Назначение и типы токарных станков
Токарные станки составляют наиболее многочисленную группу металлорежущих станков на машиностроительных заводах и являются весьма разнообразными по размерам и по типам.
Назначение токарных станков
Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках.
На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
Основные размеры
Основными размерами токарных станков являются:
- наибольший допустимый диаметр обрабатываемой заготовки над станиной, или высота центров над станиной;
- расстояние между центрами (РМЦ), т. е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке.
Разделение по РМЦ
Все токарные станки по высоте центров над станиной могут быть разделены на:
- мелкие станки — с высотой центров до 150 мм
- средние станки — с высотой центров 150-300 мм
- крупные станки — с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более 750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм и больше. Наиболее распространены на машиностроительных заводах средние токарные станки.
Типы станков
К станкам токарной группы относятся станки: токарно-винторезные, токарные, многорезцовые токарные, токарно-револьверные, токарно-лобовые, токарно-карусельные, а также токарные автоматы и полуавтоматы.
- Токарно-винторезные станки обладают широкой универсальностью: они предназначены для выполнения всевозможных токарных работ, включая нарезание резьб резцами, что возможно благодаря наличию ходового винта. Эти станки имеют самое широкое применение на машиностроительных заводах.
- Токарные станки, не имеющие ходового винта, применяются для выполнения всевозможных токарных работ, за исключением нарезания резьб резцами. Отсутствие ходового винта упрощает конструкцию станка.
- Многорезцовые токарные станки предназначены для обработки деталей типа ступенчатых валиков, зубчатых колес и других одновременно несколькими резцами, установленными в 2-3-х суппортах.
- Токарно-pевольверные станки используют для изготовления деталей из прутка или для обработки закрепленных в патроне заготовок типа поковок, штамповок, литья различными инструментами, закрепленными в револьверной головке.
- Токарно-лобовые станки, снабженные планшайбой большого диаметра (до 2 м и более), служат для обтачивания крупных деталей малой высоты — шкивов, маховиков, больших колец и т. д.
- Токарно-карусельные станки имеют вертикальную ось вращения и горизонтальную поверхность планшайбы (стола). Диаметр стола достигает до 25 м. Применяются токарно-карусельные станки для обработки деталей большого диаметра и малой длины.
В массовом и серийном производстве широко применяют токарные полуавтоматы, автоматы и автоматические линии.
- Токарные автоматы — станки, которые производят все рабочие и вспомогательные движения рабочего процесса, а также установку и съем заготовки автоматически.
- Токарные полуавтоматы — станки с неполной автоматизацией рабочего процесса: снимает готовую деталь, устанавливает и закрепляет новую заготовку рабочий, остальные операции автоматизированы.
Кроме того, в машиностроении применяют различные специальные токарные станки для обработки какого-нибудь определенного рода деталей — коленчатых валов, прокатных валков, вагонных осей, бандажей и колес, кулачковых валиков и т. д.
Разделение по группам
К станкам токарной группы относятся:
- револьверные
- карусельные и многорезцовые токарные станки
- токарные автоматы и полуавтоматы
- специальные токарные станки, например для обработки коленчатых валов, вагонных осей и др.
Обрабатываемые поверхности
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Похожие материалы
www.metalcutting.ru
классификация, для чего предназначены, типы
Современные технологии сделали так, что обрабатывать металлы легче при использовании токарных станков. Распространённая сфера применения: обработка поверхностей, имеющих различную форму, внутри и снаружи. Например, фасон или цилиндр, конус. И у каждого из видов токарных станков свои особенности.
Виды станков настолько разнообразны, что у каждого покупателя есть возможность выбрать вариант, отвечающий конкретным потребностям. Надо только заранее изучить особенности каждой из моделей.
Классификация токарного оборудования
Система классификации для данного вида оборудования создана ещё в СССР. Согласно этим правилам, станки – агрегаты, обрабатывающие заготовки из металла, представляющие первую категорию. Любое приспособление из данной группы способно представлять одну из следующих групп:
- Устройства со специальным назначением.
- Станки специального назначения, обычного и автоматического типа.
- Агрегаты для полировки, с резцами.
- Лобовые и винторезные типы оборудования.
- Модели «карусельной» системы.
- Станки, отрезающие материал.
- Разновидность под названием «револьвер».
- Установки с большим количеством шпинделей, автоматические полностью или наполовину.
- Агрегаты токарного типа, где шпиндель — один. Автоматические на половину, полностью.

Следующие разновидности выделяются в зависимости от точности обработки:
- П – повышенный уровень.
- А – высокий показатель точности.
- Н – нормальный показатель.
- В – точность высокого уровня.
- С – точность особой категории.
