Обобщенные трудовые функции | Трудовые функции | ||||
код | наименование | уровень квалификации | Наименование | код | уровень (подуровень) квалификации |
A | Производство металлопроката и труб из черных и цветных металлов на однократных волочильных станах | 3 | Выполнение подготовительных операций волочения металлопроката и труб из черных и цветных металлов на однократных волочильных станах | A/01.3 | 3 |
Ведение процесса волочения металлопроката и труб из черных и цветных металлов на однократных волочильных станах | A/02.3 | ||||
Выполнение заключительных операций волочения металлопроката и труб из черных и цветных металлов на однократных волочильных станах | A/03.3 | ||||
B | Производство проволоки, специальных профилей и труб из черных и цветных металлов на станах барабанного типа с однократным и многократным волочением | 3 | Выполнение подготовительных операций волочения проволоки, специальных профилей и труб из черных и цветных металлов на станах барабанного типа с однократным и многократным волочением | B/01.3 | 3 |
Ведение процесса волочения проволоки, специальных профилей и труб из черных и цветных металлов на станах барабанного типа с однократным и многократным волочением | B/02.3 | ||||
Выполнение заключительных операций волочения проволоки, специальных профилей и труб из черных и цветных металлов на станах барабанного типа с однократным и многократным волочением | B/03.3 | ||||
C | Производство микропроволоки из черных и цветных металлов на станах многократного волочения | 3 | Выполнение подготовительных операций волочения микропроволоки на станах многократного волочения | C/01.3 | 3 |
Ведение процесса волочения микропроволоки на станах многократного волочения | C/02.3 | ||||
| Выполнение заключительных операций волочения микропроволоки на станах многократного волочения | C/03.3 | ||||
Трудовые действия | Получение (передача) информации при приемке-сдаче смены о сменном производственном задании, о состоянии рабочего места волочильщика, неполадках в работе обслуживаемого оборудования и принятых мерах по их устранению | ||||
Проверка состояния ограждений и работоспособности основного и вспомогательного обслуживаемого оборудования, средств индивидуальной защиты, связи, производственной сигнализации, блокировок, инструмента, противопожарного оборудования на участке волочения | |||||
Подготовка к работе волочильного оборудования, инструмента, приспособлений и технологической смазки | |||||
Установка волок | |||||
Проверка поступившего металла, предназначенного для волочения, на соответствие основным требованиям стандартов и технических условий | |||||
Подготовка металла к волочению | |||||
Установка бунта, катушки на размоточное устройство волочильного стана | |||||
Ведение агрегатного журнала и учетной документации волочильщика | |||||
Необходимые умения | Определять визуально или с использованием приборов отклонения параметров текущего состояния обслуживаемого основного и вспомогательного оборудования однократных волочильных станов, средств индивидуальной защиты, связи, производственной сигнализации, блокировок, аварийного инструмента, противопожарного оборудования от установленных значений | ||||
Определять тип волоки и технологическую смазку в зависимости от вида производимой продукции | |||||
Оценивать качество и необходимое количество технологической смазки в процессе волочения | |||||
Устанавливать технологический инструмент на однократных волочильных станах | |||||
Визуально определять наличие дефектов на поверхности металла перед волочением | |||||
Применять контрольно-измерительный инструмент для измерения геометрических размеров поступающего металлопроката | |||||
Обрезать торцы проволоки перпендикулярно к ее оси | |||||
Подавать специальные команды машинисту крана в ходе технологического процесса | |||||
Производить наладку технологического оборудования однократных волочильных станов | |||||
Применять средства индивидуальной защиты, пожаротушения и пользоваться аварийным инструментом на участке волочения | |||||
Применять программное обеспечение рабочего места волочильщика | |||||
Необходимые знания | Устройство, принцип работы и правила эксплуатации основного и вспомогательного оборудования, волочильного инструмента участка волочения | ||||
Устройство, кинематические схемы и правила наладки однократных волочильных станов | |||||
Производственно-технические инструкции по волочению металлопроката и труб на однократных волочильных станах | |||||
Правила приемки металла, предназначенного для волочения | |||||
Виды дефектов металла, направляемого на волочение | |||||
Способы подготовки металлопроката и их влияние на качество металла при волочении | |||||
Правила и порядок установки (смены) технологического инструмента на станах однократного волочения | |||||
Конструкция и порядок сборки волоки | |||||
Требования бирочной системы и нарядов-допусков на участке волочения | |||||
Назначение и правила применения контрольно-измерительного инструмента | |||||
Требования схем перемещения и складирования металла и оборудования на участке волочения | |||||
Слесарное дело применительно к выполняемым работам на участке волочения | |||||
План мероприятий по локализации и ликвидации последствий аварий на участке волочения | |||||
Требования охраны труда, промышленной, экологической и пожарной безопасности на участке волочения | |||||
Программное обеспечение рабочего места волочильщика | |||||
Другие характеристики | — | ||||
Трудовые действия | Получение (передача) информации при приемке-сдаче смены о характеристиках режима волочения, причинах получения несоответствующей продукции и брака и принятых мерах по их устранению | ||||
Проверка работоспособности обслуживаемого волочильного оборудования и механизмов | |||||
Настройка волочильного стана | |||||
Пробное волочение | |||||
Контроль параметров изделий для дальнейшего запуска в производство всей партии металла | |||||
Контроль качества поверхности и геометрических размеров холоднотянутого металла | |||||
Регулировка параметров волочения | |||||
Смена волок | |||||
Контроль качества и своевременной замены технологического инструмента на однократных волочильных станах | |||||
Обслуживание смазочных и специальных намоточных устройств или загрузочных консолей и накопителей готовой продукции, съемных механизмов и систем охлаждения при волочении | |||||
Контроль намотки металлопроката на волочильные барабаны, укладки прутков на приемное приспособление | |||||
Съем, увязка и маркировка мотков, бунтов или пачек продукции | |||||
Обрезка заправочных концов | |||||
Сброс готовой продукции на стеллаж или в накопительный карман | |||||
Ведение агрегатного журнала и учетной документации волочильщика | |||||
Необходимые умения | Определять визуально или с использованием приборов отклонения параметров текущего состояния обслуживаемого основного и вспомогательного оборудования однократных волочильных станов и устройств волочения от установленных значений | ||||
Визуально определять наличие дефектов на поверхности металла перед волочением, в процессе и после волочения | |||||
Осуществлять проверку исправности технологического инструмента однократных волочильных станов | |||||
Подбирать тип волоки и технологическую смазку в зависимости от марки и вида калибруемого металла | |||||
Регулировать скорость волочения на однократных волочильных станах | |||||
Проверять величины фактического абсолютного обжатия | |||||
Пользоваться мерительным инструментом | |||||
Оценивать качество и необходимое количество технологической смазки в процессе волочения | |||||
Применять контрольно-измерительный инструмент для определения геометрических размеров поступающего металла | |||||
Производить поверку мерительного инструмента | |||||
Применять средства индивидуальной защиты, пожаротушения и пользоваться аварийным инструментом на участке волочения | |||||
Применять программное обеспечение рабочего места волочильщика | |||||
Необходимые знания | Устройство, принцип работы и правила эксплуатации обслуживаемого основного и вспомогательного оборудования участка волочения | ||||
Устройство, кинематические схемы и правила наладки однократных волочильных станов | |||||
Назначение и правила применения контрольно-измерительных приборов и мерительного инструмента | |||||
Производственно-технические инструкции по волочению металлопроката и труб на однократных волочильных станах | |||||
Особенности волочения металлопроката различных марок | |||||
Типы волок (одинарная, сборная, роликовая) | |||||
Правила и порядок установки (смены) технологического инструмента на станах однократного волочения | |||||
Влияние скоростных режимов на процесс волочения металла | |||||
Последовательность действий при запуске или отключении, настройке, контроле режима работы оборудования | |||||
Влияние способа подготовки металла на качество продукции при волочении | |||||
Система допусков и посадок, квалитеты и параметры шероховатости обрабатываемого металла | |||||
Зависимость прочностных и пластических свойств металла от степени деформации при волочении металла | |||||
Требования локальной нормативной документации, регламентирующей процессы волочения | |||||
Требования стандартов и технических условий к выпускаемой продукции | |||||
Механические свойства обрабатываемого металла | |||||
Виды брака металлопродукции, выявляемые при волочении металла | |||||
Допустимые виды дефектов, образующиеся в процессе волочения | |||||
Слесарное дело применительно к выполняемым работам на участке волочения | |||||
Требования бирочной системы и нарядов-допусков на участке волочения | |||||
План мероприятий локализации и ликвидации последствий аварий на участке волочения | |||||
Требования охраны труда, промышленной, экологической и пожарной безопасности на участке волочения | |||||
Программное обеспечение рабочего места волочильщика | |||||
Программное обеспечение рабочего места волочильщика | |||||
Другие характеристики | — | ||||
Трудовые действия | Извлечение волок из оправ, протирка волок | ||||
Отбор образцов произведенной продукции на физико-металлографические испытания | |||||
Контроль геометрических параметров и качества поверхности готовой продукции | |||||
Проведение аттестации продукции после волочения | |||||
Оформление сопроводительной документации на произведенную продукцию | |||||
Съем, увязка, маркировка, упаковка продукции | |||||
Взвешивание произведенной продукции | |||||
Сдача в фильерную мастерскую отработанных волок | |||||
Сбор, сортировка отбракованного металла и отходов по группам | |||||
Чистка обслуживаемого оборудования | |||||
Сбор использованной ветоши в специальные контейнеры | |||||
Уборка рабочего места волочильщика | |||||
Ведение агрегатного журнала и учетной документации волочильщика | |||||
Необходимые умения | Отбирать пробы для определения физико-металлографических свойств готового металла | ||||
Проверять исправность весов | |||||
Извлекать отработанные волоки из оправ | |||||
Применять средства индивидуальной защиты, пожаротушения и пользоваться аварийным инструментом на участке волочения | |||||
Применять программное обеспечение рабочего места волочильщика | |||||
Необходимые знания | Устройство, принцип работы и правила эксплуатации оборудования для взвешивания, маркировки и упаковки металла | ||||
Требования нормативной документации к параметрам и качеству готовой продукции, критерии оценки качества готовой продукции, виды брака и способы его предупреждения, выявления и устранения | |||||
Требования к проведению отбора проб для испытаний металлопродукции | |||||
Перечень, периодичность и методы контроля характеристик металлопродукции | |||||
Требования к качеству готовой металлопродукции | |||||
Правила укладки, связки и транспортировки готовой продукции | |||||
Правила приемки металла после волочения | |||||
Требования бирочной системы и нарядов-допусков для рабочего места волочильщика | |||||
Правила эксплуатации подъемных сооружений | |||||
План мероприятий локализации и ликвидации последствий аварий | |||||
Требования охраны труда, промышленной, экологической и пожарной безопасности на участке волочения | |||||
Программное обеспечение рабочего места волочильщика | |||||
Другие характеристики | — | ||||
Трудовые действия | Получение (передача) информации при приемке-сдаче смены о сменном производственном задании, о состоянии рабочего места, неполадках в работе обслуживаемого оборудования и принятых мерах по их устранению | ||||
Проверка состояния ограждений и исправности средств индивидуальной защиты, средств связи, производственной сигнализации, блокировок, аварийного инструмента, противопожарного оборудования на участке волочения | |||||
Проверка поступившего металла на соответствие основным требованиям к металлу, предназначенному для волочения | |||||
Установка волок | |||||
Контроль качества подсмазочного слоя металлопроката перед волочением | |||||
Установка бунта, катушки на размоточное устройство | |||||
Сварка концов проволоки в бунтах и проволоки на катушках | |||||
Обслуживание смазочных и специальных намоточных устройств, сварочных аппаратов, съемных механизмов и системы охлаждения при волочении | |||||
Проверка исправности контрольно-измерительных инструментов и специальных приспособлений | |||||
Ведение агрегатного журнала и учетной документации волочильщика | |||||
Необходимые умения | Определять визуально работоспособность волочильного стана и устройств волочения | ||||
Настраивать волочильный стан, устройства волочения и сварки проволоки | |||||
Производить регулировку дополнительного оборудования | |||||
Подбирать тип волоки для волочения различных видов металлопродукции | |||||
Подбирать технологическую смазку в зависимости от вида производимой продукции | |||||
Оценивать качество и необходимое количество технологической смазки в процессе волочения | |||||
Обрезать торцы проволоки перпендикулярно к ее оси | |||||
Подавать специальные команды машинисту крана в ходе технологического процесса | |||||
Производить поверку мерительного инструмента | |||||
Применять средства индивидуальной защиты, пожаротушения и пользоваться аварийным инструментом | |||||
Применять программное обеспечение рабочего места волочильщика | |||||
Необходимые знания | Устройство, принцип работы, правила технической эксплуатации и конструктивные особенности волочильного оборудования, разматывателей, наматывателей, приспособлений для острения проволоки, смазочного оборудования, оборудования для обрезки бунтов, сварки проволоки | ||||
Устройство применяемого контрольно-измерительного инструмента и специальных приспособлений | |||||
Устройство, принцип работы и правила технической эксплуатации сварочного аппарата | |||||
Требования нормативной документации, регламентирующей процессы волочения (производственно-технологических инструкций) | |||||
Конструкции и порядок сборки волок | |||||
Способы регулирования дополнительного оборудования: разматывателей, наматывателей, приспособлений для острения проволоки, смазочного оборудования, оборудования для обрезки бунтов, сварки проволоки | |||||
Правила приемки металла для волочения | |||||
Сортамент металла, основные свойства металла и сплавов, подлежащих волочению | |||||
Требования нормативной документации к металлу, направляемому на волочение | |||||
Правила нанесения промежуточной маркировки | |||||
Требования бирочной системы и нарядов-допусков для волочильщика | |||||
Порядок и правила проведения строповочных работ | |||||
Слесарное дело применительно к выполнению работ на участке волочения | |||||
План мероприятий локализации и ликвидации последствий аварий на участке волочения | |||||
Требования охраны труда, промышленной, экологической и пожарной безопасности на участке волочения | |||||
Программное обеспечение рабочего места волочильщика | |||||
Другие характеристики | — | ||||
Трудовые действия | Получение (передача) информации при приемке-сдаче смены о характеристиках режима волочения, причинах получения несоответствующей продукции и брака и принятых мерах по их устранению в течение смены | ||||
Проверка качества и количества технологической смазки во время волочения | |||||
Управление работой волочильного стана | |||||
Установка скорости волочения по заданному маршруту и режиму волочения | |||||
Контроль диаметра и профиля проволоки по протяжкам и качества поверхности проволоки | |||||
Наблюдение за процессом намотки проволоки на приемное приспособление | |||||
Сброс готового металла на стеллаж или в накопительный карман | |||||
Подналадка волочильного оборудования | |||||
Ведение агрегатного журнала и учетной документации волочильщика | |||||
Необходимые умения | Выявлять отклонения текущих параметров технологического процесса и состояния оборудования от установленных значений | ||||
Выявлять отклонения текущих параметров технологического процесса и состояния оборудования от установленных значений | |||||
Пользоваться программным обеспечением для управления технологическим процессом волочения | |||||
Заправлять проволоку в волоку на минимальной скорости | |||||
Проверять качество волоки | |||||
Регулировать скорость волочения по заданному маршруту и режиму волочения | |||||
Производить замену волок | |||||
Визуально определять качество поверхности металла | |||||
Применять контрольно-измерительный инструмент для определения геометрических параметров металла, прошедшего волочение | |||||
Визуально определять равномерность слоя окислов, цвет побежалости, вмятины и потертости от роликов | |||||
Применять средства индивидуальной защиты, пожаротушения и пользоваться аварийным инструментом на участке волочения | |||||
Применять программное обеспечение рабочего места волочильщика | |||||
Необходимые знания | Устройство, принцип работы, правила технической эксплуатации основного и вспомогательного оборудования участка волочения | ||||
Производственно-технические инструкции по волочению металлопродукции на станах барабанного типа с однократным и многократным волочением | |||||
Схемы технологического процесса волочения, выполнения промежуточных операций | |||||
Особенности волочения различных видов металлопродукции | |||||
Типы волок (одинарная, сборная, роликовая) | |||||
Влияние способов подготовки металла на качество готовой продукции | |||||
Влияние скоростных режимов на процесс волочения металла | |||||
Последовательность действий при запуске или отключении, настройке, контроле режима работы оборудования | |||||
Зависимость прочностных и пластических свойств металла от степени деформации при волочении металлопродукции | |||||
Требования к качеству готовой продукции в соответствии с заказом | |||||
Виды дефектов, образующихся в процессе волочения | |||||
Требования стандартов к геометрическим параметрам, равномерности слоя окислов, цвету побежалости, вмятинам и потертостям от роликов | |||||
Правила пользования контрольно-измерительными приборами на участке волочения | |||||
Требования бирочной системы и нарядов-допусков на участке волочения | |||||
| Трудовые действия |
|
| Требования к образованию и обучению |
|
| Требования к опыту практической работы |
|
Волочильный стан — характеристики и применение
Сегодня производство металлических изделий является наиболее востребованной отраслью производства. К этим типам производства можно отнести и изготовление таких изделий из металла, как проволока, железные пруты, профильного материала и трубы не слишком большие по диаметру. Стоит отметить, что для изготовления всех этих металлических изделий требуется наличие специального оборудования, к нему непосредственно относится волочильный стан.
