Свариваем чугун со сталью — бортжурнал Toyota Land Cruiser «ТАНК» 1994 года на DRIVE2
Вместо пролога
Агрегат не с моей восьмидесятки. Агрегат с TLC-62, которую клиент пригнал мне в работу. Но, так как 62 серия, отец моей восьмидесятки, то решил сделать запись к себе в БЖ Танка…

Отец Танка!
Итак…
Проблема заключалась в том, что на левом поворотном кулаке постоянно откручивались болты крепления тормозного суппорта.

Обратите внимание на болты крепления суппорта
Владелец уже замаялся постоянно их подтягивать, подкладывать «шаёлбочки» и творить прочие танцы с бубном.
К гадалке не ходи, там сорвана резьба. Вот на сколько — вопрос разрешим только после разборки агрегата.
Ну, порядок разборки ступицы и прочего описывать не буду. Если кому надо, напишите в комментариях, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.

После дефектовки, отверстий видим на одном полностью слизанную резьбу, а на втором сохранились крайние четыре витка.

Методика ремонта
Вариантов решения проблемы на самом деле не мало.
1) рассверлить отверстие, нарезать резьбу под больший размер. Использовать болт большего диаметра.
2) завтулить и нарезать во втулке резьбу под родной болт.
3) использовать специальные футорки для восстановления резьбы.
Первый вариант, отпал, потому как владелец хочет использовать стандартные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Только с интернета, или на заказ через неделю…
Поэтому был выбран второй вариант. Изготовить стальную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Поэтому стальная втулка. Вытекает несколько нюансов:
— провар одного торца с целью окончательной фиксации втулки


Если с припусками более менее понятно и на практике все делается без труда, то вот со сваркой чугуна и металла — проблемка. Причём методом холодной сварки…
В общем… Пять часов в первый день ушли на изготовление нескольких втулок и попытки провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался делать нормально и по границе материалов, предательски образовывалась трещина. Естественно, меня такой вариант совсем не устраивал.
Второй день ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Позволяет методом холодной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда необходимо соблюдать некоторые нюансы. В результате кое-как этот электрод был найден в продаже поштучно. Бог — есть!
Остаток дня в количестве двух часов ушёл на изготовление бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и нарезку резьбы.
Собственно результат ремонта первого уха:


Пораскинув остатками мозга, прикинув трудоёмкость процесса и его окупаемость, решил. Второе ухо буду ремонтировать футоркой. Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сравнения, процесс ремонта по методу намба три 😉
p/s: совсем забыл упомянуть, что после свара таким электродом, материал крайне тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
www.drive2.ru
Как сварить чугун и сталь дуговой сваркой?
#1
Ни для кого не секрет, что самый лучший способ соединения разных сплавов и металлов — электрическая дуговая справка, которая применяется исключительно через предварительно созданный буфер (имеется ввиду соединительный слой). Поэтому специалисты на наиболее часто задаваемый начинающими вопрос: «Можно ли сварить чугун-сталь?», дают утвердительный ответ, но с определенными оговорками. И первое, что следует учесть, обдумывая как сварить чугун и сталь или любые другие металлы, — это изучить их физические свойства, что необходимо для проведения правильной подготовки кромочного края каждой детали, которая проводится методом их нагревания. Кроме того, настоятельно рекомендуется использовать электроды с основным типом покрытия, иначе резко возрастает риск водородной деформации элемента, выполненного из стали. Крайне важным считается и такой этап работ, как выбор посадочного материала.
#2
Для этого подойдут предварительно выпрямленные проволочные стержни (порошковые) или же вырезанные из металла плоские полоски одного размера (главное, чтобы используемый материал имел одинаковый химический состав с изделиями, подлежащими сварке). Именно эти материалы используются для работы с дуговой вольфрамовой сваркой. При этом следует помнить, что выбор оптимальных параметров для сварки не плавящимися электродами в среде инертного газа напрямую зависит от свойств свариваемости чугуна и условий проведения этой работы. И чаще всего в ход идут присадки на основе из никеля, характеристики которых позволяют проводить сварочные работы наиболее успешно. А вот образования слишком глубоких сварочных ванн (углублений), которые часто предусматривают для создания буфера, лучше старательно избегать, как впрочем и высокого уровня удельного теплового движения.