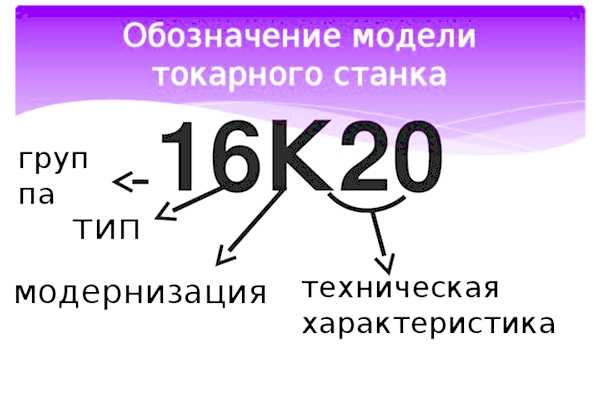
От той или иной категории зависят определённые технические характеристики. Кроме того, легче становится определить подходящую сферу применения. Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
- При использовании единицы в качестве начальной формы. Она показывает, что покупатель имеет дело с токарным станком, а не каким-либо другим.
- Далее идёт число, обозначающее принадлежность к тому или иному типу моделей.
- Центры приспособления имеют разную высоту, обозначаемую третьими и четвёртыми цифрами.

Маркировка агрегатов может содержать и обозначения в виде букв. Они используются, чтобы сообщить о тех или иных конструктивных особенностях. Это касается следующих параметров:
- Оснащённость системой ЧПУ.
- Используемую модификацию.
- Верность выполнения операций.
- Насколько автоматизированы действия?
Буква «И» — для обозначения приборов с винторезами. «П» — для точности высокого уровня. Такие модели снабжены центрами на высоте до значения примерно в 110 миллиметров. Фото изделий так же помогает понять, что именно перед нами находится.
Особенности конструкции и назначения станков
Следующие основные компоненты присутствуют у изделий любой группы:
- Электрическая часть.
Состоит из электрического двигателя с приводом. Его мощность бывает разной, определяется индивидуально для каждой модели. Снабжается дополнительными деталями, обеспечивающими управление характеристиками. Выполнение требований по безопасности обязательно для данной части оборудования.
- Коробка передач.
Способствует передаче движущей силы от валика или ходового винта на суппорт.

- Суппорт.
Закрепляет элемент, осуществляющий разрезание. Суппорт ещё необходим, чтобы осуществлялась подача инструмента поперёк, либо вдоль. И чтобы эта процедура совершалась с соблюдением определённых параметров. У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
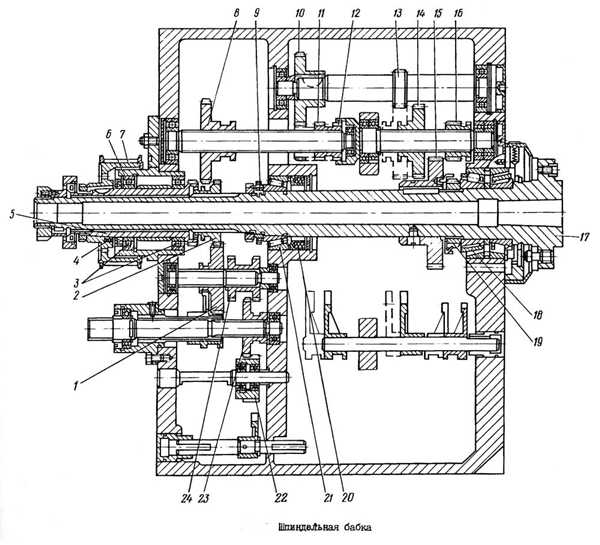
- Шпиндельная бабка.
Здесь располагается шпиндель. Коробка скоростей находится во внутренней части устройства.
- Фартук.
Преобразует движение, источником которого выступает валик, либо ходовой винт.
- Станина.
Элемент с несущей функцией у токарных станков. Остальные детали крепятся сюда.
Детали, входящие в комплект, опираются на две тумбы. Несущим элементом и становятся эти тумбы. Благодаря этому оператор может задавать положение конструкции, которое будет наиболее удобным. Тумбы отличаются массивной конструкцией. Отдельный вопрос – для чего предназначены изделия.
Главное назначение оборудования такого типа – обработка деталей из металла различных характеристик, форм.
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.

Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.
Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.

Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.

Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.
В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.

Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.

Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.

Уровни автоматизации
Обработка на современных приспособлениях осуществляется в полуавтоматическом, либо автоматическом режимах. Станки-полуавтоматы позволяют использовать ручной труд для загрузки заготовок, снятия готовых изделий. В автоматических вариантах вся процедура осуществляется на специальном оборудовании.
Маркировка станков
Для станков характерно применение цифр и букв в равной степени. Первая цифра – для обозначения группы станков. Третья и четвёртая – для обозначения одной из важных характеристик. Например, высота центров над станиной, либо диаметры. Если после первой цифры идёт буква – значит, модель усовершенствована по сравнению с предыдущей версией. В некоторых случаях применяются заводские номера.
Техника безопасности
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.

К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.

Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
С технической точки зрения сложными считаются даже настольные установки для бытового применения. Потому рекомендуется обратить внимание и на общее качество составляющих.
Заключение
Сегодня токарные станки приятно удивляют покупателей широким модельным рядом. При этом принципы работы остаются общими, хотя конструктивно присутствуют и некоторые отличия. Как профессиональные, так и бытовые модели выполняют большое количество задач. Достаточно заранее изучить некоторые нюансы и информацию по техническим характеристикам. Тогда будет проще определиться с тем, какая модель требуется в том или ином случае. Приобретаются модели в специализированных магазинах, с обычными офисами, либо на интернет-страницах.
vseochpu.ru
ТВ-6 токарно-винторезный станок: характеристики, назначение, устройство
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в 80-х годах, сегодня школьный токарный станок встречается довольно часто. Рассмотрим особенности этого оборудования подробнее.

