НА3225 Ножницы гильотинные, кривошипные НА-3225 Завод ПромСтройМаш
Ножницы НА3225 предназначены для прямолинейной резки листового и полосового материалов. Гильотины используются в заготовительных цехах предприятий машиностроения, судостроения и других отраслей промышленности. На гильотинных ножницах возможна резка неметаллических листовых материалов, исключающих затупление и растрескивание кромок ножей. Станина сборная с неподвижным столом, на котором закреплен комплект ножей. Ножевая балка перемещается по боковым роликовым опорам, а в передней части по двум плоским направляющим. Разрезаемый лист в момент реза прижимается к столу гидравлическими прижимами. Управление ножницами кнопочное и педальное. Режим работы: наладочный, одиночные и непрерывные хода.
СОСТАВ И КОМПЛЕКТ ПОСТАВКИ НА3225
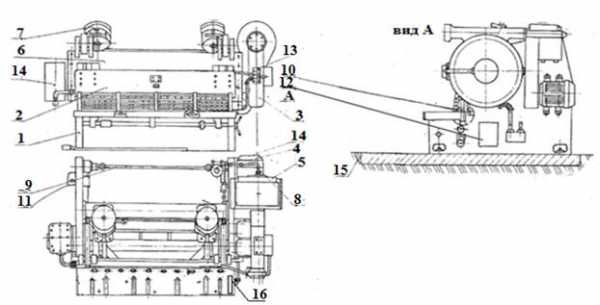
Рис. 1. Общий вид ножниц НА3225
Наименование и обозначение основных узлов ножниц НА3225 представлены в таблице
Поз. | Наименование составных частей | Обозначение | Поз. | Наименование составных частей | Обозначение |
1 | Станина | НА 3225-11-001 | 9,17 | Привод заднего упора | НА 3225-51-001 |
2 | Балка прижимная | НА 3225-13-001 | 10 | Защитная решетка | НА 3225-52-001 |
3 | Редуктор | НА 3225-21-001 | 11 | Маслостанция | НА3225-81-001 |
4 | Привод и ограждение | НА 3225-22-001 | 12 | Электрошкаф | НА 3225-92-001 |
| 5 | Муфта-тормоз | НА 3225-23-001 | 13 | Пульт управления | НА 3225-94-001 |
6 | Балка ножевая | НА 3225-31-001 | 14 | Насос гидравлический | 1-20-003 |
7 | Уравновешиватель | НА 3225-33-001 | 15 | Фундамент | НА 3225-01-001 |
8 | Воздухопровод | НА 3225-43-001 | 16 | Боковой упор | НА 3225-61-001 |
Комплект поставки ножниц НА3225 содержит:
- ножницы НА 3225 в сборе – 1 шт.,
- шприц – 1 шт.,
- болт М36 (для фундамента) – 4 шт.,
- педаль электрическая – 1 шт.,
- руководство по эксплуатации – 1 шт.,
- «СОЛО 3» СУ 60.000.06РЭ – 1 шт..
Ножницы предназначены для резки листового материала с пределом прочности ≤50кг/мм².
Изготавливаются в климатическом исполнении «УХЛ» категория размещения 4 по ТУ 3828-005-81244053-2010 и предназначены для эксплуатации в помещениях с t воздуха +1°С…+55°С.
Группа условий эксплуатации Л (легкая) согласно ТУ 3828-005-81244053-2010.
СТРОЕНИЕ И РАБОТА ОСНОВНЫХ УЗЛОВ ножниц НА3225
Станина ножниц НА3225
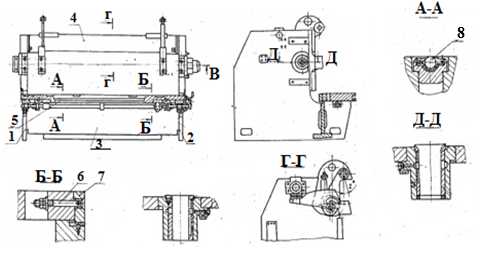
Рис. 2. Станина
Основной узел ножниц НА3225 – станина состоит из двух стоек (1) и (2), которые соединяются между собой траверсой (3) и стяжкой (4), служащей одновременно ресивером.
На стойки и траверсу опирается стол (5) с прикрепленными нижними ножами (7) и встроенными опорами (8), предназначенными для облегчения передвижения листа по столу.
Привод и редуктор ножниц НА3225
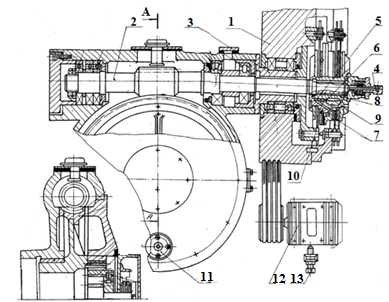
Рис. 3. Привод и редуктор
Привод осуществляется от электродвигателя (12) через клиноременную передачу и червячный редуктор на эксцентриковый вал. В маховик (1) вмонтирована муфта-тормоз с пневматическим включением. При подаче воздуха через воздухоподводящую головку (4) и вал (2) в полость (5) цилиндра под воздействием сжатого воздуха цилиндр (6) перемещается вдоль оси вала в сторону муфты и зажимает ее ведущие диски (7), связанные с маховиком, обеспечивая номинальный крутящий момент.
Вращение через ступицу (8) передается на червячный вал (2) редуктора.
При выпуске сжатого воздуха из полости цилиндра под воздействием пружин (9) цилиндр возвращается в сторону тормоза и зажимает тормозной диск (10), производя торможение ведомых частей.
В червячный редуктор заливается масло, уровень которого контролируется по маслоуказателю (11).
Натяжение ремней клиноременной передачи регулируется винтом (13).
Прижимная балка ножниц НА3225
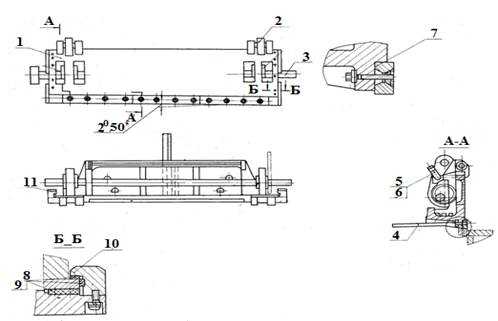
Рис. 4. Балка прижимная
Прижимная балка служит для прижима листа к столу ножниц НА3225 во время резания.
