Сальниковая набивка: выбор типа и замена
Сальниковая набивка – это самый популярный тип уплотнений не только центробежных насосов и арматуры, но и многого другого оборудования.
Уплотнение этого типа представляет собой шнур круглого или квадратного сечения, пропитанный каким либо материалом, например асбестом или графитом. Сальники центробежных насосов необходимы для того, чтобы исключить, а скорее уменьшить протечки жидкости из рабочей камеры оборудования.
Сальниковые уплотнения, в отличии от торцовых, не являются герметичными. Для поддержания их в рабочем состоянии необходимо обеспечить минимальную протечку для смачивания.
Содержание статьи
- Типы набивок
- Подбор необходимой набивки
- Замена набивки
- Проверка установки набивки
- Видео советы по замене набивки
На сегодняшний в день в свободной продаже представлено огромное количество разнообразных сальниковых набивок, которые различаются друг от друга:
по структуре – армированные и неармированные
по составу – асбестовые (и безасбестовые), графитовые и фторопластовые.

Асбестовые сальниковые набивки
Уплотнения этого типа применяются в оборудовании, которое работает с агрессивными средами, а так же при повышенных температурах и давлении. Материал выдерживает температуру до 250°С и давление до 2,5 МПа (25 атм).
Рабочая среда: нейтральная, агрессивная, нефтепродукты, газообразная и пар. Используется в центробежных насоса и арматуре.
Марки:
АП-31 — асбестовая Плетеная пропитанная антифрикционным жировым составом)
АПР-31 — Асбестовая с ПРоволокой пропитанная антифрикционным составом
АГИ — Асбестовая проклеенная с Графитом Ингибированная
АПРПП — Асбестовая с латунной ПРоволокой Прорезиненная Пропитанная антифрикционным составом и графитированная
АС — Асбестовая Cухая плетеная
АФТ — Асбестовая пропитанная эмульсией Фторопласта и Тальком
Безасбестовые сальниковые набивки
Уплотнения этого типа применяют для арматуры и насосов, работающих под давлением не выше 20 Мпа (200 Атм) и температурой до 100°С. Рабочая среда: газ, пар, минеральные масла, нефтяное топливо, промышленная вода.
Рабочая среда: газ, пар, минеральные масла, нефтяное топливо, промышленная вода.
Марка:
ХБП-31 – хлопчатобумажная с масляной и графитовой пропиткой
Фторопластовые
Набивки этого типа не только эластичные, но и стойкие к агрессивным средам. Ограничения использования таких набивок состоит в том, что их запрещается использовать в средах с содержанием хлора.
Область применения: фармацевтическая, нефтяная и химическая промышленности.
Графитовые
Графитовые сальниковые набивки характеризуются высокой упругостью и хорошей пластичностью при обжатии. Они имеют низкий коэффициент трения и высокую теплопроводность, что практически исключает коррозионный и механический износ рабочей поверхности валов насосного оборудования и штоков арматуры.
Ограничения таких уплотнения состоит в том, что их не рекомендуется использовать в средах с высокой концентрацией азотных, хлористых и хромсодержащих соединений.
Графитовые набивки способны работать при температуре до 650°С в различных рабочих средах среди которых: тяжелые и легкие горячие нефтепродукты и продукты нефтегазовой переработки, вода, углеводороды, смазочное и термальное масло, органические растворители, криогенные жидкости и другие.
Подбор необходимой сальниковой набивки
Переходя к подбору необходимой Вам сальниковой набивки необходимо определиться с назначением и областью использования оборудования.
Материал, из которого будет выполнена набивка сальников, должен обеспечить необходимую герметичность, не приводить к появлению коррозии на корпусе оборудования, а также прослужить как можно дольше.
Уплотнение должно подходить к среде в которой его планируется использовать. Например если насос перекачивает агрессивные среды (щелочи и кислоты), то основа сальника должна быть кислото- и щелочестойкой. Аналогичное требование распространяется на углеводы (бензин, жиры, масла).
Неправильно подобранная набивка сальника может привести к разгерметизации, аварии, потере реагентов и так далее.
С другой стороны обратите внимание на температуру и давление, на которые рассчитан материал уплотнения. Например, процесс транспортирования нефти осуществляется при высоких температурах. Разгерметизация в этом случае может привести к ухудшению состава нефти, воспламенению, выделению паров наружу и даже взрыву.
Набивка сальников насосов должна быть устойчива к вибрации, а ещё должна обладать высоким запасом прочности к истиранию. С этой целью их дополняют различными компонентами, например, фторопластом.
Замена сальниковой набивки
Инструкция по замене сальников центробежного насоса состоит из 3 этапов.
1. Удаление отработавшей сальниковой набивки
Первый шаг состоит в извлечении отработавшей свой срок сальниковой набивки.
Затем необходимо очистить посадочное место от загрязнений и проверить вал и нажимную гайку на наличие повреждений, сколов, деформации и коррозии.
При неудовлетворительных результатах проверки изношенные детали так же необходимо заменить.
2. Подготовка новой сальниковой набивки
На этом этапе необходимо подобрать типа набивки исходя из условий эксплуатации оборудования (советы по подбору в разделе “Подбор необходимой сальниковой набивки” этой статьи).
Сечение будущей набивки (S) определяется по следующей формуле:
S = (Dкамеры — Dвала ) /2
где Dкамеры — диаметр сальниковой камеры;
Dвала
Подобрав материал и сечение и закупив набивку её необходимо нарезать на кольца. Для определения длины кольца используют формулу
L = (d + S) × π × 1,07
где
d — диаметр вала;
S — размер набивки;
1,07 — поправочный коэффициент.
Внимание! Запрещено расплющивать сальниковую набивку для придания ей требуемого размера.
Нарезанные заготовки рекомендуется намотать на заготовку, диаметр которой равен диаметру вала оборудования. Края заготовок рекомендуется подрезать под углом 450 и скрепить.
3. Замена сальников на центробежных насосах
Кольца новой сальниковой набивки устанавливаются по очереди таким образом, чтобы разрезы были смещены на угол в 90°.
Установленные кольца прижимаются нажимной гайкой или грундбуксой. Перекосы при обжатии недопустимы.
Проверка установки сальниковой набивки
После установки сальниковой набивки необходимо включить насос в работу и проверить наличие течей. При нагреве и намокании во время работы оборудования набивка увеличивается в размере.
Если течи нет, то нажимную гайку немного ослабляют. Гайку регулируют до тех пор, пока не установится протечка не более 3-4 капель в минуту.
Внимание! Чтобы снизить износ новой набивки от трения, нажимную гайку (сальник) изначально сильно не затягивают. Если гайка будет затянута очень сильно, то это может привести к перегреву, затвердеванию набивки и потери эластичности в месте её соприкосновения с валом. Проблема в этом случае заключается в том, что затвердевшая набивка может привести к повреждению вала насоса.
Видео: замена сальников на центробежных насосах
В этом разделе мы подготовили для Вас фрагмент учебного фильма по замене сальниковой набивки насоса.
Дальнейшая эксплуатация набивок зависит от правильно подобранной марки, её структуры и состава. В качестве материалов выступают как натуральные, так и искусственные компоненты, которые в большинстве марок дополнительно пропитывают различными составами.
Выбор пропитки зависит от назначения и условий применения, таких как рабочая температура, давление и нагрузки.
