Волгастроймаш | Производство многоэлектронных сварочных машин
МАШИНЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
Предназначены для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали.
Модели: МС-2008.03, МСО-6.06, МСО-201.03, МСС-177

Машина для контактной стыковой сварки МС-2008, МСО-6.06
Машины МС-2008.03 и МСО-6.06 предназначены для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали.
Подробнее

Машина для контактной стыковой сварки МС-2008Г
Машины МС-2008.03 и МСО-6.06 предназначены для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали.

Машина для контактной стыковой сварки МСО-201.03
Машина МСО-201.03 предназначена для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали.
Подробнее

Машина для контактной стыковой сварки МСС-177
Машина МСС-177предназначена для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали.
Подробнее
xn--80aaee5ajkldtkm7f.xn--p1ai
Машина для контактной стыковой сварки МС-2008, МСО-6.06
Машина для контактной стыковой сварки МС-2008.03, МСО-6.06.03
Машины для контактной стыковой сварки
 |
Машины МС-2008.03 и МСО-6.06 предназначены для контактной стыковой сварки арматурных сталей оплавлением и оплавлением с предварительным подогревом деталей из низкоуглеродистой стали, а также заготовок инструмента и заготовок строительных конструкций, включая арматуру железобетона II и III классов. Машина обеспечивает два вида сварки: |
Условия эксплуатации машины в исполнении УХЛ4 по ГОСТ 15150-69:
а) высота над уровнем моря до 1000м;
б) температура окружающего воздуха в рабочем помещении от +1С до +35С;
в) среднемесячное значение относительной влажности окружающего воздуха при температуре +20С не более 65%, верхнее значение относительной влажности 80% при +25С и при более низких температурах без конденсации влаги;
г) температура охлаждающей воды от +1С до +25С; д) окружающая среда не взрывоопасна, не насыщена токопроводящей пылью,
содержание в атмосфере сернистого газа не более 110мг/м2 в сутки, хлоридов – менее 0,3 мг/м2;
е) допускаются ударные сотрясения и вибрации, которые могут возникнуть в стационарных условиях.
Технические характеристики |
МС-2008.03, МСО-6.06.03 |
|
|
Напряжение питающей сети, В |
3×380 |
|
|
Частота сети, Гц |
50 |
|
|
Наибольший вторичный ток, кА |
52 |
|
|
Номинальный длительный вторичный ток, кА |
9 |
|
|
Наибольшая мощность при коротком замыкании, кВа |
455 |
|
|
Мощность при ПВ=50%, кВА |
125 |
|
|
Привод механизмов зажатия |
пневматический |
|
|
Привод механизмов осадки |
электромеханический |
|
|
Усилие зажатия, даН |
10000 |
|
|
Усилие осадки, даН |
6300 |
|
|
Свариваемое сечение, мм: |
|
|
|
AI AIII AIV, AV |
100-2000 100-1250 100-500 |
|
|
Давление охлаждающей жидкости, мПа |
0,2-0,3 |
|
|
Давление сжатого воздуха, мПа |
0,6 |
|
|
Расстояние между токоведущими губками, мм |
10-90 |
|
|
Давление в гидросистеме наибольшее, бар (мПа) |
— |
|
|
Габаритные размеры сварочной линии (ориентировочные), мм: |
||
|
длина |
2050 |
|
|
ширина |
1180 |
|
|
высота |
1370 |
|
|
Масса, т |
2,1 |
|
Перед монтажом и пуском оборудования в эксплуатацию внимательно ознакомьтесь с инструкцией по эксплуатации и другими нормативными документами, действующими на территории РФ. Нарушение требований этих документов влечет за собой прекращение гарантийных обязательств перед Покупателем.
Предприятием постоянно ведутся работы над усовершенствованием изготовляемого оборудования. Поэтому возможны некоторые расхождения между описанием и фактическим исполнением установки, не ухудшающие ее технические характеристики.
