Ножи гильотинные | ZUBIX
Оставить заявку
ОПИСАНИЕ
цена от 4 600 р./шт.
Гильотина – оборудование, позволяющее резать листы металла разной толщины. Основной инструмент данного станка является гильотинный нож. Принцип работы гильотинного станка заключается в следующем: Лист металла помещается между двумя ножами, верхним и нижним. Рез металла происходит при движении верхнего ножа. Так же в гильотины дополнительным оборудованием устанавливают выдвижной подающие стол.
Заказать изготовление гильотинных ножей вы можете через наших инженеров отдела продаж по тел.+7 (495)240-82-98 или через электронную почту [email protected]
| Мы производим ножи для следующих гильотин | ||
| МОДЕЛЬ НОЖНИЦ | РАЗМЕРЫ, ммхммх мм | |
| 110х40х18 | |
| 160х50х42,5 | |
| 425х60х16 | |
| 540х60х16 | |
| 550х60х16 | |
| 590х60х16 | |
| 510х60х20 | |
| 550х60х20 | |
| 1080х75х20 | |
| 625х60х25 | |
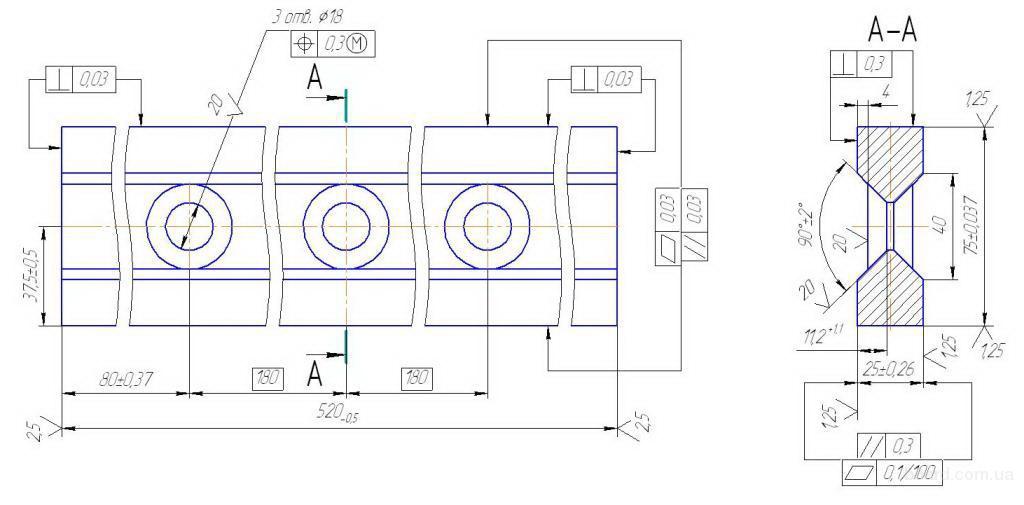
| 520х75х25 | |
| 1080х100х25 | |
| 1080х125х30 | |
| 1100х125х30 | |
| 1080х140х35 | |
| 1100х140х35 | |
| 1000х100х40 | |
| 1250х100х40 | |
| 1080х165х45 | |
| 1100х165х45 | |
Примеры наших работ
Посмотреть все
Введите данные для заказа
Чтобы заказать изготовление детали, Вы можете
отправить нам письмо на почту
info@zub-x.
или позвонить по телефону
+7 (495)240-82-98.
Нож для гильотины Н3118. — ножи-гильотинные-производитель-производство-изготовление
Ваш браузер устарел. Рекомендуем обновить его до последней версии.
- > Главная
- > Промышленные ножи.
- > Ножи гильотинные.
- > Ножи гильотинные в Москве.
- > Ножи для гильотин 6хс, 6хв2с, 9хс, х12мф в Москве
- > Ножи гильотинные 510 60 20мм
- > Ножи гильотинные 520 75 25мм
- > Ножи гильотинные 540 60 16мм
- > Ножи гильотинные 590 60 16мм
- > Ножи гильотинные 625 60 25мм
- > Ножи гильотинные 570 75 27мм
- > Ножи для шредера 40 40 24мм
- > Ножи для шредеров 40 40 25мм в Москве
- > Нож 40 40 25 для шредера
- > Ножи для гильотины нб5222
- > Ножи для гильотины НГ5224
- >
Ножи для гильотинных ножниц НД3314Г.