Технические характеристики станка
Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.
- Отрезка части заготовки.
Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли. Характеризуется ТВ-6 следующими характеристиками:
- Максимальный диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Частота вращения шпинделя варьирует в диапазоне от 130 до 170 об/мин.
- Расстояние между центрами составляет 350 мм.
При рассмотрении того, какой вес токарного станка школьник следует учитывать, что в минимальной комплектации вес составляет 300 килограмм.
Именно поэтому при монтаже и транспортировке следует учитывать довольно большой вес, установка модели проводится на фундаментной плите. За счет этого обеспечивается поглощение вибрации на момент работы.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Конструктивные элементы ТВ-6
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
Передняя и задняя бабки
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
Передняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.

Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.
Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.
Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры. Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления. Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши. Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Механизмы подачи токарных станков | Основные узлы токарных станков
Механизмы подачи предназначены для передачи движения от шпинделя к суппорту с резцом; состоят они из следующих узлов и деталей (рис. 4): реверсирующего механизма 1, служащего для изменения направлениялодачи; гитары 2 со сменными зубчатыми» колесами, которая дает возможность совместно с коробкой подач 3 изменять числа оборотов ходового винта 4 и ходового вала 5; фартука 6, в котором расположены механизмы, преобразующие вращательное движение ходового винта и ходового вала в поступательное перемещение суппорта.
Реверсирующие механизмы предназначены для изменения направления движения в механизмах станка Они служат для изменения направления вращения ходового винта (что требуется, например, для перехода от нарезания правых резьб к нарезанию левых резьб), а также для изменения направления вращения ходового вала (что бывает обычно необходимо для изменения направления продольной или поперечной подач суппорта). Реверсирующие механизмы показаны на рис. 5. Схема реверсирующего механизма, составленного из цилиндрические зубчатых колес, приведена на рис 5, а. На ведущем валу 1 закреплены на шпонках зубчатые колеса гх и z3. По шлицам ведомого вала II может перемещаться двухвенцовый блок z2-z4, который сопрягается либо с паразитным колесом z, либо с колесом z3 (показан пунктиром) Таким образом, ведомый вал II получает вращение либо в одном, либо в другом направлении.
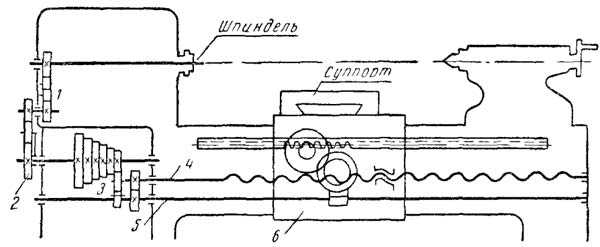
Рис 4 — Механизмы подачи токарно-винторезного станка
На рис. 5, б показана другая конструкция реверсирующего механизма из цилиндрических колес. На ведущем валу I свободно сидит двухвенцовый блок 1-3 для сообщения прямого хода ведомому валу II и зубчатое колесо 5 для обратного хода. Колеса 1-3 и 5 могут быть жестко связаны с валом I при помощи пластинчатой фрикционной муфты М.
На ведомом валу II слева находится передвижной блок, состоящий из колес 2-4, -и справа колесо 6, жестко закрепленное на шпонке. При включении муфты М влево вал II получает два различных числа оборотов, осуществляя прямой ход; при включении муфты М вправо вал II получает обратное вращение через зубчатое колесо 5 — паразитное колесо 7 — колесо 6.
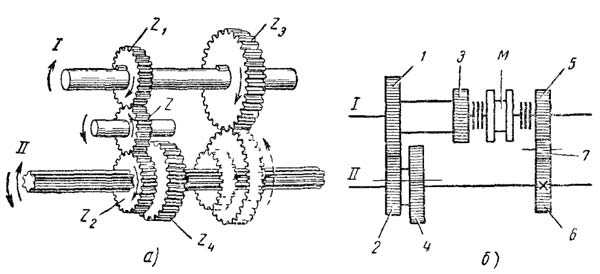
Рис 5 — Реверсирующие механизмы: а — с передвижными цилиндрическими зубчатыми колесами; б — с цилиндрическими колесами, включаемыми посредством пластинчатой фрикционной муфты
Коробка подач служит для изменения скорости вращения ходового винта и ходового вала, т. е. для изменения величины подачи. Сменные зубчатые колеса у этих станков используются лишь тогда, когда требуемой подачи нельзя достигнуть переключением рукояток коробки подач Существует много различных конструкций коробок подач. Весьма распространена коробка подач, в которой применяется механизм накидного зубчатого колеса (рис. 6).