По всем возникшим вопросам вы можете проконсультироваться с нашими специалистами по телефону: (8352) 74-99-77 или через форму обратной связи
unitehstroy.ru
Машина для контактной стыковой сварки МС-2008Г
Машины для контактной стыковой сварки
 |
Машина для контактной стыковой сварки МС-2008Г.03 предназначена для контактной стыковой сварки изделий компактного сечения из углеродистой стали с содержанием углерода до 0,25%.. Машина обеспечивает два вида сварки: |
Условия эксплуатации машины в исполнении УХЛ4 по ГОСТ 15150-69:
а) высота над уровнем моря до 1000м;
б) температура окружающего воздуха в рабочем помещении от +1С до +35С;
в) среднемесячное значение относительной влажности окружающего воздуха при температуре +20С не более 65%, верхнее значение относительной влажности 80% при +25С и при более низких температурах без конденсации влаги;
содержание в атмосфере сернистого газа не более 110мг/м2 в сутки, хлоридов – менее 0,3 мг/м2;
е) допускаются ударные сотрясения и вибрации, которые могут возникнуть в стационарных условиях.
Технические характеристики |
МС-2008Г.03 |
|
|
Напряжение питающей сети, В |
3×380 |
|
|
Частота сети, Гц |
50 |
|
|
Наибольший вторичный ток, кА |
52 |
|
|
Номинальный длительный вторичный ток, кА |
9 |
|
|
Наибольшая мощность при коротком замыкании, кВа |
455 |
|
|
Мощность при ПВ=50%, кВА |
125 |
|
|
Привод механизмов зажатия |
гидравлический |
|
|
Привод механизмов осадки |
гидравлический |
|
|
Усилие зажатия, даН |
10000 |
|
|
Усилие осадки, даН |
6300 |
|
|
Свариваемое сечение, мм: |
|
|
|
AI AIII AIV, AV |
100-2000 100-1250 100-500 |
|
|
Давление охлаждающей жидкости, мПа |
0,2-0,3 |
|
|
Давление сжатого воздуха, мПа |
— |
|
|
Расстояние между токоведущими губками, мм |
16-116 |
|
|
Давление в гидросистеме наибольшее, бар (мПа) |
130 (13) |
|
|
Габаритные размеры сварочной линии (ориентировочные), мм: |
||
|
длина |
1900 |
|
|
ширина |
900 |
|
|
высота |
1870 |
|
|
Масса, т |
1,6 |
|
Перед монтажом и пуском оборудования в эксплуатацию внимательно ознакомьтесь с инструкцией по эксплуатации и другими нормативными документами, действующими на территории РФ. Нарушение требований этих документов влечет за собой прекращение гарантийных обязательств перед Покупателем.
Предприятием постоянно ведутся работы над усовершенствованием изготовляемого оборудования. Поэтому возможны некоторые расхождения между описанием и фактическим исполнением установки, не ухудшающие ее технические характеристики.
По всем возникшим вопросам вы можете проконсультироваться с нашими специалистами по телефону: (8352) 74-99-77 или через форму обратной связи
unitehstroy.ru
Машины стыковой сварки МС-2008, МСО-606, МСО-201

Машина стыковой контактной сварки МСО-606 (МС-2008) предназначена для контактной стыковой сварки непрерывным оплавлением и оплавлением с предварительным подогревом изделий из низкоуглеродистых сталей диаметром до 50 мм, а также арматурной стали диаметром до 25 мм класса A-IV, A-V.
Технические характеристики:
Номинальное напряжение питающей сети, Гц/В 380
Наибольший вторичный ток, кА 52±10%
Номинальный длительный вторичный ток, кА 9
Наибольшая мощность при коротком замыкании, кВА 460
Мощность при ПВ=50% кВА 100
Номинальное усилие осадки, кН: при 9,8Мпа (100кгс/см2) при 20Мпа (200кгс/см2)
Привод механизма зажатия осадки пневматический и эл. механический
Свариваемое сечение, мм2:
из низкоуглеродистой стали 100-2000
из низколегированной стали 100-1250
из арматуры стали кл.: АIV, AV 100-500
Расход охлаждающей воды при давлении 0,15Мпа (1,5кгс/см2, л/мин, не менее) 10
Расстояние между контрольными поверхностями токоведущих вкладышей, мм: — меньшее 10
Контакты
| Ф.И.О. | Bespalov Valery нет отзывов |
|---|---|
| Компания: | ООО «МЕГАТЕХ» |
| Страна: | Россия |
| Телефон: | +7 (495) 978-38-98 Сообщите, что нашли информацию на сайте «Элек.ру» |
| Web: | http://megateh.org |
| Зарегистрирован: | 18 января 2018 г. Последний раз был на сайте позавчера |
| Отправить сообщение |
Информация о компании
- ВКонтакте
- Google+
- Mail.ru
- Одноклассники
Похожие объявления
www.elec.ru
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Сварочные экраны и защитные шторки — в наличии на складе! Основным элементом оборудования для стыковой сварки являются сварочные машины. Сварочные машиныМашины по конструкции и назначению весьма разнообразны и их классификация производится по тем же признакам, которые приняты для точечных и шовных машин, например, по виду сварки: для сварки сопротивлением и оплавлением, роду тока, назначению и т. д.; аналогичны и электрические характеристики машин.