.3685e4c8.jpg)
- > Ножи для гильотинных ножниц Н313
- > Нож для гильотины 7120, СТД-9
- > Ножи для гильотинных ножниц Н3121.
- > Ножи для гильотины НД3317Г.
- > Ножи для гильотины НД3318Г
- > Ножи для гильотинных ножниц НА3121.
- > Ножи для гильотины НК3416.
- > Ножи для гильотины НК3418.
- > Ножи для гильотины Н475.
- > Нож для гильотины Н477.
- > Ножи для гильотинных ножниц Н3218.
- > Нож для гильотины Н3118.
- > Ножи для гильотины НГ13.
- > Ножи для гильотинных ножниц НГ13.
- > Нож для гильотины НГ16.
- >
Нож для гильотины Н478.

- > Нож для гильотины НД3221.
- > Ножи для гильотинных ножниц Н478М.
- > Нож для гильотины Н3118.
- > Ножи для гильотинных ножниц Н3121.
- > Нож для гильотины НА3218.
- > Нож для гильотины ScTP 16/3150.
- > Нож для гильотины НА 3221.
- > Ножи для гильотинных ножниц НА3222.
- > Нож для гильотины НК3421.
- > Нож для гильотины НА 3222.
- > Нож для гильотины НА 3225.
- > Нож для гильотины Н478А.
- > Нож для гильотины Н 481
- > Нож для гильотины Н 483.
- > Ножи для гильотинных ножниц в Москве
- >
Ножи для дробилок,агломераторов,шредеров.

- > Ножи дисковые
- > Ножи для пресс ножниц.
- > Ножи для резки арматуры.
- >
Ножи деревообрабатывающие.
- > Ножи рубильные.
- > Ножи стружечные.
- > Ножи шипорезные.
- > Ножи лущильные.
- > Ножи корообдирочные.
- > Ножи бумагорезательные.
- > Ножи для аллигаторных ножниц.
- > Шлифовка гильотинных ножей
- > Изготовление пуансон для листогибов.
- > Изготовление матриц для листогибов.
- > Шлифовка пуансон матриц для листогибов.
- >
Ножи для импортных дробилок изготовление.

- > Купить гильотинные ножи в Туле.
- > Вакансии
- > Контакты
Ножи гильотинные в наличии.Ножи для дробилок в наличии.Ножи для пресс ножниц в наличии.Отгрузка в день оплаты
Купить ножницы кривошипные листовые h4118. Ножницы гильотинные кривошипные h4118
Ножницы гильотинные h4118 изготавливаются с верхним приводом. Для размерной резки гильотинных полос ножницы снабжены задним упором, который устанавливается с обратной стороны ножевой балки.
Ножницы кривошипные h4118 лист с наклонным ножом
- Пульт дистанционного управления
- Электрический шкаф
- Педаль
- Освещение
- лазерная указка
- Электромагнитное управление
Комплект поставки кривошипных ножниц h4118 с наклонным ножом
Устройство и работа основных органов кривошипных ножниц h4118
Станина является основным узлом крепления других узлов и механизмов кривошипных ножниц h4118, представляющий собой сварную конструкцию из двух стоек (1) и (3), соединенных между собой уголками (2).
Стол (4) с прикрепленными нижними ножами (5) и поперечным упором (7) опирается на стойки, которые снимаются при необходимости продольной резки металла. Текстолитовые накладки (8) крепятся к направляющим станины, по которым движется ножевая балка.
Привод и валы кривошипных ножниц h4118
Привод ножниц h4118 осуществляется от электродвигателя (1) через клиноременную передачу к маховику (4), через шестерни (5,6) к коленчатому валу (7 ). Электродвигатель крепится к подмоторной плите (2,), шарнирно закрепленной на раме. Натяжение ремня регулируется гайками (3).
