Как выбрать и установить полотно для ножовки по металлу
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно, многое зависит от технологии работы с металлом и навыков использования ножовки, но, в первую очередь, нужно уметь сделать правильный выбор полотна.
Национальная энциклопедия строительства ProfiDom.com.ua рассказывает о выборе и видах полотен для ножовок и правильной методике работы с ними.
Виды ножовочных полотен
- Существующий ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.


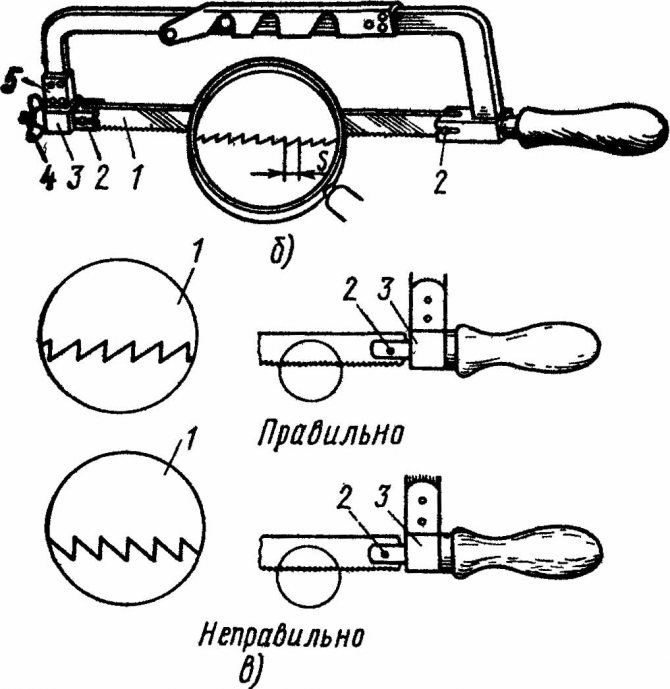
При этом, толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует, также, значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
В специализированных торговых сетях широко распространены, так называемые, алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой.
На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Как выбрать полотно для ножовки
Критериями выбора полотна служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.На долговечность ножовочного полотна влияет, также, качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе, такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен, важно — правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время, популярны так называемые, биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Другие материалы в этой категории: « Что представляет из себя инструмент «пинпоинтер» Что такое «Сверло Левиса» и как с ним работать »
Наверх
Полотно для ножовки по металлу.
 Как выбрать и как поставить?
Как выбрать и как поставить?Поменял и забыл |
04.10.2017
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.

При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
 Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера.
Как установить полотно на ножовку по металлу?
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки. Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Быстрорез для стекла. Необычная «швабра» стекольщика
Ленточная пила по металлу. «Болгарка» для серьёзных работ!
RS Компоненты | Промышленные, электронные продукты и решения
Компоненты РС | Промышленные, электронные продукты и решения- Поддержка
- Откройте для себя
- для вдохновения
- Найдите местное отделение
Разделы нашей продукции:
- Аккумуляторы и зарядные устройства
- Соединители
- Дисплеи и оптоэлектроника
- Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
- Пассивные компоненты
- Блоки питания и трансформаторы
- Raspberry Pi, Arduino и средства разработки
- Полупроводники
- Механизм автоматизации и управления
- Кабели и провода
- Корпуса и серверные стойки
- Предохранители и автоматические выключатели
- HVAC, вентиляторы и управление температурным режимом
- Освещение
- Реле и формирование сигналов
- Переключатели
- Доступ, хранение и обработка материалов
- Клеи, герметики и ленты
- Подшипники и уплотнения
- Инженерные материалы и промышленное оборудование
- Застежки и крепления
- Ручной инструмент
- Механическая передача энергии
- Сантехника и трубопровод
- Пневматика и гидравлика
- Электроинструменты, Пайка и сварка
- Компьютеры и периферия
- Уборка и техническое обслуживание помещений
- Офисные принадлежности
- Средства индивидуальной защиты и рабочая одежда
- Безопасность и скобяные изделия
- Безопасность сайта
- Испытания и измерения
Направление полотна ножовки.
 Как изменить/установить блейд?
Как изменить/установить блейд?Ножовки — это популярные ручные пилы, используемые в различных целях. С правильным типом ножовочного полотна вы можете резать самые разные материалы. Но каково правильное направление лезвия ножовки и почему это имеет значение?
