Как приварить фланец
Необходимость приварить фланец к трубе возникает в организациях, занимающихся строительством, содержанием или обслуживанием трубопроводов. Компания ООО «ПК «Феррум Ханд» не только поставляет металлопрокат по всей России, но и осуществляет обработку металла. Наши специалисты знают все о сварке и способах монтажа металлоизделий, поэтому смогут приварить фланцы в соответствии с действующим регламентом сварочных работ.
Для чего это делается
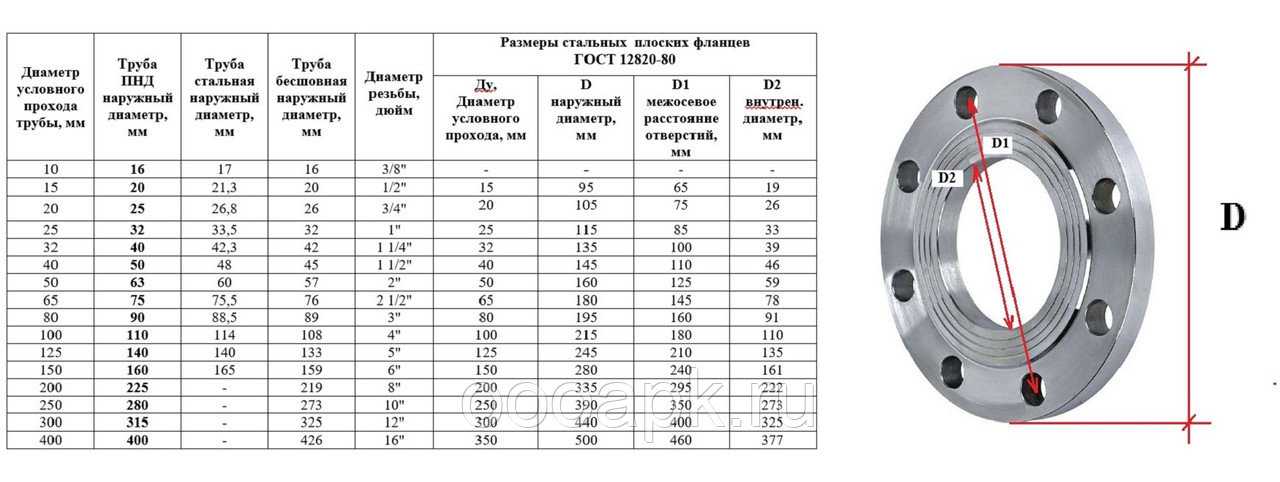
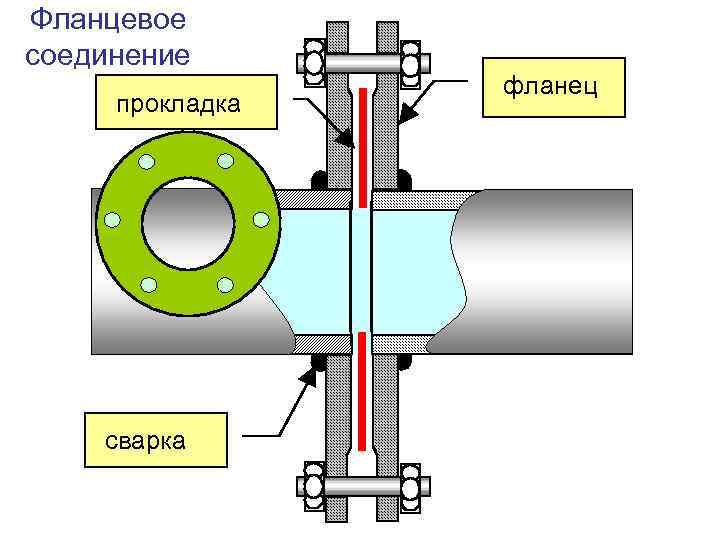
Фланцы представляют собой специальную насадку, которая приваривается к трубе и создает возможность болтового подсоединения трубопровода к насосам, резервуарам, фильтрам, тройникам, отводам. От правильности проведения сварки зависит прочность стыка, надежность соединения, отсутствие проблем при эксплуатации трубопровода. Чаще всего стальные элементы в трубопроводах соединяются при помощи электродуговой сварки – ручным способом, автоматическим или полуавтоматическим.