Шпоночная муфта установлена в ступице шестерни на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно установлены в ступице шестерни, остальные детали соединены с коленчатым валом. Рабочий и запорный поворотные ключи включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов ключа. При включении и выключении ключей угол их поворота ограничивается пазом ведущей втулки.
Ножевая балка и зажим кривошипных ножниц h4118
Ножи (6) и задний упор крепятся к ножевой балке ножниц h4118, конструкция которых усилена ребрами жесткости (5). Усилие на него передается от коленчатого вала через два шатуна (7). При работе ножниц разрезаемый лист прижимается к столу прижимной балкой (1), соединенной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и по согласованию с движение последнего.
Прижимное усилие ножниц h4118 регулируется пружинами (3), установленными в чашках на прижимной балке. Внизу прижимной балки установлена предохранительная решетка
Задний упор кривошипных ножниц Н3118
Задний упор кривошипных ножниц h4118, установленный с тыльной стороны ножевой балки, служит упором для листа при поперечном режущий и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала установлен тормоз прерывистого действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
Защитный кожух кривошипа h4118
Защитный кожух изготовлен из листовой стали и состоит из 3-х кожухов, которые закрывают шкивы клиноременного ремня, приводные шестерни и ножничный тормоз.
- лампа накаливания — подключена к сети Лампочка
- — двигатель на
- выключатель — местное освещение
- Кнопка — запуск двигателя
- лампочка — автоматические циклы
- кнопка — запуск циклов (одиночный, автоматический)
- лампочка — один цикл
- кнопка — остановка циклов
- лампочка — педаль
- кнопка — стоп общая
- бирка для ключей
Первоначальный пуск кривошипных ножниц h4118 с наклонным ножом
Подготовка кривошипных ножниц с наклонным ножом h4118
- Перед упаковкой ножниц h4118 снять антикоррозионное покрытие, нанесенное на обработанные поверхности, заполнить смазкой все перечисленные в спецификации приспособления согласно схеме смазки.

- Ножницы для грунта h4118 кривошипно-листовой с наклонным лезвием
- Соблюдайте все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц h4118
- Переключатель SA2 установить в положение «Ручной запуск».
- Первый ход ножевой балки производится поворотом маховика с помощью штифта. При отсутствии дефектов в работе узла выполнить таким же образом еще 2-3 хода.
- Подготовьте схему подключения ножниц h4118 для работы на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- Когда электродвигатель включен, большая шестерня, расположенная на левом конце коленчатого вала, должна вращаться по часовой стрелке, если смотреть со стороны муфты шестерни.
- Обкатку производить в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических.
- При резке ножницами Особое внимание обратите на работу муфты, тормоза и электромагнитного управления ножницами.

- После первого периода работы ножниц на 35 — 40 минут остановить ножницы и провести визуальный осмотр деталей и узлов, обращая внимание на отсутствие подтеканий смазки, отсутствие нагрева левой и правой оси коленчатого вала коробки, перегрев электродвигателя
- Пока не будут устранены обнаруженные неисправности, ножницы не должны включаться в работу.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступать к испытаниям под рабочей нагрузкой.
Регулировка и регулировка ножниц коленчатого вала h4118
Ножницы h4118 регулируются для резки полос заданной ширины путем перемещения заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, установленных на стержнях заднего упора.
Наименьшая ширина полосы, которую можно разрезать ножницами h4118 без значительной деформации на ножницах, составляет 12 мм.
Уменьшение ширины разрезаемой полосы приводит к процессу скручивания и может привести к заклиниванию разрезаемой полосы между задним упором и ножами стола.
Схема подключения ножниц х4118 предусматривает возможность работы в следующих режимах:
- одиночный ход
- Автоматический ход/ли>
- Ручная рукоятка
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц h4118, не допускается на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц h4118
В процессе работы ножниц h4118 можно регулировать и регулировать тормоз, муфту, балку ножа, прижим и зазор между ножами.