Прижим листа осуществляется штоками (2) гидроцилиндров (1), которые крепятся к прижимной балке (3). Масло от гидронасоса через трубу (4) поступает в канал балки и в поршневые полости гидроцилиндров.
По окончании резания штоки поднимаются пружинами (5) и вытесняют масло обратно в гидронасос. Давление масла, создаваемое гидронасосом, контролируется манометром (6). При первоначальном пуске ножниц для удаления воздуха из гидросистемы открывается вентиль (8) и воздух из системы удаляется в атмосферу.
Гидроцилиндры и ножи ножевой балки закрываются ограждением (9).
Балка ножевая ножниц НА3225
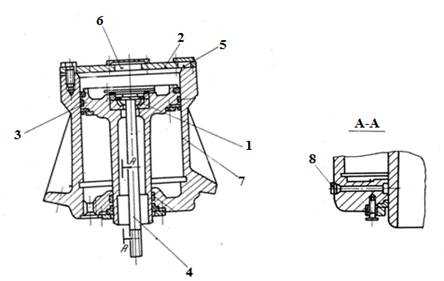
Рис. 5. Балка ножевая ножниц НА3225
Ножевая балка является жесткой сварной конструкцией с текстолитовыми направляющими (8,9).
Ползуну (1) через шатуны (2) сообщается возвратно-поступательное движение эксцентриковым валом (3).
В нижней части основания ползуна имеются пазы для скрепления направляющей заднего упора (4) и крепления верхних ножей (7).
К ребрам ползуна крепятся вилки (5,6), в которые ввинчиваются тяги уравновешивателей.
Для улучшения качества реза ножевая балка наклонена под углом 2°10´ по отношению к нижнему ножу.
Уравновешиватель ножниц НА3225

Рис. 6. Уравновешиватель ножниц НА3225
Уравновешиватель ножниц НА3225 представляет собой пневматический цилиндр (7), закрепленный на станине. Тяга (4) шарнира соединена с кронштейном ножевой балки и поршнем (3). Штоковая полость соединена с ресивером.
Уравновешивание веса ножевой балки и выбор зазора между направляющими станины и ножевой балки являются основными функциями рассматриваемого узла.
Привод заднего упора ножниц НА3225
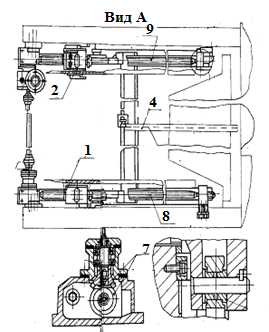
Рис. 7 (а). Привод заднего упора ножниц НА3225

Рис. 7 (б). Привод заднего упора
Установка заднего упора на определенное расстояние от линии реза осуществляется электродвигателем (5) через червячный редуктор (6), две пары конических шестерен (7) и два ходовых винта (8,9).
Задний упор ножниц НА3225 подвешен к двум ползушкам (1,2) и на ролике (3), который свободно катится в направляющей (4), закрепленной на основании ножевой балки. При вращении ходовых винтов ползушки перемещают упор на требуемую ширину отрезаемой полосы.
Для предотвращения заклинивания отрезаемой полосы между ножом и упором, последний при ходе ножевой балки вниз отводится от ножа вниз и назад.
При резке полос шириной более 1000 мм задний упор отводится в крайнее заднее положение до срабатывания конечников и поднимается вверх при наезжании ролика на скос. Таким образом, лист свободно может проходить под задним упором.
ПНЕВМОСИСТЕМА ножниц НА3225
Пневмосистема предназначена для привода пневматических исполнительных механизмов и работает на сжатом воздухе давлением от 0,5 МПа до 0,6 МПа, загрязненностью не более 10 класса по ГОСТ 17433-80, при температуре окружающего воздуха от +1°С до +55°С и относительной влажности до 70%.
Воздух проходит через блок кондиционирования (БК1), где очищается от вредных частиц, воды и компрессорного масла, затем по двум трубопроводам подается в полости ресивера.
При включении электромагнитов трехлинейного распределителя (Р1) сжатый воздух из полости «А» ресивера через воздухоподводящую головку (ГВ1) подается в полость муфты-тормоза (МТ1).
Из полости «Б» ресивера воздух подается к уравновешивателям (У1) и (У2). Контроль за величиной давления сжатого воздуха в пневмосистеме осуществляется визуально с помощью манометров (МН1 – МН2).
