Статья: Сварка полуавтоматом без газа
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Технические особенности, состав и применением флюса
- Как правильно варить полуавтоматом без газа: процесс сварки
С бытовым или профессиональным полуавтоматом сварочные работы проводятся в защитной газовой среде, с применением различной плавящейся проволоки. Намотана она на катушке (бобине) и поступает в сварочную зону – автоматически. Поступающий туда же газ создает защитную среду для получаемых сварочных соединений, препятствуя коррозии металла и не давая появляться в нем порам, которые могут снизить прочность швов. Каким газом лучше варить на полуавтомате? Применяют для этого баллоны с гелием, аргоном, углекислым газом или смесями газов.
Сварочные современные полуавтоматы – наиболее популярный и востребованный вид техники. В некоторых случаях (при работе на высоте) бывает очень трудно варить металл с газовыми баллонами и присадочной проволокой. Но можно ли варить полуавтоматом без газа и как проводится такой вид сварки?
В некоторых случаях (при работе на высоте) бывает очень трудно варить металл с газовыми баллонами и присадочной проволокой. Но можно ли варить полуавтоматом без газа и как проводится такой вид сварки?
Применение защитной порошковой проволоки позволяет сварщику создавать прочные и высококачественные швы сварки, не используя при этом баллонов с газом. Данная проволока трубчатая, с полой серединой, заполненной флюсом, со специальными добавками. Материал проволоки – сталь. Диаметр может быть от 0,8 до 2 мм. Она может быть нескольких вариаций:
- обычной, в виде трубки;
- двухслойной, трубчатой;
- с одним или двумя загибами – двуполостной.
Флюс в ней смешивается с присадками (железом, марганцем, никелем кремнием), образующими шлак компонентами и другими деоксидирующими смесями. Такой состав позволяет создавать без проблем нужную температуру плавки, при малых показателях тока. При нагревании флюс сгорает, создавая облако из защитного газа, в области плавки. Состав флюса может быть разным и зависит от требований, которые предъявляются к шву сварки и типу свариваемого металла. Трубочка из стали проволоки очень тонкая и во время работы необходимо следить, чтобы она не сломалась от резких сжатий, рывков или при изгибах.
Состав флюса может быть разным и зависит от требований, которые предъявляются к шву сварки и типу свариваемого металла. Трубочка из стали проволоки очень тонкая и во время работы необходимо следить, чтобы она не сломалась от резких сжатий, рывков или при изгибах.
При соблюдении последовательности действий и опыте работ, качество сварочных швов при этом режиме сварки получается очень высоким. Схема сварки без использования газа следующая:
- в зависимости от толщины металла, устанавливают показатель тока в полуавтомате;
- настраивают режим (скорость) подачи проволоки, чтобы она не повреждалась шестеренками;
- полярность тока переводится на прямой;
- включается система прокрутки флюса, открывается для него заслонка и нажимается кнопка – пуск, вместе с зажиганием электрода;
- первая сварка (пробная) проводится на запасной заготовке, чтобы при необходимости внести изменения в настройках;
- если движения равномерны, а дуга стабильна, можно начинать работать.


Пистолет ведут с верху вниз, так как тепло от перегоревшего флюса идет вверх. Таким образом удерживается необходимые показатели температуры в сварочной ванне. Горелку нужно вести плавно и быстро, чтобы не появлялись расплавленные капли, а наклон пистолета должен быть наплавлен вверх.
В нашем магазине Вы найдете большой ассортимент на сварочные полуавтоматы для работы без газа (флюсом).
Статьи
Оцените статью:
(0.0)
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Сварка полуавтоматом без газа — проверенный способ
✅ Дата публикации статьи: 2022-11-28| 📌 Категория: Полезные советы, Технологии сварки
Содержание статьи:
Сварка полуавтоматом без газа — проверенный способМногие начинающие сварщики задаются вопросом о том, а можно ли варить полуавтоматом без газа? Уж очень затратный этот защитный газ, да и многие боятся работать с ним или попросту нет возможности это нормально делать. Как раз для таких случаев и была придумана сварка полуавтоматом без газа.
Как раз для таких случаев и была придумана сварка полуавтоматом без газа.
Варить полуавтоматом без газа можно. Любой современный полуавтомат рассчитан на это. Однако чтобы всё прошло как по маслу, а сварной шов был как «яичко», нужно соблюдать определённые правила. Как раз об этом вы и сможете узнать из данной статьи про ручную дуговую MMA сварку https://mmasvarka.ru/.
