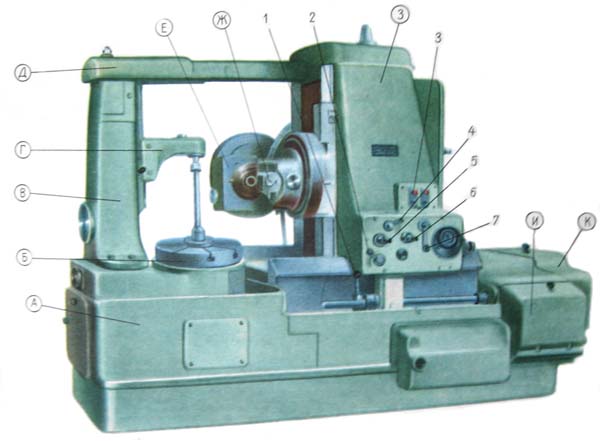
90. Зубофрезерный станок модели 5с267п.
Предназначен для черновой и чистовой обработки конических колес с прямыми зубьями по методу обката.
Цепь главного движения представляет вращение от электродвигателя верхнему и нижнему шпинделям инструмента, в которых устанавливаются дисковые фрезы.
Цепь подач деления обката соответствует цепям зубострогального станка.
Применение зубопротягивания для формообразования зубьев на прямозубых конических колесах является наиболее производительным методом по сравнению с зубостроганием и зубофрезерованием.
При протягивании заготовка неподвижна, а резцовая головка-протяжка вращается с постоянной угловой скоростью и совершает возвратно-поступательное движение параллельное образующей конуса впадины.
91. Станки для кругового протягивания зубьев конических колес
Станки для нарезания конических зубчатых колес с круговыми зубьями можно разделить на несколько типов. По основному назначению они делятся на следующие группы:
1. Универсальные, т. е. пригодные для чистового и чернового нарезания зубчатых колес.
2. Специализированные, т. е. предназначенные для определенного характера работы, например черновое нарезание колес, чистовое нарезание шестерни и т. п.
3. Специальные, т. е. предназначенные для нарезания одной определенной детали.
По способу обработки рассматриваемые станки можно разделить на следующие разновидности:
1) работающие способом обкатки;
2) работающие без обкатки, простым врезанием инструмента в заготовку;
3) работающие без обкатки, — способом кругового протягивания;
4) могущие работать как с обкаткой, так и без нее.
Тип станка характеризуется его главнейшими конструктивными особенностями, в качестве которых можно назвать:
1. Наличие устройства для наклонения инструментального шпинделя.
2. Возможность осуществления вертикального (гипоидного) смещения шпинделя бабки изделия.
3. Возможность смещения центра станка относительно плоскости вращения инструмента.
4. Наличие механизма модификации обкатки.
5. Возможность осуществления винтового движения.
Перечисленные конструктивные особенности далеко не исчерпывают всех специальных устройств, применяемых в станках рассматриваемого типа. Так, например, встречаются станки с устройством для снятия заусенцев, станки с устройством для автоматической перестановки координат центра резцовой головки и т. п. Эти устройства можно считать специальными, поскольку они применяются в специализированных станках узкого назначения. Отечественная станкостроительная промышленность выпускает станки для нарезания конических зубчатых колес с круговыми зубьями, охватывающие весьма широкий диапазон размеров обрабатываемых зубчатых колес. В ближайшее время предполагается значительно увеличить номенклатуру и количество выпускаемых типоразмеров станков. Ниже дается подробное описание станков, остановимся на их главнейших эксплуатационных качествах.
Наиболее универсальным является станок модель 528 (конструкции ЭНИМСа), так как на нем можно нарезать конические зубчатые колеса в самых широких пределах: от диаметра 30 мм и модуля 2,5 до диаметра 800 мм и модуля 15. На этом станке можно производить чистовое и черновое нарезание конических и гипоидных зубчатых колес. Наличие механизма модификации обкатки позволяет производить нарезание шестерен для полуобкатных передач, а также колес и шестерен с большой длиной образующей начального конуса. На станке можно производить нарезание колес полуобкатных передач, но лучше применять для этой цели высокопроизводительные специализированные станки модели 5255А, работающие способом кругового протягивания. На станке 528 холостой ход весьма непродолжителен, что делает его более производительным (приблизительно на 30—50%) по сравнению с другими станками данного размера и назначения. При нормальном исполнении станка гарантируется точность нарезаемых зубчатых колес по 2-му классу ГОСТа 1758-42, а при повышенных требованиях точность может быть доведена до 1-го класса. Устройства для наклонения инструментального шпинделя станок не имеет.