Этапы сварочных работ
Методы проведения сварочных работ, используемое оборудование и материалы могут отличаться, но последовательность процесса одинаковая:
- Подготовка свариваемых участков – зачистка металла по краям до блестящего состояния.

- Обработка кромки – срез фаски под углом 30°.
- Сближение двух соединяемых концов, фиксация их в неподвижном состоянии. Для этого в зазор между свариваемыми поверхностями может помещаться проволока диаметром 2 мм.
- Прихватка стыка в трех местах, обеспечивающая неподвижность конструкции при сварке.
- Проведение сварочных работ – расплавление металла электрода и свариваемых краев, заполнение им шва с последующей кристаллизацией для образования неразъемного соединения двух элементов.
- Зачистка шва, удаление электродного шлака.

В результате правильно проведенной обработки фланцевый элемент приваривается к трубе без перекосов, шов будет плотным, впоследствии выдержит повышенное давление в системе.
Тонкости процесса
Технологические особенности процесса сварки зависят от вида фланцев. Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Отводы, тройники, переходы. | Дефектоскопист.ру
maximsheng
Свой
- #1
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Антошка
Мастер дефектоскопии
- #2
maximsheng написал(а):
Доброго времени суток.
Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
Минимальная длина катушки должна быть регламентирована НТД.
Вот выдержка из КТН по сварке (это для объектов Транснефти):
3.13 катушка: Отрезок трубы, подготавливаемый для вварки в трубопровод, длинной не менее одного диаметра, изготовленный из трубы того же диаметра, номинальной толщины стенки и аналогичного класса прочности, а также имеющий торцы, обработанные механическим способом или путем газовой резки с последующей обработкой металлорежущим инструментом.
Смотрите в своих НТД на сварку.
Антошка
Мастер дефектоскопии
- #3
Да и к тому же, схема готового технологического трубопровода заранее определена в проекте, там же и необходимые типо размеры всех деталей и конечная длина всего и вся.
Конечно при воплощении проекта в жизнь сварка наткнется на кучу камней, но все же.
hubabuber
Свой
- #4
maximsheng написал(а):
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
Если технологические трубопроводы, то смотрим пункт 37 Руководства по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов»/
37. Расстоянием между соседними кольцевыми стыковыми сварными соединениями обеспечивается возможность проведения местной термообработки и контроля шва неразрушающими методами, и поэтому он не может быть менее 100 мм.
Расстоянием между соседними кольцевыми стыковыми сварными соединениями обеспечивается возможность проведения местной термообработки и контроля шва неразрушающими методами, и поэтому он не может быть менее 100 мм.
Сварные соединения трубопроводов рекомендуется располагать на расстоянии не менее 100 мм от края опоры.
Рекомендуемое расстояние от начала гиба трубы до кольцевого сварного шва — не менее 100 мм.
maximsheng
Свой
- #5
Спасибо господа. Все очень помогло.
maximsheng
Свой
- #6
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Антошка
Мастер дефектоскопии
- #7
maximsheng написал(а):
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Нажмите для раскрытия…

Вы по каким документам работаете?
У нас в НТД прописано, что нельзя сваривать детали между собой без катушек, однако…
Перове что мы делаем — читаем проект.
Например сейчас у нас на трубопроводе по проекту тройники сразу привариваются к отводам или к переходникам без катушек. С проектом не поспоришь.
Второе куда нужно смотреть — ППР и техкарты на сварку.