#3
Кроме того, мастер должен учитывать, что любые попытки сварить так называемый «белый» чугун (металл с высоким содержанием углерода) обречены на провал, так как этот тип сплава имеет чересчур высокую склонность к образованию трещин и изломов. При использовании любого другого типа чугуна сварочные работы ведутся напрямую, особенно, если обрабатываемые материалы имеют основу из никеля (исключением являются соединения с критическими деформациями). Во избежание образования таких деформаций рекомендуется на кромку чугунного элемента наварить никелевый переходник (тот самый буферный слой). Не следует забывать и о предварительном подогреве свариваемых элементов или их кромочных участков, избежать который можно только в том случае, если предусмотрены сварочные работы пи очень большой температуре (не менее 300 градусов Цельсия).
#4
Способов того, как сварить чугун со сталью немного и практически все они предусматривают профилактику слишком высокого усадочного напряжения, которое неизбежно возникает при дуговой сварке в самом шве, образующемся между двумя элементами в процессе их соединения. И проще всего бороться с этим явлением непосредственно после выполнения шва, используя в этих целях любое имеющееся в наличие ударное приспособление для проковки. Опытные мастера добиваются снижения усадочного напряжения в сварочном шве немного другим методом, используя электроды малого диаметра с наплавкой короткими валиками (при этом полностью исключаются поперечные колебания самого электрода).
#5
Кроме того, настоятельно рекомендуется наклонять дугу электросварки в сторону предыдущих валиков сварочного шва, а не на основной металл, как это делается в большинстве случаев. И, если неукоснительно соблюдать все перечисленные выше требования, то можно выполнить прочный шов, избежав деформации в кромочных участках соединительных элементов.
Сварка чугуна электродами по чугуну, как правильно варить, какие электроды лучшие выбрать
Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродами
 Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие — нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.
Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью. Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2.
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна — обратная.
В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
- плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;

На фото: пора в сварочном валике
- различные элементы, в частности кремний, окисляются в сварочной ванне, что приводит к образованию оксидов. Тугоплавкость этих оксидов приводит к появлению непроваренных участков;
- быстрое охлаждение соединения и околошовной зоны приводит к образованию участков цеменита, отличающегося повышенной твердостью. Данные участки сложно поддаются механической обработке;
- чугун характеризуется высокой жидкотекучестью, что затрудняет удержание расплавленного металла в ванне и осложняет формирование шва;
- неравномерный нагрев и охлаждение хрупкого чугуна с большой вероятностью может привести к появлению трещин;
- расплавленный чугун склонен к выделению газов из-за чего в шве могут образоваться поры.

Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке
 Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
Горячая сварка является основным и наиболее «правильным» способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна — виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
Холодная сварка чугуна специальными электродами

Электроды сварочные МНЧ-2.
Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Видео
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Основные принципы. Сварка электродами по чугуну может выполняться в вертикальном и нижнем пространственных положениях. При этом применяется постоянный ток. Существует также ещё одно правило — стараться придерживаться небольшого проплавления основного металла. Для этого необходимо использовать небольшие величины тока, стержни малого диаметра и короткие швы. После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)
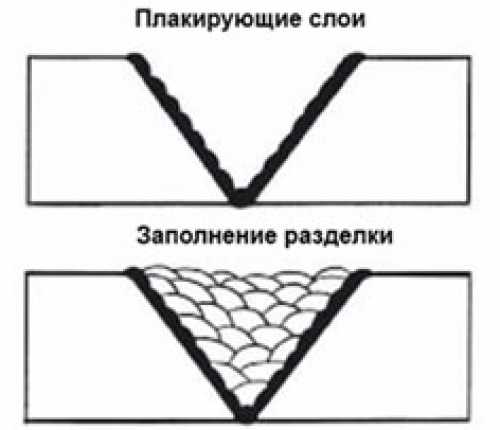
Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.