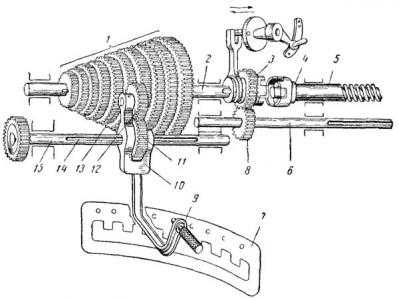
Рис 6 — Схема коробки подач с накидным зубчатым колесом
Первый валик 15 коробки подач получает вращение от сменных зубчатых колес гитары. Этот валик имеет длинный шпоночный паз 14, в котором скользит шпонка зубчатого колеса 11, расположенною в рычаге 10. Рычаг несет ось 13, на которой свободно вращается зубчатое колесо 12, находящееся в постоянном сопряжении с колесом 11. Посредством рычага 10 колесо 11 вместе с колесом 12 можно перемещать вдоль валика 15; поворачивая рычаг 10, можно сцепигь зубчатое колесо 12 с любым из десяти зубчатых колес 1, закрепленных на валике 2.
Рычаг 10 может занимать десять различных положений по числу зубчатых колес 1. В каждом положении рычаг удерживается штифтом 9, входящим в одно из отверстий передней стенки 7 коробки подач.
При каждом положении рычага 10, благодаря сопряжению зубчатого колеса 12 с одним из колес ступенчатого конуса зубчатых колес 1, валик 2 получает различные скорости вращения. На правом конце этого валика на шпонке расположено передвижное зубчатое колесо 3, имеющее на правом торце ряд выступов В левом положении колесо 3 сопряжено с колесом 8, закрепленным на ходовом валу 6. Если колесо 3 сместить вправо вдоль валика 2, то оно выйдет из сопряжения с колесом 8 и торцовыми выступами, сцепится с кулачковой муфтой 4, жестко сидящей на ходовом винте 5. При этом валик 2 будет непосредственно соединен с ходовым винтом 5. При включении ходового винта ходовой вал 6 остается неподвижным и, наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какая подача или какой шаг резьбы получается при каждом из десяти положений рычага 10 при определенном подборе зубчатых сменных колес гитары.
Похожие материалы
www.metalcutting.ru
Токарные станки Назначение токарных станков Токарные станки
 Токарные станки
Токарные станки
 Назначение токарных станков. Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Назначение токарных станков. Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
 Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
 Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. В зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. В зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
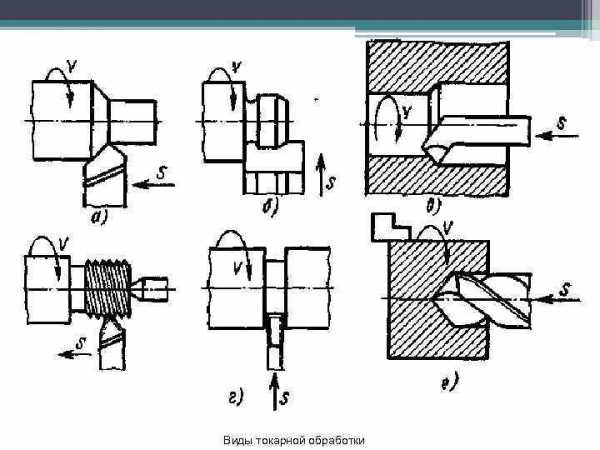 Виды токарной обработки
Виды токарной обработки
 Детали, изготавливаемые на токарных станках(вал, ось, ролик, шкив, колесо зубчатое)
Детали, изготавливаемые на токарных станках(вал, ось, ролик, шкив, колесо зубчатое)
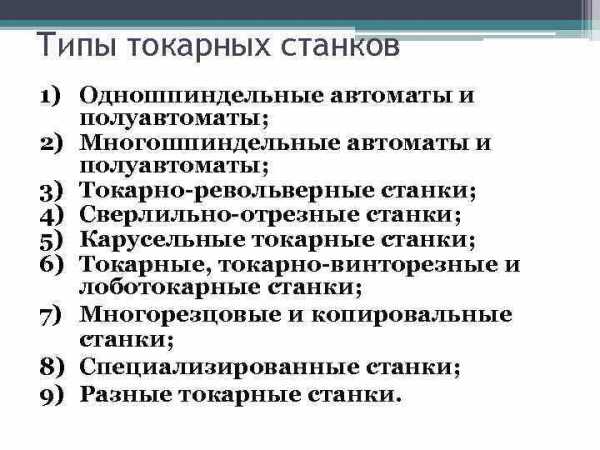 Типы токарных станков 1) Одношпиндельные автоматы и полуавтоматы; 2) Многошпиндельные автоматы и полуавтоматы; 3) Токарно-револьверные станки; 4) Сверлильно-отрезные станки; 5) Карусельные токарные станки; 6) Токарные, токарно-винторезные и лоботокарные станки; 7) Многорезцовые и копировальные станки; 8) Специализированные станки; 9) Разные токарные станки.
Типы токарных станков 1) Одношпиндельные автоматы и полуавтоматы; 2) Многошпиндельные автоматы и полуавтоматы; 3) Токарно-револьверные станки; 4) Сверлильно-отрезные станки; 5) Карусельные токарные станки; 6) Токарные, токарно-винторезные и лоботокарные станки; 7) Многорезцовые и копировальные станки; 8) Специализированные станки; 9) Разные токарные станки.