Разве пила не будет работать так же хорошо, если лезвие повернуто в противоположном направлении?
Давайте выясним:
Направление зубьев ножовочного полотна
Ножовочные полотна обычно устанавливаются зубьями вниз и вперед. Это означает, что направление лезвия таково, что оно режет при нажимном ходе.
Резка нажимным ходом позволяет приложить больше усилий, что ускоряет процесс резки. Это также позволяет выполнять более точную резку, поскольку вы можете аккуратно вести пилу вдоль намеченной линии реза.
Ножовка — это тяга или толкание?
Как правило, ножовки предназначены для резки при нажатии.
В некоторых случаях ножовочное полотно следует устанавливать в обратном направлении, чтобы оно пилилось при движении тяги. Это полезно при резке мягких материалов, таких как резина, или очень тонких срезов. Здесь лезвие испытывает немного большее напряжение во время резки, что снижает вероятность того, что оно может качаться во время резки. Более стабильное лезвие гарантирует, что материал, окружающий намеченную линию разреза, не будет поврежден.
Это полезно при резке мягких материалов, таких как резина, или очень тонких срезов. Здесь лезвие испытывает немного большее напряжение во время резки, что снижает вероятность того, что оно может качаться во время резки. Более стабильное лезвие гарантирует, что материал, окружающий намеченную линию разреза, не будет поврежден.
Поскольку ножовки имеют D-образную раму, к которой с обоих концов прикреплены лезвия, лезвия уже натянуты. Вот почему резка металла при нажимном ходе возможна в первую очередь.
Ручные пилы, такие как японские деревообрабатывающие пилы с тонкими лезвиями, которые не натянуты, будут установлены для резки при ходе тяги, чтобы компенсировать это.
Можно ли резать ножовкой в обоих направлениях?
При резке мягких материалов, таких как пластик, ножовка может удалять материал в обоих направлениях. Однако имейте в виду, что полотно ножовки предназначено для резки в направлении зубьев, обращенных к заготовке.
Если приложить давление во время обратного хода, избыточное тепло будет вызвано трением и может повредить/сломать лезвие.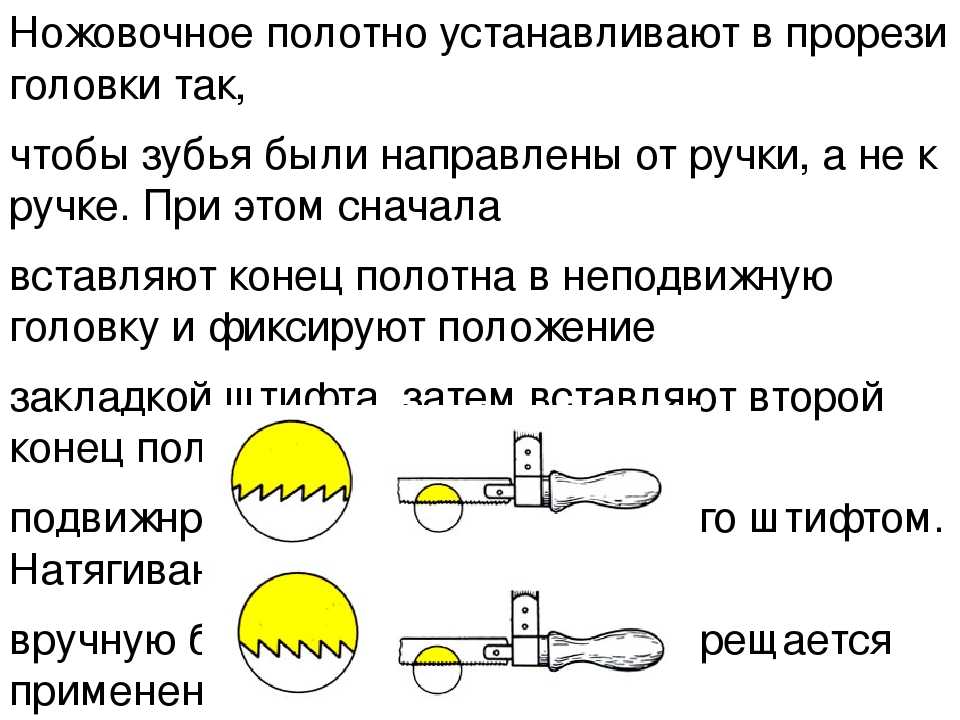
Направление лезвия младших ножовок
Как правило, младшие ножовки с 6-дюймовыми лезвиями также следует устанавливать так, чтобы зубья были направлены вниз и вперед к заготовке.