Что касается УОНИ. Часто исполнители задаются вопросом про электроды УОНИ, можно ли варить чугун данной маркой. Следует отметить, что обычные электроды можно использовать только при заварке небольших дефектов в неответственных конструкциях. Так как качество соединения не будет отличаться высоким уровнем. Чтобы получить более или менее удовлетворительное качество, следует соблюдать те же правила, что и при сварке специальными электродами. Еще один эффективный способ повысить качество соединения — небольшой предварительный нагрев до 150-200°C и медленное охлаждение.
Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является — околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания — 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки — 0,75-1,2 ее диаметра.
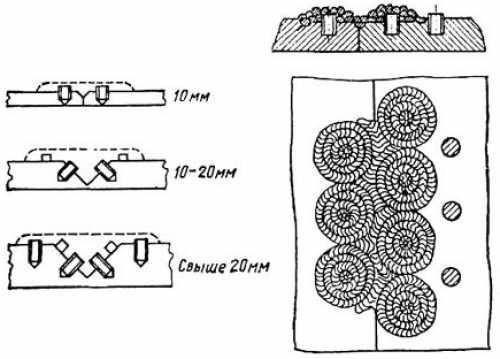 Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм. Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева. После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
Сварка чугуна неплавящимися электродами
 Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды — специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
 Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье «Наплавка металла: электродом и другие».
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
weldelec.com
Сварка чугуна инвертором: основные методы
Чугун — сплав металла, который очень плохо варится. Причина кроется в углероде, из которого он состоит. Обычно углерод имеет вид графита или представляет собой карбид железа. Однако были найдены различные способы, при которых появилась возможность проводить сварочные работы с чугуном.

Конструкция сварочного инвертора.
В большинстве случаев сварка чугуна требуется при ремонте лопнувших чугунных деталей, когда необходимо избавиться от трещин и различных дефектов, которые возникают в процессе работы или во время литья.
Сложности сварочного процесса связаны с невысокой пластичностью чугуна. Это приводит к возникновению трещин, когда происходит усадка сварочного шва. Большие помехи создает сварочному процессу соединение кислорода и углерода, появляется окись углерода. Из-за него шов становится очень пористым. Сварка чугуна инвертором помогает решить очень многие проблемы.
Варить чугун можно самыми разными способами. Каждый из них обладает индивидуальными положительными свойствами. Основным параметром при выборе способа сварки является полученное качество сварки. Для деталей с мягким швом проводится сварка чугуна определенным видом сварки. Когда необходимо получить высокую твердость свариваемой поверхности, применяются совершенно другие материалы, чтобы варить чугунные детали.
Схема горячей сварки чугуна.
Сварка чугуна подразделяется на два вида:
- холодная;
- горячая.
Горячий вид применяется на предприятиях, которые имеют возможность нагреть чугунные изделия. Сварка чугуна при высоких температурах позволяет получить высокое качество шва. В бытовых условиях, небольших ремонтных мастерских горячую сварку использовать невозможно. Ее заменяет дуговая сварка.
Этот вид сварки не может существовать без применения электродов, которым нужен самый разный ток. Один электрод может работать только с переменным током, другой — только при подаче постоянного тока. Возникает вопрос: как варить чугун при таких обстоятельствах? С этой целью очень удобно использовать сварочный инвертор. Это устройство может превратить входящий ток в тот, который необходим конкретному электроду.
Сварка чугуна с помощью инвертора проводится с нагревом свариваемого участка и с последующим охлаждением. Когда невозможно нагреть деталь, сварку проводят без нее.
Типы электродов для работ
Таблица электродов для сварки.
- Прутки чугуна, имеющие тонкое покрытие. Ими можно варить чугун при подаче любого вида тока. Пруток покрывается специальным составом, в котором содержится очень много углерода. Сварочная дуга при этом работает намного стабильнее.