Устройство волочильного стана.
Данное оборудование предназначено для того, чтобы протягивать изделие через так называемую волоку, иными словами специальный глазок, при этом размер его сечения является меньшим, нежели размер сечения исходного материала. Волочильные станы, в непосредственной зависимости от их принципа работы могут подразделяться на станы движение металла, в которых является прямолинейным. И станы, в которых обрабатываемый металл наматывается на барабанное устройство.
Волочильные станы первой категории могут быть реечными и цепными. Их используют для волочения и калибровки таких изделий, как прутки, трубы небольшого диаметра и других подобных изделий. Такой материал не нужно сматывать в специальные бухты.

Второй тип волочильных станов, металл в которых наматывается на барабанное устройство, используется наиболее часто для изготовления таких материалов, как металлическая проволока, а так же специальный профильный материал. Стоит отметить, что данный тип стана можно, в свою очередь, подразделять на станы однократного действия. На многократные станы, которые работают со скольжением. На станы многократные, которые работают без скольжения, и наконец, на станы многократного действия, которые работают с противонатяжением.
Данное оборудование включает в себя три основных рабочих элемента, этими рабочими частями являются устройство для размотки металлического материала, сама часть, которое производит волочение, и устройство для намотки готового изделия.
Принцип работы волочильного стана.
Принцип работы данного устройства выглядит следующим образом. Материал подлежащий волочению через корзину приемочного отделения а также через специальные роликовые устройства, направляющего характера выдается на ролик, и далее на ролик установленный в каретке компенсирующего типа. Уже с этой каретки материал выдается прямо на само волочильное устройство.
Использование такого органа, как компенсирующая каретка важно для того, чтобы предотвратить обрыв проволоки, в случае резкого торможения волоки или резкой остановки работы всего устройства. Суть этого рабочего механизма чрезвычайно проста: во время внезапной остановки при подаче заготовки, блоки оборудования еще какое-то время продолжают вращение и соответственно требуют выдачи еще какого-то определенного количества заготовочного материала. В это время каретка компенсирующего типа волочильного стана производит движение по направлению вверх и таким образом освобождает необходимое количество материала, который собственно поступает на волочильное устройство и таким образом обрыв не имеет место.
На последней стадии волочения материал проходя подвергнутый волочению поступает на нижний волочильный барабан сдвоенного типа, после чего посредством ролика перекидного типа он выдается на барабан расположенный вверху, который является накопительным. Именно посредством того, что верхний барабан накапливает проволоку, ее можно будет подать в случае резкого торможения устройства.
После процедуры волочения, проволока выдается на специальное рихтовальное устройство, которое служит для того, чтобы придавать изделию изгибы и заданную форму. Работа волочильного стана происходит непосредственно от электрического двигателя.
ПБ-11-101-95
Дата введения 1996-07-01
Разработаны и внесены
Управлением по надзору в металлургической промышленности
Утверждены
Госгортехнадзором России Постановление N 45 от 13.09.95 г.
Редакционная
коллегия:
В.Р.Пешков
(председатель), Н.С.Манин (заместитель председателя), В.Ф.Матрохин,
Н.Г.Затулкина, А.Н.Алексеев, В.Г.Извозчиков, Б.Г.Пластинин,
Л.Г.Шакирзянова, П.И.Шигорин, И.Ф.Терентьева
Настоящие Правила
разработаны Научно-исследовательским институтом охраны труда и
техники безопасности черной металлургии (НИИТБчермет) на основе
утвержденных Минчерметом СССР в 1987 г. Правил безопасности в
метизном производстве, с участием Госгортехнадзора России, а также
с учетом замечаний и предложений предприятий,
научно-исследовательских и проектных институтов, органов
Госгортехнадзора и Центрального Совета профсоюза
горно-металлургической промышленности России.
В
Правилах изложены требования безопасности к производственным
процессам и организации производства на предприятиях по
производству метизов (метизных изделий) независимо от их
принадлежности, а также по устройству и обеспечению безопасной
эксплуатации основного и вспомогательного оборудования.
С
введением настоящих Правил действие Правил безопасности в метизном
производстве, утвержденных в 1978 г., прекращается.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Настоящие Правила
устанавливают требования к проектируемым, строящимся,
реконструируемым и действующим предприятиям, цехам,
опытно-промышленным установкам по производству металлоизделий
(метизов) в части обеспечения безопасности труда (работающих) при
ведении технологических процессов и эксплуатации оборудования.
Для указанных предприятий
и цехов также обязательны Общие правила безопасности для
предприятий и организаций металлургической промышленности (утв.
Госгортехнадзором СССР 13.05.87 (с изменениями и дополнениями
N 1 от
25.09.95), а для цехов холодной и горячей прокатки, кроме того,
Правила безопасности в прокатном производстве* (утв.
Госгортехнадзором СССР 26.07.77 и Минчерметом СССР 25.05.77).
________________
*
На территории Российской Федерации документ не действует. Действует
ПБ
11-519-02. — Примечание изготовителя базы данных.
Настоящие Правила
обязательны для выполнения должностными лицами и исполнителями
работ предприятий, организаций и учреждений (независимо от форм
собственности), связанными с проектированием, строительством и
эксплуатацией предприятий, цехов и установок по производству
метизов. На основании этих Правил для рабочих должны быть
разработаны соответствующие инструкции.
1.1. Опасный и вредные производственные факторы
1.1.1. При разработке
проектной документации на вновь строящиеся и реконструируемые
метизные производства должны учитываться возможные опасные и
вредные производственные факторы (по классификации ГОСТ
12.0.003) и предусматриваться меры, исключающие их воздействие
на персонал. На действующем производстве перечень факторов должен
быть утвержден главным инженером (техническим директором).
1.1.2. Эксплуатационные
документы в метизных производствах должны содержать установленные
нормативами допустимые параметры (уровни, показатели) опасных и
вредных факторов.
1.1.3. Производственные
процессы должны быть организованы таким образом, чтобы параметры
опасных и вредных производственных факторов не превышали допустимых
пределов. В случае технической невозможности или нецелесообразности
установления или соблюдения допустимых пределов таких параметров
должны быть разработаны меры по исключению негативного влияния
опасных и вредных факторов на человека.
1.2. Опасные внешние воздействующие факторы
1.2*. Здания и сооружения
метизных производств должны быть оборудованы молниезащитой и
защитой от опасных факторов других природных явлений, установленных
проектной документацией, в соответствии с требованиями строительных
норм и правил.
__________________
* Нумерация соответствует оригиналу. — Примечание изготовителя базы данных.
2. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
На подразделения
предприятий метизных производств, использующих взрывоопасные и
взрывопожароопасные химические вещества, распространяются
требования Общих правил взрывобезопасной* для взрывопожароопасных
химических, нефтехимических и нефтеперерабатывающих производств**
(ОПБВ-88), утвержденных Госгортехнадзором СССР 06.09.88 г.
_________________
*
Текст документа соответствует оригиналу;
** На территории
Российской Федерации действуют Федеральные
нормы и правила в области промышленной безопасности «Общие правила
взрывобезопасности для взрывопожароопасных химических,
нефтехимических и нефтеперерабатывающих производств»,
утвержденные Приказом
Ростехнадзора от 11.03.2013 N 96. — Примечание изготовителя
базы данных.
Предельно допустимые
концентрации вредных веществ в воздухе рабочей зоны и общие
требования безопасности определяются в соответствии с ГОСТ
12.1.005 и ГОСТ
12.1.007.
3. ТРЕБОВАНИЯ ПО БЕЗОПАСНОСТИ ПРОИЗВОДСТВ
3.1. Проволоки и калиброванного металла
К
опасным и вредным производственным факторам относятся:
повышенные температуры
поверхностей и воздуха рабочей зоны;
подвижные части
производственного оборудования;
передвигающиеся заготовки
и изделия;
движущиеся машины и
механизмы;
повышенная запыленность
воздуха рабочей зоны;
повышенный уровень шума
на рабочем месте;
опасность поражения
электрическим током.
3.1.1. Производство проволоки методом волочения
3.1.1.1. Для волочильных
станов каждый барабан с индивидуальным приводом должен иметь
заправочную скорость не более 30% максимальной рабочей скорости для
данного типа станов.
3.1.1.2. Волочильные
станы должны быть оборудованы пультами управления.
Для волочения тончайшей и
наитончайшей проволоки допускается эксплуатация станов без пультов
управления.
3.1.1.3. Для аварийного
выключения волочильные станы должны оборудоваться кнопками или
педалью «Главный стоп». Одна из кнопок (педалей) должна находиться
у чистого барабана, а другая — у размоточного устройства.
3.1.1.4. В процессе
волочения должна применяться смазка, не оказывающая вредного
воздействия на обслуживающий персонал.
3.1.1.5. Станы должны
иметь воздушное или водяное охлаждение барабанов.
3.1.1.6. Барабаны
волочильных станов должны иметь ограждение, предотвращающее выброс
проволоки при обрыве или при переполнении барабана, а также выброс
клещей при обрыве проволоки в момент заправки барабана. Ограждение
барабанов должно быть сблокировано с пуском стана на рабочую
скорость и обеспечивать работу стана на рабочей скорости только при
закрытом ограждении всех барабанов. Первый обжимной барабан
волочильных станов должен быть оборудован электротормозным
устройством, обеспечивающим аварийную остановку его не более чем
через один оборот после выключения барабана. Электротормозным
устройством в целях быстрейшей остановки стана в аварийных случаях
должны быть оборудованы все барабаны волочильных машин.
3.1.1.7 Для аварийного
выключения барабанов, не оборудованных защитными ограждениями,
должны быть устроены барьерные выключатели, выполненные в виде
штанг, расположенных со стороны рабочего места волочильщика на
высоте 0,7-0,8 м.
Барьерные выключатели
должны быть сблокированы с тормозным устройством, обеспечивающим
выключение барабанов при движении барьера в сторону стана.
Станы тончайшего и
наитончайшего волочения и станы «Грюна» (кроме станов магазинного
типа) барьерными выключателями могут не оборудоваться.
3.1.1.8. Барабаны
волочильного стана должны быть оборудованы автоматическим
устройством для остановки стана при обрыве проволоки или выходе ее
конца из волоки.
3.1.1.9. Работа на
волочильных барабанах с неотшлифованной или изношенной галтелью
запрещается.