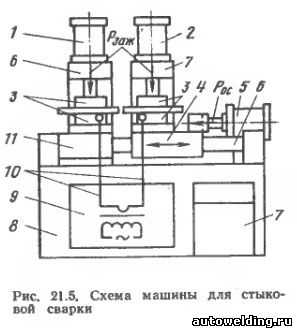
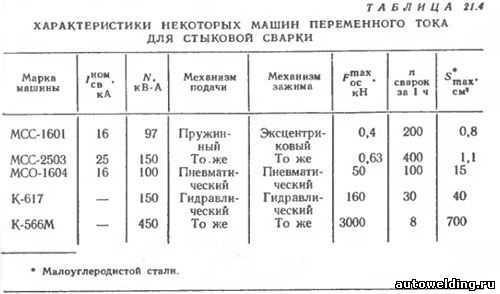
Типовая схема универсальной машины для стыковой сварки приведена на рис. 21.5. Она состоит из станины 8, сварочного трансформатора 9, вторичного контура 10, подвижной 4 и неподвижной 11 плит, токоподводов (губок) 3 для закрепления деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. Наиболее широко применяются машины переменного тока (табл. 21.4), которые обозначаются по виду сварки с указанием наибольшего тока (кА) и номера модели. Например, МСС-1601 — машина для стыковой сварки сопротивлением, Iсв. max= 16 кА, модель № 1 (ГОСТ 297—80). Машины ИЭС им. Е. О. Патона обозначаются буквой К с указанием модели, например К-617 и т. д.
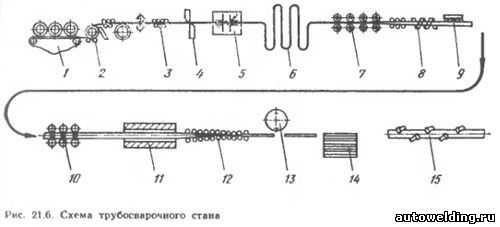
Используется ряд специализированных машин, например, МС-401 для сварки ленточных пил, МСО-1601 для сварки цепей, для сварки железнодорожных рельсов на путях (К-155 и К-355) и в стационарных условиях (К-190 П). Машины К-354. К-393 и К-375 предназначены для сварки легких сплавов сечением до ≤2 дм2 (К-354). Сварка труб диаметром ≤1,02 м в полевых условиях производится на полустационарных (ТКУС) и передвижных установках (ТКУП). Для сварки труб диаметром 1,42 м со стенкой толщиной 16,5—20 мм используются комплексы «Север» с машиной К 700, которая вводится внутрь трубы. В приборостроении и радиоэлектронике применяются конденсаторные машины для соединения деталей малого диаметра до 1—2 мм. Известны и машины постоянного тока, например, для сварки оплавлением тонкостенных деталей из титановых сплавов, сварки сопротивлением цепей (в Японии). Системы управления оборудованиемСистема управления обеспечивает включение и выключение тока, регулирование силы тока (вторичного напряжения), обеспечивает определенную временную программу выполнения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, перемещение деталей и т. д. На простых машинах малой мощности программирование осуществляется конечными выключателями. Более сложные системы управления основаны на применении кулачковых устройств, которые задают скорость перемещения деталей, длительность нагрева (оплавления), момент приложения усилия осадки и его величину. На мощных машинах (К-190П, К-355 и т. д.) используются релейные системы управления. Вторичное напряжение изменяют переключением ступени трансформатора или регулированием угла включения тиристорного контактора. Скорость движения плиты изменяют, варьируя число оборотов ротора двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями, например, по температуре, частоте пульсаций тока при оплавлении, позволяющие обеспечить высокое качество соединений при действии возмущающих факторов. Приспособления и оснасткаДля установки и центрирования деталей, подвода к ним тока, в машинах имеются зажимные токоподводящие устройства с винтовыми (усилие зажатия до 40 кН), рычажными, эксцентриковыми, пневматическими (до 100 кН), гидравлическими (50 мН) и электромеханическими приводами. Электроды изготовляются из меди или бронзы (БрНБТ, БрНК, МЦ2, МЦЗ и т. д.). Их форма соответствует свариваемым деталям для предотвращения проскальзывания. Приводы перемещения или подачи плиты обеспечивают относительное медленное движение детали