- Металлические стержни, покрытые слоем графита. Стоимость таких электродов невысока, но хромает качество сварочного шва. Наплавка металла получается неоднородной, очень сложно обрабатывать шов. Этими электродами сваривают только небольшие трещины декоративного литья.
- Стержни, имеющие медную основу. Сварочный шов состоит из сплава меди, углерода и железа. Высокое качество имеют маленькие швы, длина которых не превышает 6 см. Для такого метода требуется проводить после каждого прохода обязательную проковку шва. Этот способ не используется в местах, где нет свободного подхода.
- Стержень с никелевой основой. Этот вид позволяет получить отличный прочный шов, который можно обрабатывать. Такому шву также требуется проковка, но ее можно проводить без особых сложностей. Один-единственный минус есть у этого вида — они очень дорого стоят. Поэтому их продают в виде сплава железа, никеля и меди.
Сварка чугуна — это достаточно сложный процесс. Для него необходим точный выбор сварочного аппарата и соответствующих электродов.
Идеальным вариантом является метод, когда чугун прогревается перед сваркой и охлаждается после нее.
В результате получается очень надежный сварочный шов. Ручная дуговая сварка проводится с использованием сварочного инвертора. При этом применяются электроды, обрабатывающие зону шва.
Необходимый тип элемента во многом зависит от вида сварки. Правильно подобранный электрод позволяет быстро и с высоким качеством провести сварку чугуна. В результате получается шов высокого качества.
Основные методы сварки
Классификация способов сварки.
Когда применяется горячий метод, выполняется равномерный нагрев детали. Охлаждение шва должно быть медленным. При таком технологическом процессе происходит графитизация металла, не наблюдается отбеливание.
Полугорячий метод требует несколько иного подхода. В сварочную зону поступают графитизирующие вещества, при этом изделие нагревается до температуры, равной 450 градусам. Все зависит от сложности детали. Такой подход позволяет проводить замедленное охлаждение. Улучшаются условия для выделения графита. Чтобы провести подогрев, применяют газовое пламя.
Когда применяется холодный метод, подогрев детали не осуществляется. Сварка чугуна таким холодным способом подразделяется на несколько видов:
- стальными электродами;
- специальными электродами с покрытием из цветных сплавов;
- чугунными электродами.
Применение сварки всегда очень трудоемкое и сложное дело. Однако ее используют не только в металлургической промышленности, она нашла себе применение и в строении судов. В данном случае применяется угольный электрод, электрод из стали, газовый аппарат.
Варианты сварных соединений.
Для каждого металлургического процесса требуется конкретный способ сварки. Метод, которым будет пользоваться сварщик, зависит от вида шва и температуры детали. Чугун — это особый металл, имеющий собственные технологические показатели и особые свойства. Ему требуется особый подход, работа с ним должна выполняться с точным соблюдением технологии его обработки.
Техническая промышленность использует сегодня самые разные виды материалов. К каждому из них требуется индивидуальный подход. Эти материалы обладают высокой стойкостью. У них очень большой коэффициент прочности. Эти свойства позволяют работать с такими деталями без каких-либо их повреждений.
За счет добавления магния получается новый модифицированный материал. Его применяют при изготовлении деталей, у которых должна быть повышенная прочность. Данные изделия рассчитаны на длительную эксплуатацию.
Чем лучше проводить сварку чугуна?
Неплавящиеся электроды
Сварка чугуна в домашних условиях.
Чтобы варить чугун, разрешается использовать любые типы неплавящихся электродов:
- графитовый;
- вольфрамовый;
- угольный.
Присадкой для них являются чугунные стержни, особые присадочные прутки, состоящие из различных цветных металлов. Сварочную зону защищает флюс, в состав которого входит бура, иногда используют инертный аргон. Самой распространенной и популярной сегодня стала сварка типа AC TIG. Процесс происходит с использованием вольфрамового электрода, при подаче переменного тока. Защитной средой становится аргон и добавочные присадки из никеля.