Третье — в НТД по которой идет сварка.
maximsheng
Свой
- #8
Такое ощущение, что я живу в другом мире.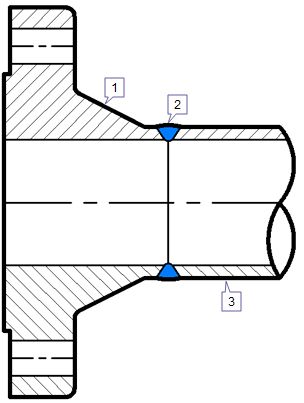 Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Антошка
Мастер дефектоскопии
- #9
maximsheng написал(а):
Такое ощущение, что я живу в другом мире. Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Нажмите для раскрытия…

Вы так и не ответили по какому документу работаете.
И еще один совет: вы отвечаете за пооперационный контроль? Если нет, какая вам разница что куда приваривают? Отвечайте только за качество сварного соединения.
batraider
Новичок
- #10
maximsheng написал(а):
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Нажмите для раскрытия…
Да, в НТД все написано, прочтите внимательно, тем более если понимаете головой что так нельзя, в таких ситуациях просто необходимо поискать что то «написанное»=)
make-ks
Дефектоскопист всея Руси
- #11
В разных отраслях по разному, не технологии всегда варили фланцы к отводам, сваривали два отвода или приваривали отвод к тройнику, никто не запрещает, а место зачастую экономится много.
На магистралке так не делают по причине обычно большой разнотолщинности, ставят переходные кольца, да и угробить ДУ1200 тройник или отвод еще та головная боль если стык пойдет под вырезку, поэтому лучше на заводе сразу приварить катушку автоматами, чем доверять такое отвественно задание полевым сварщикам.
immortal
Новичок
- #12
а можно просто купить готовое оборудование которое ускорит производство за счет автоматизма
batraider
Новичок
- #13
ну я себе в цех давно поставил вот такого монстра http://www. servplus.ru/packaging/pack/stretch/
servplus.ru/packaging/pack/stretch/
идельно справляется со своей работой
batraider
Новичок
- #14
ну я себе в цех давно поставил вот такого монстра servplus.ru/packaging/pack/stretch/
идельно справляется со своей работой
satsg
Бывалый
- #15
НТД не подскажу, могу уточнить пойже. А катушки приваривают 150мм это для малых диаметров 89-219мм.
Игорь Антонович
Дефектоскопист всея Руси
- #16
satsg написал(а):
НТД не подскажу, могу уточнить пойже. А катушки приваривают 150мм это для малых диаметров 89-219мм.
Нажмите для раскрытия…

Откуда вы это взяли, 150мм, почему не 100мм?
Игорь Антонович
Дефектоскопист всея Руси
- #17
maximsheng написал(а):
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу.
Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
Из опыта,литые или цельнотянутые детали, как тройники, отводы, переходы лучше окатушевать. На этих деталях обычно другая толщина, чем на трубе и овальность. В цеху или на площадке, в удобном положении, с подваркой корня( при возможности),приварили катушки и потом стыкуют на монтаже с меньшим геморроем. А вот исправлять непровар на стыке труба отвод(тройник,переход), с разной толщиной и овальностью, бывает ой как трудно.
ba126ad7
Бывалый
- #18
В нашем газ-мясе сталкивались с таким вопросом. Прямого запрета не нашли в СТО Газпром и др. отраслевым НТД.
Вывод- не запрещено сваривать СДТ с СДТ без катушки если требования по разнородности, толщинам, смещениям, наличию подвара соблюдаются. Но это не рацианальное решение и оно принимается в стесненных условиях или иных исключительных случаях.
Почему фланец с раструбной сваркой является наиболее рекомендуемым?
Приварной фланец широко используется в отрасли, и люди задаются вопросом о причине их популярности.
В этом блоге мы углубимся в изучение фланцев с раструбной сваркой. Прежде всего, давайте сначала разберемся в его значении и в том, чем оно отличается от других сварных соединений.