Вместе со статьей «Сальниковая набивка: выбор типа и замена» читают:
ИНСТРУКЦИЯ ПО МОНТАЖУ САЛЬНИКОВОЙ НАБИВКИ — Sinograf
Установки с мягкой набивкой являются традиционными основным способом уплотнения промышленных установок с вращательными движениями. Характеризуются простотой строения, низкой стоимостью исполнения, простотой сборки и разборки, а также минимальным риском аварии. Пользователи могут самостоятельно подбирать соответствующий уплотнительный материал в зависимости от давления, температуры и характе- ра рабочих показателей. Шнуровые уплотнения имеют значительные преимущества, т.к. в большинстве случаев использование такого уплотнения позволяет вовремя определить необходимость замены набивки, а сам процесс замены не занимает много времени. Кроме того, благодаря использованию высокопроч- ных материалов на основе эластичного графита, ПТФЭ и арамида значительно повысилась прочность набивок. Прочность этих уплотнений сопоставима с прочностью механических уплотнений, но превосходит их в рента- бельности.
Шнуровые уплотнения имеют значительные преимущества, т.к. в большинстве случаев использование такого уплотнения позволяет вовремя определить необходимость замены набивки, а сам процесс замены не занимает много времени. Кроме того, благодаря использованию высокопроч- ных материалов на основе эластичного графита, ПТФЭ и арамида значительно повысилась прочность набивок. Прочность этих уплотнений сопоставима с прочностью механических уплотнений, но превосходит их в рента- бельности.
1. Вопросы безопасности
Сами набивки не имеют в своём составе компонентов, которые могли бы сказаться на здоровье или окружающей среде при правильном их использовании. Но при их установке всегда следует соблюдать правила безопасности. Перед началом установки следует выключить механизм, отключить от сети, закрыть клапаны, убедиться, что давление стравлено и задвижка остыла. Если же установка работает с опасными компонентами, то система должна быть предварительно промыта, а оператодолжен использовать соответствующие средства индивидуальной защиты. При утилизации отходов и использованных элементов мягких уплотнений, нужно учесть, что полимерные материалы, такие как ПТФЭ, арамиды, силиконы и большая часть эластомеров устойчивы к биодеградации и могут долго находиться в окружающей среде. Поэтому, с отходами такого типа нужно поступать осторожно, после разборки их надо утилизировать или отдать на переработку поставщику набивок. Ни в коем случае нельзя сжигать такие отходы (свыше 340°С). Под воздействием высокой температуры могут выделять диоксины, фураны, соединения фтора и другие вредные газы. То же самое касается большинства, на первый взгляд, безопасных материалов на основе растительных волокон или расширенного графита, которые несмотря на то, что выполнены из безопасных, натуральных материалов обычно насыщены различными импрегнатами, в связи с чем могут содержать опасные соединения.
При утилизации отходов и использованных элементов мягких уплотнений, нужно учесть, что полимерные материалы, такие как ПТФЭ, арамиды, силиконы и большая часть эластомеров устойчивы к биодеградации и могут долго находиться в окружающей среде. Поэтому, с отходами такого типа нужно поступать осторожно, после разборки их надо утилизировать или отдать на переработку поставщику набивок. Ни в коем случае нельзя сжигать такие отходы (свыше 340°С). Под воздействием высокой температуры могут выделять диоксины, фураны, соединения фтора и другие вредные газы. То же самое касается большинства, на первый взгляд, безопасных материалов на основе растительных волокон или расширенного графита, которые несмотря на то, что выполнены из безопасных, натуральных материалов обычно насыщены различными импрегнатами, в связи с чем могут содержать опасные соединения.
2. Извлечение использованной набивки
В процессе извлечения использованной набивки следует проявить осторожность, чтобы не повредить поверхность сальниковой камеры. Если работа производится в чистой и безопасной среде, то набивка с лёгкостью удалится. В противном же случае, следует использовать специальные экстракторы – приспособления для извлечения отработанной набивки из сальниковых камер. Следует проверить состояние штока и стенок сальниковой камеры на отсутствие износа, накипи или коррозии. На штоке задвижки также не должно быть зазубрин, царапин. Осторожно очистить шток и стенки сальниковой камеры от загрязнений. При необходимости следует заменить поврежденные или изношенные детали.
Если работа производится в чистой и безопасной среде, то набивка с лёгкостью удалится. В противном же случае, следует использовать специальные экстракторы – приспособления для извлечения отработанной набивки из сальниковых камер. Следует проверить состояние штока и стенок сальниковой камеры на отсутствие износа, накипи или коррозии. На штоке задвижки также не должно быть зазубрин, царапин. Осторожно очистить шток и стенки сальниковой камеры от загрязнений. При необходимости следует заменить поврежденные или изношенные детали.
3. Проверка состояния сальника
Качество и состояние поверхности, работающей с набивкой, влияет на скорость изнашивания уплотнения. Сейчас редко встречается вал без втулки, поэтому под понятием «вал» понимается как вал, так и вал с втулкой. Требования к валу подобны требованиям к скользящим подшипникам – незначительная шероховатость на уровне точной шлифовки Ra≤0,63. Шероховатостостальных элементов стыка с набивкой не имеет большого значения, достаточно качество поверхности на уровне точной обработки резанием Ra≤5. Чтобы избежать чрезмерного истирания вала, следует обеспечить подходящую твердость поверхности на уровне 60 HRC. Для набивок с низким коэффициентом трения, таких как на основе ПТФЭ, требования ниже, а для эластичного графита минимальная твёрдость вовсе не требуется, в то время как вал покрывается графитовой плёнкой, а трение с поверхности вала переходит на трение внутри графита подобно как в смазках. Однако, каждый тип набивки может впитывать абразивные частицы из потока жидкости и, таким образом, косвенно изнашивать вал.
Чтобы избежать чрезмерного истирания вала, следует обеспечить подходящую твердость поверхности на уровне 60 HRC. Для набивок с низким коэффициентом трения, таких как на основе ПТФЭ, требования ниже, а для эластичного графита минимальная твёрдость вовсе не требуется, в то время как вал покрывается графитовой плёнкой, а трение с поверхности вала переходит на трение внутри графита подобно как в смазках. Однако, каждый тип набивки может впитывать абразивные частицы из потока жидкости и, таким образом, косвенно изнашивать вал.
Ширина зазора между валом и корпусом не должна превышать предполагаемых стандартов, или по крайней мере 0,5 мм. В особых устройствах, где этот показатель может быть превышен, можно использовать стопорные кольца из набивки с высокой механической прочностью или набивки, усиленной углеродом или арамидом. Нажатие вала стандартное и не превышает 0,1 мм или 1/100 ширины герметика. Если биение вала больше, это можно исправить с помощью наполнителей из эластомера, которые повысят долговечность пломбы, несмотря на тяжёлые условия работы. Отклонение вала должно удерживаться в норме и не превышать 0,1 мм, либо 1/100 ширины набивки. Если же отклонение большее, можно это компенсировать, используя набивку с эластомерной сердцевиной, которая может лучше принимать вибрации из вала и в итоге увеличить стойкость уплотнения, несмотря на сложные условия работы.
Отклонение вала должно удерживаться в норме и не превышать 0,1 мм, либо 1/100 ширины набивки. Если же отклонение большее, можно это компенсировать, используя набивку с эластомерной сердцевиной, которая может лучше принимать вибрации из вала и в итоге увеличить стойкость уплотнения, несмотря на сложные условия работы.
4. Основные принципы выбора набивки
Вопросы, связанные с выбором набивки для конкретных условий работы можно разделить на две группы:
- Первую составляют такие параметры, как: тип среды и уровень рН, температурный диапазон и соответствующий размер. Подбирая набивку относительно рабочей температуры, следует учесть, что допустимая рабочая температура не соответствует температуре среды. Сальник за счёт трения работает в более высокой температуре в сравнении с температурой среды, в связи с чем стоит учесть запас на уровне 50°C.