Чугунные электроды
Особый материал, позволяющий исправить недостатки чугунного литья. Этот тип электродов создан из круглых прутков, которые покрыты особой обмазкой, состоящей из самого разного материала. В нее входит:
Холодная сварка давлением.
- мел;
- графит;
- полевой шпат;
- ферромарганец.
В некоторых случаях добавляют термит, который замедляет остывание сварочного шва. Сварочный процесс проходит при подаче постоянного тока, но допускается и использование переменного. Величина сварочного тока зависит от диаметра электрода. Чем больше диаметр, тем больше ток.
Холодная сварка чугунными электродами не дает однородности шва. Очень сложно получить скорость охлаждения сварочного шва и его околошовной зоны, без отбеливания. Поэтому такой вид сварки применяется очень редко. Намного лучше получается качество шва, когда детали подогреваются до температуры 300°C, иными словами, во время полугорячей сварки.
Особые электроды, предназначенные для проведения холодной сварки
Чтобы получить надежный сварочный шов способом холодной сварки, требуется применить специальные электроды с содержанием особых добавок никеля и сплавов меди. Железо образует вместе с никелем состав, который не реагирует с углеродом. Это позволяет избавиться от сектора отбеленного чугуна. Полученный наплавленный металл легко обрабатывается, так как он имеет низкую твердость. В полученном сварочном шве не возникают трещины, не образуются поры.
Медь тоже не реагирует с углеродом, однако она не образует общий раствор с железом. По этой причине наплавление может получиться неоднородным, в его состав может входить высокоуглеродистое железо, имеющее высокую твердость.
moyasvarka.ru
Сварка чугун сталь | Справочник конструктора-машиностроителя
Высочайшие скорости охлаждения металла шва и зоны теплового воздействия, соответствующие термическому циклу сварки, приводят к отбеливанию чугуна, т.е. появлению участков с выделениями цементита той или другой фигуры в различном количестве.
Высокая твердость отбеленных участков почти лишает возможности обрабатывать чугуны режущим инструментом.
• Cварка конструкций из углеродистых и низколегированных сталей во всех пространственных положениях шва переменным током и вечным током прямой полярности.
Устойчивое горение дуги, постоянный плотный шов, почти нет брызг, шлак отделяется легко.
Допускает сварку влажного, в т. ч. под водой ( до 5 см ), заржавленного, дурно очищенного от окислов и других загрязнений металла.
Диаметры электродов : Ø 2, 0 ;
Ø 2, 5 ;
Ø 3, 2 ;
Ø 4, 0
РУТИЛОВЫЙ ЭЛЕКТРОД МАРКИ 54 Электрод общего предназначения с рутиловым покрытием, особенно рекомендуется для сварки сверху книзу, для угловых швов и сварки в вертикальном положении.
Плавная дужка, немного брызг, легкоудаляемый шлак, доброе качество шва.
Применяется при изготовлении устройств, в кораблестроении, производстве резервуаров и.
т.п.
Информация о свариваемых сталях : конструктивные стали, стальные трубы, сталь, применяемая в кораблестроении, сталь котлов и резервуаров давления Диаметры электродов : Ø 3, 2
в 1 — м слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место в условиях сварки без предварительного подогрева изделия, приобретает резкую закалку , если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей .
Поэтому металл 1-го слоя будет располагать высокую твердость, низкую деформационную способность и окажется подверженным возникновению ледяных трещин, а также пористости.
Во 2 — м ряде, конечно, часть участия чугуна уменьшится, однако содержание углерода в нем будет пребывать еще на тонком уровне, что также приведет к закалке и возможному образованию трещин.
В дальнейших слоях часть участия чугуна окажется пустой, и металл шва будет обладать установленным уровнем пластичности.
Высокопрочные чугуны получают добавлением в сплав некоторых легирующих элементов ( магния, церия и др. ).
Серый чугун держит в своём составе почти весь углерод в виде графита, поэтому изгиб его имеет серебристо — серый тон.