3.1.1.10. Для увеличения
емкости барабанов однократных станов и чистого барабана
многократных станов, установленных до введения настоящих Правил,
разрешается наращивание барабанов с ограничителями против сброса
витков проволоки. Крепление удлинителей должно гарантировать от
вылета их во время вращения барабана. Емкость приемного чистового
барабана не должна превышать величины, установленной заводской
документацией.
3.1.1.11. Мыльницы должны
располагаться на рабочем столе на таком расстоянии от барабана,
чтобы исключить возможность защемления клещей между барабаном и
мыльницей при заправке проволоки на барабан.
Крепление мыльниц должно
быть рассчитано на четырехкратный запас прочности с учетом
максимального усилия для разрыва проволоки.
3.1.1.12. Положение
направляющих роликов мыльницы должно обеспечивать правильность
набегания проволоки на барабан.
3.1.1.13. На станах, не
оборудованных защитными ограждениями барабанов, проволока,
переходящая в процессе волочения с барабана на барабан, должна быть
заключена в специальные защитные трубы.
3.1.1.14. Неподвижные
размоточные устройства должны быть надежно закреплены и снабжены
проводками или направляющими для правильного сбегания витков
проволоки.
3.1.1.15. Вращающиеся
фигурки, применяемые в качестве размоточного устройства, могут
использоваться только при условии, если линейная скорость схода
витков не превышает 150 м/мин.
3.1.1.16. Станы с
вращающимися фигурками должны быть снабжены следующими
устройствами:
приспособлением для
автоматической остановки стана с целью предупреждения обрыва
проволоки при ее запутывании на фигурке;
тормозным устройством для
предотвращения образования петель при вращении фигурки; тормозное
устройство может не устанавливаться на фигурках, применяемых для
волочения проволоки диаметром более 6,0 мм;
приспособлением,
исключающим возможность сбрасывания витков через верх фигурки.
3.1.1.17. При волочении
проволоки со скоростью вращения разматывающего устройства более 80
м/мин, а также при работе с «тяжеловесными» мотками должны
применяться размоточные устройства неподвижного типа или размотка
должна производиться с катушек.
3.1.1.18. Между
размоточным устройством неподвижного типа и мыльницей первого
барабана должно находиться напольное петлеулавливающее устройство,
предназначенное для автоматической остановки барабана или стана в
случае образования петли или запутывания витков проволоки. Для
станов с диаметром барабана 550 мм и более допускается применение
предохранительного кольца без блокировки для защиты рабочего от
ударов концом проволоки.
3.1.1.19. При размотке
проволоки с катушек должны соблюдаться следующие требования:
катушки должны иметь
необходимую балансировку и прочность, легко вращаться на оси и
иметь тормозное устройство, предотвращающее образование слабины
проволоки при инерционном вращении;
для быстрой остановки
катушки при обрыве проволоки или остановке барабана должно быть
предусмотрено независимое, автоматически действующее тормозное
устройство, сблокированное с пуском и остановкой барабана,
предотвращающее спадание и запутывание витков проволоки на
катушке;
неподвижные катушки
должны иметь устройство для плавного схода проволоки.
3.1.1.20. Намоточные
аппараты волочильных станов должны быть оборудованы оградительными
средствами против аварийного выброса приемной катушки из
аппарата.
На вновь устанавливаемых
волочильных станах намоточный аппарат должен иметь тормозное
устройство, сблокированное со станом, и ограждение, исключающее
возможность разлета концов проволоки при ее обрыве или выходе с
чистого барабана.
3.1.1.21. Волочильные
станы с вертикальной размоткой проволоки, работающие не с
разматывающих устройств, а со стеллажей, должны быть оборудованы
колоннами высотой 3,5-4,0 м с устройством на них петлеулавливающего
кольца, автоматически останавливающего первый барабан стана в
случае образования петли.
Колонны устанавливаются
перед первым барабаном и должны быть оборудованы лестницами и
площадками для устранения запутывания проволоки в кольце.
Стеллаж указанных станов
должен быть оборудован шлепперным механизмом, предназначенным для
подтяжки бунтов проволоки под колонну.
3.1.1.22. Станы,
предназначенные для грубого и среднего волочения проволоки, должны
быть оборудованы дистанционными пультами управления, ножницами,
сварочными аппаратами у разматывающих и сматывающих устройств.
3.1.1.23. Станы по
производству проволоки в мотки должны быть оборудованы механизмами
для съема мотков и приспособлениями для их увязки.
3.1.1.24. Для изменения
положения катушек массой более 500 кг должны применяться
кантователи.
3.1.1.25. Станки для
острения проволоки диаметром более 1,0 мм должны оборудоваться
индивидуальными электроприводами. Обрезка проволоки должна
производиться механическими ножницами.
3.1.1.26. Длина цепи
затяжных клещей должна быть не более 2-х диаметров барабана.
3.1.1.27. Цепь с
укрепленным на ней крючком и клещами должна испытываться на
шестикратный запас прочности относительного* максимального усилия
волочения проволоки на данном стане.
_________________
*
Текст документа соответствует оригиналу. — Примечание изготовителя
базы данных.
3.1.1.28. Для зачистки
сварного шва проволоки на станах тонкого и тончайшего (мокрого)
волочения необходимо применять абразивные круги диаметром не более
150 мм, и на станах грубо-среднего волочения — не более 200 мм.
Число оборотов вала
наждачного станка, на котором установлен круг, должно быть таким,
чтобы окружная скорость вращения круга не превышала 15 м/сек.
3.1.1.29. Для
обслуживания волочильного стана должны быть предусмотрены рабочее
место и проходы. Размеры рабочего места должны быть достаточными
для безопасного и удобного обслуживания основного и
вспомогательного оборудования (наждачного и острительного станков и
сварочного аппарата) с учетом размещения стеллажей для металла,
пультов управления, размоточных и намоточных устройств, увязочных
столов, катушек и т.д.
3.1.1.30. Для резки
проволоки должны применяться ножницы или кусачки. Порезка
высокоуглеродистой проволоки средней и большой толщины должна быть
механизирована.
3.1.1.31. Рабочие,
занятые на производстве проволоки, должны работать в защитных очках
или защитных щитках.
3.1.2. Производство калиброванного металла
3.1.2.1. Производство
калиброванного металла в мотках должно отвечать требованиям
безопасности, изложенным в пп.3.1.1.1-3.1.1.31 настоящих
Правил.
3.1.2.2. Цепные
волочильные станы должны быть оборудованы механизмами для задачи
прутков в волоку. На действующих станах допускается применение
приспособлений для острения штанг.
3.1.2.3. Цепные
волочильные станы должны быть оборудованы механизмами сбрасывания
металла в приемный карман.
3.1.2.4. Конструкция
стеллажа волочильных цепных станов должна исключать возможность
падения с них прутков. Со стороны рабочего места стеллажи должны
быть оборудованы роликами для облегчения подачи штанг в волоку.
3.1.2.5. Подача смазки на
штангу должна быть механизирована.
3.1.2.6. При
проектировании новых цепных волочильных станов должны
предусматриваться плавное повышение скорости от момента захвата
прутка до рабочей скорости волочения и плавный возврат тележки.
3.1.2.7. Роликоправильные
машины должны быть оборудованы со стороны задачи металла
проводкой.
3.1.2.8. Между правильной
машиной и приемным стеллажом должно быть установлено ограждение.
Ролики правильной машины должны быть ограждены.
3.1.2.9. Пресс-ножницы
для обрезки концов должны иметь предохранительные щиты,
предотвращающие выброс (отлетание) обрезаемых концов штанг.
3.1.2.10. Стеллажи
правильных машин и ножниц должны быть оборудованы
предохранительными упорами, исключающими скатывание на пол, и не
допускать падения коротких штанг.
3.1.2.11. При
проектировании новых цепных станов, острильных станков, правильных
машин, пресс-ножниц, шлифовальных и полировальных станков для
пруткового металла, а также при модернизации действующего
перечисленного оборудования должна быть предусмотрена механическая
задача прутков.
3.1.2.12. Дробеметные
установки для очистки штанг от окалины должны быть оборудованы:
системой вытяжной
вентиляции из дробеметных камер, сблокированной с пуском
дробеметной установки;
входными и выходными
затворами для подачи металла, исключающими вылет дроби из
камер;
блокировкой, исключающей
работу дробеметных камер при открытых дверях и люках.
3.1.2.13. Резцовые
головки станков для обточки (обдирки) поверхности металла должны
иметь ограждение, исключающее возможность вылета стружки. Люки и
ограждения должны иметь блокировку, исключающую работу станка при
открытых ограждениях и люках.
3.1.2.14. Острильные
станки с резцовой головкой должны быть оборудованы:
механическими зажимами
прутков перед их подачей в зону резания;
автоматическим
устройством закрывания зоны действия резцов;
механизмом подачи прутков
в зону действия резцов.
3.1.2.15. Шлифовальные и
полировальные станки должны отвечать следующим требованиям:
шлифовальные и
полировальные круги должны быть оборудованы надежными защитными
ограждениями;
разрешается применять
только стандартные круги, прошедшие испытание;
зона вращения бунта на
бунтошлифовальных станках должна иметь ограждения.
3.1.2.16. Комбинированные
линии для производства калиброванного металла в прутках должны быть
обеспечены переходными мостиками. Все проходы на участках между
оборудованием должны иметь ограждение, сблокированное с работой
линии, исключающее доступ к опасной зоне.
3.2. Производство стальных канатов и металлокорда
К
опасным и вредным производственным факторам относятся:
подвижные части
производственного оборудования;
передвигающиеся
заготовки, изделия;
повышенная запыленность
воздуха рабочей зоны;
повышенный уровень шума
на рабочем месте;
опасность поражения
электрическим током.
3.2.1. Хранение и приготовление смазки
3.2.1.1. Для хранения и
приготовления смазки, применяемой в канатном производстве, должны
быть специальные помещения, оборудованные емкостями для подогрева
смазки, камерой для разогрева смазки паром и слива ее в
емкости.
3.2.1.2. Подача бочек с
канатной смазкой в камеры разогрева должна быть механизирована.
3.2.1.3. Емкости должны
быть оборудованы устройством, не допускающим образования в них
избыточного давления при разогреве смазки.
3.2.2. Намотка проволоки и прядей на катушки
3.2.2.1. Конструкция
намоточных станков должна обеспечивать:
плотную и равномерную
намотку по ширине и по высоте катушки;
надежную настройку
механизма укладки в зависимости от диаметра проволоки и размера
катушки;
равномерное натяжение
проволоки при сматывании ее с фигурки или катушки;
автоматическую остановку
и торможение станка по окончании намотки проволоки или в случае ее
обрыва;
безопасную установку
мотка на фигурку, исключающую смещение мотка по отношению к оси
фигурки, и надежное крепление катушки на шпинделе головки
станка.
3.2.2.2. Намоточные
станки с диаметром диска катушки до 150 мм для намотки проволоки с
мотков должны устанавливаться таким образом, чтобы ось катушки в
намоточном станке располагалась над уровнем пола рабочей площадки в
пределах 0,8-1,0 м.
3.2.2.3. Многоголовочные
намоточные станки должны быть оснащены отдельными переводными
механизмами, исключающими самопроизвольный переход ремня с
холостого на рабочий шкив. Переводной механизм должен обеспечивать
остановку головки как со стороны катушки, так и со стороны
фигурки.
3.2.2.4. Фигурки для
размещения мотков перематываемой проволоки должны соответствовать
размерам мотков и обеспечивать размещение всех витков на фигурке,
без оседания их на основании фигурки.
3.2.2.5. Расположение
фигурок на общих станинах с намоточными станками допускается только
при перемотке мотков малого размера при диаметрах проволоки до 1
мм.
3.2.2.6. При перемотке
мотков проволоки среднего и большого размера (диаметром более 1 мм)
фигурки должны располагаться на отдельных устойчивых
основаниях.
3.2.2.7. Ширина катушек
должна соответствовать размеру кареток прядевьющих и канатовьющих
машин.
3.2.2.8. Оси отверстий
катушек и тормозных шкивов, закрепленных на дисках катушек, должны
совпадать для обеспечения равномерности торможения катушек при
сматывании с них проволоки в прядевьющих и канатовьющих
машинах.
3.2.2.9. Для
транспортировки пустых катушек и катушек с проволокой должны
применяться подъемно-транспортные механизмы.
3.2.2.10. Соединение
концов проволоки при намотке на катушки должно производиться на
электрических аппаратах стыковой сварки, которые должны быть
заземлены.
3.2.2.11. Освобождение
катушек от остатка проволоки должно производиться на станках,
оснащенных приспособлением для установки катушек с проволокой. Для
перемотки проволоки с катушек в мотки перемоточный станок должен
быть оборудован барабаном, плотность намотки и формирование мотка
на котором должны обеспечиваться натяжением перематываемой
проволоки.
3.2.3. Изготовление прядей и канатов
3.2.3.1. Прядевьющие и
канатовьющие машины должны быть оборудованы секционными
ограждениями, удобными для эксплуатации кареток (рам) машин.
Открывающиеся и раздвижные части ограждений должны иметь
блокировку, исключающую пуск и работу машины при открытых или
неплотно закрытых ограждениях.
3.2.3.2. На сигарных
машинах с катушками диаметром до 315 мм допускается применять
открывающиеся прутковые, сетчатые или перфорированные листовые
ограждения на каждой секции. Машины с катушками диаметром более 315
мм на каждой секции должны иметь ограждения из двух или нескольких
сдвигающихся или открывающихся частей.
3.2.3.3. Ограждения
корзиночных машин должны быть установлены на высоту не менее высоты
ротора машины.
3.2.3.4. Прядевьющие и
канатовьющие машины должны быть оборудованы устройством
автоматической остановки при обрыве проволоки (пряди) или при
выходе их конца, а также средствами торможения машины.
3.2.3.5. Шестерни в
вертикальных канатовьющих машинах корзиночного типа должны быть
надежно ограждены от возможного попадания в них концов прядей.