Сварка полуавтоматом без газа — проверенный способ
Варить полуавтоматом можно как с газом, так и без него. Для этих целей была придумана омеднённая и специальная порошковая проволока, о преимуществах использования которой уже рассказывалось ранее. Это и отсутствие в необходимости таскать газовые баллоны, и удобство в случае ветряной погоды, когда защитный газ, попросту сдувает ветром.
Сварка полуавтоматом без газа — проверенный способВажно, омеднённую проволоку можно использовать как с газом, так и без него. Однако нет технологии сварки омеднённой проволокой без газа. Порошковая же проволока предназначена исключительно для сварки полуавтоматом без газа. Для этого состав и устройство такой проволоки сделано, таким образом, чтобы при плавлении оболочки выделялось облако газа защищающего раскалённый металл.
Для этого состав и устройство такой проволоки сделано, таким образом, чтобы при плавлении оболочки выделялось облако газа защищающего раскалённый металл.
Как варить порошковой проволокой без газа
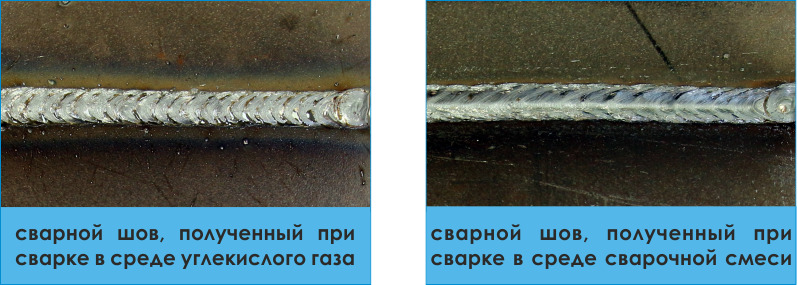
При сварке полуавтоматом без газа, обычной омеднённой проволокой, сварочный шов становится заметно хуже. Расплавленный металл начинает пузыриться, внутри него образуются пустоты, которые портят не только внешний вид соединения, но и заметно ухудшают его прочностные качества.
Как варить порошковой проволокой без газаКак варить порошковой проволокой без газаИ, тем не менее, в экстренных случаях, когда нужно по-быстрому что-то прихватить полуавтоматом без газа, можно использовать обычную омеднённую проволоку. Даже на фотографиях можно заметить, что сварочный шов с использованием газа выглядит намного аккуратней, чем без него.
Установка катушки с порошковой проволокой в полуавтомат
Чтобы начать варить порошковой проволокой без газа, сначала нужно установить новую катушку. Для удобства и быстроты, сначала необходимо откусить обгоревший конец омеднённой проволоки и послабить натяжник в полуавтомате. Таким образом установить новую катушку с порошковой проволокой будет намного проще.
Для удобства и быстроты, сначала необходимо откусить обгоревший конец омеднённой проволоки и послабить натяжник в полуавтомате. Таким образом установить новую катушку с порошковой проволокой будет намного проще.
После этого нужно намотать остаток проволоки с рукава обратной на катушку полуавтомата, после чего можно снимать бобину и устанавливать новую. Чтобы проволока не разматывалась в дальнейшем необходимо завернуть её небольшой кусок за край катушки, после чего слегка загнуть.
Установка катушки с порошковой проволокой в полуавтоматОбязательно, прежде чем протягивать проволоку в горелку полуавтомата следует раскрутить наконечник. Чтобы протянуть порошковую проволоку нужно включить полуавтомат и протяжку. Далее необходимо выждать пока из горелки полуавтомата не покажется конец проволоки, длиной примерно 2-3 сантиметра.