Серый чугун хорошо обрабатывается режущим инструментом, поэтому он широко применяется как конструкционный материал.
Серый чугун дешевле стали, различается хорошими литейными свойствами, высокой износостойкостью, способностью гасить вибрации, хорошей обрабатываемостью.
Негативными его характеристиками являются пониженная крепость и тонкая хрупкость.
Сталь высочайшего качества выплавляют в дуговых и индукционных электропечах.
Процесс приблизительно таковой же как и в мартеновской печи, но температура выше, поэтому можно зарабатывать в электропечах тугоплавкую сталь, содержащую хром, вольфрам и др.
Два этапа при выплавке электростали : окислительный ( выгорают Si, Mn, C, Fe ) за счет кислорода, духа и оксидов шихты ;
восстановительный — раскисление стали, удаление серы.
Для этого вводят, который нельзя отменить из извести и плавикового шпата.
Электроды по чугуну МНЧ — 2 назначены для холодной сварки, наплавки и заварки дефектов литья в подробностях из бесцветного, высокопрочного и ковкого чугуна.
Обеспечивают получение наплавленного металла с высокой плотностью и технологичностью при обработке резанием, когда к изделию предъявляют повышенные требования по чистоте поверхности после механической обработки, а также коррозионностойкого в жидкостных агрессивных окружениях и жарких газах.
Сварку производят в исподнем, вертикальном и ограниченно потолочном положениях шва непрерывным током обратной полярности.
Компания «Стройлидер», подразделение «Стройлидер.
Ремонт «специализируется на сварочных услугах по ремонту промышленного оборудования.
Мы выполняем различные сварочные работы непростых тканей ( высоколегированная сталь, чугун ).
Временами высококачественное выполнение разных ремонтных работ является проблематичным вследствие отсутствия высококвалифицированных сварщиков, отсутствия эксперимента решения подобных вопросов и невысокого качества имеющихся в наличии сварочных материалов.
Мастера нашей компании используют только импортные сварочные материалы высочайшего качества ( электроды, сварочная проволока ( MIGMAG ) и присадочные прутки ( TIG ) ), которые также продаются нами ( см.
подходящие отрасли ).
• KONTAKT 361 В Электрод для наплавки на подробности, действующие в обстановках повышенного ударно — абразивного износа, нагрузок и трения.
Назначен для наплавки на поверхности из углеродистых, марганцовистых и нержавеющих сталей, чугунов.
Применение : дробильные устройства, гусеницы, поверхности трения, бандажи колес, резцы, ковши экскаваторов, колющий инструмент и др.
Твердость ~58 НRC.
Хим. состав наплавленного металла : C — 0.5, Mn — 0.6, Si — 2.0, Cr — 9.5, Fe — основа
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали.
Размеры шпилек обыкновенно зависят от толщины свариваемых деталей.
Практикой приняты следующие рекомендации : диаметр шпилек 0, 3 …
0, 4 толщины детали, но не более 12 мм ;
глубина ввертывания шпилек 1, 5 диаметра их, но не более половины толщины свариваемых деталей ;
высота выступающей части 0, 75 …
1, 2 диаметра шпильки.
Шпильки располагают в шахматном строе на скошенных краях деталей и в один слой на поверхности подробности с любой стороны стыка, причем расстояние между ними должно быть равно 4 …
6 диаметров шпильки.
Сварку выполняют в следующем режиме.
Вначале обваривают каждую колкость и облицовывают поверхности краев электродами диаметром 3 мм на маленьких токах.
Потом на облицованные кромки и шпильки наплавляют валики и окончательно заполняют разделку ( рис.
, который нельзя отменить в сварочную ванну, в высокотемпературной ее части активно окисляется и выводится из нее в виде окиси углерода, не растворимой в металле.
В результате концентрация углерода к моменту затвердевания сварочной ванны снижается.
Твердость металла шва уменьшается, деформационная способность возрастает.
spravconstr.ru