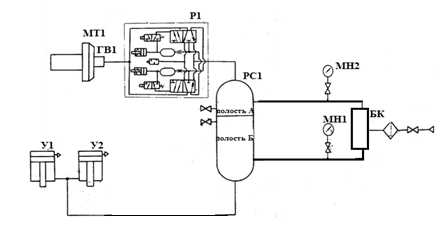
Рис. 8. Схема пневматическая принципиальная
СИСТЕМА СМАЗКИ ножниц НА3225
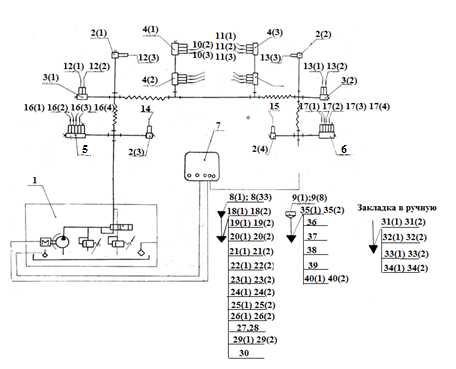
Рис. 9. Схема смазки принципиальная НА3225
Перечень точек смазки представлен в форме таблицы
Поз. Обозначение рис. 9 | Расход смазоч-ного материала в точку | Периодич-ность смазки |
Смазываемая точка |
Куда входит |
Смазочный материал |
10(2)…10(4) | 0,2 см³ |
В режиме циклов |
Левые направляющие ползуна |
Станина |
Масло «И – 40» ГОСТ 20799-88 |
10(5), 10(6) | 0,5 см³ | ||||
11(1)…11(4) | 0,2 см³ |
Правые направляющие ползуна |
Станина | ||
11(5), 11(6) | 0,5 см³ | ||||
12(1), 12(2) | 0,5 см³ |
Опоры левого шатуна |
Станина | ||
12(3) | 0,2 см³ | ||||
13(1), 13(2) | 0,5 см³ |
Опоры правого шатуна |
Станина | ||
13(3) | 0,2 см³ | ||||
14 | 0,1 см³ | Левая опора эксцентрикового вала | Станина | ||
15 | 0,1 см³ | Правая опора эксцентрикового вала | Станина | ||
16(1)-16(2) | 0,5 см³ |
Букса насоса | Насос гид-равлический | ||
16(3), 16(4) | 0,2 см³ | ||||
17(1), 17(2) | 0,5 см³ |
Букса червячного редуктора |
Привод | ||
17(3), 17(4) | 0,2 см³ | ||||
18(1), 18(2) |
|
Раз в месяц | Подшипники маховика и головки |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
19(1), 19(2) |
| Подшипники червячного вала | Привод | ||
20(1), 20(2) |
| Механизм регулировки ползуна |
| ||
21(1), 21(2) | 128 см³ | Оси тяг уравновешивателей |
| ||
22(1), 22(2) | 2÷4 см³ | Втулки гидроприжимов | Балка прижимная | ||
23(1), 23(2) | 0,2 см³ | Раз в смену | Штоки уравновешивателей | Уравновешива-тель | |
24(1), 24(2) | 6÷8 см³ |
Раз в неделю | Оси опорных роликов | Насос гидравлический | |
25(1), 25(2) | 45 см³ | Оси рычагов |
| ||
26(1), 26(2) | 360 см³ | Направляющие ползушки | Упор задний | ||
27 | 11 см³ | Раз в неделю | Ось ролика подвески |
| ЦИАТИМ-203 ГОСТ 8773-73 |
28 | 22 см³ | Направляющая подвески |
| ||
29(1), 29(2) | 216 см³ | Подшипники ходовых винтов | Упор задний | ||
31(1), 31(2) |
| Раз в смену | Манжеты поршня уравновешивателя |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
32(1)-32(3) | 1,5-3 см³ |
Раз в 6 месяцев | Шарикоподшипники |
| |
33(1), 33(2) | 1,5-3 см³ |
|
| ||
34(1), 34(2) | 228 см³ | Шестерни привода и подшипники ходовых винтов | Упор задний | ||
35(1), 35(2) | 3-5 см³ | Раз в смену | Подшипники уравновешивателей | Уравнове-шиватель | Масло «И-40» ГОСТ 20799-75 |
36 | 200 см³ |
Раз в месяц | Пневмосистема | Воздухопровод | |
37 | 10000-12000 см³ | Редуктор главного привода | Привод | ||
38 |
| Корпус гидронасоса |
| ||
39 | 2000 см³ | Раз в три месяца | Редуктор | Привод | |
40(1), 40(2) | 370 см³ | Раз в неделю | Винты ходовые | Упор задний |
Смазка обеспечивается следующими системами:
— централизованной системой смазки направляющих ползуна, опор шатуна, опор эксцентрикового вала, буксы червячного редуктора;
— периодической системой густой смазки, осуществляемой шприцем с помощью масленок для смазки подшипников маховика и головки, подшипников червячного вала, механизма регулировки ползуна, осей тяг уравновешивателей, втулок гидроприжимов, штоков, уравновешивателей, осей опорных роликов, осей рычагов направляющих ползушки, оси ролика подвески, направляющей подвески, подшипников ходовых винтов;
— периодической жидкой смазкой;
— периодической густой смазкой вручную шарикоподшипников, шестерен привода и подшипников ходовых винтов, манжет поршня уравновешивателей;
— периодической жидкой смазкой, осуществляемой наполнение ванн подшипников уравновешивателей, пневмосистемы, редуктора главного привода, корпуса гидронасоса, редуктора, винтов ходовых.
Для надежной работы системы смазки в процессе эксплуатации необходимо подтягивать места соединений трубок и дозаторов для устранения утечек.
ГИДРОСИСТЕМА ножниц НА3225
На левой стойке ножниц расположен двухплунжерный гидравлический насос для прижима листа во время резания.
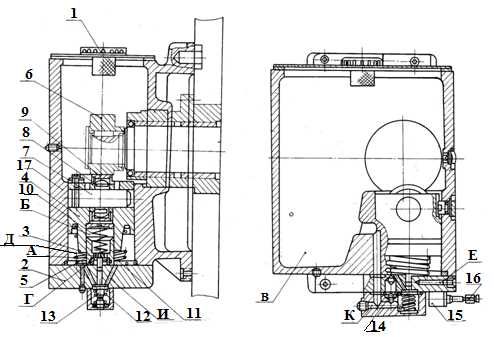
Рис. 10 Насос гидравлический ножниц НА3225
Он состоит из корпуса (17), имеющего полость «В» для рабочей жидкости, и закрытого с нижней стороны крышкой (2) цилиндра (3) низкого давления, в котором размещены поршень (4) низкого давления, являющегося одновременно цилиндром высокого давления и поршень (5) высокого давления, а также закрепленного на эксцентриковом валу ножниц кулака (6).
Размещенный на закрепленной в поршне низкого давления оси (7) подшипник (8) с обоймой (9) поджат пружинами (10) и (11) к кулаку (6). Крышка (2) снабжена нагруженным пружиной предохранительным клапаном (13) ступени низкого давления, обратным клапаном (14) и напорным золотником (15), контролирующим величину давления ступени высокого давления.
При повороте эксцентрикового вала кулак (6), воздействуя на обойму (9) подшипника (8) , перемещает поршень ступени низкого давления (4). В момент максимального усилия на предохранительный клапан ступени низкого давления (13) перемещается одновременно с поршнем ступени высокого давления (5). После этого масло, нагнетаемое поршнем ступени низкого давления, поступает в полость «В», а масло, нагнетаемое перемещающимся цилиндром ступени высокого давления, продолжает поступать в гидроприжимы, поднимая давление в последних до величины, определяемой затяжкой пружины напорного золотника (15).