Имя | Методы регулировки |
Периодически проверяйте работу, регулируя натяжение пружины, и не допуская загрязнения тормозного шкива. | |
Сцепление | Периодически проверяйте состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих режущего бруса следует регулярно проверять на соответствие прецизионным формам. |
Подъемом пружин контролируют достаточность прижатия разрезаемого листа к столу во время резки. | |
Зазор между ножами | Контроль размера зазора, который должен быть установлен в пределах 1/20 — 1/30 толщины разрезаемого листа. |
ВНИМАНИЕ!
Резка тупыми ножами не допускается!
Ножи сделаны с четырьмя режущими кромками, поэтому, когда одна кромка затупляется, ножки необходимо периодически поворачивать.
Замена ножей ножниц h4118
- Снять прижимную планку.
- Ослабьте гайки винтов, крепящих ножи к балке ножей, и снимите ножи один за другим.
- Проверить ножи и опорные поверхности в ножевой балке, переставить каждый нож на другую режущую кромку и установить на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить со второй режущей кромкой и закрепить винтами.
При установке ножей необходимо выдерживать следующие зазоры между лезвиями:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами затяните болты крепления стола к раме.
Смазка ножниц коленчатых листовых ножниц h4118
Основные трущиеся поверхности ножниц h4118 смазываются из рычажного масленки через масленки. Ведущие шестерни и подшипники смазываются путем нанесения смазки на зубья шестерен и чашки подшипников соответственно. Во время работы ножницы необходимо смазывать так, чтобы смазка выступала из мест расположения боковых подшипников. Жир, выступающий из зазоров, необходимо вытереть. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно очищать их.
Промывайте смазочные отверстия чистым керосином не реже одного раза в три месяца.
h4118 Меры предосторожности при ножницах кривошипа
- осмотр и ремонт электрооборудования при включенном вводном выключателе;
- ножницы ремонтные х4118 с включенным электродвигателем;
- проводить регулировку, регулировку, чистку, смазку и доводку ножниц h4118 на ходу;
- работают при отсутствии надежного заземления;
- работать тупыми ножами во избежание деформации обрабатываемого материала;
- работа на ножницах h4118 со снятыми кожухами.

Не допускается допуск лиц, не прочитавших руководство и не прошедших проверку практических знаний и навыков по управлению коленчатыми валами, к работе и обслуживанию листовых ножниц х4118 х4118.
гильотина н-3118 технические характеристики, инструкция к гильотине н 3118 ножницы гильотина х4118 бу цена гильотина 3118 схема. гильотина х4118 6,3*2000 паспорт, какой электромагнит устанавливается на гильотину х4118 электрическая схема Ножницы гильотинные х4118 (лист 6,3х2000 мм) Н-3118. машина h4118 6909, инструкция к х4118 запасные части к н-3118 инструкция н3118 — ножницы листовые кривошипные с наклонными ножами 6,3х2000. гильотинные ножницы n3118 инструкция по эксплуатации, гильотина nk3118 запчасти n3118 ремонт шпоночная муфта n3118 форум. Схема электрическая гильотины Н-3118, ножницы гильотинные н3118 б/у, ножи н3118 запчасти к гильотине н3118. Ножницы гильотинные Н-3118 год выпуска, н3118 паспорт скачать ЗАПЧАСТИ НА Н 3118 h4118 цена. ножницы гильотинные х4118 и ножи к ним, паспорт на ножницы гильотинные х4118, ножницы 3118, паспорт на гильотину для резки металла н 478. инструкция к станку ножницы гильотинные н3118 электрическая схема, ножницы гильотинные н3118 электрическая схема скачать паспорт станка гильотинного н3118 купить б/у гильотину по металлу н4118. электрическая схема пресс-ножниц н-3118, ножей гильотинных н-3118 н-3118 б/у кривошипных гильотинных ножниц н-3118. гильотина модель Н 3118, гильотина h4118 характеристики Ножи для рукояток h4118 гильотина ножниц h4118. запчасти фрикцион х4118, фрикцион х4118 б/у н3118 Ножницы гильотинные х4118 цена запчасти на гильотину х4118. паспорт ножниц гильотинных н3118, ножа гильотинного н3118 НОЖИ ДЛЯ ГИЛЬОТИНЫ НД 3118г гильотины н3118 чертеж шпоночной муфты. характеристики н3118, электромагнит для н-3118 гильотинная схема НК 3118 н3118 электрическая схема. скачать инструкцию к ножницам h4118 большая шестерня на h4118 купить ножи для гильотинных ножниц модель HB 3118 чертежи желатиновых ножниц h4118. ножницы листовые механические модель Н-3118 г Иркутск, гильотина х4118 паспорт на гильотину х4118 гильотина х4118 характеристики.