На какой полярности варить порошковой проволокой
Закрутив насадку горелки, можно приступать к сварке полуавтоматом без газа, только порошковой проволокой.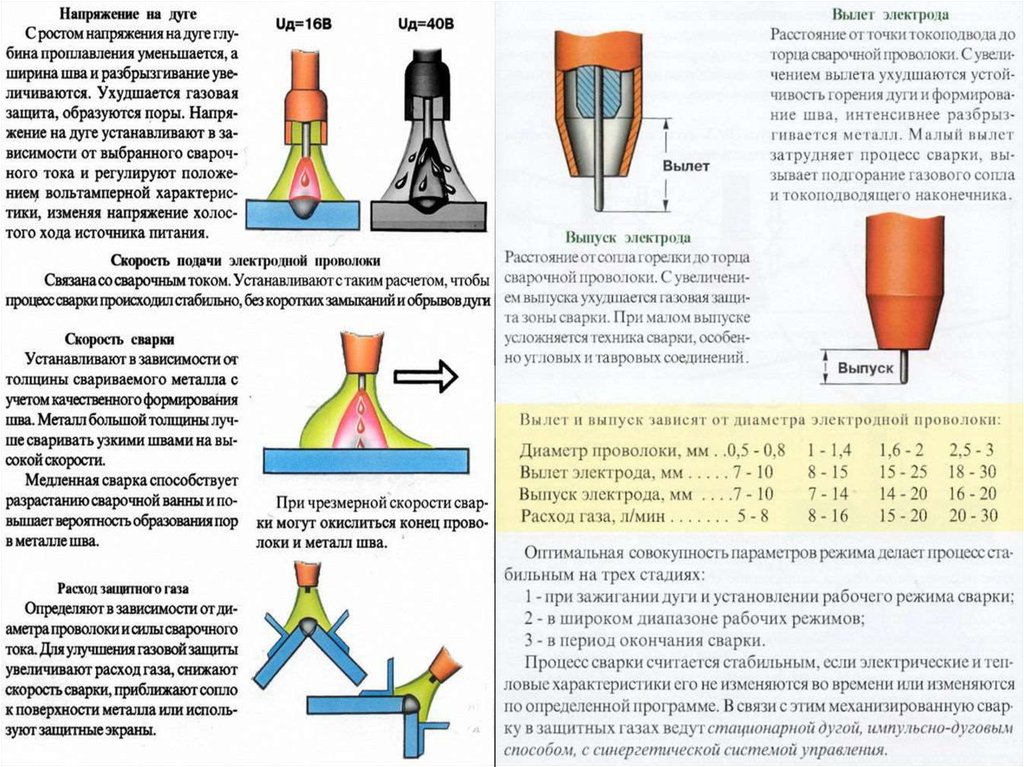 Однако прежде чем это делать, нужно не забыть и поменять полярность в полуавтомате. Порошковой проволокой нужно варить на минусе. Для этого масса полуавтомата переключается на горелку, а плюс идёт на деталь.
Однако прежде чем это делать, нужно не забыть и поменять полярность в полуавтомате. Порошковой проволокой нужно варить на минусе. Для этого масса полуавтомата переключается на горелку, а плюс идёт на деталь.
Более подробно про обратную и прямую полярность при сварке вы можете прочитать в другой статье сайта.
На какой полярности полуавтомата варить порошковой проволокойИтак, проволока заменена и протянута, полярность выставлена, а газ перекрыт, можно приступать к сварке полуавтоматом. Настройки полуавтомата можно не менять, главное соблюсти полярность подключения.
Сварка порошковой проволокой без газа ничем не отличается от сварки обычной омеднённой проволокой. Инициализация сварочной дуги происходит точно таким же образом, как и ранее. Скорость подачи проволоки полуавтоматом, также можно не менять.
Сварка полуавтоматом без газа — проверенный способВ итоге, сварочный шов, полученный с использованием порошковой проволоки ничем не хуже, а в некоторых местах даже и лучше, чем тот, для получения которого использовался защитный газ. Простыми словами говоря, для сварки полуавтоматом необязательно использовать газ, можно варить одной порошковой проволокой.
Простыми словами говоря, для сварки полуавтоматом необязательно использовать газ, можно варить одной порошковой проволокой.
Единственный недостаток данного способа сварки заключается в том, что стоимость порошковой проволоки достаточно высока. Во всём же остальном, разница практически отсутствует, не считая огромного количества преимуществ, которые появляются.
Поделиться в соцсетях
Как правильно варить полуавтомат? Как приготовить полуавтомат без газа?
Сварочные работы являются одним из важнейших этапов как промышленного производства, так и малого бизнеса. Не стоит также забывать об их важности в аспекте даже банального приусадебного участка. Во всех этих случаях качество сварки часто зависит не только от эксплуатационной надежности готового изделия, но и от безопасности людей, которые его используют.
Особо надежная и качественная сварка сварочными полуавтоматами, выполняемая в среде инертных газов. Вы умеете готовить полуавтомат? Сегодня мы поговорим об этом.
Вы умеете готовить полуавтомат? Сегодня мы поговорим об этом.
Общие понятия
В целом этот процесс является одной из многих разновидностей классической дуговой сварки. Поскольку его сопротивление значительно выше, чем у электрода, большая часть энергии выделяется в околодуговое пространство, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварочная ванна.