При движении поршня ступени низкого давления и цилиндра ступени высокого давления давление в полости «Б» падает, пружина закрывает предохранительный клапан ступени низкого давления и отводит поршень ступени высокого давления от торца крышки. Масло из гидроприжимов возвращается в полость «А».
Часть масла, которая при ходе поршня низкого давления вниз была вытеснена по зазорам поршней через предохранительный клапан ступени низкого давления и через напорный золотник, поступает из полости «В» в полость «А» и далее в полость «Б».
ПОРЯДОК УСТАНОВКИ И МОНТАЖА ножниц НА3225
- При получении ножниц НА3225 проверить сохранность машины и отсутствие транспортных дефектов.
- Удалить временную противокоррозийную защиту.
- Зачалку распакованных ножниц при транспортировке следует производить строго согласно схеме. Тянуть ножницы волоком запрещается.

Рис. 11. Схема строповки ножниц НА3225
Установка ножниц НА3225 требует заложения фундамента, глубина его заложения зависит от грунта и веса изделия, но не может быть менее 1000мм
Зазоры между стойками и столом, стойками и траверсой, стойками и стяжкой, не должны быть более 0,04 мм.
Допускаются проходы щупа на глубину 1/3 ширины опорной поверхности, но не более 10 мм. Проходы щупа между сопряженными поверхностями – не более 10% периметра.
Точность установки ножниц на фундаменте в поперечном и продольном направлениях должна быть выдержана в пределах до 0,15 мм на длине 1000 мм, в двух направлениях по столу ножниц НА3225
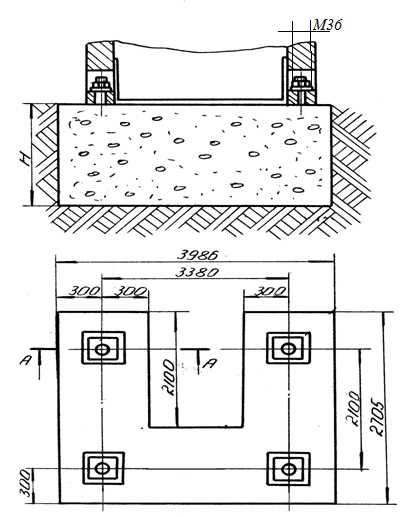
Рис. 12. Фундамент и установка ножниц НА3225
Горизонтальность стола ножниц проверять не менее одного раза в полгода.
ВНИМАНИЕ! Неправильная установка ножниц на фундаменте оказывает отрицательное влияние на их работоспособность и долговечность, а также на точность отрезаемых заготовок.
ПЕРВОНАЧАЛЬНЫЙ ПУСК ножниц НА3225
- Выполнить требования руководства по эксплуатации ножниц НА3225, связанные с работой гидро-, пневмо- и смазочной систем, а также электрооборудования.
- Заземлить ножницы, подключив к общей цеховой системе заземления.
- Подключить ножницы НА3225 к электросети.
- Без включения рабочих органов ножниц опробовать электродвигатель.
- Убедиться в правильности монтажа и надежности креплений всех соединений.
- С помощью шприца заполнить индивидуальные точки смазки ножниц НА3225.
- Проверить щупом зазор между передними и задними направляющими станины.
- Включить ножницы в режим «Наладка» и медленным опусканием ползуна убедиться в правильности зазора (при необходимости произвести регулировку).
- «Обкатать» станок в течение одного часа.
- На всех режимах проверить четкость работы и герметичность пневмосистемы, взаимодействие узлов и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости.
- До устранения обнаруженных неисправностей ножницы не включать.
ПОРЯДОК РАБОТЫ ножниц НА3225
- Ножницы НА3225 работают на одиночных и непрерывных ходах.
- Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, на непрерывных ходах недопустима, т.к. мощность установленного электродвигателя рассчитана на использование 20% ходов.
- Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора посредством нажатия кнопок «Вперед» или «Назад», а ширина полосы определяется по шкале, нанесенной на боковую линейку.
- Зазор между ножами устанавливается оптимальный – 6-8% от толщины листа для углеродистой стали обыкновенного качества.
- После установки зазора произвести 1-2 пробных реза, проверить качество отрезаемой заготовки (при необходимости произвести подналадку зазора).
- Не допускается резка листов максимальной толщины и ширины из материала с пределом прочности больше 50 кгс/мм².
- Не допускается резка затупленными ножами (радиус затупления ножей не должен превышать 0,8 мм).