Значение фланца под приварку враструб Фланцы под приварку враструб обычно используются на трубах высокого давления меньшего диаметра. Эти трубные фланцы прикрепляются путем вставки трубы в раструб и наложения углового сварного шва вокруг верхней части. Это обеспечивает гладкое отверстие и лучший поток газа или жидкости внутри трубы.
Эти трубные фланцы прикрепляются путем вставки трубы в раструб и наложения углового сварного шва вокруг верхней части. Это обеспечивает гладкое отверстие и лучший поток газа или жидкости внутри трубы.
Накидной трубный фланец со ступицей является более распространенным соединением, которое поставляется с опубликованными спецификациями в диапазоне от ½” до 24”.
Фланцы приварных труб с раструбом обычно имеют RTJ, обращенную к , плоскую или выступающую поверхность. Когда выступ необходим для фланцев для сварки враструб, стандартная высота составляет 1/16 дюйма для фланцев для сварки враструб до 400#. Для фланцев для приварки враструб 400# и выше стандартная высота фланца для приварки враструб составляет ¼ дюйма.
Проще говоря, раструбный сварной шов представляет собой соединительный элемент трубы, устанавливаемый в углубление фитинга или фланца. Гнездо можно считать женским элементом соединения, в котором находится труба. Он также известен как угловой сварной шов, поскольку он может быть закреплен только одним угловым швом.
Фланцы под приварку враструб хорошо подходят для некритических операций. Это идеальный выбор для соединения труб малого диаметра менее 2 NPS. Обычно его нельзя использовать при пугающих давлениях и температурах, поскольку он может выдерживать только половину сил, чем сила сварки встык.
Они обладают характеристиками, обеспечивающими очень высокое сопротивление утечке при умеренной структурной прочности. Вот почему в отраслях, где используются опасные и токсичные жидкости, используются фитинги с раструбной сваркой.
Помимо этого, он обладает умеренной устойчивостью к давлению, что может помочь занять более высокое положение, чем тройниковое соединение, краевое соединение или соединение внахлестку. Следовательно, его предпочтительно применять в условиях давления менее 600 фунтов на квадратный дюйм. Наряду с накладками, эти разъемные соединения не существуют в соответствии со стандартом ASME/ ANSI B16. 5 в классе 2500#
5 в классе 2500#
Хорошая калибровка, так как фитинг фиксируется и не требует дополнительного крепления. Поскольку не требуется специальной подготовки для надежного соединения, затраты сокращаются вдвое по сравнению со сваркой встык.
Кроме того, раструбный сварной шов обладает высокой прочностью. Таким образом, он герметичен по сравнению с любым другим типом соединения. Сварной шов внахлест может быть как с выступом, так и с плоской поверхностью.
Преимущества приварных фланцевВот некоторые преимущества приварных фланцев :
- Он может заменить резьбовой фланец, чтобы минимизировать риск утечки.
- Не требует снятия фаски перед сваркой.
- Сварочные работы вне трубы не проникают в отверстие трубы.
- Рекомендуется для применений, где внутренние сварочные работы выполняются в тяжелых условиях. Конструкция с сваркой внахлест устраняет внутренние карманы, избегая при этом коробления сварочного тепла и повреждения поверхности фланца, вызванного сварочными брызгами.
 Он также имеет то же внутреннее давление, что и скольжение по фланцу, с лучшей усталостной долговечностью.
Он также имеет то же внутреннее давление, что и скольжение по фланцу, с лучшей усталостной долговечностью.
Единственная выгода здесь заключается в том, что фланец под приварку враструб имеет требуемый зазор 1,6 мм по направлению к участку трубы, к которому присоединяется соединение, т. е. к нижней части трубы.
Это делается для компенсации расширения, которое происходит во время термического схватывания на стыке. Однако отложение избыточного металла на стыке делает раструбный сварной шов уязвимым и создает горячую точку для напряжения в определенной части.
Если вы сравните фланец для приварки враструб с любым другим сварным швом, вы легко поймете, почему на него полагаются и почему он так популярен. Texas Flange является одним из ведущих экспортеров широкого ассортимента фланцев. Если вы хотите узнать больше о сварке враструб или любом другом фланце, вы можете связаться с нами сегодня, и наши специалисты помогут вам выбрать лучший фланец в соответствии с вашими предпочтениями.