После остывания и кристаллизации соединения формируется сварной шов, который на данном этапе развития технологии считается наиболее надежным способом соединения металлических деталей.
Основные принципы полуавтоматической сварки
В отличие от классической дуговой сварки, в рассматриваемом нами процессе первостепенное значение имеют две вещи: электрод (свариваемая проволока) и инертный газ, защищающий свариваемую ванну. Прежде чем варить полуавтомат, очень желательно купить последний в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются уберечь от взаимодействия с кислородом окружающей среды в процессе работы: во-первых, иначе образуется много окалины, и поверхность стыка становится далекой от идеальной. Во-вторых, в металле шва появляется огромное количество оксидов, которые очень негативно сказываются на качестве готового соединения. Именно поэтому аргон и углекислота широко используются в сварочном производстве.
Дело в том, что сварной шов всеми доступными способами стараются уберечь от взаимодействия с кислородом окружающей среды в процессе работы: во-первых, иначе образуется много окалины, и поверхность стыка становится далекой от идеальной. Во-вторых, в металле шва появляется огромное количество оксидов, которые очень негативно сказываются на качестве готового соединения. Именно поэтому аргон и углекислота широко используются в сварочном производстве.
Схематическое описание процесса сварки
Чтобы научиться варить полуавтомат, необходимо обязательно представлять себе основные принципы его работы.
При сварке электрод (проволока) проходит через сопло горелки, где расплавляется за счет высокой температуры дуги. Поскольку сварочная проволока подается непрерывно, можно добиться постоянного качества и скорости процесса. Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода необходимо и сварщику. В международной классификации этот процесс обозначается как GMAW (газовая дуговая сварка). Различают сварку в инертном или активном газе.
Различают сварку в инертном или активном газе.
Последний применяется в тех случаях, когда свойства металла не позволяют добиться каких-либо особых характеристик сварного шва. Вот так варить полуавтомат.
Какое оборудование для этого требуется?
В комплект оборудования должны входить собственно сварочный аппарат, источник сварочного тока, устройство подачи проволоки, а также газовый баллон. Устройства этого типа выпускаются как в переносном исполнении, так и в виде шасси для использования в полевых условиях. Поскольку научиться варить полуавтомат такого типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какие характеристики типичны для оборудования этого типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение колеблется от 16 до 40 В.
- Скорость скрепляемого участка может достигать 2 см в секунду.
- Для разных целей и материалов применяют проволоку, толщина которой от 0,5 до 3 мм.
- В секунду расходуется от 30 до 250 мм электрода в секунду.
- Расход инертного газа может достигать 60 литров в минуту. Минимальное значение – расход три литра в минуту.
- Один сварочный баллон вмещает до 100 литров инертного или активного газа.
Предпочтительные типы питателей
Сварочные полуавтоматы во многом различаются устройством механизма подачи электродной сварочной проволоки, поэтому на этом моменте необходимо остановиться подробнее. В наиболее распространенном варианте используется нажимной тип: он значительно упрощает конструкцию горелки, но в этом случае длина шланга подачи газа ограничивается максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует обратить пристальное внимание на горелку. Так как форсунка является элементом, который изнашивается едва ли не быстрее всех, то и производить его нужно максимально качественно. Обратите внимание, что во время сварки необходимо постоянно очищать его от налипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае повреждения качество сварки резко падает.
Обратите внимание, что во время сварки необходимо постоянно очищать его от налипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае повреждения качество сварки резко падает.
Важно! Прежде чем варить полуавтомат из нержавейки, купите сменные комплекты. От нержавеющей стали уходит много проволоки и инертного газа. Для его сварки требуется мощная электрическая дуга, металл сильно нагревается, сопло быстро изнашивается.
Какие материалы я должен использовать в своей работе?
Как мы уже говорили, можно использовать проволоку толщиной от 0,5 до 3 мм. Чем он тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться 100 дополнительных ампер.
Инертные газы могут применяться как в чистом виде, так и в смесях. Средний расход газа легко рассчитать, зная среднюю скорость обрабатываемого участка и удельный расход расходных материалов, которые можно узнать из справочников для специалистов-сварщиков.