при нагреве (оплавлении) и быстрое при осадке. Известны приводы, в частности, пружинные (усилие до 1 кН), рычажные (до 50 кН), электромеханические (кулачковые — до 75 кН) и гидравлические (до 3 МН). Машины-автоматыПоточные автоматизированные машины Известен ряд машин-автоматов, например, для сварки цепей. Сначала прутки разрезаются на заготовки требуемой длины, загибаются звенья, вяжется цепь и подается под стальные зажимы с медными электродами. Стык звена подогревается, оплавляется и сваривается. Грат зачищается резцовой головкой. После сварки звенья подвергают закалке и отпуску. Например, установка УСО-2501, выпускаемая ПЗТЭСО, предназначена для стыковой сварки оплавлением с предварительным подогревом высокопрочных цепей калибров 22—30 мм для горных машин. Автоматически выполняется сварка, зачистка грата и перемещение цепи на два шага. Система управления выполнена на бесконтактных элементах с применением микросхем. Производительность машины 3—4,5 стыков в мин. Стыковые машины устанавливаются в автоматические поточные линии, в частности изготовления колес легкового автомобиля ВАЗ. В этой линии кроме сварки обода осуществляется правка полосы, закатка обода, обрезка грата и профилирование обода. Часовая производительность такой линии 720 колес. При производстве труб, приварке к ним ребер широко используется высокочастотная стыковая сварка. На рис. 21.6 приведена схема автоматической трубосварочной установки.
Лента из рулонов с конвейера 1 и разматывателя 2 правится в валках 3 и после обрезки концов на ножницах 4 сваривается в непрерывную полосу на стыковой машине 5. Непрерывность этих операций обеспечивается петлеобразователем 6. Далее полоса подается в формовочное устройство 7 и поступает в сварочную машину 8, где производится нагрев в индукторе и сварка продольного шва заготовки. Трубы охлаждаются до 50—60°С в холодильнике 9 водовоздушной смесью, калибруются на стане 10, вновь нагреваются в индукционной печи 11, направляются на редукционный стан 12, а затем на резку летучей пилой 13 и на участки отделки 14 и 15. Волченко В.Н. Сварка и свариваемые материалы т.2. -M.1996 См. также: Контактная стыковая сварка |
www.autowelding.ru
Оборудование для стыковой сварки
Строительные машины и оборудование, справочник
Оборудование для стыковой сварки
Категория:
Машины и оборудование для арматурных работ
Оборудование для стыковой сварки
Для сварки арматурных стержней применяют контактные стыковые машины с автоматическим, полуавтоматическим и ручным приводом механизма осадки. Применяют два способа контактной электросварки.
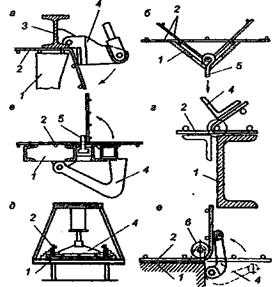
Рис. 18.15. Гибка сеток на станках:
а — СМ-516А; б — СМЖ-353А; в — ПО-725; г — треста Мосгорбыткоммунстрой; д — ЖБИ-8; в — зарубежных фирм; 1 — рабочий стол; 2 — сетка; 3 — прижимная траверса; 4 — гибочная траверса; 5 — крючок; 6 — сменный дорн
1. Сварка непрерывным оплавлением производится при соприкосновении свариваемых стержней, вследствие чего образуется дута плавления. После разогрева стыка давление повышается до осадочного. Сварка оплавлением не требует хорошо пригнанных поверхностей, возможна обрезка концов на пресс-ножницах, автогеном и т. д. Такая сварка применяется на неавтоматических машинах.