- При высоком давлении или высокой скорости оборотов, или же если сальник работает при недостаточной утечке, разница температур должна быть ещё большей.

- Вторую группу составляют относительные параметры, такие как давление, линейная скорость и способ применения. Эта группа параметров классифицирует набивки, в первую очередь, по стойкости и не особо требовательна к способам применения. Структура материала шнуровых уплотнений не портится под воздействием только одного из этих факторов, т.к. лишь их комплексное воздействие приводит к износу. Поэтому, при оценке пригодности материала для уплотнения сальника, стоит воспользоваться коэффициентом динамической нагрузки – pV, являющегося произведением скорости и давления, которая может возникнуть в установке, не вызывая слишком быстрое разложение. Этот параметр довольно хорошо показывает при каком давлении р и линейной скорости V уплотнительный материал будет удерживать сравнительную прочность.
Следующим критерием, который определяет выбор набивки является способ её использования. В этом случае, нужно принять во внимание условия работы устройства: высокая скорость вала в центробежных насосах, большая поверхность трения поршневых насосов, высокое давление в поршнях или большое радиационное напряжение в смесителях.
С условиями использования связаны санитарные требования. В пищевой промышленности, фармацевтической и косметической, большинство установок должно соответствовать высоким требованиям к качеству, предъявляемым стандартами и директивами, в том числе Европейской Комиссии (WE) № 10/2011, касающимися санитарных норм для материалов, предназначенных для контакта с пищевыми продуктами. В таких случаях следует использовать материалы, которые были исследованы и получили Сертификат качества здоровья 10/2011.
5. Подготовка колец
Размер набивки должен быть подобран таким образом, чтобы после формирования кольца его можно было свободно ввести в зазор рабочего сальника и при этом не оставить слишком большой щели. Обычно производители оборудования указывают размер набивки и нужное её количество для произведения замены. Также необходимый размер набивки легко определить, измерив зазор в сальнике. Половина разницы этих величин является размером зазора. Окончательный размер набивки должен предусматривать запасы на изгибы, 10-20% толщины, но эта величина во многом зависит от типа набивки и опыта монтёра. Большинство набивок производится в размерах от 4х4 мм до 30х30 мм с добавлением 20%, что даёт значительные возможности подгонки размера, учитывая хорошую эластичность. Если возникают сомнения, следует выбрать меньший размер, т.к. значительно проще ликвидировать щели затягиванием сальника, нежели направить изгибы во время установки плохо подобранных колец. При разрезании встык колец, расположенных на плоской поверхности, необходимо обязательно убедиться в том, что при измерении длины кольца учитывается не внутренний или внешний диаметр, а длина используемого в качестве образца кольца. Это позволит добиться максимально плотного соприкосновения концов колец.
Также необходимый размер набивки легко определить, измерив зазор в сальнике. Половина разницы этих величин является размером зазора. Окончательный размер набивки должен предусматривать запасы на изгибы, 10-20% толщины, но эта величина во многом зависит от типа набивки и опыта монтёра. Большинство набивок производится в размерах от 4х4 мм до 30х30 мм с добавлением 20%, что даёт значительные возможности подгонки размера, учитывая хорошую эластичность. Если возникают сомнения, следует выбрать меньший размер, т.к. значительно проще ликвидировать щели затягиванием сальника, нежели направить изгибы во время установки плохо подобранных колец. При разрезании встык колец, расположенных на плоской поверхности, необходимо обязательно убедиться в том, что при измерении длины кольца учитывается не внутренний или внешний диаметр, а длина используемого в качестве образца кольца. Это позволит добиться максимально плотного соприкосновения концов колец.
Обрезку колец набивки можно совершить несколькими способами: путём обертывания набивки вокрувала такого же диаметра, как требуется, используя устройство с ползунком и со шкалой, а также путём обрезки отрезков на основе теоретических вычислений. К сожалению, этот метод наиболее трудный и ненадёж- ный, так как длина отрезка не обусловлена простой формулой, также следует учитывать коэффициент, связанный с сжатием набивки, который зависит от матери-
К сожалению, этот метод наиболее трудный и ненадёж- ный, так как длина отрезка не обусловлена простой формулой, также следует учитывать коэффициент, связанный с сжатием набивки, который зависит от матери-
ала и структуры набивки. Наиболее надёжный метод – второй способ – плотная, спиральная укладка набивки на трубу или вал диаметром на 1 мм больше диаметра исходного вала или штока. Разметочная линия поможет более точно отрезать требуемую длину кольца. Рекомендуется резка под углом 45° к оси вала, что увеличит герметичность соединения.
Набивочные кольца лучше всего нарезать на оправке, имеющей тот же самый диаметр, что и вал в области сальниковой камеры. Нарезка колец может производиться вне сальниковой камеры, на валу. Но всё же наиболее быстрым и эффективным методом подготовки отрезков является использование специального устройства, определяющего длину отрезков. Для нарезки набивки необходимо установить на линейке требуемый размер. Для этого: – совместить на корпусе линейки деление шкалы «насосы»соответствующее диаметру вала насоса с делением шкалы упорной планки, соответствующее размеру фактического сечения набивки; – поворотом стопорного винта зафиксировать планку. Уложить набивку нужного сечения в паз корпуса. Подрезать конец набивки на заданный угол ножом, используя в качестве направляющей паз. Продвинуть набивку по пазу корпуса до соприкосновения с торцом упорной планки. Ножом через направляющий паз отрезать набивку.
Уложить набивку нужного сечения в паз корпуса. Подрезать конец набивки на заданный угол ножом, используя в качестве направляющей паз. Продвинуть набивку по пазу корпуса до соприкосновения с торцом упорной планки. Ножом через направляющий паз отрезать набивку.
Многие набивки состоят из твёрдых волокон или армированы металлом, некоторые из них выполнены из арамидовых волокон, используемых также в баллистической ткани. Поэтому их резка достаточно трудная, а обычные устройства быстро тупеют. В такой ситуации идеальным решением является использование гильотины для резки набивок, которая позволяет с лёгкостью резать любой тип набивок, а также одновременно измеряет длину отрезков и определяет угол резки.
6. Установка колец
Из отрезка набивки следует сформировать кольцо, так, чтобы оба его конца состыковались и образовали плотный замок. Затем установить первое кольцо набивки, убедившись, что оно плотно посажено на самое дно сальниковой камеры. При этом желательно использовать трамбовочное приспособление. Аналогично установить остальные кольца.
Аналогично установить остальные кольца.
C целью более точной подгонки набивки к камере и достижения минимального протекания, независимо от давления, набивку следует затянуть предварительно с силой минимум 10 N/мм2. Во время предварительной затяжки и последующей регулировки во время работы следует обратить внимание на диапазон регулировки затяжки. После пуска насоса следует обратить внимание на величину течи, нагревание вала, и произвести соответственную регулировку.
7. Запуск и регулировка сальника
Следует сальник слегка затянуть вручную. Затем включить насос на короткое время и проверить, соответствует ли направление вращения насоса стрелке на корпусе насоса. При неправильном направлении вращения поменять местами 2 фазы.
Необходимо обеспечить работу сальникового уплот- нения в следующем режиме: при использовании насоса с сальником должны быть незначительные, но постоянные протечки. В начале работы может вытекать до 60 капель в минуту. Во время запуска, продолжающегося около 30 минут, произвести подтягивание гаек нажимной втулки (буксы) сальника, чтобы ограничить количество вытекающих капель до 20 капель в минуту. Это требуется для того, чтобы температура набивки не повысилась до недопустимо высокой. При скачкообразном повышении температуры и возобновлении интенсивного вытекания жидкости немедленно ослабить нажимную втулку и повторить процесс запуска.