Немного о силе тока и напряжении
Конечно, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем больше толщина, тем меньше глубина проникновения материала и общая производительность работы. Чем выше напряжение, тем глубже проплавление металла. Но надо помнить, что в этом случае увеличивается объем сжигаемого материала и окалины, сильно увеличивается ширина шва. Напряжение устанавливается в соответствии с током. Подробности можно найти в инструкции к сварочному аппарату.
Скорость подачи электрода определяется исходя из характеристик материала и требуемой прочности сварного шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. Поэтому на высокой скорости настоятельно рекомендуется делать только узкие швы, так как при широких швах получится отвратительное качество артикуляции и большое количество масштаба.
О расходе газа
Чем толще проволока, тем больше инертного газа используется для защиты поверхности свариваемого материала. Снизить расход можно, плотно прижав сопло горелки к рабочей поверхности, или банально уменьшив скорость сварки деталей. Внимание! Если переборщить со скоростью (увеличив ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и отрыву от нее.
Снизить расход можно, плотно прижав сопло горелки к рабочей поверхности, или банально уменьшив скорость сварки деталей. Внимание! Если переборщить со скоростью (увеличив ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и отрыву от нее.
Правильная работа с электродами
Стабильность процесса сварки в значительной степени зависит от выхода и расхода электродной проволоки. Чем больше вылет, тем менее стабильной становится дуга. Кроме того, в этом случае в шкалу уходит огромное количество материала. Во многом это связано с тем, что зона сварочной ванны резко сокращается, наконечник и сам материал начинают окисляться ускоренными темпами. Если пролет излишне мал, резко ухудшается видимость при сварке.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертен, так как на его поверхности имеется толстая амальгама. Чтобы его сжечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Необходимо (!) использовать инертный газ, так как при малейшем доступе кислорода амальгама моментально восстанавливается.
Необходимо (!) использовать инертный газ, так как при малейшем доступе кислорода амальгама моментально восстанавливается.
Важные рекомендации
Если варите тонкий металл, то шов надо снимать сверху вниз. Шов нужно делать как можно тоньше, так как в этом случае его толщина примерно одинакова с обеих сторон. Если сделать излишне широкую артикуляцию, то вряд ли удастся избежать прогорания материала. Чтобы избежать повреждения материала, мы рекомендуем увеличить скорость сварки при одновременном снижении сварочного тока.
В случае, если вы варите материал на подкладочной основе, следите за тем, чтобы он был максимально плотным. Дело в том, что дуга очень сильно нагревает металл, в результате чего его листы небольшой толщины начинают сильно прогибаться из-за температурной деформации. Чтобы уменьшить проявление этого физического эффекта, отогните стыки в сторону облицовки. Так как правильно приготовить полуавтоматы таким способом бывает сложно, перед работой сделайте несколько пробных стыков.
При толщине свариваемого металла более 1,5 мм советуем работать на весу. Настоятельно рекомендуется размещать электрод в вертикальном положении, направляя его точно на ванну. Сваривая металл толщиной от 1,3 до 2 миллиметров, подбирайте режимы так, чтобы шов был максимально за один проход. Перед тем, как правильно сварить полуавтомат, обязательно подгоните детали друг к другу, пометьте лицевую сторону работы: корпус легко портится, поэтому работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем сделать следующее: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, и время от времени прекращать работу, давая шанс готовым участкам чтобы стать сильнее. Напомню еще раз: прежде чем правильно сварить полуавтомат, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, но процесс сварки пойдет гораздо быстрее.
Варим металл без применения инертных газов
Все сказанное справедливо для сварки металлов в среде инертного газа.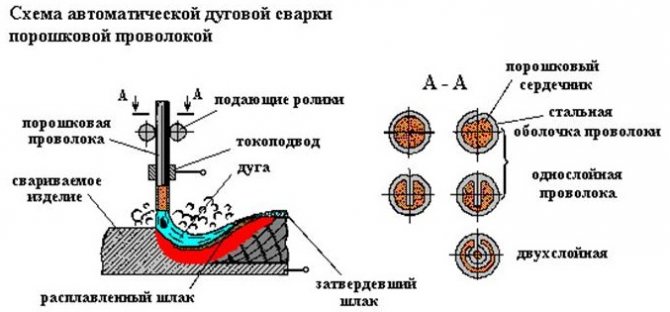 Но что делать в том случае, если у вас просто нет возможности или средств на покупку баллонов, как приготовить полуавтомат без газа? Специально для этих случаев производители выпускают специальные марки электродной проволоки.
Но что делать в том случае, если у вас просто нет возможности или средств на покупку баллонов, как приготовить полуавтомат без газа? Специально для этих случаев производители выпускают специальные марки электродной проволоки.