на3225 техномаш, запчасти для на3225 Принципиальная схема ножницы гильотиные на-3225 воздухоподводящая головка на ножницы гильотинные на-3225. НА 3225 (Азов), gfcgjhn yf yf 3225 Гильотинные ножницы НА 3225 паспорт принципиальная электросхема 3225. Yf3225, акна 3225 схема электрическая принципиальная помогите найти гильотина на 3225 завод в азове ножницы на 3225 техпаспорт скачать. электросхема Ножниц гильотинных НА3225, Ножницы кривошипные 3150 цена гильотина на3225 паспорт принципиальная схема гильотинных ножниц на3225. гильотинные ножницы на3225 паспорт, гильотинные ножницы НГ3123А руководство по эксплуатации скачать паспорт гильотинных ножниц НА3225 скачать руководство по эксплуатации гильотинных ножниц НА3225. гильотина на3225, акна 3225 схема электрическая принципиальная технический паспорт на гилотиный ножницы на 3225 гильотина НА3225 электрическая схема. электрическая схема Гильотина НА3225, ножницы кривошипные листовые с наклонным ножом на3225 схема Ножницы кривошипные листовые модель НА3225 паспорт ножницы на 3225 паспорт. куплю гильотину б у н а 3225 толщиной до 32мм, как навести тень на ножницах на-3225 гильотина на 3225 паспорт ножницы на3225. где найти инструкцию по эксплуатации гильотинных ножниц НА3225, редуктор на ножницы НА 3225 купить НА 3225 инструкция паспорт на гильотинные ножницы НА3225. паспорт ножниц гильотинных НА-3225, гилятине на 3225 ножницы листовые кривошипные на 3225 паспорт Комплекс на базе листовых ножниц с наклонным ножом АКНА 3225 цена. паспорт комплекса акна 3225, электра схема гильотина на3225 regk. ubkmjnbye yf 3225 ножницы кривошипные на 3225. регулировка гильотины на 3225, гильотина НА-3225 схема технологическая инструкция гильотинных ножниц НА3225 Ножницы листовые кривошипные с наклонным ножом: 3225Скачать паспорт. НА 3225 скачать паспорт бесплатно, ножницы на3225-техническая характеристика ножницы гильотинные НА 3225 паспорт паспорт на ножницы гильотинные 3225 система смазки. паспорт на ножницы на-3225, ножницы на3225 азов ножницы кривошипные листовые с наклонным ножом 32 3150 НА 3225 паспорт скачать куплю гильотину на 3225. схема управления ножниц модель на3225, паспорт скачать- гильотина для резки металла, ножницы на 3225 запасные части Ножницы листовые кривошипные НА3225 червячное колесо на ножницы гильотинные на-3225. ножи НА 3225, НА-3225 чебоксары на 3225 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ГИЛЬОТИННЫХ НОЖНИЦ АКНА 3225. станок НА3225 габариты, принципиальная электрическая схема для гильятины НА-3225 запчасти к гильотинным ножницам НА3225 куплю гильотину на3225. Электрическая схема гильотины 3225, НА3225 паспорт паспорт на ножницах на-3225 скачать бесплатно азовские гильотинные ножницы НА 16 техническая характеристика. Ножницы НА-3225 электродвигатель купить, ножницы гильотинные на-3225 электрическая схема управления гильотинных ножниц на3225 Устройство и работа гидравлической системы гильотин НА 3225. паспорт на ножницы на 3225 скачать бесплатно, настройка командоаппарата ножниц — НА 3225 купить гильотину по металлу б/у на 3225 Ножницы кривош. листов. НА-3225, цена. НА3225, паспорт — гильотина для резки металла, ножницы на 3225 скачать Руководство по эксплуатации Гильотина 3225 А на3225 ножницы гильотинные паспорт. электрическая схема на3225,
www.stanki-zavod.ru
Ножницы гильотинные кривошипные НА3225 с гидравлическим прижимом листа
СОСТАВ И КОМПЛЕКТ ПОСТАВКИ НА3225

Рис. Общий вид ножниц НА3225
Наименование и обозначение основных узлов ножниц НА3225 представлены в таблице
Поз | Наименование составных частей | Обозначение | Поз. | Наименование составных частей | Обозначение |
1 | Станина | НА 3225-11-001 | 9,17 | Привод заднего упора | НА 3225-51-001 |
2 | Балка прижимная | НА 3225-13-001 | 10 | Защитная решетка | НА 3225-52-001 |
3 | Редуктор | НА 3225-21-001 | 11 | Маслостанция | НА3225-81-001 |
4 | Привод и ограждение | НА 3225-22-001 | 12 | Электрошкаф | НА 3225-92-001 |
5 | Муфта-тормоз | НА 3225-23-001 | 13 | Пульт управления | НА 3225-94-001 |
6 | Балка ножевая | НА 3225-31-001 | 14 | Насос гидравлический | 1-20-003 |
7 | Уравновешиватель | НА 3225-33-001 | 15 | Фундамент | НА 3225-01-001 |
8 | Воздухопровод | НА 3225-43-001 | 16 | Боковой упор | НА 3225-61-001 |
Комплект поставки ножниц НА3225 содержит:
- ножницы НА 3225 в сборе – 1 шт.,
- шприц – 1 шт.,
- болт М36 (для фундамента) – 4 шт.,
- педаль электрическая – 1 шт.,
- руководство по эксплуатации – 1 шт.,
- «СОЛО 3» СУ 60.000.06РЭ – 1 шт..
Ножницы предназначены для резки листового материала с пределом прочности ≤50кг/мм².
Изготавливаются в климатическом исполнении «УХЛ» категория размещения 4 по ТУ 3828-005-81244053-2010 и предназначены для эксплуатации в помещениях с t воздуха +1°С…+55°С.
Группа условий эксплуатации Л (легкая) согласно ТУ 3828-005-81244053-2010.
СТРОЕНИЕ И РАБОТА ОСНОВНЫХ УЗЛОВ ножниц НА3225
Станина ножниц НА3225

Рис. Станина
Основной узел ножниц НА3225 – станина состоит из двух стоек (1) и (2), которые соединяются между собой траверсой (3) и стяжкой (4), служащей одновременно ресивером.
На стойки и траверсу опирается стол (5) с прикрепленными нижними ножами (7) и встроенными опорами (8), предназначенными для облегчения передвижения листа по столу.
Привод и редуктор ножниц НА3225
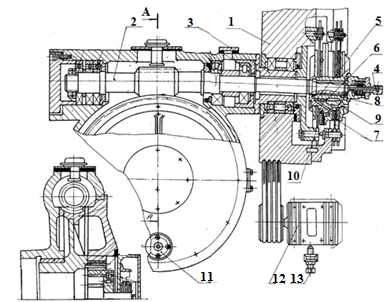
Рис. Привод и редуктор
Привод осуществляется от электродвигателя (12) через клиноременную передачу и червячный редуктор на эксцентриковый вал. В маховик (1) вмонтирована муфта-тормоз с пневматическим включением. При подаче воздуха через воздухоподводящую головку (4) и вал (2) в полость (5) цилиндра под воздействием сжатого воздуха цилиндр (6) перемещается вдоль оси вала в сторону муфты и зажимает ее ведущие диски (7), связанные с маховиком, обеспечивая номинальный крутящий момент.
Вращение через ступицу (8) передается на червячный вал (2) редуктора.
При выпуске сжатого воздуха из полости цилиндра под воздействием пружин (9) цилиндр возвращается в сторону тормоза и зажимает тормозной диск (10), производя торможение ведомых частей.
В червячный редуктор заливается масло, уровень которого контролируется по маслоуказателю (11).
Натяжение ремней клиноременной передачи регулируется винтом (13).