Это требуется для того, чтобы температура набивки не повысилась до недопустимо высокой. При скачкообразном повышении температуры и возобновлении интенсивного вытекания жидкости немедленно ослабить нажимную втулку и повторить процесс запуска.
Протечки практически отсутствуют или невидимы (в виде пара). Скользящее торцовое уплотнение в обслуживании не нуждается, но его герметичность должна проверяться регулярно. Маленькая утечка означает, что начинаются проблемы с герметичностью из-за повреждения скользящих поверхностей, уплотнительных колец, сильфона, мембраны или других частей торцевого уплотнения.
8. Установка набивки в клапане
Сальник должен быть максимально герметичен. Подвижный элемент уплотнительного узла выполняет относительно медленное движение относительно оси и, учитывая небольшую силу трения, можно сильнее зажать сальник, что обеспечит максимальную герметичность. В то же время повышенное давление с встречающимися иногда зазорами между штоком и корпусом сальника может привести к экструзии набивки через этот зазор. Поэтому, уплотнители, используемые в клапанах, должны иметь более компактную структуру или специальное металлическое армирование.
Поэтому, уплотнители, используемые в клапанах, должны иметь более компактную структуру или специальное металлическое армирование.
В энергетических установках давление пара может достигать 300 баров при температуре 650°С. Настолько высокие рабочие параметры сужают диапазон используемых материалов до уплотнений графитметаллических, монтаж которых требует немного другой процедуры.
Для того, чтобы правильно установить уплотнения нужно подготовить и разместить в сальниковой камере правильно обрезанное кольцо, как и в случае насосов, где надрезы под углом обеспечивают лучшую герметичность замков на кольцах. Зажать сальник до момента появления ощущения заметного сопротивления, в то же время нужно одновременно открутить шток клапана так, чтобы определить возможность регуляции клапана. Графитовая набивка с начальной плотностью 1,1 г/см3, для этого после заполнения камеры следует дожать сальник и сжимать до 70% от его начального объёма, возможно добавление 1 или 2 сальниковых колец и повторить процесс сжатия.
Статическое давление до 70% от первоначальной высоты уплотнения учитывает монтажный зазор 10%, возникающий за счёт разницы между размером набивки и фактическим размером зазора рабочего сальника, если зазор больше, статическое давление должно быть больше, например, при монтажном зазоре 20%, требуемое статическое давление увеличивается до 63%. Если сальник клапана оснащён пружинами, нужное давление сальника достигается по закрытию пружин. На замыкающем кольце стоит использовать кольца из композитной набивки, оплетённой металлической сеткой HTR или же углеродным волокном. После завершения установки клапана на технологической линии следует контролировать протечку, а по истечению суток эксплуатации, дожать сальник даже в случае, когда протечка не возникает.
Часто используются готовые комплекты из сформированных колец на основе эластичного графита плотностью 1,4-1,6 г/см3. При этом нет необходимости предварительного сжатия уплотнения, а нужно лишь после установки комплекта колец дожать сальник с силой, указанной производителем клапана. Графитовое уплотнение в клапане требует нажатия 60-120 N/mm² и с лёгкостью можно рассчитать натяжение болтов, разделив это значение на площадь поперечного сечения горизонтального уплотнительного кольца.
Графитовое уплотнение в клапане требует нажатия 60-120 N/mm² и с лёгкостью можно рассчитать натяжение болтов, разделив это значение на площадь поперечного сечения горизонтального уплотнительного кольца.
Кольца из эластичного графита можно получить самостоятельно из графитовой ленты (лучше всего, если лента будет гофрированной), которую после накручивания на шток нужно сжать при помощи сальника плотностью 1,4 г/см3. Количество используемой ленты для одного кольца нужно подобрать так, чтобы после образования, кольцо получило квадратное поперечное сечение.
В случае уплотнения клапанов низкого давления, водогазовой арматуры, другого типа клапанов и санитарно-технического оборудования, везде, где есть такие экстремальные условия эксплуатации, как энергетическая арматура, можно использовать несколько типов уплотнительных материалов. Следует учитывать, что критерием подбора набивки является давление, температура и стойкость к определённым условиям среды. Уплотнения арматур низкого давления также работают без протечек, при этом уплотнительный комплект не требует предварительного сжатия, так, как в ситуации с эластичным графитом.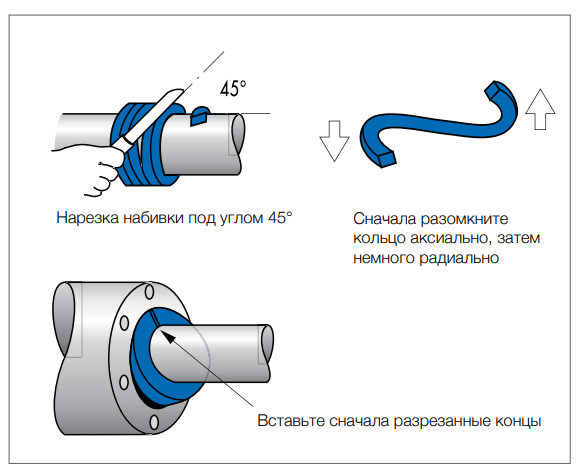 Сальник нужно дожать так, чтобы полностью исключить протечку, далее повторно затянуть винты.
Сальник нужно дожать так, чтобы полностью исключить протечку, далее повторно затянуть винты.
В арматуре всегда следует использовать гораздо большее давление на сальник, нежели в насосах, в идеале 2-х, а то и 3-х кратное давление среды. Известно, что большая сила давления даёт лучшую герметичность без необходимости его регулирования, но уплотнение в таких условиях быстрее изнашивается. Эти аспекты зависят от типа набивки и квалификации обслуживания.
Приступая к монтажу, следует помнить, что опыт сервисных служб и знание специфики оборудования играют решающее значение и никакая подробная инструкция не сможет этого изменить.
Переупакуйте сальник | ЛодкаUS
Реклама
Крайне важно, чтобы вода оставалась снаружи лодки. Вот как в лодке с бортовым двигателем вал проходит изнутри наружу.
Если сальник выйдет из строя, вода может заполнить лодку так быстро, что трюмная помпа не сможет успевать, что приведет к затоплению.
Если ваша лодка оснащена бортовым двигателем, скорее всего, она имеет сальник, который позволяет гребному валу проникать в корпус ниже ватерлинии, не пропуская воду и не затапливая лодку.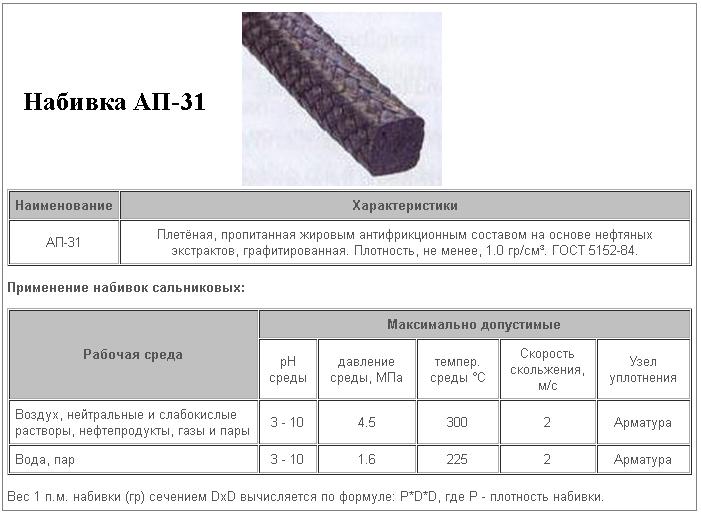
Обычно используются два основных типа сальниковых камер, хотя есть и другие альтернативы, некоторые из которых мы обсудим ниже. Возможно, самый распространенный тип состоит из корпуса сальника, прикрепленного к специальному шлангу повышенной прочности (прикрепленного к сальнику вала), компрессионной втулки, в которую набивается набивка и которая навинчивается на корпус, и стопорной гайки, фиксирующей сальник. компрессионная втулка на место.