3.2.3.6. Каретки (рамы)
прядевьющих машин должны быть только стальными (литыми или
сварными).
3.2.3.7. Конструкция
кареток сигарных машин должна обеспечивать их устойчивость с
закрепленными в них катушками и не допускать вращения или качения
(более 30°) кареток при вращении ротора машины.
3.2.3.8. Конструкция и
прочность кареток, способ крепления их опорных хвостовых частей,
способ крепления катушки к каретке должны исключать возможность
выброса катушки из прядевьющих и канатовьющих машин.
3.2.3.9. Зарядка
канатовьющих и прядевьющих машин должна производиться цепными или
канатными стропами.
3.2.3.10. Для торможения
ротора корзиночных машин должны применяться быстродействующие
тормоза колодочного типа.
3.2.3.11. Пространство
между вытяжным шкивом и настилом приямка вытяжного шкива должно
быть ограждено бортиком высотой не менее 50 мм.
3.2.3.12. Подача смазки
должна осуществляться насосом. Ванны со смазкой канатовьющих и
прядевьющих машин должны быть снабжены терморегулятором,
теплообменником и устройством, предотвращающим разбрызгивание
смазки.
3.2.3.13. Кронштейн и
приспособления для установки катушек с сердечником или прядью перед
прядевьющими и канатовьющими машинами должны быть снабжены
регулируемым тормозным устройством.
3.2.3.14. Контакты
электроаппарата для резки каната или пряди должны быть закрыты
щитком от выброса искр или оплавленных частиц из зоны резания.
3.2.3.15. Диски
фрикционных пил для резки канатов и их приводы должны иметь
ограждения.
3.2.3.16. При резке
канатов фрикционными пилами должны обеспечиваться противопожарные
меры.
3.2.3.17. Для ручной
резки канатов допускается применять ножницы рычажного, винтового
или гильотинного типа с ручным приводом. Применять для этой цели
зубило запрещается.
3.2.3.18. Специальный нож
для сращивания органических сердечников должен иметь
неметаллическую ручку длиной не менее 120 мм. Пластина ножа должна
быть изготовлена из вязких сталей толщиной 1,5-2,0 мм и длиной не
более 80 мм. Конец ножа должен быть тупым, овальной или
прямоугольной формы.
3.2.3.19. Кусачки должны
быть заточены, на режущей части не должно быть вмятин и сколов.
3.2.3.20. При
изготовлении плоских канатов должны применяться подвижные
поворотные столы-тележки.
3.2.3.21. Снятие остатков
проволоки и прядей с катушек должно выполняться в специально
отведенных местах, но не в зоне работы машины.
3.2.3.22. На прядевьющих
и канатовьющих машинах и намоточных станках, большой протяженности
по фронту обслуживания машины (станка), должны быть установлены
дублирующие посты управления, удаленные друг от друга не более чем
на 6 м. Электросхема управления должна исключать возможность
управления ими одновременно с нескольких постов.
3.2.3.23. Ограждение
конусной части свивки каната или пряди должно иметь блокировку,
исключающую пуск и работу машины при снятом ограждении.
3.2.3.24. На участках
перехода пряди или каната на вытяжной шкив должно быть
предусмотрено защитное приспособление, предохраняющее попадание
пальцев рук обслуживающего персонала под прядь или канат.
3.2.3.25. Для укладки
сменных деталей, оснастки и инструмента должны предусматриваться
специальные стеллажи, ящики или тумбочки.
3.2.3.26. Контрольные и
сигнальные устройства, предупредительные надписи, таблицы должны
быть расположены в поле зрения рабочего.
3.2.3.27. Между пультом
управления и фронтом машины (станка) должно быть расстояние не
менее 0,8 м.
3.2.3.28. Расстояние
между намоточными станками по фронту обслуживания в зависимости от
конструкции станков должно быть не менее 1,2 м.
3.2.3.29. Расстояние от
выступающих конструкций стен до катушек и фигурок со стороны
обслуживания должно быть не менее 1,5 м.
Расстояния от колонны до
боковых сторон намоточных станков должны быть не менее 0,8 м, а со
стороны фигурок и катушек — не менее 1,2 м.
3.2.3.30. Расстояние
между канатными машинами со стороны обслуживания кареток (ширина
рабочего места) должно быть не менее 1,2 м. Расстояние между
колоннами здания и машинами со стороны, противоположной рабочему
месту, допускается сокращать до 1,0 м.
3.2.3.31. При
проектировании и реконструкции цехов у намоточных станков,
прядевьющих и канатовьющих машин должны быть предусмотрены
необходимые площади для ремонта и демонтажа узлов оборудования.
3.2.3.32. Канатовьющие и
прядевьющие машины должны быть оборудованы средствами
шумоглушения.
3.3. Производство крепежных изделий и гвоздей
К
опасным и вредным производственным факторам относятся:
подвижные части
производственного оборудования;
передвигающиеся изделия,
заготовки;
повышенный уровень шума
на рабочем месте;
опасность поражения
электрическим током;
острые кромки, заусенцы
на поверхности заготовок, инструментов и оборудования.
3.3.1. Общие требования к участкам и оборудованию
3.3.1.1. Автоматы, в
системах управления которых используется сжатый воздух, должны
иметь устройство, отключающее привод при падении давления ниже
установленного, и соответствующий световой сигнал на пульте
управления: «Нет давления воздуха».
3.3.1.2. Каждый автомат
должен оборудоваться пультом управления, расположенным на высоте
0,8-1,2 м от пола рабочей площадки. Каждая кнопка пульта управления
должна иметь надпись назначения.
3.3.1.3. Прессы
механические (кривошипные, чеканочные, винтовые, фрикционные и др.)
должны иметь указатель положения ползуна, график усилий или энергии
по ползуну и карту смазки.
3.3.1.4. Автоматы должны
быть оснащены местным освещением напряжением не выше 42 В.
3.3.1.5. Настройка
автоматов и пробная штамповка заготовок должны производиться на
минимальной скорости, на одиночных ходах.
Оборудование для волочения
Содержание страницы
Что такое процесс волочения
Волочение — процесс обработки давлением, при котором пластическая деформация заготовки в холодном состоянии осуществляется за счет ее протягивания с усилием P через постепенно сужающееся отверстие в инструменте, называемом волокой, или фильерой (рис. 1).
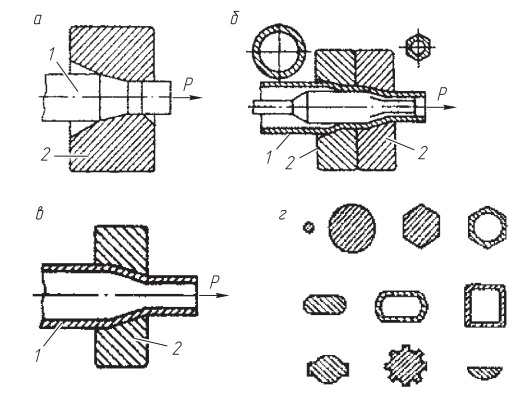
Рис. 1. Схемы волочения: а — пруток; б, в — трубы; г — примеры получаемых профилей.
При волочении заготовка 1 протаскивается через фильеру 2 в холодном состоянии, приобретая гладкую поверхность (Ra = 1,6 мкм) и точность поперечного размера в пределах 8-13-го квалитетов (для круглого проката) При волочении твердость и предел текучести материала увеличиваются за счет наклепа (упрочнения) . Волочение является исключительным методом для производства очень тонкой проволоки.
Машины, обеспечивающие выполнение пластической деформации металла волочением, называют волочильными станами. Основными их элементами являются волочильный инструмент и тянущее устройство Принцип работы волочильных станов может быть различным и определяется характером работы тянущего устройства.
Станы могут быть с прямолинейным движением протягиваемого металла (цепные, реечные, гидравлические и др. ) и с наматыванием на барабан (барабанные) Первый тип машин применяется для волочения профилей, сматывание в бунты которых вызывает определенные трудности. Барабанные волочильные станы используют для волочения проволоки, а также сплошных и полых профилей небольших сечений из черных и цветных металлов, которые не повреждаются при сматывании в бухту
1. Станы с прямолинейным движением прутка
Станы с прямолинейным движением прутка при волочении строят чаще всего цепными. Основными элементами такого стана (рис. 2) являются станина 3, бесконечная цепь 2, тележка с захватом 4, стойка для крепления волоки 5, двигатель и передающие движение механизмы 1. В цепных станах современной конструкции имеются устройства для автоматического возвращения тележки с захватом, приспособления для надевания труб и сбрасывания их после волочения с оправки, автоматического захвата прутков и пр Многониточные волочильные станы тянут одновременно до 10 заготовок.
Длина протягиваемого на цепных станах изделия ограничивается размерами станины и чаще всего не превышает 15 м. Однако имеются станы, на которых протягивают прутки и трубы длиной до 50 м.
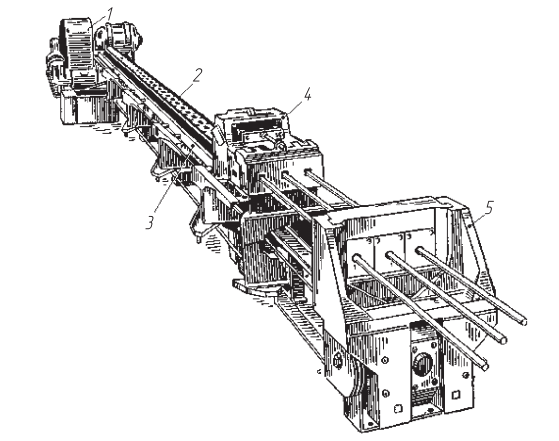
Рис. 2. Общий вид цепного многопруткового волочильного стана
Цепные станы строят с усилием волочения от 5 до 1500 кН. Скорость волочения на них при обработке относительно коротких прутков (порядка 5. . . 8 м) составляет 0,03. . . 0,5 м/с. При волочении длинных прутков скорость волочения достигает 1,5. . . 3,3 м/с. В последнем.случае.предусматривается.автоматическая.регулировка. скорости, так как включение тянущей тележки на больших скоростях увеличивает вероятность обрыва переднего заостренного конца заготовки в начальный момент волочения.
Системы управления современных волочильных станов построены на использовании программируемых контроллеров с автоматической системой диагностики.
2. Барабанные станы
В зависимости от характера работы и количества барабанов станы делят на однократные, или однобарабанные, и многократные, или многобарабанные, которые могут подразделяться по способу выполнения на них волочения на следующие виды: многократные, работающие без скольжения, многократные, работающие со скольжением, и многократные, работающие с проти- вонатяжением. Многобарабанные станы могут иметь до 30 волок.
Однократные станы используют при волочении толстой проволоки и прутков чаще всего диаметром от 4 до 25 мм. По способу укладки металла на барабане их изготовляют с вертикальным и горизонтальным расположением оси барабана В последнем случае упрощаются заправка проволоки и снятие бунта с барабана. Диаметр барабана определяется сечением протягиваемого изделия. Так, при диаметре проволоки 4 мм диаметр барабана равен 450 мм, при диаметре прутка 25 мм — 1000 мм.
Для того чтобы витки проволоки по мере наматывания могли свободно сдвигаться по барабану, последний делают в виде усеченного конуса или состоящим из усеченного конуса и цилиндра Барабан передает усилие волочения проволоке. Рабочий участок барабана испытывает значительные нагрузки от давления наматываемой проволоки, поэтому его рабочая поверхность должна иметь высокую твердость Она выполняется из кованой стали с твердостью поверхности около 62 HRC. Волочильные барабаны имеют внутреннюю систему охлаждения.
Скорость волочения на однократных станах чаще всего составляет 1. . . 2 м/с и обычно не превышает 5 м/с. В зависимости от сечения и вида протягиваемого металла станы однократного волочения строят в расчете на усилие волочения от 0,05 до 100 kH.
Привод волочильных барабанов осуществляется с помощью двигателей переменного тока с частотным регулированием. Электродвигатели для облегчения регулировки ременной передачи монтируют на наклонных направляющих. Многократное волочение без скольжения выполняется так, что протягиваемая проволока наматывается на тянущий ее барабан 2, 4, 5, как при однократном волочении. Стан (рис. 3) состоит из нескольких последовательно расположенных волок 1 и тянущих барабанов, которые, хотя и связаны непрерывностью процесса, могут работать независимо друг от друга.
Сматывание проволоки с барабана 2 и 4 во время волочения или при его остановке, чтобы избежать ее скручивания, производится через систему роликов 3, один из которых, расположенный над барабаном, имеет возможность свободно вращаться вокруг оси барабана Скорость вращения барабана синхронизируется сенсорным роликом, который автоматически регулирует ее в соответствии с обжатием проволоки.
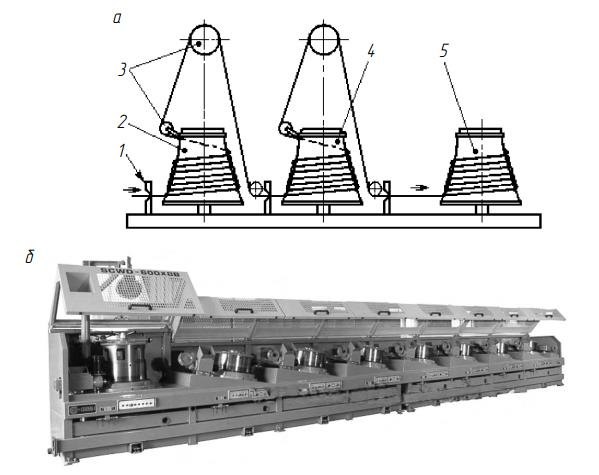
Рис. 3. Многобарабанный волочильный стан, работающий без скольжения: а — схема; б — общий вид стана SCWD-600
Скорость волочения на станах без скольжения может достигать 20 м/с. Подобные станы изготовляют как с групповым, так и с индивидуальным приводом для каждого барабана. На катушки может наматываться до 4000 кг проволоки.