Прижимная балка ножниц НА3225

Рис. Балка прижимная
Прижимная балка служит для прижима листа к столу ножниц НА3225 во время резания.
Прижим листа осуществляется штоками (2) гидроцилиндров (1), которые крепятся к прижимной балке (3). Масло от гидронасоса через трубу (4) поступает в канал балки и в поршневые полости гидроцилиндров.
По окончании резания штоки поднимаются пружинами (5) и вытесняют масло обратно в гидронасос. Давление масла, создаваемое гидронасосом, контролируется манометром (6). При первоначальном пуске ножниц для удаления воздуха из гидросистемы открывается вентиль (8) и воздух из системы удаляется в атмосферу.
Гидроцилиндры и ножи ножевой балки закрываются ограждением (9).
Балка ножевая ножниц НА3225
Рис. Балка ножевая ножниц НА3225
Ножевая балка является жесткой сварной конструкцией с текстолитовыми направляющими (8,9).
Ползуну (1) через шатуны (2) сообщается возвратно-поступательное движение эксцентриковым валом (3).
В нижней части основания ползуна имеются пазы для скрепления направляющей заднего упора (4) и крепления верхних ножей (7).
К ребрам ползуна крепятся вилки (5,6), в которые ввинчиваются тяги уравновешивателей.
Для улучшения качества реза ножевая балка наклонена под углом 2°10´ по отношению к нижнему ножу.
Уравновешиватель ножниц НА3225
Рис. Уравновешиватель ножниц НА3225
Уравновешиватель ножниц НА3225 представляет собой пневматический цилиндр (7), закрепленный на станине. Тяга (4) шарнира соединена с кронштейном ножевой балки и поршнем (3). Штоковая полость соединена с ресивером.
Уравновешивание веса ножевой балки и выбор зазора между направляющими станины и ножевой балки являются основными функциями рассматриваемого узла.
Привод заднего упора ножниц НА3225
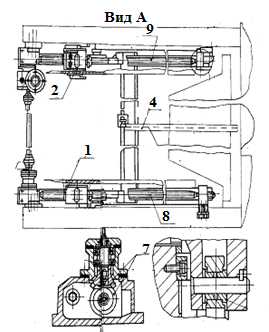
Рис. Привод заднего упора ножниц НА3225
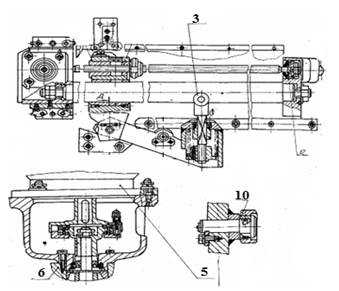
Рис. Привод заднего упора
Установка заднего упора на определенное расстояние от линии реза осуществляется электродвигателем (5) через червячный редуктор (6), две пары конических шестерен (7) и два ходовых винта (8,9).
Задний упор ножниц НА3225 подвешен к двум ползушкам (1,2) и на ролике (3), который свободно катится в направляющей (4), закрепленной на основании ножевой балки. При вращении ходовых винтов ползушки перемещают упор на требуемую ширину отрезаемой полосы.
Для предотвращения заклинивания отрезаемой полосы между ножом и упором, последний при ходе ножевой балки вниз отводится от ножа вниз и назад.
При резке полос шириной более 1000 мм задний упор отводится в крайнее заднее положение до срабатывания конечников и поднимается вверх при наезжании ролика на скос. Таким образом, лист свободно может проходить под задним упором.
ПНЕВМОСИСТЕМА ножниц НА3225
Пневмосистема предназначена для привода пневматических исполнительных механизмов и работает на сжатом воздухе давлением от 0,5 МПа до 0,6 МПа, загрязненностью не более 10 класса по ГОСТ 17433-80, при температуре окружающего воздуха от +1°С до +55°С и относительной влажности до 70%.
Воздух проходит через блок кондиционирования (БК1), где очищается от вредных частиц, воды и компрессорного масла, затем по двум трубопроводам подается в полости ресивера.
При включении электромагнитов трехлинейного распределителя (Р1) сжатый воздух из полости «А» ресивера через воздухоподводящую головку (ГВ1) подается в полость муфты-тормоза (МТ1).
Из полости «Б» ресивера воздух подается к уравновешивателям (У1) и (У2). Контроль за величиной давления сжатого воздуха в пневмосистеме осуществляется визуально с помощью манометров (МН1 – МН2).