 Некоторые типы токарных станков
Некоторые типы токарных станков
 1) Одношпиндельные токарные автоматы и полуавтоматы • Автомат продольного точения • Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
1) Одношпиндельные токарные автоматы и полуавтоматы • Автомат продольного точения • Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
 Одношпиндельные прутковые токарные автоматы Используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, называются автоматическими станками.
Одношпиндельные прутковые токарные автоматы Используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, называются автоматическими станками.
 2) Многошпиндельные токарные автоматы и полуавтоматы • Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве • На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
2) Многошпиндельные токарные автоматы и полуавтоматы • Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве • На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
 Токарный шестишпиндельный автомат 1 Б 265 6 К. Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
Токарный шестишпиндельный автомат 1 Б 265 6 К. Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
 Вертикальный токарный двухшпиндельный автомат с ЧПУ Предназначен для высокопроизводительной токарной обработки деталей типа «фланец» , «муфта» , «втулка» , «шестерня» из различных конструкционных материалов в условиях серийного производства
Вертикальный токарный двухшпиндельный автомат с ЧПУ Предназначен для высокопроизводительной токарной обработки деталей типа «фланец» , «муфта» , «втулка» , «шестерня» из различных конструкционных материалов в условиях серийного производства
 3) Токарно-револьверные станки Универсальный токарно-револьверный станок модели 1 Е 365 БП Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
3) Токарно-револьверные станки Универсальный токарно-револьверный станок модели 1 Е 365 БП Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
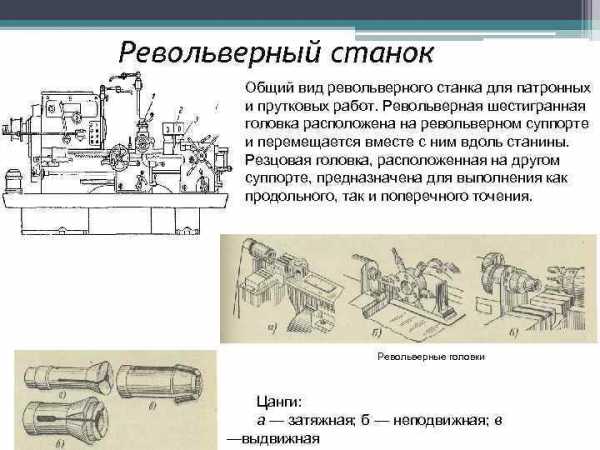 Револьверный станок Общий вид револьверного станка для патронных и прутковых работ. Револьверная шестигранная головка расположена на револьверном суппорте и перемещается вместе с ним вдоль станины. Резцовая головка, расположенная на другом суппорте, предназначена для выполнения как продольного, так и поперечного точения. Револьверные головки Цанги: а — затяжная; б — неподвижная; в —выдвижная
Револьверный станок Общий вид револьверного станка для патронных и прутковых работ. Револьверная шестигранная головка расположена на револьверном суппорте и перемещается вместе с ним вдоль станины. Резцовая головка, расположенная на другом суппорте, предназначена для выполнения как продольного, так и поперечного точения. Револьверные головки Цанги: а — затяжная; б — неподвижная; в —выдвижная
 4. Сверлильно-отрезные станки;
4. Сверлильно-отрезные станки;
 5. Карусельные станки; Для изготовления деталей больших диаметров, но имеющих небольшую толщину раньше использовали лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
5. Карусельные станки; Для изготовления деталей больших диаметров, но имеющих небольшую толщину раньше использовали лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
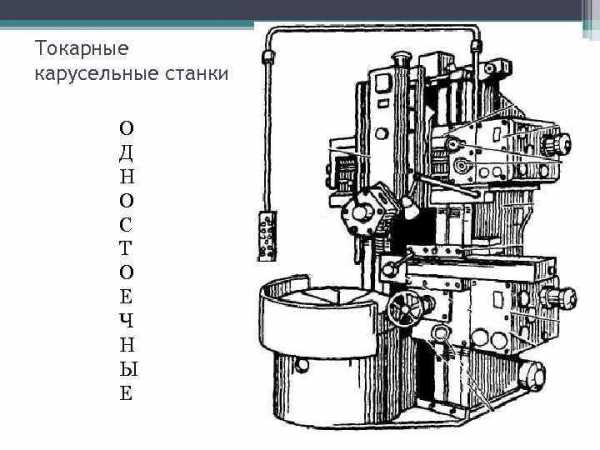 Токарные карусельные станки О Д Н О С Т О Е Ч Н Ы Е
Токарные карусельные станки О Д Н О С Т О Е Ч Н Ы Е
 Токарные карусельные станки Д В У Х С Т О Е Ч Н Ы Е
Токарные карусельные станки Д В У Х С Т О Е Ч Н Ы Е
 Карусельные станки являются пятым типом станков токарной группы. Различают карусельные станки одностоечные и двухстоечные (портального типа). Характеризующим внешним признаком карусельных станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой.
Карусельные станки являются пятым типом станков токарной группы. Различают карусельные станки одностоечные и двухстоечные (портального типа). Характеризующим внешним признаком карусельных станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой.