Второй базовый тип, как и на моей лодке, на который я в первую очередь буду ссылаться в этой статье, состоит из корпуса, который крепится к шлангу и в который набивается набивка, и компрессионного рукава, сжимающего набивку затянув гайки на болтах, выступающих из корпуса.
A Уплотнение вала PSS перед установкой. Углеродное кольцо натягивается резиновым сильфоном на кольцо из нержавеющей стали, закрепленное на валу. Обратите внимание на ниппель для впрыска воды в верхней части угольного кольца.
Под компрессионной втулкой находятся три или более комплекта упаковочного материала. Обычно эти материалы имеют форму квадратной трубы и сделаны из льна, эти материалы располагаются в виде чашечки и плотно оборачивают вокруг стержня. По мере затягивания компрессионной втулки уплотнения лен слегка выдавливается наружу по направлению к валу, слегка сжимая вал и предотвращая попадание воды в лодку.
Требуется регулировка
При правильной регулировке сальниковые коробки имеют небольшую «протечку» со скоростью две-три капли в минуту при работающем двигателе и вращении вала. Не должно быть капель, когда лодка находится в состоянии покоя и вал не вращается.
Если сальник чрезмерно протекает или капает, когда лодка находится в состоянии покоя, необходима регулировка. Для этого ослабьте контргайку (в зависимости от типа это может быть гайка, навинченная на корпус, или стопорные шайбы на болтах), немного затяните регулировочную втулку, затем снова затяните контргайку. Сальниковую коробку никогда нельзя перетягивать, так как она рассчитана на небольшую утечку. Вода действует как смазка и предотвращает перегрев набивки при вращении вала.
После внесения каких-либо регулировок следите за сальниковой коробкой, чтобы убедиться, что все в порядке; ни в коем случае упаковочная коробка не должна быть слишком горячей, чтобы до нее можно было дотронуться. Если вы не можете оставить руку на штуцере после того, как двигатель заработал, это указывает на то, что он был перетянут, и вам нужно немного ослабить компрессионную втулку.
Для этого ослабьте контргайку (в зависимости от типа это может быть гайка, навинченная на корпус, или стопорные шайбы на болтах), немного затяните регулировочную втулку, затем снова затяните контргайку. Сальниковую коробку никогда нельзя перетягивать, так как она рассчитана на небольшую утечку. Вода действует как смазка и предотвращает перегрев набивки при вращении вала.
После внесения каких-либо регулировок следите за сальниковой коробкой, чтобы убедиться, что все в порядке; ни в коем случае упаковочная коробка не должна быть слишком горячей, чтобы до нее можно было дотронуться. Если вы не можете оставить руку на штуцере после того, как двигатель заработал, это указывает на то, что он был перетянут, и вам нужно немного ослабить компрессионную втулку.
Может потребоваться замена уплотнений
Со временем уплотнение изнашивается, и никакие регулировки не предотвратят попадание в лодку большего количества воды, чем требуется. Когда это происходит, пора менять упаковочный материал, который можно приобрести у таких розничных продавцов, как Defender или West Marine.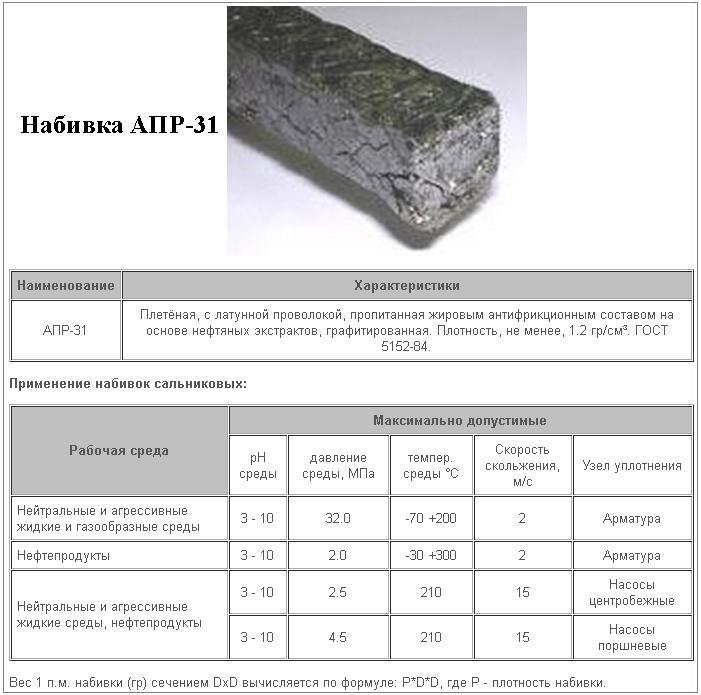
Реклама
Набивка бывает разных размеров в зависимости от размера вала; чем больше вал, тем больше требуется набивка. Как правило, для валов диаметром до 1 1/2 дюйма требуется четвертьдюймовая набивка. Любой больше, и вы, вероятно, будете смотреть на 3/8 дюйма.
В то время как упаковочный материал традиционно изготавливается из льна, в последнее время его изготавливают из других материалов. Возможно, самый популярный из них содержит тефлон, который повышает износостойкость и снижает трение на валу.
Хотя можно менять упаковку, когда лодка находится в воде, мы не рекомендуем этого делать. Делайте это с лодкой на харде, особенно если это ваш первый раз.
Возможен отказ
Выход из строя сальниковой коробки, когда судно остается без присмотра в доке, почти всегда приводит к затоплению. Напор воды настолько силен, что ни одна трюмная помпа не может справиться с потоком. Как бы плохо это ни было с лодкой, привязанной к причалу, когда лодка находится вдали от берега и, возможно, в нескольких милях от безопасного убежища, это может быть разрушительным.
Хотя точный план действий будет в некоторой степени определяться лодкой и типом сальника или уплотнения вала, первое, что вам нужно сделать, это остановить или, по крайней мере, замедлить скорость поступления воды в лодка. Если лодка находится под напряжением, выключите двигатель. Иногда этого может быть достаточно, чтобы остановить или уменьшить поток воды. Часто тряпки, обернутой вокруг вала, может быть достаточно, чтобы замедлить скорость воды, чтобы у трюмных насосов было больше шансов не отставать.
Отказы не всегда связаны с самим уплотнением вала или сальниковой коробкой. В этом случае бронзовое бревно (штуцер, который крепится к конструкции лодки) начало крошиться, поэтому хомуты не за что зацепиться.
Если возможно, попросите члена экипажа вызвать помощь по радио, пока вы делаете все возможное, чтобы остановить поток. Можно обмотать вал и сальник самоклеящейся лентой, спасательной лентой или одной из тех «чудодейственных» подводных лент, которые рекламируют по телевизору.
Некоторые лодки имеют V-образные приводы, где сальник расположен буквально под двигателем, что делает временный ремонт практически невозможным.
Точки отказа
Иногда отказ может быть связан не с фактическим оборудованием самой сальниковой коробки, а с отказом шланга, соединяющего сальниковую коробку с бревном. Этот короткий отрезок шланга может быть небольшим, но жизненно важным для безопасности лодки.