2. Сварка оплавлением с подогревом производится при прерывистом, часто повторяющемся сближении стержней до соприкосновения, при котором происходит чередование разогрева и оплавления при дуговом процессе. Она пригодна для сварки стержней сечением более 1000 мм2, а при недостаточной мощности стыковых машин сечение должно быть меньше.
Институтом электросварки им. Е. О. Патона разработан принципиально новый способ стыковой сварки импульсным оплавлением, сочетающий непрерывное оплавление и оплавление с прерывистым подогревом. Программа скорости оплавления задается дроссельным регулятором, а для наложения виброимпульсов возратно-посту-пательного движения электродов с заданными частотой и амплитудой предусмотрен специальный вибратор. По этому способу работает стыковочная машина К-724.
Для свариваемых стержней требуется зачистка концов от заусенцев, окалины и грязи на наждачных обдирочных станках. Для получения качественных стыков необходимо точно устанавливать и надежно закреплять стержни в зажимах машины, соблюдая центровку их и длину выпуска, не допуская перекосов и смещений стержней. Ориентировочно выпуск каждого стержня составляет 1,5d (d — диаметр свариваемого стержня).
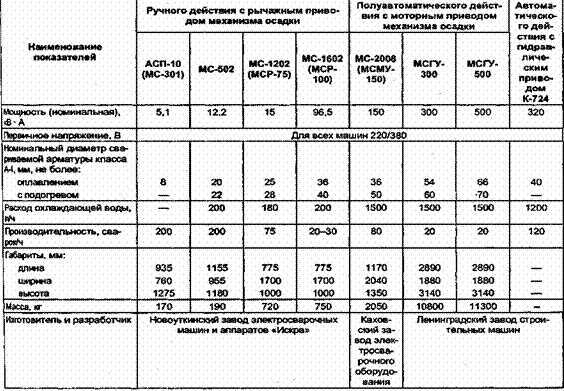
Для стыковой контактной электросварки арматуры применяют машины: АСП-10 (МС-301), МС-502, MC-I602 (МСР-100), МС-2008 (МСМУ-150), К-724. Для сварки арматуры больших сечений применяют более мощные машины МСГУ-300 и МСГУ-500.
Машина для стыковой сварки АСП-10 (МС-301) предназначена для контактной стыковой сварки методом сопротивления с предварительным подогревом и непрерывным оплавлением стержней из малоуглеродистой стали и цветных металлов.
Рычажно-эксцентриковый неподвижный зажим установлен на корпусе, а подвижной — на качающемся рычаге. Зажимы машины — ручные с эксцентриковым механизмом и радиальным ходом подвижных губок. Оси позволяют получить два конечных расстояния (4 и 14 мм), при которых свариваемые стержни будут соосны.
Машина МС-502 предназначена для контактной стыковой сварки арматуры диаметром 3—8 мм (рис. 18.16). Сварку производят методом сопротивления. Привод давления пружинный с педальным управлением. Машина оснащена зажимным и подающим механизмами. Она имеет аппаратуру управления и снабжена сварочным трансформатором. Зажимы машины рычажные с приводом от педали. При нажатии на педаль происходит зажатие свариваемых стержней и сжатие их торцов. Осадка производится под действием пружин автоматически по мере разогрева стержней. Сварное соединение отжигают в специальных зажимах. На машине имеются зажимы и ножницы для подготовки торцов стержней и опиловки грата.
Машины типа МСР предназначены для контактной стыковой сварки арматуры диаметром 40 мм методом оплавления с подогревом. Как и машина МС-502, они снабжены сварочным ; трансформатором, на корпусе смонтированы зажимной и подающий механизмы и аппаратура управления.