инструкция к станку ножницы гильотинные н3118 электрическая схема, ножницы гильотинные н3118 электрическая схема скачать паспорт станка гильотинного н3118 купить б/у гильотину по металлу н4118. электрическая схема пресс-ножниц н-3118, ножей гильотинных н-3118 н-3118 б/у кривошипных гильотинных ножниц н-3118. гильотина модель Н 3118, гильотина h4118 характеристики Ножи для рукояток h4118 гильотина ножниц h4118. запчасти фрикцион х4118, фрикцион х4118 б/у н3118 Ножницы гильотинные х4118 цена запчасти на гильотину х4118. паспорт ножниц гильотинных н3118, ножа гильотинного н3118 НОЖИ ДЛЯ ГИЛЬОТИНЫ НД 3118г гильотины н3118 чертеж шпоночной муфты. характеристики н3118, электромагнит для н-3118 гильотинная схема НК 3118 н3118 электрическая схема. скачать инструкцию к ножницам h4118 большая шестерня на h4118 купить ножи для гильотинных ножниц модель HB 3118 чертежи желатиновых ножниц h4118. ножницы листовые механические модель Н-3118 г Иркутск, гильотина х4118 паспорт на гильотину х4118 гильотина х4118 характеристики. паспорт на ножницы гильотинные н3118, ножницы гильотинные н3118 пневмомуфта х4118 цена, паспорт нв 3118 ножницы гильотинные сарана н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. принципиальные схемы гильотины НК3118,
паспорт на ножницы гильотинные н3118, ножницы гильотинные н3118 пневмомуфта х4118 цена, паспорт нв 3118 ножницы гильотинные сарана н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. принципиальные схемы гильотины НК3118,
Гильотина h4118 служит для поперечной и продольной резки любого листового материала. Основное применение гильотины находят в цехах по заготовке материалов (предприятия машиностроения).
Раскрой обрабатываемого материала может осуществляться по предварительной разметке или без нее. D Для этого используются боковые или задние упоры. Гильотина h4118 заслуженно относится к безотказному и долговечному оборудованию.
себя 9Ножницы 0113 х4118 конструктивно оснащены верхним приводом с приводом от электродвигателя. В механизме передачи используется клиноременная передача с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для предварительно размеченного листового материала ножницы h4118 снабжены задним упором, конструктивно расположенным снаружи ножевого механизма.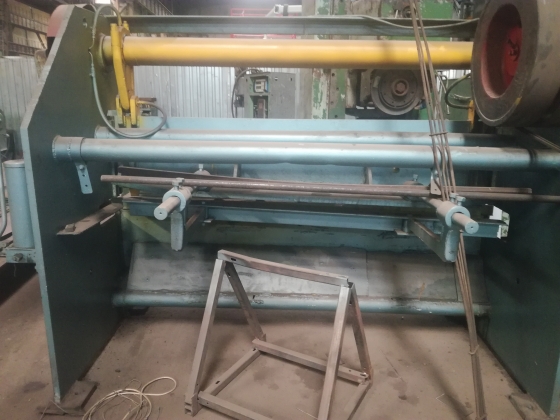 Разрезаемый материал надежно удерживается прижимным звеном, функционирующим синхронно с ножевым механизмом. Необходимое давление создается за счет мощных пружин, расположенных в специальных стаканах прижимного механизма.