Фланец под сварку враструб | А105 | Поднятое лицо
**Обратите внимание, что изображения могут не соответствовать реальному продукту**
Номинальный размер: 0,5 дюйма
0,5 дюйма
0,75 дюйма
1,25 дюйма
1,5 дюйма
2,5 дюйма
Сорт: 150#
Расписание: ХХ
Количество
12345678910
- Цена
- $ 56,49
0,5 дюйма / 150# / XX $ 56 490,75 дюйма / 150 # / XX $ 56 491 дюйма / 150 # / XX $ 56 491,25 дюйма / 150 # / XX $ 56 491,5 дюйма / 150 # / XX $ 56 492 дюйма / 150# / XX $ 56 492,5 дюйма / 150 # / XX $ 82 323 дюйма / 150 # / XX $ 74 330,5 дюйма / 300 # / XX $ 61 800,75 дюйма / 300 # / XX $ 61 801 дюйма / 300 # / XX 61 801,25 долл. США / 300 # / XX 61 801,5 долл. США / 300 # / XX 61 802 долл. США / 300 # / XX 77 782,5 долл. США / 300 # / XX 50 023 долл. США / 300 # / XX 74 064 долл. США / 300# / ХХ $ 115,915 дюймов / 300 # / XX $ 153,566 дюйма / 300 # / XX $ 187 500,5 дюйма / 600 # / XX $ 120 160,75 дюйма / 600 # / XX $ 120,161 дюйма / 600 # / XX $ 120 161,25 дюйма / 600 # / XX $ 120,161,5 дюйма / 600 # / XX $ 120,162 дюйма / 600 # / XX $ 120,162,5 дюйма / 600 # / XX $ 100,133 дюйма / 600 # / XX $ 100,13
США / 300 # / XX 61 801,5 долл. США / 300 # / XX 61 802 долл. США / 300 # / XX 77 782,5 долл. США / 300 # / XX 50 023 долл. США / 300 # / XX 74 064 долл. США / 300# / ХХ $ 115,915 дюймов / 300 # / XX $ 153,566 дюйма / 300 # / XX $ 187 500,5 дюйма / 600 # / XX $ 120 160,75 дюйма / 600 # / XX $ 120,161 дюйма / 600 # / XX $ 120 161,25 дюйма / 600 # / XX $ 120,161,5 дюйма / 600 # / XX $ 120,162 дюйма / 600 # / XX $ 120,162,5 дюйма / 600 # / XX $ 100,133 дюйма / 600 # / XX $ 100,13
Поставщик: Weldbend
Вес: 2,0 фунтаХарактеристики продукта:
Приварные фланцы с раструбом изначально были разработаны для использования на небольших трубопроводах высокого давления. Соединение выполняется, когда труба находится внутри чашеобразного входа или «раструба» фланца. Угловой сварной шов на внешней стороне фланца соединяет две детали и обеспечивает герметичность.
Дополнительная информация о фланцах
Материалы:
A105 — Стандартные компоненты трубопроводов из кованой углеродистой стали для систем окружающей среды и систем с высокими температурами и давлением
Дополнительная информация о материалах A105
Размер и размеры:
Таблица размеров и размеров для фланцев
В) Когда мой товар будет отправлен?
A) Доставка большинства товаров в течение 24-48 часов.
В) Когда я получу номер для отслеживания?
A) Trupply отправляет товары с нескольких складов. Номер отслеживания доступен через 24 часа после отправки.
В) Какова ваша политика возврата?
A) Trupply предлагает 100% возврат средств за неиспользованные товары в течение 30 дней.
В) Как я могу получить MTR?
A) MTR предоставляются по запросу. Вы можете указать это во время заказа в разделе «Примечания к заказу» или по электронной почте в службу поддержки клиентов.