск гильотинных ножниц длится около двух часов, а именно:
- Первый час – Н3118 работает на одиночном ходе;
- Второй час – в автоматическом режиме.
Во время первого запуска и после остановки станка, оператор должен осматривать агрегат на правильность работы и целостность деталей и механизмов. Если вдруг обнаружены неисправности, то их нужно устранить, но при выключенном станке от сети питания.
Важно! Проводить резку листового металла и его сплавов не советуется затупленными ножами, что может привести к поломке всего механизма. От простоя рабочего процесса и потерь сможет защитить своевременная точная заточка ножей.
Особенности управления станком
В процессе работы рекомендуется следить за муфтой выключения, тормозом, ножевой балкой, прижимом и зазором между режущими элементами, которые время от времени необходимо регулировать.
Чтобы отключить станок и прекратить его работу, оператору рекомендуется воспользоваться при:
- Одиночном режиме работы – бесконтактным конечным выключателем и промежуточным реле;
- Автоматическом режиме работы – кнопкой на панели управления.
Механические кривошипные гильотины Н3118 имеют три основных режима работы:
- Ручной поворот;
- Одиночный ход;
- Автоматический режим или непрерывный ход.
Чтобы управлять ножницами, необходимо воздействовать на педаль, кнопки или провернуть ломом маховик (данный способ используется только при первоначальной наладке станка). Пульт управления оборудованием оснащён запираемым выключателем цепи управления, который позволяет полностью отключить станок от сети питания.
Технические характеристики Н3118:
- Ход ножа – 80 мм;
- Габариты Н3118 – 3000х2000х2200 мм;
- Масса оборудования – 5100 кг;
- Мощность электродвигателя – 7,5 кВт;
- Максимальный угол наклона подвижного ножа — 1°30′;
- Толщина листов, которые возможно разрезать на станке – 6,3 мм;
- Класс вибрации – С2;
- Ширина разрезаемых листов на Н3118 – 2000 мм.
Обратите внимание! При сборе и разборе оборудования стоит использовать инструкцию по эксплуатации, благодаря чему можно избежать неграмотного формирования основных узлов станка.
Гильотина может быть дополнительно укомплектована таким оснащением, как:
- Откатная тележка, которая предназначена для перемещения деталей и заготовок из рабочей зоны, где осуществляется резка;
- Лазерный указатель линии реза;
- Рольганг для подачи листового проката в зону реза.
Безопасность и защита
Обязательным условием безопасной работы оборудования Н3118 и оператора является правильно созданное заземление. Категорически запрещается проводить рабочую резку металла, если имеются неисправности.
Для улучшения безопасной эксплуатации оборудования, механический станок Н3118 оснащён замками:
- На пакетном выключателе цепи управления;
- На переключателях режимов работы;
- На органах управления;
- На дверце электрошкафа.
Ножницы гильотинные Н3118 обладают отличными техническими характеристиками, позволяющими применять оборудование при больших и мелких объемах производства. За счёт нескольких режимов работы, можно исключить вероятность простоя станка при поломке запчастей одного из механизмов включения. Простота управления, минимальное техническое обслуживание и функциональность позволяют эксплуатировать станок в различных климатических зонах страны.
Поделиться новостью:
Назад к новостям
ck-stroyavto.ru
Гильотины по металлу Российского производства Н-3118 в Москве
Москва Санкт-Петербург Астрахань Белгород Благовещенск Брянск и область Великий Новгород Владимир и обл Владивосток Волгоград Вологда и обл Череповец Воронеж Екатеринбург и обл Нижний Тагил
Иваново Ижевск Иркутск Казань (Татарстан) Калуга и обл Кемерово Краснодар и край Красноярск Набережные Челны Новосибирск Новороссийск Курск Липецк Нижний новгород Дзержинск
Новокузнецк Омск Орел Оренбург Пенза Пермь Петрозаводск Псков Ростов-на-Дону Ставрополь Самара и обл Тольятти Саранск Саратов Смоленск
Сургут Сыктывкар Тамбов Тверь Тула Тюмень Уфа и республика Чебоксары Чита Ярославль и область Респ. Казахстан
stanko-prof.ru