За время эксплуатации лодки коробка передач переключается с переднего хода на задний ход сотни раз. Это сообщает небольшое, но заметное крутящее движение сальниковой коробке, которое, в свою очередь, передается резиновому шлангу. Если набивка высыхает из-за чрезмерного затягивания, это крутящее движение значительно увеличивается, создавая нагрузку на шланг. Часто можно использовать короткий выпускной шланг, но это неправильно. Шланг, специально предназначенный для соединения сальниковой камеры с бревном, будет пятислойным, что обеспечивает более тяжелые условия эксплуатации, чем выпускной шланг. Это не место, чтобы сэкономить несколько долларов. То же самое касается хомутов для шлангов, которые должны быть изготовлены из неперфорированной нержавеющей стали. (Чтобы узнать больше о хомутах, см. «Все о хомутах»)
Это не место, чтобы сэкономить несколько долларов. То же самое касается хомутов для шлангов, которые должны быть изготовлены из неперфорированной нержавеющей стали. (Чтобы узнать больше о хомутах, см. «Все о хомутах»)
Другим потенциальным источником неисправности является попадание воды в сальниковое уплотнение или уплотнение. (Некоторые сальниковые коробки с набивкой не имеют впрыска воды.) Впрыскиваемая вода служит двум целям: охлаждает вращающийся вал и обеспечивает смазку. Однако, если шланг инжектора каким-либо образом выйдет из строя, либо отсоединившись от ниппеля на сальниковой коробке, либо из-за утечки через разрыв, возможны два исхода. Без охлаждающей воды сальниковая набивка будет перегреваться, что приведет к повреждению вала или еще хуже, или вода попадет в лодку из ниппельного отверстия или шланга — возможно, из обоих одновременно.
Реклама
Кроме того, если в сальниковую коробку подается вода для охлаждения и смазки, втулка, входящая в шланг, может заклинить на валу из-за перегрева и перекрутить шланг до разрыва. Некоторые производители рекомендуют определенные пределы скорости или оборотов, выше которых вал не должен «гулять на выбеге» под парусом без мотора. Многие предпочитают заблокировать вал или оставить двигатель вращаться, чтобы избежать перегрева.
Некоторые производители рекомендуют определенные пределы скорости или оборотов, выше которых вал не должен «гулять на выбеге» под парусом без мотора. Многие предпочитают заблокировать вал или оставить двигатель вращаться, чтобы избежать перегрева.
Альтернативы
Хотя традиционный сальник хорошо служил и продолжает служить большинству владельцев лодок, некоторым владельцам нравится абсолютно сухой трюм. Безкапельные сальниковые коробки могут позволить именно это. Есть два основных типа. Например, такие манжетные уплотнения, как SureSeal от Tides Marine, имеют уплотнение с гибкой кромкой на валу, предотвращающее попадание воды в лодку. Другое обычно называют торцевым уплотнением, в котором специальное углеродное кольцо под давлением прижимается к кольцу из нержавеющей стали, закрепленному на валу. Хорошо известными примерами являются уплотнение вала PSS от PYI и LasDrop от Nautical Specialties, которая также производит манжетные уплотнения.
При правильной установке оба типа уплотнений должны служить много лет и не должны пропускать воду в лодку. И на всякий случай, если вам интересно, надежны ли уплотнения без капель, уплотнения LasDrop предназначены для коммерческого применения с диаметром вала до 8 дюймов! Все эти типы уплотнений используют морскую воду для охлаждения и, в некоторых случаях, для смазки. Без него печать будет иметь очень короткий срок службы и выйдет из строя. Многие двигатели имеют выходное отверстие на мокром выхлопе именно для такого соединения. Часто, когда традиционная сальниковая коробка заменяется на бескапельный тип, шланг можно переставить со старого на новый.
И на всякий случай, если вам интересно, надежны ли уплотнения без капель, уплотнения LasDrop предназначены для коммерческого применения с диаметром вала до 8 дюймов! Все эти типы уплотнений используют морскую воду для охлаждения и, в некоторых случаях, для смазки. Без него печать будет иметь очень короткий срок службы и выйдет из строя. Многие двигатели имеют выходное отверстие на мокром выхлопе именно для такого соединения. Часто, когда традиционная сальниковая коробка заменяется на бескапельный тип, шланг можно переставить со старого на новый.
Обслуживание герметичных уплотнений довольно простое. Выполняя обычные проверки двигателя перед поездкой, осмотрите его на наличие ослабленных хомутов шлангов, отсоединенных шлангов для впрыска воды или чего-либо еще, что выглядит неуместным.
Иногда торцевые уплотнения могут протекать, часто из-за крошечного кусочка грязи, застрявшего между графитовым кольцом и вращающимся кольцом вала из нержавеющей стали. Отодвигание сильфона назад, чтобы позволить небольшому количеству воды просочиться между двумя компонентами, помогает вымыть мусор и устранить утечку. Различные производители имеют специальные инструкции по обслуживанию и установке, которым следует следовать буквально.
Различные производители имеют специальные инструкции по обслуживанию и установке, которым следует следовать буквально.
Как переупаковать сальник
1. Снимите обе гайки и контргайки со шпилек, удерживающих две половинки вместе , и сдвиньте компрессионную втулку вверх по валу.
2. Используйте острый нож для колки льда, штопор, маленькую отвертку или любой другой подходящий инструмент, чтобы вытащить старое уплотнение. Часто он выходит целыми кольцами, но иногда, если набивка находилась на месте в течение длительного времени, она может разрушиться.
3. Здесь вся упаковка снята, и как видите, в этой установке пять колец. У вас их может быть меньше — обычно три на валах меньшего размера.
4. Внимательно осмотрите вал на наличие повреждений и задиров и тщательно очистите его тряпкой.
5. Чтобы измерить длину нового уплотнения, оберните его вокруг вала и частично надрежьте острым ножом. Не прорезайте до конца, иначе можно повредить вал. Мне нравится обрезать концы под углом 45 градусов, а не поперек, как показано здесь, так как я чувствую, что это обеспечивает лучшее уплотнение, когда его вставляют в сальниковую гайку.
Не прорезайте до конца, иначе можно повредить вал. Мне нравится обрезать концы под углом 45 градусов, а не поперек, как показано здесь, так как я чувствую, что это обеспечивает лучшее уплотнение, когда его вставляют в сальниковую гайку.
6. Положите упаковку на подходящий деревянный брусок и разрежьте ее по всей длине , чтобы получились отдельные детали.
7. Вставьте новые секции уплотнения в сальник. Расположите каждое соединение под углом 120 градусов к предыдущему, чтобы уменьшить ненужную утечку.
8. Соберите компоненты и затяните, но не переусердствуйте. После того, как лодка снова окажется на воде, двигатель заработает, а упаковка усядется, вам придется внести окончательные коррективы.
Реклама
Связанные статьи
Поднимите воздух вниз: как улучшить вентиляцию на любой лодке
Хорошая вентиляция внутри лодки необходима для обеспечения комфорта и безопасности. Вот как получить прохладный ветерок.
Вот как получить прохладный ветерок.
Подробнее
Лучшие товары для ухода и обслуживания лодок
Наша команда экспертов BoatUS оценивает свои продукты для ухода и обслуживания лодок.
Подробнее
Участники BoatUS делятся своими лучшими переделками лодок
Два участника BoatUS делятся вдохновляющими переделками своих моторных лодок с центральной консолью и спортивных купе.
Подробнее
Темы
Нажмите, чтобы ознакомиться со статьями по теме
как самостоятельно обслуживать системы
Опубликовано: ноябрь 2020 г.