Станы многобарабанного волочения, работающие со скольжением (рис. 4), имеют существенное отличие от станов, работающих без скольжения При волочении со скольжением протягиваемую проволоку оборачивают вокруг рабочих шкивов 3 (барабанов) один или несколько раз так, чтобы тяговое усилие на каждом шкиве преодолевалось действием сил трения между поверхностью шкива и обхватывающей его в процессе волочения проволокой. Во время работы за каждый оборот барабана (шкива) на него наматывается один виток проволоки и вместе с этим один виток сматывается.
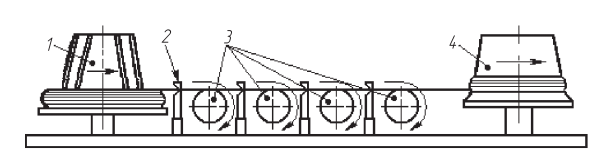
Рис. 4. Схема стана многобарабанного волочения, работающего со скольжением: 1 — подающий барабан; 2 — волока; 3 — рабочий шкив; 4 — приемный барабан.
Скорость выхода металла из волоки не может оказаться больше окружной скорости последующего за ней барабана, ибо волочение выполняется тянущим усилием этого барабана. Данное обстоятельство требует при работе на станах со скольжением выбирать окружную скорость рабочих шкивов такой, чтобы она была на 2. . . 4 % больше скорости волочения. Эта разница (за исключением последнего барабана) вызывает проскальзывание металла по рабочим шкивам, и такое волочение называется волочением со скольжением Станы со скольжением используют главным образом для волочения медной, алюминиевой и сравнительно мягкой стальной проволоки. Их изготовляют с горизонтальным и вертикальным расположением рабочих шкивов На них выполняется волочение в жидкой смазке, что обеспечивает возможность применения высокоскоростного волочения (до 40 м/с) В качестве смазки при волочении применяют минеральное масло, графит, мыло или эмульсии. Бак для смазки оборудуют охлаждением.
Противонатяжение при волочении положительно сказывается на силовых условиях процесса, что влечет за собой уменьшение износа волок, следовательно, повышается точность размеров проволоки. Величину противонатяжения устанавливают в пределах от 10 до 30 % от усилия волочения.
Для точного регулирования противонатяжения станы оборудованы автоматической установкой скорости рабочих барабанов Каждый барабан приводится индивидуальным приводом с регулируемой скоростью. Станы оснащают устройством с гидравлическим приводом для снятия напряжений с проволоки.
3. Волочильный стан для труб
Волочение труб можно производить на оправке (см. рис. 1, б) и без оправки (см. рис. 1, в), если требуется уменьшить наружный диаметр и толщину стенки При этом могут применяться оправки, движущиеся вместе с трубой, жестко закрепленные и самоустанавливающиеся оправки Волочение на оправках позволяет получить трубы с высокими точностью размеров и качеством внутренней поверхности.
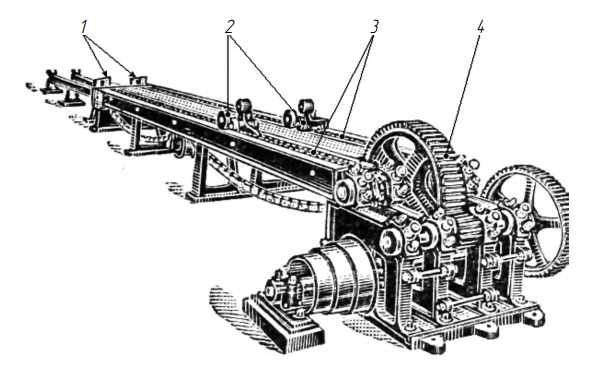
Рис. 5. Волочильный стан для труб
Волочильный стан для труб (рис. 5) имеет две бесконечные цепи Галя 3, смонтированные на стальной раме-станине и приводимые в движение от ведущих звездочек, которым посредством зубчатой передачи 4 сообщается вращение от мотора. На конце рамы укреплены головки 1 с фильерами, изготовленными из твердого сплава. На станине катятся две тележки 2 с клещами для захвата протягиваемой трубы, которые своими крючками могут быть захвачены за любое звено цепи. Протяжка трубы ведется на короткой или длинной оправке.
Число протяжек труб зависит от исходных и заданных размеров. Для тонкостенных труб малого диаметра может выполняться свыше 13 протяжек. По мере удлинения трубы разрезаются дисковой пилой
Просмотров: 867
Волочильные станы
Волочильные станы, предназначены для производства проволоки меньшего диаметра из катанки (грубое волочение) или из проволоки большего диаметра.Примерные диапазоны волочения:
- Грубое волочение: входной диаметр в таких машинах 8мм для меди и 12-9.5 для алюминия, выходной от 4мм до 1.2мм.
- Среднее волочение: входной диаметр 1.8мм — 3.5мм, выходной от 1.5мм — 0.2мм.
- Тонкое волочение: входной диаметр, 1.0мм — 1.8мм, выходной 0.5мм – 0.05мм.
В отличии от алюминия, при волочении меди часто используется отжиг проволоки для получения проволоки марки ММ (медь мягкая), без отжига соответственно МТ (медь твердая). Отжиг происходит за счет пропускания электрического тока большого напряжения, через участок проволоки находящийся между двух роликов-контактов.
Определитесь с приемным устройством. Проволока может укладываться в корзины или наматываться на бобины. На бобины наматываться она может как с помощью простого одинарного приемника, так и с помощью двойного автоматического (для скоростных), который позволяет не останавливая стан, менять бобины.
Следует помнить, что процесс волочения требует непрерывной смазки с использованием эмульсии. Для этого необходимо соорудить маслостанцию, включающую в себя насосы, резервуар для эмульсии и в зависимости от региона дополнительные устройства охлаждения, как например радиаторы или градирни.
Не следует пренебрегать системой фильтрации эмульсии. Особенно такая система важна в случае дальнейшего волочения проволоки, так как микрочастицы меди, попадающие вместе с эмульсией в фильеру в момент протяжки, впрессовываются в проволоку и являются местом разрыва при следующем этапе волочения.
Кроме того, линия волочения должна быть укомплектована дополнительными станками и оборудованием, такими как острильно- затяжной станок, аппарат холодной и/или горячей сварки. Так же сюда можно отнести и фильеры (волоки), комплект зависит от того, какой нужен диаметр на выходе. Основными показателями качества продукции (проволоки/жилы) являются сопротивление и коэффициент удлинения.
Если Вы планируете продавать продукцию после волочения, то возможно понадобиться лабораторное оборудование для измерения этих показателей и если для измерения сопротивления комплект стоит не дорого, то для измерения удлинения это дорогое оборудование, особенно для больших диаметров.
Если Вы планируете использовать полученную продукцию самостоятельно, то вполне можно обойтись простым тестером для измерения сопротивления, а удлинение можно измерить, соорудив не хитрое приспособление для растягивания проволоки.
Грубое волочение энергоемкий процесс, в купе с отжигом, скоростные линии потребляют около 300 кВт/ч. Работают на таких линиях, как правило, по 2 оператора. Затраты электроэнергии при среднем волочении около 100 кВт, при тонком около 50кВт.
1.4 Продукция, получаемая волочением
Введение
Производство метизов является самостоятельной областью металлообработки. Метизами условно принято называть группу широко применяемых в народном хозяйстве металлических изделий промышленного назначения, для изготовления которых используют катанку, мелкосортный прокат, калиброванный металл, проволоку и катаные полосы. К этой группе изделий, относящейся к продукции четвертого передела черной металлургии (считая первым — производство чугуна, вторым – стали, третьим – проката), относятся: проволока, канатные изделия, металлокорд, витая арматура, металлические сетки, крепежные изделия и др.
Обработка металла волочением, т.е. протягивание заготовки через отверстие, выходные размеры которого меньше, чем исходное сечение заготовки, находит самое широкое применение в различных отраслях промышленности. Изделия, получаемые волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения.
Волочение выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и пр., так как при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок.
Волочение представляет собой один из древнейших способов обработки металла давлением. Впервые волочение начали применять 3-3,5 тыс. лет до нашей эры. В начале XYIII века на заводах Урала работало 16 волочильных станов от водяного привода, выпускавших около 45 тонн железной проволоки в год. В 1838 году впервые было применено многократное волочение на больших скоростях 30-60 м/мин. В 1922 году на Белорецком сталепроволочно-канатном заводе был внедрен специальный вид термической обработки катанки — патентирование, с помощью которого была получена прочная стальная проволока. Переход от волочения на однократных машинах к волочению на многократных станах позволил значительно поднять производительность. Скорость волочения возросла более чем в 15 раз.
Сталепроволочное производство технически постоянно совершенствуется. Изменена структура производства: увеличена доля выпуска проволоки ответственного назначения, более тонкой и прочной. Освоены высокие скорости волочения.
Проволоку основного сортамента производят по современным, достаточно эффективным технологическим схемам на высокопроизводительном оборудовании. Сталепроволочное производство оснащено поточными агрегатами, на которых совмещены операции термической обработки и подготовки поверхности, включая нанесение металлических покрытий.
Метизная промышленность обеспечивает переработку 90-95% производимой катанки в проволоку. Наряду с повышением прочности проволоки и снижением величины ее плюсовых допусков на диаметр значительно экономится металл. Этому же способствует увеличение доли выпуска проволоки с защитными покрытиями и с фасонным поперечным сечением вместо круглой, что позволяет снизить массу самого изделия и всей потребляемой проволоки.
ОАО «ЧСПЗ» является крупным предприятием метизной промышленности, в номенклатуре изделий которого представлена широкая гамма метизов. В настоящее время доля «ЧСПЗ» в отгрузке товарной продукции среди предприятий ассоциации «Промметиз» составляет 38%.
30 декабря 1967 года был издан приказ Министерства черной металлургии СССР о создании Череповецкого сталепрокатного завода на базе выведенного из состава металлургического завода метизного производства.
В настоящее время ОАО «ЧСПЗ» разделено на три больших производства:
метизное производство в составе сталепроволочного цеха № 1 мощностью 450 тыс. тонн проволоки в год; гвоздильного цеха мощностью 70 тыс. тонн гвоздей в год; цеха металлических сеток мощностью 30 тыс. тонн сетки и сетчатых конструкций в год; электродного цеха мощностью 66 тыс. тонн электродов и порошковой проволоки в год;
калибровочное производство в составе калибровочного цеха мощностью 500 тыс. тонн калиброванного металла в год; крепежного цеха мощностью 15 тыс. тонн крепежа в год; цеха стальных фасонных профилей мощностью 20 тыс. тонн фасонных профилей в год;
сталепроволочно-канатное производство в составе сталепроволочного цеха № 2 мощностью 120 тыс. тонн проволоки в год и канатного цеха мощностью 75 тыс. тонн стальных и арматурных канатов в год.
В структуру завода включен ряд служб и вспомогательных цехов: энергоцех, инструментальный, ремонтно-механический, тарный, строительный, транспортно-грузовой, и др. Обеспечение производства сырьем и материалами осуществляет дирекция по обеспечению материально-техническими ресурсами, дирекция по маркетингу и сбыту осуществляет работу с клиентами, планирование продаж и изучение рынка сбыта.
Использована информация из “Пособия волочильщика”.
1. Классификация волочильных станов
Волочильный стан — это машина, служащая для обработки металла волочением, .т.е.протягиванием металлических заготовок в холодном состоянии через волочильный инструмент для получения меньших размеров поперечного сечения готового изделия — проволоки. Волочением обрабатывается проволока круглых и фасонных сечений и обеспечивается высокая точность профиля и чистая гладкая поверхность. При холодном волочении значительно повышается предел текучести и прочности, а также твердость протягиваемого металла.
В зависимости от конструктивных особенностей и назначения волочильные станы делятся на две группы: станы с круговым движением проволоки при намотке на барабан и с прямолинейным движением готового изделия при помощи тянущих тележек. По принципу работы волочильные станы классифицируются на волочильные станы без скольжения проволоки на тяговых барабанах и станы со скольжением проволоки на барабанах, кроме последнего, чистового.
Первые, в свою очередь, подразделяются на станы с накоплением проволоки на промежуточных барабанах и на станы с автоматическим регулированием частоты вращения промежуточных барабанов на прямоточных станах.
По кратности волочения волочильные станы подразделяются на
однократные и многократные. По кинематическому принципу — станы с индивидуальным приводом каждого барабана и станы с групповым приводом всех барабанов. В зависимости от диаметра протягиваемой проволоки станы подразделяются: для особо толстого волочения (при диаметре проволоки более 6.0 мм), грубого волочения (3.0-6.0 мм), среднего волочения (1.8-3.0 мм), тонкого волочения (0.8-1.8 мм), тончайшего волочения (0.5-0.8 мм), наитончайшего волочения (0.1-0.5 мм) и волочения проволоки диаметром менее 0.1 мм.
По термическим условиям деформации волочение проволоки подразделяется на:
горячее волочение — волочение в условиях зарекристаллизационных температур (до 900°С), применяемое для таких металлов, как вольфрам, молибден, сплавы титана и алюминия, так как они обладают при обычных температурах недостаточной пластичностью и проявляют хрупкость; теплое волочение — волочение в условиях до или около рекристаллизационного порядка (до 500°С,) используещееся для волочения проволоки из быстрорежущих марок сталей типа Р-9, Р-18; низкотемпературное волочение — волочение в интервале температур от 60°С до 180°С, применяющееся при производстве проволоки из высоколегированных сталей с аустенитной и аустенитно-ферритной структурой.
Кроме этого, процесс волочения может проводиться с противона-тяжением, как это происходит на прямоточных волочильных станах -перед соответствующей волокон протягиваемой проволоке создается предварительное натяжение от предыдущего барабана.