studfiles.net
Кинематический анализ зубофрезерного станка модели 5М324А
СОДЕРЖАНИЕ:
Задание
1. Общий вид станка с указанием основных узлов, техническая характеристика станка и его назначение
2. Принципиальные схемы нарезания колёс и соответствующие частные кинематические структуры. Анализ кинематических структур. Общая кинемати- ческая структура станка
3. Кинематическая схема станка и её анализ с выводом расчётных формул настройки кинематических цепей
4. Настройка кинематических цепей станка при нарезании колёс по заданным..параметрам.
Список используемой литературы
Задание 1К4
Выполнить кинематический анализ зубофрезерного станка модели 5М324А и произвести его настройку на нарезание цилиндрического прямозубого, косозубого колеса и червячного колеса.
Содержание задания
1. Дать общий вид станка с указанием основных узлов, привести техническую характеристику и определить его назначение.
2. Дать принципиальные схемы нарезания колес и привести соответствующие частные
кинематические структуры. Выполнить анализ кинематических структур. Привести
общую кинематическую структуру станка.
3. Выполнить кинематическую схему станка и произвести ее анализ с выводом расчетных
формул настройки кинематических цепей.
4. Произвести настройку кинематических цепей станка при нарезании колес по следующим данным:
5.
Прямозубое цилиндрическое колесо
1. Назначение: зубофрезерный полуавтомат мод 5М324А предназначен для нарезания цилиндрических колес с прямыми и винтовыми зубьями и червячных колес в условиях крупносерийного и серийного производства.
Техническая характеристика станка
Наибольший диаметр нарезания прямозубых колес, мм 500
Наибольший модуль колес, мм8
Наибольшая длина зуба прямозубых колес, мм 350
Наибольший угол наклона зубьев, град±60
Наибольшие размеры червячной фрезы, мм
диаметр…………………………………………………………………………………………… 18
длина……………………………………………………………………………………………… 20
Пределы частот вращения фрезы, мин 50-31
Пределы вертикальных подач фрезы, мм /об0,68-6,10
Пределы радиальных подач фрезы, мм/об0,35-2,
Мощность главного электродвигателя, кВт 7,5
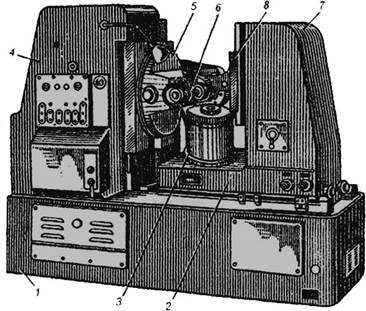
Рисунок 1-Зуборезный станок мод. 5М324А:
1-станина; 2-салазки; 3-стол; 4-неподвижная стойка; 5-суппорт; 6-фреза; 7-подвижная стойка; 8-кронштейн (люнет) для поддержки оправки с заготовкой.
2. Принципиальные схемы нарезания колес и соответствующие частные кинематические структуры. Анализ кинематических структур. Общая кинематическая структура станка.
Рисунок 2-Принципиальная схема нарезания цилиндрического прямозубого колеса
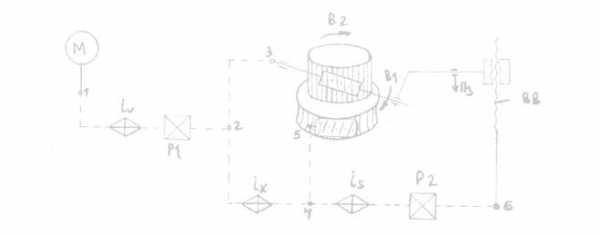
Рисунок 3-Кинематическая структура на нарезание цилиндрического прямозубого колеса
Таблица 1 — Анализ кинематической структуры станка при нарезании цилиндрического прямозубого колеса.