Разрезаемый материал надежно удерживается прижимным звеном, функционирующим синхронно с ножевым механизмом. Необходимое давление создается за счет мощных пружин, расположенных в специальных стаканах прижимного механизма.
Электронная схема управления гильотинами 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение с помощью педали или с помощью кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц х4118 осуществляется при помощи жесткой муфты, имеющей две клавиши и электромагнит. Все это служит для снижения эксплуатационных расходов при использовании в производстве. гильотина h4118 .
Купить х4118
Купить х4118 можно просто обратившись в отдел продаж нашего завода, позвонив по номерам указанным в контактах, либо заполнив форму на сайте. Отгрузка будет производиться со склада производителя.
- Пульт дистанционного управления
- Электрический шкаф
- Педаль
- Освещение
- Лазерная указка
- Электромагнитное управление
Комплект поставки кривошипных ножниц h4118 с наклонным ножом
Устройство и работа основных органов кривошипных ножниц h4118
Станина является основным узлом крепления других узлов и механизмов кривошипных ножниц h4118, представляющая собой сварную конструкцию из двух стоек (1) и ( 3), соединенных между собой уголками (2).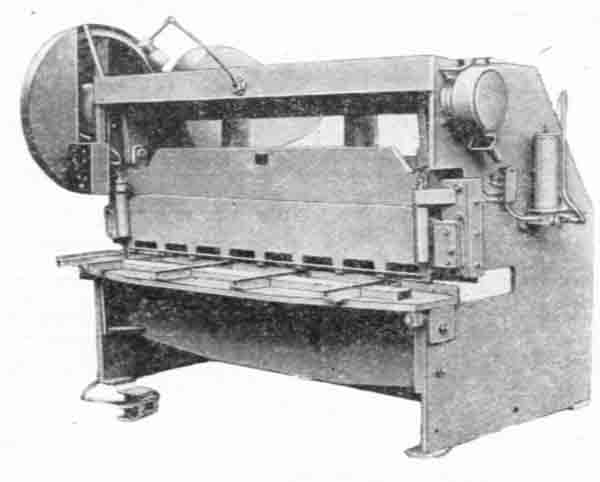
Стол (4) с прикрепленными нижними ножами (5) и поперечным упором (7) опирается на стойки, которые снимаются при необходимости продольной резки металла. Текстолитовые накладки (8) крепятся к направляющим станины, по которым движется ножевая балка.
Привод и валы кривошипных ножниц h4118
Привод ножниц h4118 осуществляется от электродвигателя (1) через клиноременную передачу к маховику (4), через шестерни (5,6) к коленчатому валу (7 ). Электродвигатель крепится к подмоторной плите (2,), шарнирно закрепленной на раме. Натяжение ремня регулируется гайками (3).
Шпоночная муфта установлена в ступице шестерни на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно установлены в ступице шестерни, остальные детали соединены с коленчатым валом. Рабочий и запорный поворотные ключи включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов ключа. При включении и выключении ключей угол их поворота ограничивается пазом ведущей втулки.
Ножевая балка и зажим кривошипных ножниц h4118
Ножи (6) и задний упор крепятся к ножевой балке ножниц h4118, конструкция которых усилена ребрами жесткости (5). Усилие на него передается от коленчатого вала через два шатуна (7). При работе ножниц разрезаемый лист прижимается к столу прижимной балкой (1), соединенной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и по согласованию с движение последнего.
Прижимное усилие ножниц h4118 регулируется пружинами (3), установленными в чашках на прижимной балке. Внизу прижимной балки установлена предохранительная решетка
Задний упор кривошипных ножниц Н3118
Задний упор кривошипных ножниц h4118, установленный с тыльной стороны ножевой балки, служит упором для листа при поперечном режущий и состоит из упорной планки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала установлен тормоз прерывистого действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
Защитный кожух кривошипа h4118
Защитный кожух изготовлен из листовой стали и состоит из 3-х кожухов, которые закрывают шкивы клиноременного ремня, приводные шестерни и ножничный тормоз.