Некоторые младшие ножовки имеют простую раму из металлической проволоки без колесика для затягивания лезвия. В этом типе ножовки рама может быть сжата во время резки в тяжелых условиях, и полотно может выскользнуть из стопорных штифтов. В таких случаях установка лезвия в обратном направлении и выбор тянущей резки может дать лучший результат.
Установка ножовочного полотна
Установка ножовочного полотна — простой процесс, если вы знаете, как это сделать. Самое главное — убедиться, что лезвие направлено в правильном направлении. Этот процесс может меняться в зависимости от модели ножовки, которую вы используете. Вот один метод, который должен охватывать большинство моделей.
Пошаговое руководство по замене полотна ножовочной пилы
Во-первых, важно понимать состав ножовки. D-образная рама удерживает лезвие в натянутом состоянии. Лезвие крепится к этой раме с помощью барашковой гайки и металлического стержня на одном конце и штифтов на другом конце.
D-образная рама удерживает лезвие в натянутом состоянии. Лезвие крепится к этой раме с помощью барашковой гайки и металлического стержня на одном конце и штифтов на другом конце.
Снимите лезвие
- Ослабьте барашковую гайку. Это часть, удерживающая лезвие в напряжении. Как правило, это означает поворот барашковой гайки против часовой стрелки. Это уменьшает натяжение лезвия.
- Когда лезвие достаточно ослаблено, отцепите его от штифтов.
Установите лезвие
- Убедитесь, что барашковая гайка ослаблена.
- Поместите лезвие в раму, зацепив лезвие за штифты на раме.
- Убедитесь, что зубья направлены вниз и в сторону от рукоятки.
- Затяните барашковую гайку, повернув ее по часовой стрелке. Это потянет металлический стержень, увеличивая натяжение лезвия. Делайте это до тех пор, пока лезвие не будет достаточно натянуто.
Насколько тугим должно быть лезвие?
Лезвие должно получать достаточное натяжение, чтобы оставаться на месте во время резки, но не настолько, чтобы оно сломалось.
Ослабленные лезвия будут перемещаться на штифтах, удерживающих их на месте. В тяжелых случаях лезвие могло даже оторваться от рамы. Незакрепленные лезвия также трудно контролировать, что приводит к неточным и грязным разрезам.
Перетянутые лезвия могут сломаться, травмируя оператора или заготовку.
Хорошим правилом является то, что лезвие не должно двигаться по штифтам, но должно слегка изгибаться в центре при нажатии пальцем. Вы также можете проверить натяжение лезвия, сделав пробный надрез. Для этого зажать в тиски ненужный кусок материала. Материал должен соответствовать обрабатываемой детали. Сделайте надрез на этом кусочке. Если лезвие прогибается или изгибается во время резки, значит, оно недостаточно затянуто, и вам следует дополнительно затянуть барашковую гайку.
НАБОР зубьев ножовочных полотен
Постановка зубьев пильного полотна относится к расположению режущих зубьев. Зубья обычно не выровнены по прямой линии, а слегка изогнуты влево или вправо, поэтому полотно ножовки может вырезать канавку немного шире, чем толщина полотна.
Такое зигзагообразное расположение режущих зубьев также обеспечивает лучший отвод стружки и свободное перемещение лезвия внутри пропила, а не застревание.
Посадка зубьев на лезвии делится на три категории: установка волной, альтернативная установка и установка грабель.
1. Настройка волны
В наборе волн конфигурация резки имитирует волну. Здесь несколько зубов постепенно смещаются вправо, а затем несколько зубов смещаются влево. Этот рисунок повторяется по всей длине лезвия.
Настройка волны обычно используется для тонких и сверхтонких полотен для резки твердых материалов.
2. Альтернативный НАБОР
Здесь чередующиеся зубья отогнуты в противоположных направлениях по всей длине лезвия. Это означает, что один зуб смещается влево, а следующий — вправо.
Этот тип расположения лучше всего подходит для грубых лезвий с большими зубьями (низкий TPI).
Двойной чередующийся
Это разновидность чередующейся расстановки зубов, при которой два последовательных зуба смещаются в одном направлении, а следующие два зуба смещаются в противоположном направлении.