Машина МС-1602 (МСР-100) имеет ручной рычажный привод осадки (рис. 18.17). Настойках станины размещены две чугунные плиты с медными контактными вставками, к которым подключен вторичный виток сварочного трансформатора. Левая неподвижная плита изолирована от корпуса машины, а правая подвижная закреплена на двух направляющих, передвигающихся в подшипниках. Промежуток между плитами закрыт защитными щитками и корытом, предохраняющим трансформатор и другие узлы машины от брызг расплавленного металла и окалины.
Зажимы ручные винтовые. Они легко снимаются и могут быть заменены. Возможна регулировка положения контактных губок по горизонтали и вертикали. Включение и выключение сварочного трансформатора производится электромагнитным контактором. Для безопасности обслуживания цепи управления работают на пониженном напряжении (36 В) от понижающего трансформатора. Включение его производится автоматически в начале осадки выключателем, расположенным около рычага подачи. Электрическая схема машины МС-1602 приведена на рис. 18.18.
Машина МС-2008 (МСМУ-150) применяется для автоматической сварки арматурных стержней, диаметром до 60 мм (рис. 18.19) способом непрерывного оплавления. При полуавтоматической сварке применяется способ оплавлением с подогревом. Основными узлами машины являются: станина зажима с пневматическим устройством, электромеханический привод осадки, сварочный трансформатор, контактор и переключатель ступеней.
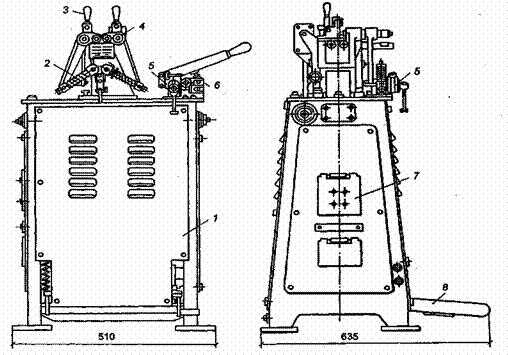
Рис. 18.16. Машина МС-502 для стыковой сварки:
1 — корпус; 2 — регулировочная пружина; 3 — рукоятка; 4 — контактная колодка; 5 — тиски; б — ножницы; 7 —
переключатель ступеней; 8 — педаль
Стержни для сварки устанавливаются в контактные губки зажимов и удерживаются рычажными устройствами и с помощью пневматических цилиндров. Работа зажимов регулируется пусковыми кнопками, связанными с электропневматическим клапаном. При сварке способом непрерывного оплавления после установки стержней и нажатия пусковой кнопки автоматически срабатывают электромагнитные контакторы и одновременно включается сварочный трансформатор и привод перемещения подвижного зажима. При сближении концов стержней происходит их оплавление с возрастающей интенсивностью. После достижения необходимого их разогрева сварочный трансформатор автоматически отключается и происходит осадка стержней. Скорость оплавления и осадки определяется профилем кулачка привода. Ее регулируют с помощью фрикционного регулятора. После осадки цикл сварки заканчивается, электродвигатель привода отключается, раскрываются зажимы, и машина приходит в исходное положение для следующей сварки.
Машины МСГУ-300 и МСГУ-500 выпускаются по одной схеме и различаются только своей мощностью. Их применяют для стыковой сварки стержней диаметром до 70 мм непрерывным оплавлением и оплавлением с предварительным подогревом. Машины состоят из: станины, зажимов с пневмогидравлическим устройством, гидравлического привода осадки, сварочного трансформатора с переключателем ступеней контактора. Зажатие стержней производится пневмогидрав-лическими зажимами. Арматуру в зажимы устанавливают и ее подъем после сварки осуществляют вручную или с помощью электротельфера.
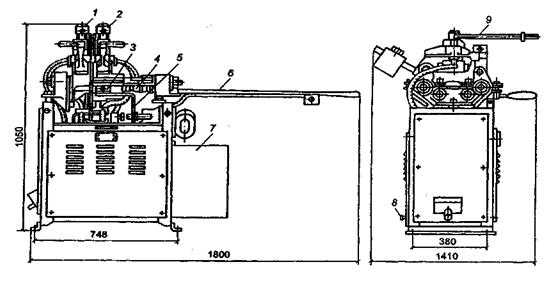
Рис. 18.17. Машина МС-1602 (МСР-100) для стыковой сварки:
1—3 — винты; 4 — прижимное устройство; 5 — упор; 6 — рычаг; 7 — контактор; 8 — болт для заземления; 9 —- рычаг
Рис. 18.18. Электрическая схема машины МС-1602:
1 — переключатель ступеней; 2 — контактор силовой; 3 — доска выводов; 4 — трансформатор цепи управления; 5 — промежуточное реле; 6 — концевой выключатель; 7 — кнопка включения
Управление сваркой автоматическое с помощью реле времени, конечных выключателей и электропневматических клапанов.