Рисунок 4-Принципиальная схема нарезания косозубого цилиндрического колеса
Рисунок 5-Кинематическая структура на нарезание цилиндрического колеса с винтовыми зубьями
Таблица 2-Анализ кинематической структуры станка при нарезании цилиндрического колеса с винтовым зубом.
а. б.
Рисунок 6-Принципиальные схемы нарезания червячных колес
а) нарезание червячного колеса методом тангенсальной подачи;
б) нарезание червячного колеса методом радиального врезания.
Рисунок 7-Кинематическая структура на нарезание червячного колеса методом радиального врезанияТаблица 3-Анализ кинематической структуры станка при нарезании червячного колеса методом радиального врезания.

mirznanii.com
Кинематическая структура и принцип работы зубофрезерного станка
Зубофрезерный станок модели 532 является полуавтоматом и предназначен для нарезания прямых и винтовых зубьев цилиндрических зубчатых колёс внешнего зацепления, а также для нарезания червячных зубчатых колёс.
Станок работает по методу обкатки. В качестве инструмента применяют цилиндрические червячные фрезы. Общая структура станка (рис. 5.1) состоит из нескольких частных структур. Рассмотрим структуру станка при нарезании колеса с винтовым зубом. Она состоит из двух кинематических групп. Группа движения резания
Движение ФV – сложное с незамкнутой траекторией и поэтому оно настраивается по трём параметрам на траекторию гитарой ix, на скорость и направление гитарой ix. Сменные колёса дают возможность получить на шпинделе фрезы от 17 до 150 об/ мин.
Группа движения подачи ФS (П3В4), создающего перемещения лезвия фрезы по винтовой линии, имеют внутреннюю связь между вертикальным суппортом и столом станка, через гитару дифференциала iy и водилом дифференциала. Внешняя связь группы связывает двигатель Д1 с внутренней связью через цилиндрические колёса 32–28 расположенные после гитары подачи iS, а далее движение идёт к вертикальному ходовому винту и одновременно через гитару дифференциала и корпус дифференциала столу станка.
Движение подачи ФS (П3В4) – движение сложное с незамкнутой траекторией и поэтому оно настраивается по пяти параметрам. На траекторию гитарой iy, на скорость и направление гитарой iS, на пульт и исходную точку – упорами, расположенными на суппорте и взаимодействующими на конечные выключатели.
Ход работы:
Исходные данные:
| z | m | b | Dф | α | β | K |
| 2,5 | 2°19’ | 8° |
Направление винтовой линии фрезы: правое
Направление зуба колеса: правое
V = 12 м/мин
S = 2,5 мм/об
1. Нарезание цилиндрических зубчатых колес с прямыми зубьями
· главное движение (вращение фрезы)
· движение деления (обката)
· вертикальная подача
Главное движение: фреза получает вращение от электродвигателя мощностью N = 3,2 КВт с частотой вращения n = 1440 об/мин через червячную передачу 5-22.
Движение деления (обката) должно обеспечивать согласованное вращение фрезы с вращением заготовки: за 1 оборот фрезы заготовка должна повернуться на А зубьев, те на К/z своей окружности, где К – число заходов фрезы, z – число зубьев нарезаемого колеса.
При фрезеровании прямых зубьев дифференциал отключается, для чего червяк 2-30 выводится из зацепления и муфта, установленная на шестерне е включается.
Движение подачи (вертикальной).
Под вертикальной подачей понимается величина перемещения суппорта фрезы по вертикали (мм) за один оборот заготовки. Движение передается на ходовой винт вертикальной подачи с шагом t = 15мм.
2. Нарезание цилиндрических зубчатых колес с винтовыми зубьями
В этом случае ось фрезы устанавливается под углом к торцевой поверхности заготовки.
Для нарезания зубчатых колес с винтовыми зубьями необходимы те же движения, плюс еще дополнительное медленное вращательное движение.