Рис. Схема пневматическая принципиальная
СИСТЕМА СМАЗКИ ножниц НА3225
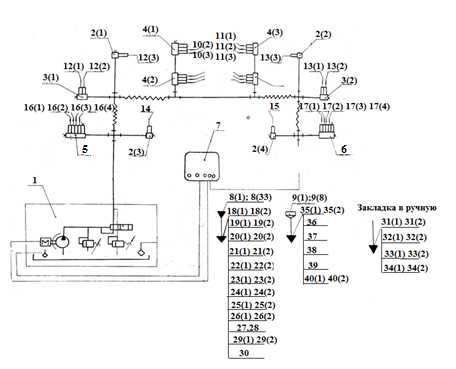
Рис. Схема смазки принципиальная НА3225
Перечень точек смазки представлен в форме таблицы
Поз.Обозначение рис. | Расход смазочного материала в точку | Периодичность смазки | Смазываемая точка | Куда входит | Смазочный материал |
10(2)…10(4) | 0,2 см³ |
В режиме циклов |
Левые направляющие ползуна |
Станина |
Масло «И – 40» ГОСТ 20799-88 |
10(5), 10(6) | 0,5 см³ | ||||
11(1)…11(4) | 0,2 см³ |
Правые направляющие ползуна |
Станина | ||
11(5), 11(6) | 0,5 см³ | ||||
12(1), 12(2) | 0,5 см³ |
Опоры левого шатуна |
Станина | ||
12(3) | 0,2 см³ | ||||
13(1), 13(2) | 0,5 см³ |
Опоры правого шатуна |
Станина | ||
13(3) | 0,2 см³ | ||||
14 | 0,1 см³ | Левая опора эксцентрикового вала | Станина | ||
15 | 0,1 см³ | Правая опора эксцентрикового вала | Станина | ||
16(1)-16(2) | 0,5 см³ |
Букса насоса | Насос гид-равлический | ||
16(3), 16(4) | 0,2 см³ | ||||
17(1), 17(2) | 0,5 см³ |
Букса червячного редуктора |
Привод | ||
17(3), 17(4) | 0,2 см³ | ||||
18(1), 18(2) |
|
Раз в месяц | Подшипники маховика и головки |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
19(1), 19(2) |
| Подшипники червячного вала | Привод | ||
20(1), 20(2) |
| Механизм регулировки ползуна |
| ||
21(1), 21(2) | 128 см³ | Оси тяг уравновешивателей |
| ||
22(1), 22(2) | 2÷4 см³ | Втулки гидроприжимов | Балка прижимная | ||
23(1), 23(2) | 0,2 см³ | Раз в смену | Штоки уравновешивателей | Уравновешива-тель | |
24(1), 24(2) | 6÷8 см³ |
Раз в неделю | Оси опорных роликов | Насос гидравлический | |
25(1), 25(2) | 45 см³ | Оси рычагов |
| ||
26(1), 26(2) | 360 см³ | Направляющие ползушки | Упор задний | ||
27 | 11 см³ | Раз в неделю | Ось ролика подвески |
| ЦИАТИМ-203 ГОСТ 8773-73 |
28 | 22 см³ | Направляющая подвески |
| ||
29(1), 29(2) | 216 см³ | Подшипники ходовых винтов | Упор задний | ||
31(1), 31(2) |
| Раз в смену | Манжеты поршня уравновешивателя |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
32(1)-32(3) | 1,5-3 см³ |
Раз в 6 месяцев | Шарикоподшипники |
| |
33(1), 33(2) | 1,5-3 см³ |
|
| ||
34(1), 34(2) | 228 см³ | Шестерни привода и подшипники ходовых винтов | Упор задний | ||
35(1), 35(2) | 3-5 см³ | Раз в смену | Подшипники уравновешивателей | Уравнове-шиватель | Масло «И-40» ГОСТ 20799-75 |
36 | 200 см³ |
Раз в месяц | Пневмосистема | Воздухопровод | |
37 | 10000-12000 см³ | Редуктор главного привода | Привод | ||
38 |
| Корпус гидронасоса |
| ||
39 | 2000 см³ | Раз в три месяца | Редуктор | Привод | |
40(1), 40(2) | 370 см³ | Раз в неделю | Винты ходовые | Упор задний |
Смазка обеспечивается следующими системами:
— централизованной системой смазки направляющих ползуна, опор шатуна, опор эксцентрикового вала, буксы червячного редуктора;
— периодической системой густой смазки, осуществляемой шприцем с помощью масленок для смазки подшипников маховика и головки, подшипников червячного вала, механизма регулировки ползуна, осей тяг уравновешивателей, втулок гидроприжимов, штоков, уравновешивателей, осей опорных роликов, осей рычагов направляющих ползушки, оси ролика подвески, направляющей подвески, подшипников ходовых винтов;
— периодической жидкой смазкой;
— периодической густой смазкой вручную шарикоподшипников, шестерен привода и подшипников ходовых винтов, манжет поршня уравновешивателей;
— периодической жидкой смазкой, осуществляемой наполнение ванн подшипников уравновешивателей, пневмосистемы, редуктора главного привода, корпуса гидронасоса, редуктора, винтов ходовых.
Для надежной работы системы смазки в процессе эксплуатации необходимо подтягивать места соединений трубок и дозаторов для устранения утечек.
ГИДРОСИСТЕМА ножниц НА3225
На левой стойке ножниц расположен двухплунжерный гидравлический насос для прижима листа во время резания.
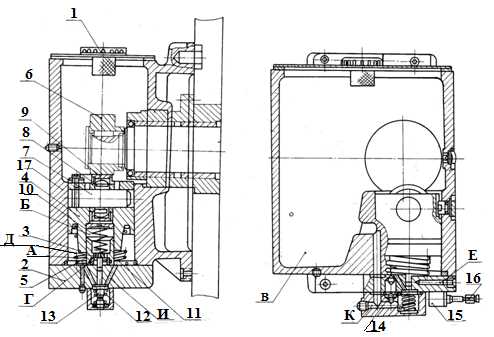
Рис. Насос гидравлический ножниц НА3225
Он состоит из корпуса (17), имеющего полость «В» для рабочей жидкости, и закрытого с нижней стороны крышкой (2) цилиндра (3) низкого давления, в котором размещены поршень (4) низкого давления, являющегося одновременно цилиндром высокого давления и поршень (5) высокого давления, а также закрепленного на эксцентриковом валу ножниц кулака (6).
Размещенный на закрепленной в поршне низкого давления оси (7) подшипник (8) с обоймой (9) поджат пружинами (10) и (11) к кулаку (6). Крышка (2) снабжена нагруженным пружиной предохранительным клапаном (13) ступени низкого давления, обратным клапаном (14) и напорным золотником (15), контролирующим величину давления ступени высокого давления.
При повороте эксцентрикового вала кулак (6), воздействуя на обойму (9) подшипника (8) , перемещает поршень ступени низкого давления (4). В момент максимального усилия на предохранительный клапан ступени низкого давления (13) перемещается одновременно с поршнем ступени высокого давления (5). После этого масло, нагнетаемое поршнем ступени низкого давления, поступает в полость «В», а масло, нагнетаемое перемещающимся цилиндром ступени высокого давления, продолжает поступать в гидроприжимы, поднимая давление в последних до величины, определяемой затяжкой пружины напорного золотника (15).
При движении поршня ступени низкого давления и цилиндра ступени высокого давления давление в полости «Б» падает, пружина закрывает предохранительный клапан ступени низкого давления и отводит поршень ступени высокого давления от торца крышки. Масло из гидроприжимов возвращается в полость «А».
Часть масла, которая при ходе поршня низкого давления вниз была вытеснена по зазорам поршней через предохранительный клапан ступени низкого давления и через напорный золотник, поступает из полости «В» в полость «А» и далее в полость «Б».
ПОРЯДОК УСТАНОВКИ И МОНТАЖА ножниц НА3225
- При получении ножниц НА3225 проверить сохранность машины и отсутствие транспортных дефектов.