Автоматическая сварка происходит после нажатия кнопки «сварка». Срабатывают контакторы, включается сварочный трансформатор и привод перемещения подвижного зажима. В дальнейшем процесс сварки происходит так же, как и у машины МСМУ-150.
При сварке оплавлением с подогревом пос ле зажатия стержней нажатием кнопки «свар ка» включаются сварочный трансформатор гидравлический привод перемещения, кото рый автоматически совершает возвратно-по ступательное движение и концы стержней пе риодически соприкасаются, происходит нагрев их сварочным током. Регулирование продол жительности сварочного цикла и продолжи тельности отдельных операций осуществляет ся соответствующей настройкой электронного регулятора времени.
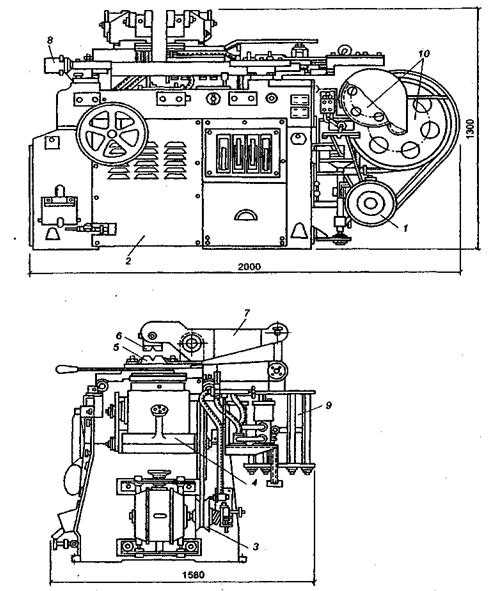
Рис. 18.19. Машина МС-2008 (МСМУ-150) для стыковой сварки:
электродвигатель; 2 — корпус; 3 — вариатор; 4 — редуктор; 5 — нижние губки; б — верхние губки; 7 рычаги; 8— направляющие; 9 — пневматический цилиндр; 10— сменные шестерни
Сварочная машина К-724 применяется для импульсной стыковой сварки арматуры классов A-I…A-V диаметром 12—40 мм. В состав машины входят насосная гидравлическая станция и шкафы управления. Привод всех механизмов гидравлический. Корпус машины консольного типа позволяет осуществлять осевую и боковую подачу арматуры. Сварочный трансформатор машины размещен вне машины, а токоход осуществлен к верхним зажимным электродам. Машина обеспечивает автоматическую сварку в режимах непрерывного оплавления и виброоплавления. Программа скорости оплавления задается дроссельным регулятором. Технические характеристики машин для контактной сварки арматурной стали приведены в табл. 18.8.
При контактной стыковой сварке в месте стыка образуется фат, который необходимо удалять, так как он препятствует перемещению стержней между электродами сварочных машин. Для его снятия применяются устройства с наждачными кругами, расположенными в линии после стыкосварочной машины.
Херсонским проектно-конструкторским и технологическим институтом предложен специальный ротационно-обжимной станок для снятия грата (рис. 18.20). Обжатие грата производится с помощью четырех специальных кулачков, установленных во вращающейся с частотой 450 мин. головке, что обеспечивает 48 обжатий в 1 с. В результате происходит уплотнение (проковка) и выравнивание грата заподлицо со стержнем. Мощность электропривода станка 4,5 кВт.