Вибрационное волочение — волочение с наложением вибраций на проволоку или волоку с частотой от 200 до 1000 Гц, что приводит к уменьшению силы волочения на 35-45%.
Волочение черев вращающуюся волоку также уменьшает силу волочения, но для вращения волоки необходим специальный привод.
Волочение проволоки через неприводные роликовые волоки, применяющиеся для высокопрочных сталей, аналогично обработке давлением методом прокатки с неприводными валками.
Появление в 1927-28 гг. твердосплавного волочильного инструмента произвело своего рода революцию в волочильном производстве.
1.1 Волочильные станы для однократного волочения проволоки
Однократные волочильные станы предназначены для волочения проволоки из заготовок толстых размеров — от 8.0 до 20.0 мм. Диаметр тянущих барабанов составляет 550-750 мм.
Схема работы однократного волочильного стана показана на рис.1.1. Протягиваемая заготовка 2 сматывается с размоточного устройства 1. После прохождения через волочильный инструмент (волоку) 3, протянутая на необходимый размер (диаметр) проволока 4 наматывается на тянущий барабан б, который приводится во вращение от электродвигателя 7 через редуктор или коробку скоростей 6.
Волочильный стан (рис.1.2) представляет собой самостоятельный блок, состоящий из литого корпуса 11, на котором смонтирован тяговый волочильный барабан 5.Барабан получает вращение от электропривода, состоящего из электродвигателя 3, клиноременной передачи, четырехскоростной коробки передач 4, конической и цилиндрической пар зубчатых колес.
Бунт заготовки, подлежащей волочению, надевается на консоль 1 или фигурку 2. Конец проволоки после заострения на острильном станке пропускают через отверстие волоки 9, после чего захватывают вытяжными клещами. Клещи при помощи пластинчатой цепи с крюком на другом конце соединяются с барабаном 5.На заправочной (медленной) скорости на барабан наматывается несколько витков проволоки, после чего клещи снимаются, а свободный конец проволоки закрепляется за спицу 6 барабана. После этого стан включается на рабочую скорость.
После накопления на барабане определенного количества витков проволоки, стан останавливается, полученный моток проволоки (или передельной заготовки) снимается и укладывается на увязочную фигурку 8.
Все операции по укладке бунта заготовки на размоточное устройство и съем мотка проволоки механизированы.
Волочильный барабан обслуживается подъемниками, а укладка бунта осуществляется тельфером 7. Масса бунтов с проволочных про катных станов составляет 1.0-1.5 т, для их укрупнения применяется стыковая сварка с помощью специальных сварочных аппаратов 10, которыми оборудован каждый стан.
Намотка проволоки может производиться не только в бунты, но и на катушки вместимостью до 2.0 т при помощи специальных намоточных устройств, которые могут быть установлены в одной линии с волочильными станами. Это позволяет повысить производительность волочильного стана за счет снижения времени на ручные операции (съем мотка проволоки с барабана и др.) и увеличения машинного времени. При этом улучшается качество готовой продукции, уменьшаются отходы, исключается перепутывание проволоки и т.д.
Привод в станах однократного волочения может осуществляться от электродвигателей как переменного, так и постоянного тока.
Привод должен обеспечивать:
запуск стана при заправке на медленной, ползучей скорости и плавный разгон, исключающий обрыв проволоки;
быстрый разгон для обеспечения максимальной производитель ности;
широкий диапазон регулирования скорости волочения в зави симости от величины поперечного сечения и марки протя гиваемого материала;
быструю остановку стана в аварийных случаях.
Несмотря на то, что современные однократные станы проектируют для работы с повышенными скоростями волочения, они имеют следующие недостатки:
за одну, а иногда за две протяжки (при ступенчатом, сдвоен ном барабане) нельзя получать высокие обжатия;
ограниченная скорость волочения всецело определяется допустимой скоростью схода заготовки с фигурки;
— ввиду того, что диаметр заготовки довольно велик, а машин ное время на один бунт заготовки мало, стан часто приходится ос танавливать для замены бунта, а также съема мотка проволоки, если последняя накапливается на барабане.
Однократные волочильные станы находят широкое применение для производства проволоки фасонных профилей (сечений), при волочении труднодеформируемых марок сталей, при калибровке толстой проволоки, а также при теплом волочении с предварительным подогревом металла (заготовки).
В табл.2.1 приведена техническая характеристика наиболее распространенных типов волочильных станов как для однократного, так и для многократного волочения конструкции ВНИИМЕТМАШа.
Кинематические схемы приводов станов ВСМ 1/650, ВСМ 1/550 и ВСМ 1/750 приведены на рис. 1.3-1.5.

Рис.1.1. Схема работы однократного волочильного стана:
1 — размоточное устройство; 2 — проволока — заготовка; 3 — волочильный инструмент; 4 — протянутая проволока; 5 — тянущий барабан; 6 — редуктор; 7 — электродвигатель
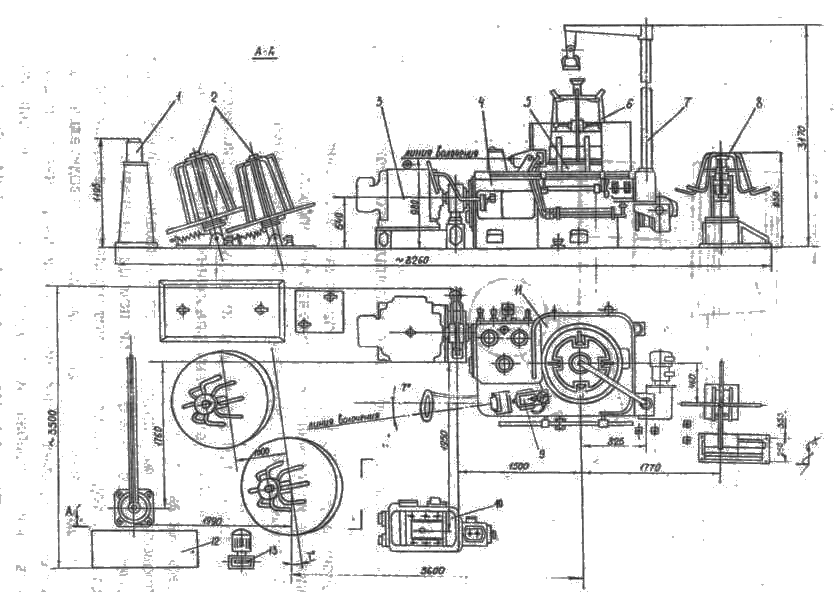
Рис.1.2. Общий вид волочильного стана ВСМ 1/650:
1-консоль для заготовки в мотках; 2-вращающиеся фигурки для мотков;3-электродвигатель привода; 4-коробка передач; 5-волочильный,тянущий барабан;6-спицы для накопления проволоки; 7-колонна съемника: 8-фигурка для увязки мотка; 9-фильеродержатель; 10-сварочный аппарат; 11-корпус блока стана; 12-электрошкаф; 13-наждак
. 1.2 Волочильные станы для многократного волочения
проволоки
На многократных волочильных станах проволока — заготовка проходит последовательно через несколько волок, изменяя после каждой
Волочильный стан типа UDZSA 5000/6
Шестикратный волочильный стан блочного типа модели UDZSA 5000/6 с максимальным усилием волочения на первом черновом блоке равным 50 кН (5000 кг), предназначен для волочения стальной углеродистой проволоки при диаметре заготовки до 12 мм. При волочении медной или алюминиевой проволоки диаметр заготовки может быть больше. Общий вид волочильного стана UDZSA 5000/6 приведен на рис.3.1.
Все блоки данного стана имеют одинаковую конструкцию. Отличительную особенность имеет чистовой барабан, снабженный специальными спицами для сбора витков готовой проволоки в моток. Если волочильный стан снабжен намоточным аппаратом, то готовая проволока наматывается на катушки вместимостью до 1000 кг.
Каждый блок устанавливается на собственном железобетонном фундаменте, прочно прикрепляется к нему анкерными болтами. К блокам подводятся необходимые коммуникации: трубопроводы для водяного охлаждения барабанов и волокодержателей, электропитание , системы управления и т.д.
В зависимости от технологических особенностей изготовления проволоки и получения необходимых механических свойств на готовом размере волочильные станы могут комплектоваться в одной линии с различным числом блоков (от одного до шести).Основные технические характеристики волочильных станов UDZSA 5000/1-6, 2500/1-6, 1250/1-10 и 630/1-10 приведены в табл.3.2.
Блоки волочильного стана UDZSA 5000/6 имеют в своем составе привод от электродвигателя переменного тока, клиноременную передачу, четырехступенчатую коробку передач, две цилиндрические и одну коническую зубчатую передачу, приведенные на рис.3.2. Все механизмы установлены в литом стальном корпусе, обеспечивающем достаточную прочность и жесткость. Валы зубчатых колес имеют опоры на подшипниках качения. Смазка зубчатых колес и подшипниковых узлов — картерная, окунанием и разбрызгиванием. Зубья колес для увеличения стойкости подвергаются закалке и шлифованию либо притирке. Упрочнению закалкой подвергаются и ролики дифференциала, работающие в условиях тяжелого нагружения.
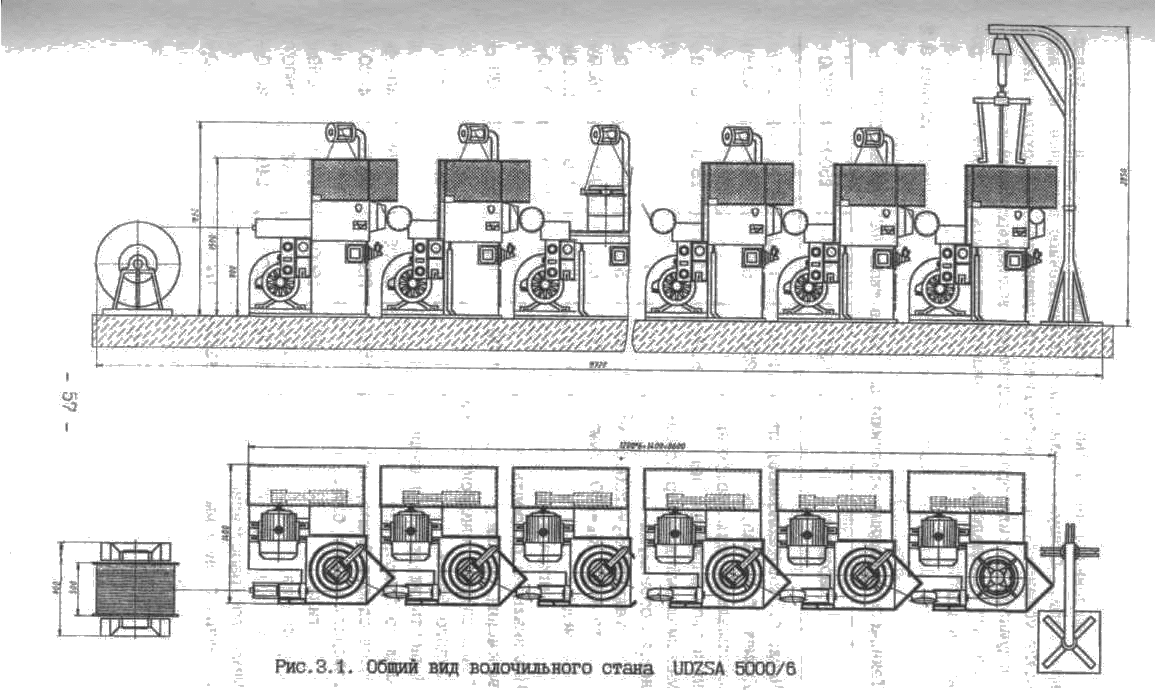
Каждый волочильный стан оснащается заправочной цангой для протягивания конца проволоки через волочильный инструмент и наматывания на барабан нескольких витков проволоки для дальнейшего волочения. Другой конец цанги имеет крючок, который зацепляется за специальные отверстия в барабане. После наматывания нескольких витков проволоки (около 10) цанга снимается и стан включается с заправочной скорости на нормальную рабочую. Во время заправки нужно быть очень внимательным и предохранять руки от возможного затягивания их витками наматываемой проволоки.
Общий вид промежуточного барабана волочильного стана UDZSA 5000/п показан на рис.3.2.
Заготовка или проволока промежуточного размера, проходя через волочильный инструмент, установленный в волокодержателе 10, наматывается на тяговый барабан и после накопления некоторого объема пропускается через ролик 13 тормозного дифференциала и далее через направляющий блок 14, установленный на вертикальной стойке, к волокодержателю следующего блока волочильного стана.
Включение блока волочильного стана производится кнопкой 9.. «Пуск», а остановка кнопкой 8 «Стоп». Управление системой охлаждения волочильного инструмента осуществляется перепускным клапаном 7, а охлаждение барабана — клапаном 6.
Во время заправки проволоки на барабане и настойке стана ножной выключатель «ползучей» медленной скорости привода блока -конечный выключатель 1. Частота вращения барабана контролируется тахогенератором 2.
Переключение ступеней зубчатых передач коробки скоростей на блоке осуществляется рычагами 16 и 17, причем одновременно одна и таже скорость (передача) устанавливается на всех блоках. Увеличение линейной скорости волочения или окружной скорости барабанов от первого до последнего чистового осуществляется за счет различного числа зубьев Za и Zb в кинематической схеме в каждом блоке.
Блокирующий контакт 15 отключает главный приводной электродвигатель при открытой дверце защиты. Все механизмы смонтированы на литом корпусе 18.