- Удалить временную противокоррозийную защиту.
- Зачалку распакованных ножниц при транспортировке следует производить строго согласно схеме. Тянуть ножницы волоком запрещается.
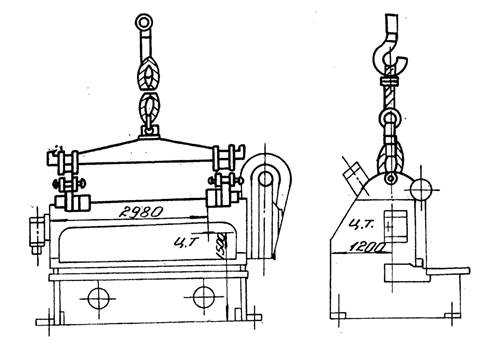
Рис. Схема строповки ножниц НА3225
Установка ножниц НА3225 требует заложения фундамента, глубина его заложения зависит от грунта и веса изделия, но не может быть менее 1000мм
Зазоры между стойками и столом, стойками и траверсой, стойками и стяжкой, не должны быть более 0,04 мм.
Допускаются проходы щупа на глубину 1/3 ширины опорной поверхности, но не более 10 мм. Проходы щупа между сопряженными поверхностями – не более 10% периметра.
Точность установки ножниц на фундаменте в поперечном и продольном направлениях должна быть выдержана в пределах до 0,15 мм на длине 1000 мм, в двух направлениях по столу ножниц НА3225
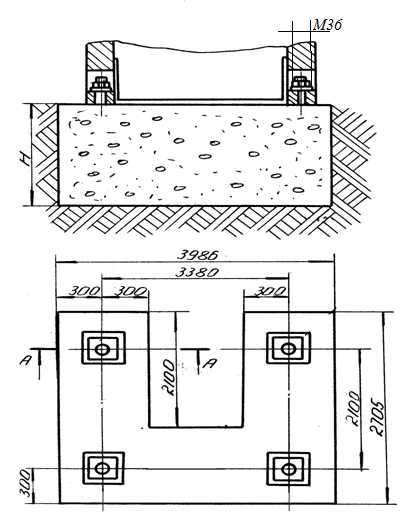
Рис. Фундамент и установка ножниц НА3225
Горизонтальность стола ножниц проверять не менее одного раза в полгода.
ВНИМАНИЕ! Неправильная установка ножниц на фундаменте оказывает отрицательное влияние на их работоспособность и долговечность, а также на точность отрезаемых заготовок.
ПЕРВОНАЧАЛЬНЫЙ ПУСК ножниц НА3225
- Выполнить требования руководства по эксплуатации ножниц НА3225, связанные с работой гидро-, пневмо- и смазочной систем, а также электрооборудования.
- Заземлить ножницы, подключив к общей цеховой системе заземления.
- Подключить ножницы НА3225 к электросети.
- Без включения рабочих органов ножниц опробовать электродвигатель.
- Убедиться в правильности монтажа и надежности креплений всех соединений.
- С помощью шприца заполнить индивидуальные точки смазки ножниц НА3225.
- Проверить щупом зазор между передними и задними направляющими станины.
- Включить ножницы в режим «Наладка» и медленным опусканием ползуна убедиться в правильности зазора (при необходимости произвести регулировку).
- «Обкатать» станок в течение одного часа.
- На всех режимах проверить четкость работы и герметичность пневмосистемы, взаимодействие узлов и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости.
- До устранения обнаруженных неисправностей ножницы не включать.
ПОРЯДОК РАБОТЫ ножниц НА3225
- Ножницы НА3225 работают на одиночных и непрерывных ходах.
- Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, на непрерывных ходах недопустима, т.к. мощность установленного электродвигателя рассчитана на использование 20% ходов.
- Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора посредством нажатия кнопок «Вперед» или «Назад», а ширина полосы определяется по шкале, нанесенной на боковую линейку.
- Зазор между ножами устанавливается оптимальный – 6-8% от толщины листа для углеродистой стали обыкновенного качества.
- После установки зазора произвести 1-2 пробных реза, проверить качество отрезаемой заготовки (при необходимости произвести подналадку зазора).
- Не допускается резка листов максимальной толщины и ширины из материала с пределом прочности больше 50 кгс/мм².
- Не допускается резка затупленными ножами (радиус затупления ножей не должен превышать 0,8 мм).
vmstanki.ru
Ножницы гильотинные (гильотина) НА3225 — Поставки станков
Ножницы гильотинные модели НА3225 предназначены для резки полосовых и листовых материалов из металлопроката и других материалов. Широко применяются в заготовительных цехах предприятий машиностроения, судостроения, автостроения и т.д.
Особенности конструкции
- наладка на различные циклы ходов: непрерывные, одиночные, наладочные
- с помощью заднего упора допускается обработка без предварительной разметки
- комбинированная смазка всех узлов
- управление ножницами происходит от кнопок или педали
- пневматические балансиры обеспечивают точную резку
- надежность, долговечность, безопасность
Технические характеристики
| Наибольшая толщина листа, мм | 32 |
| Наименьшая толщина листа, мм | 6 |
| Длина обрабатываемого листа, мм | 3150 |
| Наклон ножа, град | 2º50′ |
| Ширина листа по заднему упору, мм | 1000 |
| Усилие прижима, кН | 352 |
| Усилие реза, кН | 2195 |
| Частота реза, мин-1 | 30 |
| Количество режущих кромок ножа | 4 |
| Тип муфты | Пневматическая |
| Мощность двигателя привода, кВт | 55 |
| Расстояние между стойками в свету, мм | 3300 |
| Габариты, мм | 5185х3700х2950 |
| Масса, кг | 33950 |
Комплектация оборудования
| Стандартная | Дополнительная |
|
|
Условия покупки
Узнать цену на ножницы гильотинные модели НА3225 можно, позвонив по номеру телефона +7(4852) 66-40-25 или отправить запрос на электронную почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Наши сотрудники предоставят полное коммерческое предложение на станок в краткие сроки. Производим доставку оборудования до места заказчика.
standart-st.ru
(объявление не действительно)
|
www.toolsmart.ru