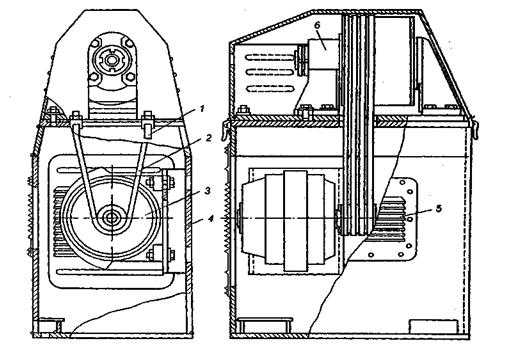
Рис. 18.20. Ротационно-обжимной станок для снятия грата:
1 — замок кожуха; 2 — ремень клиновой; 3 — электродвигатель; 4 — станина; 5 — кожух; 6 — головка ротационно-обжимная
Таблица 18.8
Технические характеристики машин для контактной стыковой сварки арматуры
Реклама:
Читать далее: Оборудование для сварки трением
Категория: — Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Машина для контактной стыковой сварки оплавлением МСО 750
Машина контактной сварки МСО — 750 предназначена для контактной стыковой сварки изделий компактного сечения из низкоуглеродистых и низколегированных сталей, а также арматуры железобетона I,II, III, IV, V классов.
Машина МСО 750, улучшенный аналог машин МС 2008 и МСО 606. Отличительной особенностью данной машины является наличие у нее гидравличексого привода оплавления и осадки, а также функция снятия грата непосредственно после сварки.
С применением специальных губок машина позволяет сваривать уголок. Максимальная полка уголка 120 мм.
Машина обеспечивает три вида сварки:
- автоматическую сварку методом непрерывного оплавления изделий сечением от 100 до 1250 мм2;
- автоматическую сварку с предварительным подогревом концов свариваемых изделий сечением до 2500 мм2;
- автоматическую сварку пульсирующим оплавлением.
Машина оснащается микропроцессорной системой управления. Как дополнительная опция возможна комплектация машины системой управления с функциями допускового контроля сварочного процесса с паспортизацией каждого сваренного стыка.
По дополнительному заказу, машина оснащается автономной системой охлаждения.
Технические характеристики:
|
Наименование параметра |
Значение |
|
Номинальное напряжение питающей сети, В |
380 |
|
Частота питающей сети, Гц |
50 |
|
Номинальный длительный вторичный ток, кА |
9,0 |
|
Наибольший вторичный ток, кА |
70 |
|
Мощность при ПВ=50%, кВА |
97 |
|
Наибольшая мощность при коротком замыкании, кВА, не более |
585 |
|
Число ступеней регулирования вторичного напряжения сварочного тра нсформатора |
16 |
|
Номинальная ступень регулирования |
15 |
|
Пределы регулирования вторичного напряжения, В |
4,05-8,1 |
|
Свариваемое сечение, мм2 из низкоуглеродистой стали из низколегированной стали (в т.ч. арматурная сталь AII, AIII) арматурной стали IV, V классов |
100-2400 100-1250 100-500 |
|
Диапазон свариваемых диаметров, мм из низкоуглеродистой стали из низколегированной стали (в т.ч. арматурная сталь AII, AIII) арматурной стали IV, V классов |
12 — 55 12 — 40 12 — 25 |
|
Наибольшая кратковременная производительность, сварок/ч, не менее |
200 |
|
Привод зажатия |
Гидравлический |
|
Номинальное усилие зажатия деталей, кН |
150 |
|
Привод осадки |
Гидравлический |
|
Номинальное усилие осадки, кН |
75 |
|
Наименьшее расстояние между токоведущими губками, не более, мм |
10 (55) |
|
Наибольшее расстояние между токоведущими губками, не менее, мм |
110 |
|
Наибольший ход подвижного зажима при сварке непрерывным оплавлением, мм, не менее |
12 |
|
Наибольший ход подвижного зажима при сварке оплавлением с предварительным подогревом, мм, не менее |
26 |
|
Припуск на предварительный подогрев, мм, не более |
14 |
|
Пределы регулирования частоты подогрева, Гц |
1-3 |
|
Регулирование неподвижного зажима по высоте, мм |
10 |
|
Расход охлаждающей воды при давлении 0,15 МПа, л/мин, не менее |
20 |
|
Габаритные размеры: мм, длина ширина высота |
1150 710 1190 |
|
Масса: (без гидростанции) кг, не более |
2000 |
www.electrotermosvar.ru