На рис. 3.3 представлена кинематическая схема одного блока волочильного стана UDZSA 5000/6, а в табл. 3.3 — данные чисел
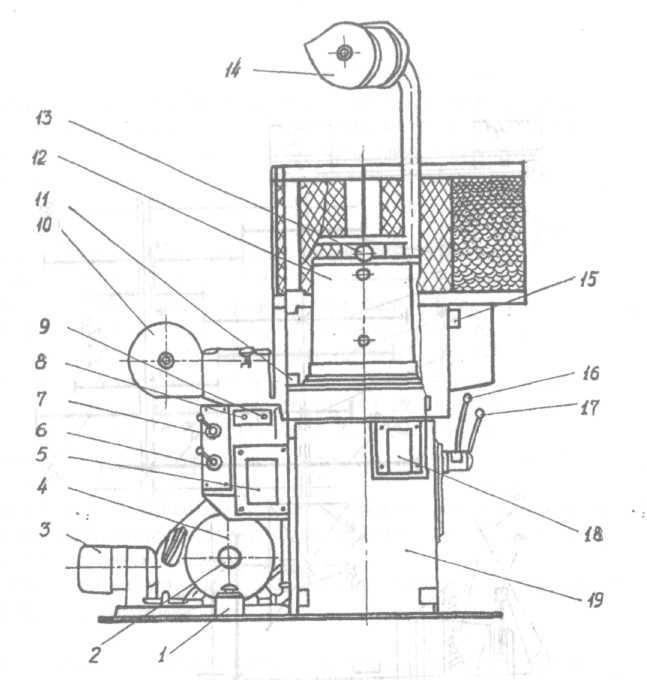
Рис. 3.2. Общий вид блока волочильного стана UDZSA 5000/п: 1 — ножная кнопка»Стоп»; 2 — тахогенератор; 3 — электродвигатель; 4 — главный приводной электродвигатель; 5 — коробка электроклемм; 6 — перепускной клапан для охлаждения барабана; 7 — перепускной клапан для охлаждения инструмента; 8 — кнопка «Стоп»; 9 — кнопка «Пуск»; 10 — направляющий ролик перед фильеродержателем; 11 -крышка бака с охлаждающей жидкостью; 12 — тянущий барабан; 13 -тормоз дифференциала; 14 — верхний направляющий ролик; 15 — блокирующий контакт при открывании защитного ограждения; 16 — рычаг для включения 2-й и 4-й передачи; 17 — рычаг для включения 1-й и 3-й передач; 18 — корпус блока
1.3 Волочильные станы разделяют на два типа: барабанные и цепные.
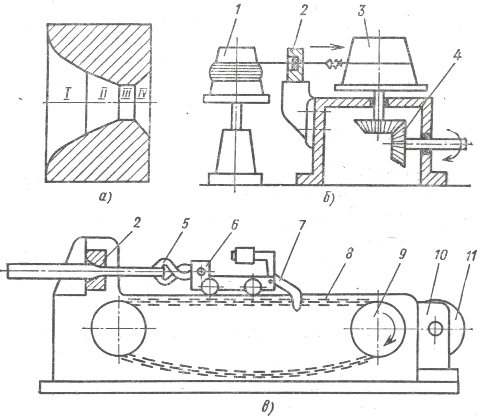 Рис.
1.3.1. Продольный разрез волоки (а) и схемы
барабанного (б) и цепного (в) волочильных
станов
Рис.
1.3.1. Продольный разрез волоки (а) и схемы
барабанного (б) и цепного (в) волочильных
станов
Барабанные станы (рис. 1.3.1, б) служат для волочения проволоки и труб небольшого диаметра, наматываемых на вертушку 1. Предварительно заостренный конец проволоки пропускается через отверстие волоки 2 и закрепляется на барабане 3, который приводится во вращение от электродвигателя через редуктор и зубчатую передачу 4. Существуют также станы многократного волочения, имеющие до 20 барабанов с установленными перед каждым из них волоками.
Цепные станы с прямолинейным движением тянущего устройства (рис. 1.3.1, в) применяют для волочения прутков и труб, которые не могут наматываться в бунты. На этом стане конец прутка пропускают через отверстие волоки 2 и захватывают клещами 5, которые закреплены на каретке 6. Каретка через тяговый крюк 7 перемещается пластинчатой цепью 8, приводимой в движение от звездочки 9, которая вращается от электродвигателя 11 через редуктор 10.
Волочение,
как правило, осуществляют в холодном
состоянии, а потому оно сопровождается
упрочнением (наклепом) металла. Исходными
заготовками служат прокатанные или
прессованные прутки и трубы из стали,
цветных металлов и их сплавов. Величина
деформации за один проход ограничена:  =
1,25-1,45. Если для получения необходимых
профилей требуется большая деформация,
то применяют волочение за несколько
переходов протягиванием через ряд
постепенно уменьшающихся по величине
отверстий. Для снятия наклепа после
каждого перехода металл подвергают
промежуточному отжигу. Для уменьшения
силы трения металла об инструмент
полируют отверстие в волоке и применяют
различные смазки — минеральные масла,
олифу, графит, тальк, мыла, фосфатные и
металлические покрытия и др.
=
1,25-1,45. Если для получения необходимых
профилей требуется большая деформация,
то применяют волочение за несколько
переходов протягиванием через ряд
постепенно уменьшающихся по величине
отверстий. Для снятия наклепа после
каждого перехода металл подвергают
промежуточному отжигу. Для уменьшения
силы трения металла об инструмент
полируют отверстие в волоке и применяют
различные смазки — минеральные масла,
олифу, графит, тальк, мыла, фосфатные и
металлические покрытия и др.
Сортамент изделий, изготовленных волочением, очень разнообразен: проволока 0,002-10 мм и фасонные профили (рис. 1.3.1, б), трубы диаметром от 0,3 до 500 мм с толщиной стенки от 0,05 до 5-6 мм.
 Рис.
3.47. Схема волочения трубы (а) и примеры
профилей, получаемых волочением (б)
Рис.
3.47. Схема волочения трубы (а) и примеры
профилей, получаемых волочением (б)
Волочение труб можно выполнять без оправки, для уменьшения только внешнего диаметра (редуцирование), и с оправкой (для уменьшения внешнего диаметра и толщины стенки). На рис. 3.47, а, показана схема волочения трубы 1 на длинной закрепленной оправке 3. В этом случае профиль полученной трубы определяется зазором между волокой 2 и оправкой 3. Волочение обеспечивает высокую точность размеров (стальная проволока диаметром 1,0-1,6 мм имеет допуск 0,02 мм), высокое качество поверхности, получение очень тонких профилей. Метод дает возможность широко варьировать (за счет наклепа, а также термической обработки) диапазон прочностных и пластических свойств металла готового изделия, резко сокращает отходы и увеличивает производительность. Отличительной чертой процесса волочения является его универсальность (простота и быстрота замены инструмента), что делает его очень распространенным.
2. Характеристика вспомогательного оборудования волочильных станов.
2.1 Размоточные устройства
Размоточные устройства предназначены для разматывания проволоки-заготовки перед волочильным станом с целью ее последующего волочения. В зависимости от того, в каком виде поступает проволока для дальнейшей переработки: в мотках (бунтах) или на катушках большой вместимости (до 1000 кг и более), конструктивно разматывающие устройства разделяются на три типа:
размотка с вращающихся фигурок;
размотка со стационарно установленных кронштейнов, консо лей;
размотка с устройства пинольного типа для установки кату шек.
К размоточным устройствам предъявляются требования:
обеспечение равномерного схода проволоки-заготовки без за путывания и под определенным углом;
возможность регулирования силы натяжения в зависимости от диаметра проволоки;
возможность сваривания концов проволоки без остановки во лочильного стана;
обеспечение безопасной работы обслуживающего персонала;
механизация загрузки разматывающих устройств;
возможность использования больших скоростей схода проволо ки с разматывающих устройств для обеспечения скоростного и высокоскоростного волочения проволоки.
При размотке проволоки из мотков, уложенных на вращающуюся фигурку, положительным преимуществом является то, что проволока., сматываясь с фигурки, не закручивается вокруг своей оси, что важно при волочении проволоки фасонного профиля по сечению. Но при больших массах мотка и большой частоте вращения фигурки из-за неточной балансировки мотка относительно оси вращения возникают большие центробежные силы инерции, которые вызывают быстрый износ подшипниковых опор, а следовательно, и частый их ремонт. На вращающихся устройствах можно разматывать проволоку толстых и сред них размеров. Сварка же концов проволоки без остановки фигурки, а следовательно, и волочильного стана невозможна, поэтому увеличивается время, затрачиваемое на ручные операции.
При установке мотков проволоки на кронштейнах имеется возможность сваривания концов проволоки при работающем стане. Но при этом способе разматывания проволока, сходя с кронштейна, получает осевое закручивание за каждый виток на один полный оборот, т.е. на 360°. Проволока подходит к первому волокодержателю стана волнистой. Чтобы уменьшить степень волнистости, кронштейны устанавливаются на значительно большем расстоянии, чем вращающиеся фигурки, от волочильного стана, что увеличивает производственные площади.
Для предохранения самопроизвольного схода витков и их запутывания на кронштейне устанавливается специальный рычаг, задерживающий витки силой собственной массы. Нижний рычаг также препятствует виткам произвольного схода. Каждый снимаемый виток приподнимает рычаги и они, ударяясь о свои опоры, издают стук-хло пок. Несколько таких работающих разматывателей создают в цехе дополнительный шум в виде периодических ударов.
Разматыватель в виде подвески для двух бунтов одновременно транспортируется краном или кран-балкой из отделения для подготовки поверхности проволоки к волочению в волочильное отделение. Общая грузоподъемность подвески до 1.5 т. Пока с одной подвески идет разматывание, на второй подготавливается конец бунта для сварки с задним концом первого бунта.
Размотка проволоки с катушки в настоящее время имеет самое большое распространение и, где это возможно, заменяет размотку из бунтов. Так как масса проволоки на катушках большой вместимости в несколько раз больше массы мотка, значительно сокращается ручное время на замену заготовки. Улучшаются условия транспортировки и хранения проволоки, уменьшается возможность запутывания витков, а следовательно, снижаются отходы металла. Практически возможна любая скорость сматывания, необходимая при волочении, работа размоточного устройства бесшумная.
Размоточное устройство имеет две самостоятельные стойки с вращающимися пинолями. Одна из пинолей должна иметь перемещение
вдоль своей оси для обеспечения установки катушек различных по своей ширине. Так, например, на одном разматывающем устройстве могут применяться катушки размером 630, 800 и 1000 мм по диаметру диска. Для большегрузных катушек предусматриваются грузоподъемные устройства, обычно гидравлического типа. Для обеспечения торможения катушек, для создания натяжения сходящей проволоки имеется тормозное устройство колодочного или ленточного типа, позволяющее регулировать силу натяжения проволоки в зависимости от ее диаметра.
В некоторых случаях фрикционные тормозные системы работают недостаточно плавно и устойчиво. Поэтому в этих случаях в качестве тормоза устанавливают электродвигатель, работающий в генераторном режиме и создающий плавное торможение. Величиной нагрузки на электродвигатель-генератор можно в широких пределах регулировать силу натяжения проволоки, сматывающейся с катушки.
Важным элементом разматывающих устройств, особенно с мотков, является наличие конечных выключателей, предназначенных для отключения волочильного стана в случае запутывания витков проволоки и ее затяжки, а также при окончании мотка проволоки. Они устанавливаются между размоточным устройством и волочильным станом.
Управление конечным выключателем осуществляется поворотным рычагом-скобой, через которую пропускается проволока. На некоторых волочильных станах устанавливаются петлевые компенсаторы, которые за счет удлинения или укорочения петли проволоки согласуют работу размоточного устройства с волочильным станом, также предохраняя обрывность проволоки.
На рабочей площадке размоточных устройств устанавливаются ножницы для обрезки концов перед сваркой. Проволока тонких и средних диаметров может быть обрезана механическими ножницами, устанавливаемыми на острильных аппаратах. Для более толстого диаметра от 0.8 мм и более широко зарекомендовали себя в работе ножницы с гидроприводом с силой резания до 150 кН (15 тс), имеющие автономную станцию со всем необходимым оборудованием. Рабочее давление в гидросистеме достигает 16 МПа (160 кгс/см2).
Размоточные устройства с катушек AVS 630T и AVS 800T
Размоточные устройства указанных типов предназначены для разматывания проволоки-заготовки перед волочильным станом с катушек диаметром 315-630 мм на AVS 630T и диаметром 500-800 мм для AVS 800T. Максимально допустимая масса проволоки для первого устройства до 700 кг, а для второго — до 1200 кг.
В сварном корпусе1 (рис.2.1) расположены две рычажные опоры 5 и 7. Опоры перемещаются поступательно по оси 4 при помощи ходового винта 6 с левой и правой резьбой, вращающегося вручную от штурвала 3. Зажимные конусы 9 имеют специальную форму, учитывающую размеры отверстий катушек различных диаметров. Для подъема катушек со станины, после зажатия их конусами, служит эксцентриковый механизм 2 с приводом от рукоятки-рычага 8. Опуская рычаг до горизонтального положения, катушка устанавливается в рабочее положение. На одном из конусов установлен тормозной шкив 10, работающий по принципу ленточного тормоза, и регулирование натяжения сходящей заготовки производится винтом Т-образной формы.