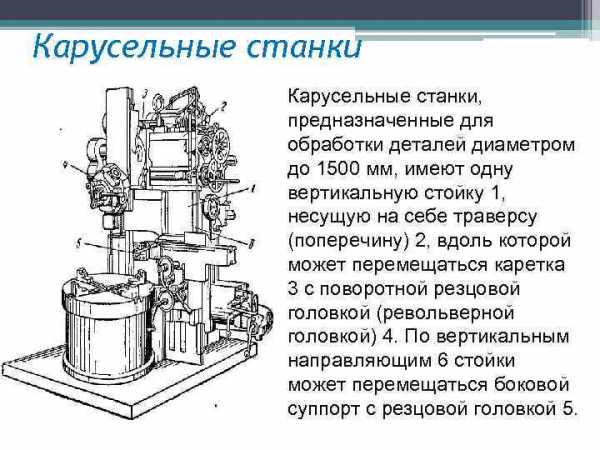 Карусельные станки, предназначенные для обработки деталей диаметром до 1500 мм, имеют одну вертикальную стойку 1, несущую на себе траверсу (поперечину) 2, вдоль которой может перемещаться каретка 3 с поворотной резцовой головкой (револьверной головкой) 4. По вертикальным направляющим 6 стойки может перемещаться боковой суппорт с резцовой головкой 5.
Карусельные станки, предназначенные для обработки деталей диаметром до 1500 мм, имеют одну вертикальную стойку 1, несущую на себе траверсу (поперечину) 2, вдоль которой может перемещаться каретка 3 с поворотной резцовой головкой (револьверной головкой) 4. По вертикальным направляющим 6 стойки может перемещаться боковой суппорт с резцовой головкой 5.
 6. Токарные и лобо-токарные станки Лобовые станки — отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 2. Поперечная станина 3 с двумя суппортами расположена на отдельной плите, изолированной от бабки. Суппорт состоит из каретки, перемещающейся в поперечном направлении по направляющим станины 3, средней (поворотной) части, которая может быть установлена параллельно или под углом к оси шпинделя, и верхней части 4 с резцедержателем 5.
6. Токарные и лобо-токарные станки Лобовые станки — отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 2. Поперечная станина 3 с двумя суппортами расположена на отдельной плите, изолированной от бабки. Суппорт состоит из каретки, перемещающейся в поперечном направлении по направляющим станины 3, средней (поворотной) части, которая может быть установлена параллельно или под углом к оси шпинделя, и верхней части 4 с резцедержателем 5.
 7. Многорезцовые и копировальные станки
7. Многорезцовые и копировальные станки
 8. Специализированные станки Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
8. Специализированные станки Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
 Основные параметры токарных станков • наибольший диаметр заготовки, обрабатываемой над станиной; • максимальный диаметр обрабатываемого прутка; • наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Основные параметры токарных станков • наибольший диаметр заготовки, обрабатываемой над станиной; • максимальный диаметр обрабатываемого прутка; • наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
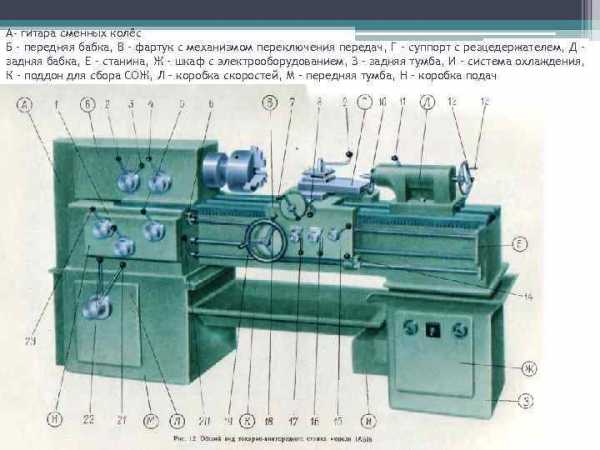 А- гитара сменных колёс Б – передняя бабка, В – фартук с механизмом переключения передач, Г – суппорт с резцедержателем, Д – задняя бабка, Е – станина, Ж – шкаф с электрооборудованием, З – задняя тумба, И – система охлаждения, К – поддон для сбора СОЖ, Л – коробка скоростей, М – передняя тумба, Н – коробка подач
А- гитара сменных колёс Б – передняя бабка, В – фартук с механизмом переключения передач, Г – суппорт с резцедержателем, Д – задняя бабка, Е – станина, Ж – шкаф с электрооборудованием, З – задняя тумба, И – система охлаждения, К – поддон для сбора СОЖ, Л – коробка скоростей, М – передняя тумба, Н – коробка подач
 Одношпиндельный автомат 1 А 136
Одношпиндельный автомат 1 А 136
 Токарный станок 163
Токарный станок 163
 Токарно – затыловочный станок К 96
Токарно – затыловочный станок К 96
 Токарно-револьверный станок 1336 М