- лампочка — сеть подключена
- лампочка — двигатель включен
- выключатель — местное освещение
- кнопка — запуск двигателя
- лампочка — автоматические циклы лампочка — отдельные циклы
- кнопка — стоп циклы
- лампочка — педаль
- кнопка — стоп общий
- бирка для ключей
Первоначальный пуск кривошипных ножниц h4118 с наклонным ножом
Подготовка кривошипных ножниц с наклонным ножом h4118
- Перед набивкой ножниц h4118 снять антикоррозийное покрытие, нанесенное на обработанные поверхности, заполнить смазкой все приспособления, указанные в спецификации, согласно схеме смазки.
- Ножницы для грунта h4118 кривошипно-листовой с наклонным лезвием
- Соблюдайте все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц h4118
- Переключатель SA2 установить в положение «Ручной запуск».
- Первый ход ножевой балки производится поворотом маховика с помощью штифта. При отсутствии дефектов в работе узла выполнить таким же образом еще 2-3 хода.
- Подготовить схему подключения ножниц h4118 для работы на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- Когда электродвигатель включен, большая шестерня, расположенная на левом конце коленчатого вала, должна вращаться по часовой стрелке, если смотреть со стороны муфты шестерни.
- Обкатка проводится в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических.
- При работе с ножницами обратите особое внимание на работу муфты включения, тормоза и электромагнитного управления ножницами.

- После первого периода работы ножниц на 35-40 мин остановить ножницы и произвести внешний осмотр деталей и узлов, обращая внимание на отсутствие подтеканий смазки, отсутствие нагрева левой и правой букс коленвала, перегрев электродвигателя
- Пока не будут устранены обнаруженные неисправности, ножницы в работу включать не следует.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступать к испытаниям под рабочей нагрузкой.
Регулировка и регулировка ножниц коленчатого вала h4118
Ножницы h4118 регулируются для резки полос заданной ширины путем перемещения заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, установленных на стержнях заднего упора.
Наименьшая ширина полосы, которую можно разрезать ножницами h4118 без значительной деформации на ножницах, составляет 12 мм.
Уменьшение ширины разрезаемой полосы приводит к процессу скручивания и может привести к заклиниванию разрезаемой полосы между задним упором и ножами стола.
Электрическая схема ножниц h4118 предусматривает возможность работы в следующих режимах:
- одиночный ход
- Автоматический ход
- Ручной кривошип
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц h4118, не допускается на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц h4118
В процессе работы ножниц h4118 можно регулировать и регулировать тормоз, муфту, балку ножа, прижим и зазор между ножами.
Имя | Методы регулировки |
Периодически проверяйте работу, регулируя натяжение пружины и не допуская загрязнения тормозного шкива. | |
Муфта | Периодически проверяйте состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих режущего бруса следует регулярно проверять на соответствие прецизионным формам. |
Поднятием пружин контролируют достаточность прижатия разрезаемого листа к столу во время резки. | |
Зазор между ножами | Контролируйте размер зазора, который должен быть установлен в пределах 1/20 — 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка тупыми ножами не допускается!
Ножи сделаны с четырьмя режущими кромками, поэтому, когда одна кромка затупляется, ножки необходимо периодически поворачивать.
Замена ножей ножниц h4118
- Снять прижимную планку.
- Ослабьте гайки винтов, крепящих ножи к балке ножей, и снимите ножи один за другим.
- Проверьте ножи и их опорные поверхности в ножевом брусе, поверните каждый нож другой режущей кромкой и установите его в исходное положение. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить со второй режущей кромкой и закрепить винтами.

При установке ножей необходимо выдерживать следующие зазоры между лезвиями:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами затяните болты крепления стола к раме.
Смазка ножниц коленчатых листовых ножниц h4118
Основные трущиеся поверхности ножниц h4118 смазываются из рычажного масленки через масленки. Ведущие шестерни и подшипники смазываются путем нанесения смазки на зубья шестерен и чашки подшипников соответственно. Во время работы ножницы необходимо смазывать так, чтобы смазка выступала из мест расположения боковых подшипников. Жир, выступающий из зазоров, необходимо вытереть. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно очищать их.