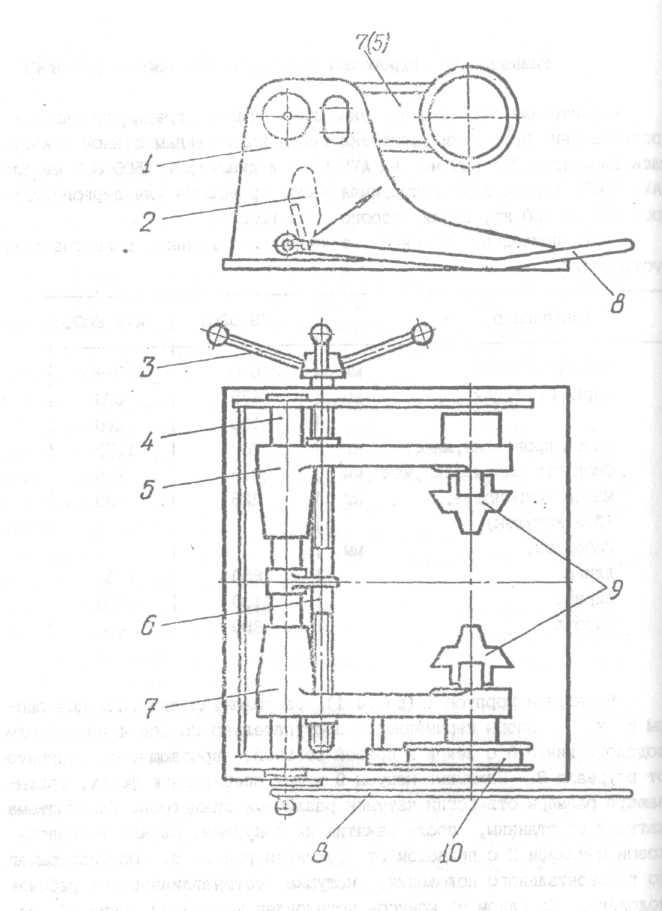
Рис.2.1. Размоточное устройство AVS 630T и AVS 800T
Намоточные аппараты для волочильных станов
Намоточные аппараты, устанавливаемые в одной линии с волочильными станами, предназначены для наматывания проволоки готового размера на катушки большой вместимости: 250, 500 и 1000 кг, а иногда и более. Благодаря большой вместимости катушки по сравнению с массой мотка на чистовом барабане волочильного стана, обычно не превышающей 70-80 кг, увеличивается производительность стана за счет сокращения числа его остановок для съема готовой проволоки, т.е. увеличивается доля машинного времени и сокращается время на ручные операции.
Намотанная проволока на катушках легко разматывается без запутывания при последующих технологических процессах, например, при перемотке проволоки на зарядные катушки в канатных цехах. В результате уменьшается количество отходов при перемотке.
На станах блочного типа намоточные аппараты являются самостоятельными агрегатами, работа которых должна быть строго согласованной с работой волочильного стана, точнее скорость намотки проволоки на катушку должна быть синхронизирована со скоростью ее движения с чистового барабана.
Намоточные аппараты, как самостоятельные агрегаты, имеют индивидуальные приводы, которые должны обеспечивать широкий диапазон скоростей намотки в соответствии со скоростями волочения проволоки на волочильном стане. Привод намоточного аппарата должен обеспечивать постоянное и равномерное натяжение проволоки при ее намотке на катушку и по мере увеличения диаметра намотки. Во время пуска волочильного стана не должно быть слабины проволоки, иначе произойдет проскальзывание витков проволоки на чистовом барабане волочильного стана и, как следствие, обрыв проволоки. Аналогично, при останове стана, торможении не должно быть чрезмерного натяжения проволоки между катушкой и чистовым барабаном.
Фрезерование
Определения фрезерной пластины
Вставьте геометрию
Более детальное изучение геометрии режущей кромки показывает два важных угла на пластине:
передний угол (γ)
угол режущей кромки (β)
Макро геометрия разработана для работы в легких, средних или тяжелых условиях.
L (Легкая) геометрия имеет более положительный, но более слабый край (большой γ, маленький β)
H (тяжелая) геометрия имеет более сильный, но менее положительный край (маленький γ, большой β)
Макро геометрия влияет на многие параметры в процессе резки.Вставка с прочной режущей кромкой может работать при более высоких нагрузках, но также генерирует более высокие силы резания, потребляет больше энергии и выделяет больше тепла. Оптимизированные геометрии материала обозначены буквой классификации ISO. Например, геометрия для чугуна: -KL, -KM и -KH.

Вставить угловой дизайн
Наиболее важной частью режущей кромки для изготовления поверхности является параллельный участок b с 1 или, если применимо, выпуклый участок стеклоочистителя b с 2 или радиус угла, r ε ,

Угловой радиус, r Параллельный участок ( b с 1) Участок стеклоочистителя ( b с 2)
Определения фрез
Угол входа, ( k r ) (градусы)
Основной угол режущей кромки ( k, , r, ) фрезы является доминирующим фактором, так как он влияет на направление силы резания и толщину стружки.
Диаметр фрезы, D c (мм)
Диаметр фрезы ( D c ) измеряется по точке (PK), где основная режущая кромка встречается с параллельной поверхностью.
Наиболее важным из рассматриваемых диаметров является ( D колпачок ) — эффективный диаметр резания на фактической глубине резания ( a p ) — используемый для расчета истинной скорости резания. D 3 — самый большой диаметр пластины, для некоторых резцов он равен D c .
Глубина резания, a p (мм)
Глубина резания ( a p ) — это разница между необрезанной и режущей поверхностью в осевом направлении.Максимум а р в основном ограничен размером вставки и мощностью машины.
Еще одним критическим фактором при черновой обработке является крутящий момент, а при чистовой обработке — вибрация.
Ширина реза, a e (мм)
Радиальная ширина резака (, , и ), занятого резанием. Особенно важно при врезании на шаг и при вибрации при фрезеровании углов, где максимум и e особенно важны.
Радиальное погружение, a e / D c
Радиальное погружение ( a e / D c ) — ширина реза по отношению к диаметру фрезы.
Количество эффективных режущих кромок на инструменте, z c
Для определения подачи стола ( v f ) и производительности. Это часто оказывает критическое влияние на удаление стружки и стабильность работы.
Общее количество режущих кромок на инструменте, z n
Расстояние между эффективными режущими кромками, u
Для определенного диаметра фрезы вы можете выбирать между различными шагами: грубый (-L), близкий (-M), сверхблочный (-H). X, добавленный к коду, обозначает версию резака, шаг которого немного ближе, чем его основной дизайн.
Дифференциальный шаг
Указывает на неравное расстояние между зубьями фрезы.Это очень эффективный способ минимизировать вибрационные тенденции. ,
Вы нашли наш простой бесплатный онлайн-калькулятор подачи и скорости, который использует классические формулы, которые преподаются на уроках в магазине. С калькулятором вам не нужно беспокоиться о том, как рассчитать скорость подачи для фрезерования или скорость (об / мин). Просто введите параметры, и наш калькулятор найдет для вас ответ.
Мы предлагаем как бесплатный онлайн-калькулятор фидов и скоростей с использованием простых формул магазина, так и бесплатный (на ограниченное время) полнофункциональный калькулятор, который является ведущим в отрасли калькулятором скоростей и фидов.Ежедневно его используют тысячи лучших мировых производителей.

Они знают, что делают, и не будут тратить время и деньги, если программное обеспечение не работает.
Дело в том, зачем использовать этот простой бесплатный калькулятор, если вы можете получить наш полнофункциональный калькулятор G-Wizard и калькулятор скоростей совершенно бесплатно в течение 30 дней?

Как вы проигрываете с этой сделкой?
Для загрузки и начала использования G-Wizard требуется всего 37 секунд.Это ничего не стоит, и вы можете получить отличную скорость и скорость в течение следующих 30 дней. Если после этого вы захотите вернуться к нашему бесплатному онлайн-калькулятору, не беспокойтесь.
Но вы также можете управлять высокопроизводительной моделью, если она бесплатна, верно?
G-Wizard имеет функции для каждого типа машины
Все еще не уверены? Учтите, что G-Wizard имеет специфические функции для каждого типа машины. По сути, вы получаете 3 калькулятора в одном:
Щелкните по каждому из них, чтобы увидеть функции, адаптированные к типу машины.
Или просто воспользуйтесь нашим простым онлайн-калькулятором скорости резания и подачи:
Здесь вы можете создать контент, который будет использоваться в модуле.
,- Станки построены по модульной конструкции в комбинации блоков и не требуют специального фундамента.
- Повышение производительности благодаря более высокой скорости волочения благодаря работе без перекручивания.
- Простота в эксплуатации и быстрая заправка.
- Высокое давление Узкий зазор, внутреннее водяное охлаждение для высокоэффективного охлаждения проволоки.
- Высокая степень надежности — малое время простоя благодаря меньшему износу деталей.
- Гораздо лучшее качество отделки проволоки благодаря более мягкому обращению с проволокой во время процесса волочения (меньшее отклонение проволоки, низкое скручивание и т. Д.), А также оптимизированное охлаждение проволоки.
волочения проволоки мельница
товары | Unit | Tops-10/560 |
диаметр Кэпстан | мм | 560 (600) |
Чертежный штамп | время | 10 |
Макс. Диаметр на входе | мм | φ6.5-5,5 |
Мин. Диаметр на выходе | мм | φ2-2.7 |
Скорость волочения | м / мин | 460 | 9002
МПа (макс.) | 1300 | |
Общая степень сжатия | % | 90,53-89.29 |
Мощность двигателя | кВт | 30-22 |

000000


Custom Cnc Фрезерный Поворотный Чертеж
Токарно-фрезерные детали с ЧПУ
Описание продукта
Тип продукта | Детали машин | |
Размер | 00Заказной Материал: | Углеродистая сталь, латунь, алюминий, нержавеющая сталь, пластик, POM, Delrin и т. Д. |
Метод обработки | Обработка с ЧПУ, токарная обработка, фрезерование, сверление, шлифование, проволока EDM и т. Д. | |
Основное оборудование | 1.CNC вертикальный обрабатывающий центр, 2. Горизонтально-расточной станок с ЧПУ. 3. Высокоскоростные токарные станки с ЧПУ 4. Фрезерный станок с ЧПУ. 5. Общие фрезерные станки. 6. Общие ручные токарные станки, 7.Flarness Gridning machines, 8. Ручной сверлильный станок, 9. Электроэрозионный отрезной станок 9.Wire | |
Обработка поверхности | Хромирование Анодирование Порошковое покрытие Черное окисление Черное окисление взрывные работыЧистка и выплескивание Электрофорез | |
Допуск | +/- 0.01mm | |
Обслуживание OEM / ODM | Доступно | |
Доставка образцов | 5-7дней | |
Программное обеспечение для проектирования | ||
Условия торговли | FOB, CIF, EXW | |
Условия оплаты | T / T, L / C, Western Union | |
Система контроля качества | Предоставить отчет о проверке | |
Упаковка | Картон, стандартные фанерные ящики | |
Поставка 35 рабочих дней после подтверждения заказа | ||
Условия отгрузки | 1) 0-100 кг: (DHL / TNT / UPS / FEDEX) / Авиаперевозки | |
2)> 100 кг: морские перевозки или в соответствии с требованиями заказчика | ||
Область применения | Автозапчасти, комплектующие для Hareware, гидравлика, компрессоры, Строительная техника, Инженер-механик, Промышленное оборудование, детали трансмиссии и т. Д. |
Производственный процесс
Упаковка и отгрузка
Отзывы покупателей
Часто задаваемые вопросы
2
A 1) Профессиональный станок с ЧПУ для всех ваших индивидуальных потребностей.
2) Универсальный цех отвечает вашим требованиям обработки на станках с ЧПУ, фрезерования, токарной обработки, сверления, растачивания, обработки сетки, сварки и изготовления.
3) Качественные детали были экспортированы в США, Великобританию, FR и RU.
4). Мы сразу фабрика сосредоточиться на предоставление услуг на заказ обработки.
5). Обработка компонентов с очень жестким допуском и очень сложной геометрией
6). MOQ мало даже приемлемо в некоторых особых условиях.
7).гарантировано квалифицированных и опытных работников, управляющей системы и состояние оборудования высшего качества.
8). Рядом с портом Шанхай и портом Нинбо, удобная транспортная развязка
Q 2. Как гарантировать качество?
A 1) Мы производим образцы для проверки качества перед серийным производством.
2) Персонал КК проверит детали перед отправкой.
3) Мы несем ответственность за качество нашей продукции.
Q 3. Сервис ODM
A Дайте нам знать вашу идею и то, что вы хотите. Наше машиностроение может спроектировать печать.
Solidworks, autoCAD, UG доступны для всех видов потребностей.
Q 4.Обслуживание OEM
A Наша профессиональная механическая мастерская с ЧПУ предоставляет услуги обработки, точения, фрезерования, сверления, шлифования, растачивания, сварки, сварки
с ЧПУ и изготовления. Мы можем удовлетворить ваши требования.
Q 5. Как с нами связаться?
A 1) Вы можете оставить нам сообщение на alibaba.
2) посетите нашу веб-страницу, чтобы получить контактную информацию
1) Профессиональный станок с ЧПУ для всех ваших индивидуальных потребностей.
2) Универсальный цех отвечает вашим требованиям обработки на станках с ЧПУ, фрезерования, токарной обработки, сверления, растачивания, обработки сетки, сварки и изготовления.
3) Качественные детали были экспортированы в США, Великобританию, FR и RU.
4). Мы сразу фабрика сосредоточиться на предоставление услуг на заказ обработки.
5). Обработка компонентов с очень жестким допуском и очень сложной геометрией
6). MOQ мало даже приемлемо в некоторых особых условиях.
7).гарантировано квалифицированных и опытных работников, управляющей системы и состояние оборудования высшего качества.
8). Рядом с портом Шанхай и портом Нинбо, удобная транспортная развязка
2. Как гарантировать качество?
1) Мы производим образцы для проверки качества перед серийным производством.
2) Персонал КК проверит детали перед отправкой.
3) Мы несем ответственность за качество нашей продукции.
3. Сервис ODM
Дайте нам знать вашу идею и то, что вы хотите. Наше машиностроение может спроектировать печать.
Solidworks, autoCAD, UG доступны для всех видов потребностей.
4.Обслуживание OEM
Наша профессиональная механическая мастерская с ЧПУ предоставляет услуги обработки, точения, фрезерования, сверления, шлифования, растачивания, сварки, сварки
с ЧПУ и изготовления. Мы можем удовлетворить ваши требования.
5. Как с нами связаться?
1) Вы можете оставить нам сообщение на alibaba.
2) посетите нашу веб-страницу, чтобы получить контактную информацию