Токарно-револьверный станок 1336 М
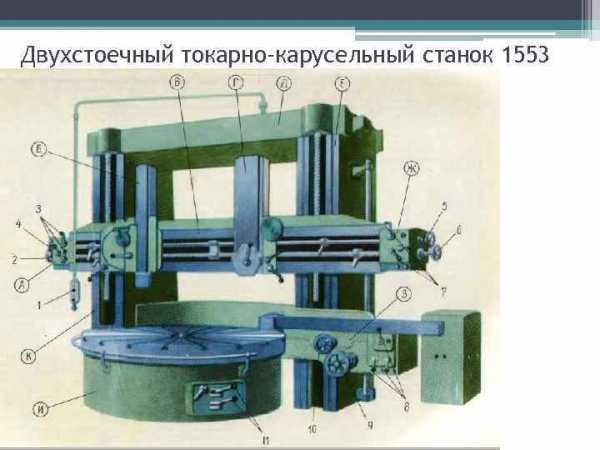 Двухстоечный токарно-карусельный станок 1553
Двухстоечный токарно-карусельный станок 1553
 Многорезцовый полуавтомат 1730
Многорезцовый полуавтомат 1730
 Гидрокопировальный полуавтомат 1722
Гидрокопировальный полуавтомат 1722
 Кинематическая схема гидрокопировального полуавтомата 1722
Кинематическая схема гидрокопировального полуавтомата 1722
 Четырёхшпиндельный токарный автомат 1265 -4
Четырёхшпиндельный токарный автомат 1265 -4
 Токарный станок ИЖ 250 ИТВМФ 1 Токарный станок 1 М 63 Тяжелый токарный станок 1 А 680 (масса 330000 кг, мощность 160 к. Вт)
Токарный станок ИЖ 250 ИТВМФ 1 Токарный станок 1 М 63 Тяжелый токарный станок 1 А 680 (масса 330000 кг, мощность 160 к. Вт)
 Лоботокарный станок 1 М 692 Токарно-карусельный 1 Л 352 Токарный с ЧПУ РТ 755 Ф 3, масса 22000 кг, длина 8000 мм
Лоботокарный станок 1 М 692 Токарно-карусельный 1 Л 352 Токарный с ЧПУ РТ 755 Ф 3, масса 22000 кг, длина 8000 мм
 Токарный вертикальный многошпиндельный автомат 1282
Токарный вертикальный многошпиндельный автомат 1282
present5.com
Устройство и назначение токарных станков.
Устройство и назначение токарных станков.Министерство образования Республики Беларусь
Учреждение образования
«Полоцкий государственный университет»
Методические указания
к лабораторной работе «Токарная обработка» по дисциплине «Технология машиностроения» для студентов специальности 1-36 07 01 «Машины и аппараты химических производств и предприятий строительных материалов»
Новополоцк 2010
УДК
ББК
Одобрены и рекомендованы к изданию методическими комиссиями технологического и машиностроительного факультетов
Кафедра «Технология и оборудование машиностроительного производства»
Составители:
А. С. Аршиков, к.т.н., доцент,
В. П. Петрова, ассистент
Рецензенты:
СОДЕРЖАНИЕ
1. Цель работы
2. Общие сведения
2.1.Устройство и назначение токарных станков.
2.2. Классификация станков токарной группы
2.3. Основные виды токарных работ и инструмент для точения
2.4. Способы установки заготовки на токарном станке.
2.5. Элементы режимов резания
3. Порядок выполнения работы
4. Содержание отчета
5. Контрольные вопросы
Список использованных источников
Приложения
Цель работы
Изучить классификацию станков токарной группы, устройство токарных станков, основные виды токарных работ, применяемый инструмент и технологическую оснастку. Получить навыки подбора технологического оснащения, расчета и выбора режимов резания для токарной обработки.
Общие сведения
Устройство и назначение токарных станков.
Станки токарной группы составляют до 50 % всего станочного парка механических цехов машиностроительных заводов.
Основными характеристиками токарных станков являются высота центров над станиной и наибольшее расстояние между центрами, которые соответственно определяют наибольший возможный радиус и наибольшую длину детали, подлежащей обработке на данном станке [6].
Токарно-винторезные станки — наиболее универсальные станки. Их типоразмеры изменяются в широком диапазоне — от настольных для обработки часовых деталей до тяжелых станков для обработки заготовок массой в несколько десятков тонн.