3. Определение машинного времени
H = 2,25m = 2,25 · 2,5 = 5,625;
Вывод: В ходе проделанной работы изучили методику расчета настройки зуборезного станка модели 532 и получили практические навыки расчета настройки и наладки на нарезание цилиндрических зубчатых колес.
| Работу выполнил: | Пономарев В.Ю. | |
| Работу принял: | Веропаха Д.Н. |
infopedia.su
Зубофрезерные станки модели LC 200, 300 и PDF
CZ. TECH Čelákovice, a.s. Токарные станки с ЧПУ
CZ. TECH Čelákovice, a.s. Токарные станки с ЧПУ Горизонтальные и вертикальные станки с ЧПУ, специальные и агрегатные станки, автоматизированные и роботизированные производственные участки Горизонтальные
ПодробнееШЛИФОВАЛЬНЫЕ СИСТЕМЫ MÄGERLE
A member of the UNITED GRINDING Group ШЛИФОВАЛЬНЫЕ MÄGERLE Power and precision Основные данные Адаптированные к индивидуальным требованиям решения благодаря модульной конструкции Высочайшая мощность и
ПодробнееДинамичная обработка деталей
MILLFORCE 1 Динамичная обработка деталей P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция машины 04 / Техника 05 / Опции и варианты оснащения 06 / Рабочая зона 07 / Технические данные Универсально
ПодробнееТочная Тяжелая металлообработка
PR 150 / PR 160 / PR 200 / PR 260 Точная Тяжелая металлообработка P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция станка 04 / Техника станка 05 / Опции и варианты оснастки 06 / Рабочие
ПодробнееВертикальные обрабатывающие центры с ЧПУ
Вертикальные обрабатывающие центры с ЧПУ Вертикальные обрабатывающие центры с ЧПУ (с линейными направляющими) Вертикальные обрабатывающие центры с ЧПУ Вертикальные обрабатывающие центры для обработки на
ПодробнееCZ. TECH Čelákovice, a.s. Токарные станки с ЧПУ
CZ. TECH Čelákovice, a.s. Токарные станки с ЧПУ Горизонтальные и вертикальные станки с ЧПУ, специальные и агрегатные станки, автоматизированные и роботизированные производственные участки Горизонтальные
ПодробнееКарусельные станки серии С52
Карусельные станки серии С52 Станок С5225 С5231 С5240 С5250 С5263 Максимальный диаметр точения, мм 2500 3150 4000 5000 6300 Диаметр рабочего стола планшайба, мм 2250 2830 2830 4500 4500 Конус шпинделя
ПодробнееE[M]COномия] означает:
[ E[M]COномия] означает: Высокая точность независимо от массы и габаритов станка. MMV 2000 Фрезерный обрабатывающий центр с подвижной колонной. MMV 2000 Фрезерный обрабатывающий центр с подвижной колонной
ПодробнееDMU 75 / 95 monoblock
www.dmgmori.com 5-осевые универсальные фрезерные станки DMU 75 / 95 monoblock Высокие технологии в стандартной комплектации Одновременная 5-осевая обработка по лучшей цене DMU 75 / 95 monoblock Высококачественное
ПодробнееUNI-AXLE
25-05-16 Обработка Автоматическая загрузка кран с двойным грейфером Двигатель 1: Обработка банджо оси пружины и поддержки Часть 2: обрабатывающие валы и тормозные узлы Входной конвейер с ввозом и буферной
ПодробнееПроизводственная программа: Серия VDM
Производственная программа: Серия VDM Эта серия базируется на традиционной концепции вертикального токарного станка с вертикальным шпинделем. На станках серии VDM могут обрабатываться детали диаметром
ПодробнееДинамичная обработка деталей
MILLFORCE 1 / MILLFORCE 2 / MILLFORCE 3 Динамичная обработка деталей P-СЕРИЯ K-СЕРИЯ T-СЕРИЯ MILLFORCE 02 / Применение 03 / Концепция станка 04 / Техника 05 / Опции и варианты оснащения 06 / Рабочая зона
ПодробнееТ е м а 8. ЗУБОФРЕЗЕРОВАНИЕ. Содержание
Т е м а 8. ЗУБОФРЕЗЕРОВАНИЕ Цель изучение технологических возможностей зубофрезерования, основных узлов зубофрезерного станка и их назначения, инструмента для нарезания зубчатых колес; получение практических
ПодробнееКарусельные станки серии С51
Карусельные станки серии С51 Станок Максимальный диаметр точения, мм Диаметр рабочего стола планшайба, мм C5110 C5112 C5116 C5120 C5123 1000 1250 1600 2000 2300 2500 1000 1000 1400 1800 2000 2200 Конус
ПодробнееСЕРИЯ А 5630 / 5640 / 7030 / 7040
СЕРИЯ А 5630 / 5640 / 7030 / 7040 A7040 Шпиндель (стандарт): ВТ-30: 10000 об/мин ВТ-40: 8000 об/мин Шпиндель (опция): ВТ-30: 12000/15000 об/мин ВТ-40: 12000 об/мин Количество инструмента: ВТ-30: 20 шт.