Автор
Марк Корк
Сотрудничающий редактор журнала BoatUS
Морской инспектор и обладатель сертификата RYA Yachtmaster Ocean, пишущий редактор журнала BoatUS Magazine Марк Корк — один из наших гуру в сфере «сделай сам», создающий простые в использовании статьи с практическими рекомендациями. и видео. Марк сам построил пять лодок (как моторных, так и парусных), был опытным редактором в нескольких ведущих журналах о лодках (включая бывшего помощника редактора журнала BoatUS Magazine), работал на BBC, написал четыре книги «Сделай сам», совершил два кругосветных плавания. яхт и занесен в Книгу рекордов Гиннеса за самое быстрое пересечение Ла-Манша туда и обратно — на каяке! У него и его жены есть Grand Banks 32.
и видео. Марк сам построил пять лодок (как моторных, так и парусных), был опытным редактором в нескольких ведущих журналах о лодках (включая бывшего помощника редактора журнала BoatUS Magazine), работал на BBC, написал четыре книги «Сделай сам», совершил два кругосветных плавания. яхт и занесен в Книгу рекордов Гиннеса за самое быстрое пересечение Ла-Манша туда и обратно — на каяке! У него и его жены есть Grand Banks 32.
Журнал BoatUS — это преимущество членства в BoatUS
Преимущества членства включают:
Подписка на печатную версию журнала BoatUS Magazine
4% возврата при покупках в магазинах West Marine или на сайте WestMarine.com
Скидки на топливо, временные промахи, ремонт и многое другое в более чем 1200 предприятиях
Скидки на круизы, чартеры, аренду автомобилей, проживание в отелях и многое другое…
Все всего за 25 долларов в год!
Вступайте сегодня
Обслуживание вашего сальника | ЛодкаUS
Реклама
Сальниковая коробка
Если ваша лодка оснащена бортовым двигателем, скорее всего, она оснащена сальниковой набивкой для обеспечения водонепроницаемого уплотнения гребного вала. Сальниковые коробки также используются для герметизации баллеров руля, которые проникают в корпус ниже ватерлинии.
Сальниковые коробки также используются для герметизации баллеров руля, которые проникают в корпус ниже ватерлинии.
В принципе, сальниковая коробка идентична уплотнительной гайке обычного крана. Его основными компонентами являются резьбовая втулка и полая гайка, через которую проходит вал. Втулка, а иногда и гайка, заполнена кольцами плетеного квадратного льняного каната, сильно пропитанного воском и смазкой. Затягивание гайки прижимает эту набивку к валу, образуя водонепроницаемое уплотнение, но при этом позволяя валу вращаться.
Регулировка
Для смазки обычных набивок требуется вода, поэтому правильно отрегулированный сальник может быть водонепроницаемым, когда вал остановлен, но при вращении вала вода должна капать. Достаточно двух-трех капель в минуту. Нередки случаи, когда сальниковые коробки протекают с гораздо большей скоростью. Это не повреждает вал или сальник, но вращающийся вал будет разбрасывать этот избыточный поток по всему моторному отсеку, что приведет к безудержной коррозии муфты вала, картера трансмиссии и всего остального. Что еще более катастрофично, это подвергает оставленную без присмотра лодку риску затопления. Если ваша сальниковая коробка пропускает более 8 или 10 капель в минуту, она нуждается в обслуживании. Чтобы уменьшить утечку, достаточно затянуть гайку сальника на пол-оборота, но расположение сальника может значительно усложнить эту работу. Доступ может быть особенно затруднен на лодках с V-образным приводом и на парусниках.
Что еще более катастрофично, это подвергает оставленную без присмотра лодку риску затопления. Если ваша сальниковая коробка пропускает более 8 или 10 капель в минуту, она нуждается в обслуживании. Чтобы уменьшить утечку, достаточно затянуть гайку сальника на пол-оборота, но расположение сальника может значительно усложнить эту работу. Доступ может быть особенно затруднен на лодках с V-образным приводом и на парусниках.
Таким образом, первым шагом в регулировке сальниковой коробки является выяснение того, как установить на коробку два ключа — один для стопорной гайки, а другой — для регулировочной гайки, — и как расположиться так, чтобы можно было потянуть один из них. при нажатии на другой, и наоборот. Вы можете использовать трубные ключи для поворота гаек, но разводные ключи для набивных гаек, как правило, легче использовать в ограниченном пространстве. Если сальник находится над глубоким трюмом, перед началом работы привяжите к гаечным ключам стопорный трос. С ключами на обеих гайках, удерживайте регулировочную гайку и поверните контргайку по часовой стрелке, чтобы освободить ее. Отверните эту гайку на пару оборотов. Теперь поверните регулировочную гайку по часовой стрелке, пока капание не прекратится.
Отверните эту гайку на пару оборотов. Теперь поверните регулировочную гайку по часовой стрелке, пока капание не прекратится.
ВНИМАНИЕ: Некоторые сальниковые коробки жестко прикреплены к корпусу, но большинство из них соединены с трубкой вала отрезком гибкого шланга. Вы не хотите скручивать этот шланг или скручивать сальник внутри шланга. Если регулировочная гайка не поворачивается легко, используйте трубный ключ на фланце сальниковой коробки, расположенном прямо перед шлангом, чтобы предотвратить проворачивание коробки вместе с гайкой. Если коробка покрыта коррозией, отверните регулировочную гайку на несколько оборотов и проволочной щеткой прочистите резьбу коробки, прежде чем выполнять регулировку. Покройте резьбу и гайки толстым слоем Boeshield T-9.(или какой-либо другой блокатор коррозии), чтобы избежать этой проблемы в будущем.
После того, как вы сделаете эту первоначальную регулировку, вам нужно будет проверить скорость капель при вращении вала. Вы можете сделать это либо на ходу, либо с включенной передачей вперед, когда лодка надежно привязана к стапелю. С помощью фонарика и зеркала, если оно вам нужно, посчитайте количество капель в минуту. Если их больше двух, слегка подтяните регулировочную гайку. Если вы не можете выполнить эту регулировку, не поместив части тела или одежду в опасную близость к вращающемуся валу, остановите двигатель, выполните регулировку, а затем снова включите его, чтобы проверить протечки. Когда скорость капель составит одну или две капли в минуту, остановите двигатель. Крепко удерживайте регулировочную гайку, чтобы не изменить настройку, затем затяните контргайку. Прежде чем выйти из положения доступа, внимательно проверьте хомуты, которыми шланг крепится к сальниковой коробке и к дейдвудной трубе. Они неизбежно подвергаются коррозии в нижней части, поэтому вам может понадобиться зеркало, чтобы проверить их. А еще лучше, отпустите каждый и поверните его, чтобы увидеть все стороны, прежде чем снова затянуть.
Вы можете сделать это либо на ходу, либо с включенной передачей вперед, когда лодка надежно привязана к стапелю. С помощью фонарика и зеркала, если оно вам нужно, посчитайте количество капель в минуту. Если их больше двух, слегка подтяните регулировочную гайку. Если вы не можете выполнить эту регулировку, не поместив части тела или одежду в опасную близость к вращающемуся валу, остановите двигатель, выполните регулировку, а затем снова включите его, чтобы проверить протечки. Когда скорость капель составит одну или две капли в минуту, остановите двигатель. Крепко удерживайте регулировочную гайку, чтобы не изменить настройку, затем затяните контргайку. Прежде чем выйти из положения доступа, внимательно проверьте хомуты, которыми шланг крепится к сальниковой коробке и к дейдвудной трубе. Они неизбежно подвергаются коррозии в нижней части, поэтому вам может понадобиться зеркало, чтобы проверить их. А еще лучше, отпустите каждый и поверните его, чтобы увидеть все стороны, прежде чем снова затянуть. Делайте это по одному зажиму за раз.