При его изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую флюсовую трубку или включение ее компонентов непосредственно в металл электрода.
Что хорошего в этом проводе? Все дело в физике: когда электрическая дуга начинает его плавить, вокруг сварной ванны образуется облако тех соединений, которые входят в состав флюса. Таким образом заменяется классический инертный газ, так как сгоревший флюс ненамного хуже защищает свариваемый материал.
Вот как приготовить полуавтомат без газа.
Немного о безопасности
Наша статья была бы неполной, если бы мы не упомянули о требованиях безопасности. Напомним, что при электродуговой сварке требуется создание не менее десятиметровой защитной зоны вокруг места проведения работ. Если расстояние меньше, то присутствующие серьезно рискуют получить сильные ожоги сетчатки. Чтобы узнать больше о конкретных нормах и правилах, вам следует внимательно прочитать руководство к вашему оборудованию.
Если расстояние меньше, то присутствующие серьезно рискуют получить сильные ожоги сетчатки. Чтобы узнать больше о конкретных нормах и правилах, вам следует внимательно прочитать руководство к вашему оборудованию.
Специалист должен в обязательном порядке пользоваться средствами индивидуальной защиты, а перед началом работы тщательно проверять все имеющееся оборудование. Категорически запрещается начинать сварку, если обнаружена хотя бы одна механическая или электрическая неисправность. Всегда помните, что сварочные работы являются источником повышенной пожароопасности.
Поскольку часто приходится кипятить сварочный аппарат с полуавтоматом в помещении, удалить из рабочей зоны все горючие материалы.
выводы
В заключение необходимо сказать, что качество сварки действительно высокое только при тщательной очистке поверхности деталей от загрязнений и жиров перед проведением работ. Кроме того, большую роль играет правильная настройка оборудования: если переборщить с мощностью, можно прожечь листы железа насквозь. Решите делать работу медленнее – велика вероятность неаккуратных широких швов и появления большого количества накипи.
Решите делать работу медленнее – велика вероятность неаккуратных широких швов и появления большого количества накипи.
На последнем не только металл самой детали уходит. Как мы уже говорили выше, накипь способствует быстрому износу сопла горелки и других важных деталей сварочного аппарата. Очень важно помнить об этом перед тем, как варить полуавтомат: металл корпуса особой толщиной не отличается, а потому может прогореть насквозь.
Китай Производитель машин для экструзии пластмасс, запасные части для машин для производства пластмасс, поставщик датчиков давления
Машина для переработки пластмасс
Видео
Винт и цилиндр Индивидуальный конический двухшнековый цилиндр 80/156 для двери WPC Пластиковый питатель Шнековый станок, ПВХ, Экструдер, Шнековый цилиндр
Цена на условиях ФОБ: 3930-3950 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Шнек экструдера, машина, ПВХ, экструдер, шнековый цилиндр и цилиндр Конический двухшнековый цилиндр 80/156 для экструзионной машины для труб из ПВХ Шнек для пластикового питателя
Цена на условиях ФОБ:
3930-3950 долларов США
/ шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Пресс-форма для экструзии, головка трубы из полиэтилена высокой плотности, оптовая экструзионная пресс-форма, экструдерная матрица, пресс-формы для оконных профилей из ПВХ, щелевая матрица, архитектурный шаблон WPC для экструзионной пресс-формы OEM
Цена на условиях ФОБ: 10 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Запасная часть для пластикового оборудования
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячий продукт продаж
Видео
Шнек и цилиндр 90 мм биметаллический шнековый цилиндр для машины для литья пластмасс под давлением Пластиковый питатель Винтовая машина, запасные части, экструдер для пластика, экструзия Цена на условиях ФОБ:
3930-3950 долларов США
/ шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Деталь пластикового оборудования, Weber, шнек экструдера, шнек для мыла и бочка Индивидуальные детали экструдера для труб PPR 63 мм Коническая двухшнековая бочка Пластиковый питательный шнек
Цена на условиях ФОБ: 3930-3950 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls. length > 1){ }}
length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Пластиковая экструзионная машина
,
Запчасть для пластиковой машины
,
Датчик давления
,
Подшипниковый блок
,
. | |
| Зарегистрированный капитал: | 500000 юаней | |
| Площадь завода: | 501~1000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: 1-3 месяца Время выполнения заказа в межсезонье: один месяц |
Shanghai Hannshine Industry Co.