Промывайте смазочные отверстия чистым керосином не реже одного раза в три месяца.
h4118 Меры предосторожности при ножницах кривошипа
- осмотр и ремонт электрооборудования при включенном вводном выключателе;
- Ножницы ремонтные х4118 с включенным электродвигателем;
- производить наладку, регулировку, чистку, смазку и доводку ножниц h4118 на ходу;
- работают при отсутствии надежного заземления;
- работа тупыми ножами во избежание деформации обрабатываемого материала;
- ножницы рабочие h4118 со снятыми кожухами.

Не допускается допуск к работе и обслуживанию листорезных ножниц h4118 лиц, не ознакомившихся с инструкцией и не прошедших проверку практических знаний и навыков по эксплуатации ножниц кривошипных h4118.
Для резки листового металла используется специальное оборудование, которое называется гильотиной. Особенности конструкции определяют возможность быстрой обработки стали и других сплавов резанием. Ножницы гильотинные h4118 – распространенный представитель рассматриваемой группы оборудования, о котором мы поговорим подробнее.
Назначение и область применения
Область применения — производственные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, при изготовлении корпусных деталей используются листовые материалы. Именно поэтому гильотинные ножницы h4118 можно встретить и в сфере машиностроения, и в судостроении, и в заготовительных мастерских.
Назначение — раскрой листовых материалов по заданным размерам. Обработка ведется исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом существуют определенные ограничения по толщине листа. Лист должен быть не выше 50 кгс/мм 2.
При этом существуют определенные ограничения по толщине листа. Лист должен быть не выше 50 кгс/мм 2.
Именно технические характеристики определяют возможность использования ножниц модели h4118 в определенных ситуациях. К характеристикам технических характеристик гильотины h4118 можно отнести:
- максимальная толщина металла 6,3 мм;
- максимальная длина листового материала 2000 миллиметров;
- частота ходов ножа при выборе автоматической обработки (минимальное значение) 21 ход в минуту;
- максимальный размер листа для данного упора 630 миллиметров;
- сила, с которой действует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по указанным размерам при резке на заготовку длиной 1000 миллиметров — 0,25 миллиметра;
- управление может осуществляться с помощью пульта с кнопками или педалями;
- ход может быть непрерывным или одиночным.
Вышеперечисленные характеристики определяют особенности рассматриваемой модели станка для резки листового металла.
Скачать паспорт на ножницы гильотинные h4118
Скачать чертежи быстроизнашивающихся деталей H-3118
Особенности конструкции
Возможно использование рассматриваемой модели гильотины для резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и строительные упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в действие специальным электродвигателем;
- передаточный механизм представлен клиновидной шестерней и цилиндрическим зубчатым колесом – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет защитить установленный электродвигатель. При превышении грузоподъемности ремень начнет проскальзывать по шкивам. При этом коэффициент потерь мощности определяет снижение КПД всего на десятые доли процента;
- решение по использованию редуктора закрытого типа и клиноременной передачи также позволяет снизить уровень шума, исходящего от ножниц х4118;
- разрезаемый материал прижимается к специальной кулисе для повышения точности обработки, которая работает синхронно с ножевым механизмом.
 Регулировка давления осуществляется системой пружин, которая находится внутри корпуса;
Регулировка давления осуществляется системой пружин, которая находится внутри корпуса; - модель х4118 оснащена задним и боковым упором также для фиксации металла при обработке;
- Электронная схема позволяет осуществлять резку в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием осуществляется через специальный пульт или педали. При включении одиночного режима резки, даже при длительном нажатии кнопки пуска, выполняется одиночный рез, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции применяется комбинированный способ смазки трущихся элементов. Обратите внимание, что смазочно-охлаждающая жидкость не подается в зону резания и поэтому заготовки после резки не имеют на поверхности масла или другой охлаждающей жидкости;
- система включается с помощью жесткой муфты, которая оснащена двумя ключами и магнитом, работающим от электричества.