Делайте это по одному зажиму за раз.
Повторная набивка
После того, как гайка сальника затянута несколько раз, набивка сжимается настолько, что становится достаточно твердой, чтобы фактически изнашивать канавку на валу — условие, которого следует избегать. В регулярно используемой моторной лодке сальник вала следует заменять не реже одного раза в два года. На парусниках замена набивки может не понадобиться в течение пяти и более лет, но когда сальник начинает требовать частой регулировки или начинает нагреваться, пришло время.
Переупаковка проста. Удерживая уплотнительную гайку, отпустите стопорную гайку, затем полностью отвинтите регулировочную гайку, чтобы открыть коробку. Вы должны выкопать ВСЮ старую упаковку. Проще всего это сделать с помощью отмычки в виде штопора, предназначенной специально для этой задачи, но и заостренный кусок жесткой проволоки, загнутый на 90 градусов на конце, тоже подойдет. Будьте осторожны, чтобы не поцарапать вал ни одним из инструментов.
Если старая упаковка остается относительно неповрежденной, используйте ее, чтобы определить, какой размер упаковки вам нужен. Если он выходит в виде бесформенных комочков пуха, измерьте расстояние между валом и внутренней частью уплотнительной гайки, чтобы определить правильный размер льна. Умножьте диаметр вашего вала на 14, чтобы получить приблизительное количество дюймов, необходимое для 4 слоев новой набивки — обычно достаточно.
Распространенной ошибкой является наматывание нового уплотнения на вал как непрерывный элемент. Установленная таким образом упаковка не будет герметична должным образом. Вместо этого он должен быть установлен в виде ряда уложенных друг на друга колец. Для этого необходимо разрезать набивку на куски, которые просто окружают вал так, чтобы их концы соприкасались. Самый простой способ сделать это — обернуть набивку вокруг вала в доступном месте и разрезать нахлест бритвенным ножом. Сверните один из отрезанных кусков в кольцо вокруг вала и вставьте его в сальник. Равномерно утрамбуйте его небольшим дюбелем или тупой отверткой, чтобы протолкнуть его до дна коробки. Вставьте второе кольцо в сальник поверх первого, повернув соединение примерно на 120 градусов. Добавьте третий слой, затем четвертый, каждый раз смещая стык. Если кажется, что у вас нет места для четвертого слоя, вручную затяните регулировочную гайку, чтобы другие кольца были глубже, а затем снова снимите ее, чтобы посмотреть, не останется ли места для дополнительного кольца из льна. Когда коробка заполнена — но не настолько, чтобы регулировочная гайка не закручивалась легко — отрегулируйте ее так, чтобы капало два или три раза в минуту, как описано выше. Вам нужно будет проверить эту настройку после первых нескольких часов использования; обычно требуется некоторая затяжка.
Равномерно утрамбуйте его небольшим дюбелем или тупой отверткой, чтобы протолкнуть его до дна коробки. Вставьте второе кольцо в сальник поверх первого, повернув соединение примерно на 120 градусов. Добавьте третий слой, затем четвертый, каждый раз смещая стык. Если кажется, что у вас нет места для четвертого слоя, вручную затяните регулировочную гайку, чтобы другие кольца были глубже, а затем снова снимите ее, чтобы посмотреть, не останется ли места для дополнительного кольца из льна. Когда коробка заполнена — но не настолько, чтобы регулировочная гайка не закручивалась легко — отрегулируйте ее так, чтобы капало два или три раза в минуту, как описано выше. Вам нужно будет проверить эту настройку после первых нескольких часов использования; обычно требуется некоторая затяжка.
Поскольку вы удаляете старую прокладку перед установкой новой, и именно она защищает вашу лодку от океана, при выполнении этой работы она должна быть над водой. Если вы должны сделать это на лодке на плаву, подготовьте новую набивку к установке, как только будет снята старая, и накройте сальник полотенцем, чтобы отвести поступающий поток в трюм, где ваш трюмный насос должен справляться с ним без каких-либо усилий. трудность. Вы можете сделать задачу менее безумной, запечатав вал снаружи сантехнической замазкой, но для этого вам придется дважды зайти в воду, один раз, чтобы нанести замазку вокруг вала, а второй раз, чтобы удалить ее. Не поворачивайте вал, пока замазка на месте, иначе вы сломаете ее уплотнение, и убедитесь, что вы удалили ВСЮ замазку, когда закончите, так как дейдвудный подшипник и уплотнение вала зависят от потока воды для смазки.
трудность. Вы можете сделать задачу менее безумной, запечатав вал снаружи сантехнической замазкой, но для этого вам придется дважды зайти в воду, один раз, чтобы нанести замазку вокруг вала, а второй раз, чтобы удалить ее. Не поворачивайте вал, пока замазка на месте, иначе вы сломаете ее уплотнение, и убедитесь, что вы удалили ВСЮ замазку, когда закончите, так как дейдвудный подшипник и уплотнение вала зависят от потока воды для смазки.
Противокапельная набивка
Альтернативой обычной плетеной набивке является формуемая безкапельная набивка. Преимущество этого типа набивки в том, что она является самосмазывающейся, что устраняет необходимость стекания жидкости из сальника. Для набивки без капель требуется два стопорных кольца обычной набивки. Вы устанавливаете кольцо обычной набивки, затем заталкиваете набивку Dripless в коробку, пока она не заполнится примерно на три четверти. Второе кольцо обычной набивки завершает работу. Затяните гайку ровно настолько, чтобы из коробки не капало. Этот тип набивки нагревается сильнее, чем лен с водяной смазкой, и чрезмерное затягивание приводит к чрезмерному нагреву. Сальниковая коробка не должна быть слишком горячей для прикосновения. Набивка с низким коэффициентом трения в шесть-десять раз дороже, чем льняная, но поскольку она редко нуждается в регулировке, она может быть хорошим выбором для сальниковой коробки, которую особенно сложно обслуживать.
Этот тип набивки нагревается сильнее, чем лен с водяной смазкой, и чрезмерное затягивание приводит к чрезмерному нагреву. Сальниковая коробка не должна быть слишком горячей для прикосновения. Набивка с низким коэффициентом трения в шесть-десять раз дороже, чем льняная, но поскольку она редко нуждается в регулировке, она может быть хорошим выбором для сальниковой коробки, которую особенно сложно обслуживать.
Реклама
Связанные статьи
Поднимите воздух вниз: как улучшить вентиляцию на любой лодке
Хорошая вентиляция внутри лодки необходима для обеспечения комфорта и безопасности. Вот как получить прохладный ветерок.
Подробнее
Лучший выбор для ухода за лодкой и ее обслуживания
Наша команда экспертов BoatUS оценивает свои продукты для ухода и обслуживания лодок.
Подробнее
Участники BoatUS делятся своими лучшими переделками лодок
Два участника BoatUS делятся вдохновляющими переделками своих моторных лодок с центральной консолью и спортивных купе.
Подробнее
Темы
Нажмите, чтобы ознакомиться со статьями по теме
как самостоятельно обслуживать системы
Опубликовано: июль 2012 г.
Автор
Дон Кейси
Сотрудник журнала BoatUS Magazine
Дон Кейси был одним из самых популярных экспертов по уходу за лодками и их модернизации в течение 30 лет, а также входит в группу экспертов журнала BoatUS Magazine. Он и его жена курсируют на борту своего 30-футового корабля часть года в восточной части Карибского моря. Его книги включают «Полное иллюстрированное руководство по обслуживанию парусных лодок» Дона Кейси и недавно обновленную «Эта старая лодка» — библию для яхтсменов-любителей.