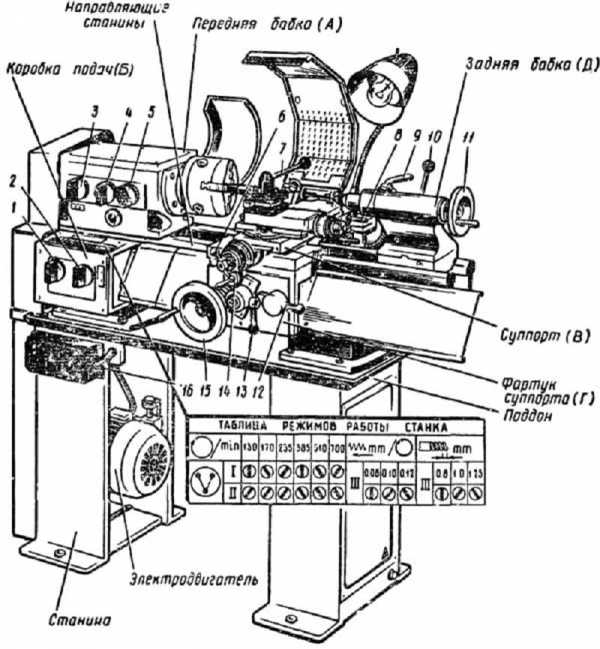
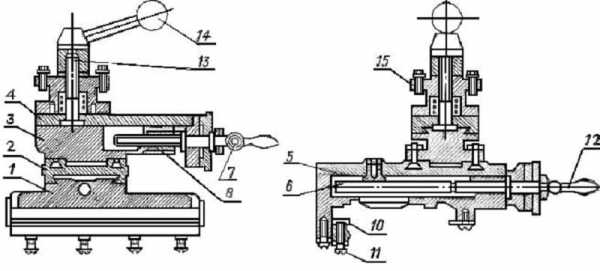
Токарно-винторезный станок (рис. 1) состоит из станины 2, закрепленной
Рис. 1. Схема токарно-винторезного станка
на тумбах 1 и 12, коробки подач 5, коробки сменных зубчатых колес 4, панели управления 5, передней бабки 6, продольного суппорта 7, поворотного резцедержателя 8, верхнего суппорта 9, фартука 10, задней бабки 11. В тумбе 7 установлен электродвигатель головного привода станка, в тумбе 12 — бак для смазочно-охлаждающей жидкости и насосная станция. В передней бабке 6 находится коробка скоростей станка и шпинделя, на котором закрепляют зажимные устройства для передачи вращающего момента обрабатываемой заготовке. Панель 5 предназначена для управления механизмами коробки скоростей. Продольный суппорт 7 обеспечивает движение продольной подачи резца, поперечная каретка, на которой смонтирован верхний суппорт 9,— поперечной. В резцедержателе 8 можно закреплять до четырех резцов. В пиноли задней бабки устанавливают задний центр или инструмент для обработки отверстий (сверла, зенкеры, развертки). В фартуке 10 установлены механизмы и передачи, которые преобразуют вращательное движение ходового валика или ходового винта в поступательное движение суппортов.
Токарно-карусельные станки применяют для обработки средних и крупных заготовок, диаметр которых превышает их высоту (длину). На этих станках обрабатывают роторы водяных и газовых турбин, зубчатые колеса, маховики, конические и фасонные поверхности, обтачивают и подрезают торцы, отрезают часть заготовки, нарезают резьбу, сверлят, зенкеруют и развертывают отверстия. Карусельные станки бывают одно-и двухстоечными. Диаметр карусели составляет от 0,5м до 21 м. Режущие инструменты закрепляют в резцедержателях суппортов и в гнездах револьверной головки. Суппорты имеют горизонтальную и вертикальную подачи.
Токарно-револьверные станки предназначены для обработки заготовок сложной формы, где требуется применение большого числа инструментов. На токарно-винторезном станке можно одновременно установить только четыре резца (в резцедержателе) и один инструмент для обработки отверстия (в пиноли задней бабки). Для закрепления большего числа инструментов необходимо специальное устройство. Таким устройством является револьверная головка в револьверном станке. На станке заранее устанавливают все инструменты, необходимые для обработки заготовки, в резцедержателе поперечного суппорта и в гнездах револьверной головки. Во время работы станка инструменты вводят в процесс обработки последовательно (один за другим) или параллельно (одновременно несколько).
Револьверные станки применяют на заводах серийного и крупносерийного производств. На этих станках обтачивают наружные цилиндрические поверхности, подрезают торцы, сверлят, зенкеруют и развертывают отверстия, растачивают внутренние цилиндрические поверхности, протачивают канавки, нарезают наружные (плашками) и внутренние (метчиками) резьбы.
На токарных автоматах обрабатывают различные заготовки, причем обработка ведется без участия рабочего (обязанности последнего сводятся к перезарядке автомата на партию и периодическому контролю готовых деталей). Автоматы имеют полностью автоматизированный цикл обработки.
В токарных полуавтоматах все движения производятся автоматически, однако установка каждой заготовки и снятие готовой детали осуществляется рабочим.
Токарные автоматы и полуавтоматы по числу шпинделей делятся на одношпиндельные и многошпиндельные. Они находят широкое применение в крупносерийном и массовом производстве, обеспеивают высокую производительность труда при относительно низкой себестоимости продукции.
Заготовками для токарных автоматов служат проволока, прутки различных сечений и штучные заготовки, полученные без снятия стружки. В большинстве случаев на автоматах изготовляются различные крепежные детали (шпильки, болты, гайки и др.).
Токарные автоматы применяются для изготовления (обычно из пруткового материала) винтов, гаек, втулок и других крепежных деталей, а токарные полуавтоматы используются для обработки заготовок, полученных различными способами.
Дата добавления: 2015-07-07; просмотров: 414 | Нарушение авторских прав
Читайте в этой же книге: Элементы режима резания | Основные виды токарных работ и инструмент для точения | Порядок выполнения работы | Требования безопасности при выполнении работы | Требования безопасности по окончании работы |
mybiblioteka.su — 2015-2018 год. (0.008 сек.)
mybiblioteka.su