ПодробнееПятиосевой обрабатывающий центр
Пятиосевой обрабатывающий центр JazzR имеет боковую дверь, что позволяет оснащать обрабатывающий центр системой автоматической смены паллет. Модели JazzR5AX и JazzL5AX появились в результате постоянного
ПодробнееРуководство по использованию
Геометрия концевой фрезы Величина затылованной части Ширина ленточки Угол наклона винтовой канавки Вспомогательная режущая кромка Диаметр сердцевины Величина падения затылка Задняя поверхность Главная
ПодробнееМы работаем для Вас с 1990 года
Портальные обрабатывающие центры с двумя колоннами Мы работаем для Вас с 1990 года ПОРТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ Станки U-MILL идеальный выбор, гарантирующий Вам эффективную и высокопроизводительную обработку.
ПодробнееТехнико-информационный проспект
Вертикальный фрезерный центр Высококлассный центр для динамичной фрезерной обработки деталей Технико-информационный проспект Высококачественное литье MEEHANITE обеспечивает постоянную стабильность и точность.
ПодробнееСТАНОК РЕЙСМУСОВЫЙ мод. «SUPERMAC 163»
СТАНОК РЕЙСМУСОВЫЙ мод. «SUPERMAC 163» НАЗНАЧЕНИЕ: Предназначен для продольного одностороннего фрезерования в размер по толщине плоских заготовок из древесины. ОБЛАСТЬ ПРИМЕНЕНИЯ: Предприятия и цеха по
ПодробнееФрезерный станок с ЧПУ
Фрезерный станок с ЧПУ Силовой пакет компактный, недорогой и высокоточный! Фрезерный станок с ЧПУ современной конструкции. Оснащён простым в пользовании управлением Siemens 802D и мощными сервоприводами
ПодробнееОсновные цели лаборатории
Лаборатория технологий резания материалов представляет собой высокотехнологичный учебный комплекс, оснащенный действующим станочным металлорежущим оборудованием и новейшими средствами измерения различных
ПодробнееGROB-WERKE GmbH & Co. KG
GROB-WERKE GmbH & Co. KG Преимущества концепции станков горизонтальной 5-координатной компоновки www.grobgroup.com www.grobgroup.com 02.04.2015 2 G-серия Образец чистой технологичности G550 универсальный
ПодробнееУНИВЕРСАЛЬНЫЙ ТОКАРНЫЙ СТАНОК SN-71C
УНИВЕРСАЛЬНЫЙ ТОКАРНЫЙ СТАНОК SN-71C АО TRENS — промышленное предприятие с многолетней традицией по изготовлению станков для металлообработки. Выпуском металлообрабатывающих станков предприятие занимается
ПодробнееSE 820 SE Токарно-винторезные станки с ЧПУ
Токарно-винторезные станки с ЧПУ SE 820 SE 1020 Универсальные центровые токарные станки предназначены для обработки массивных сивных вращательных деталей. Дают возможность обтачивать внешние и внутренние
ПодробнееЛабораторная работа 2
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Лабораторная работа 2 по дисциплине «Автоматизация производственных процессов» Исследование промышленных роботов моделей: 500V/54, NL1500, 160НТ,
ПодробнееSBL 300. Токарные обрабатывающие центры
Токарные обрабатывающие центры SBL 300 Станок применяется в среднем и крупносерийном производстве для обработки простых деталей или заготовок сложной конфигурации. Наличие подвижного противошпинделя позволяет
ПодробнееKR4A-360 фрезерно-копировальные
Фрезерно-копировальные R 80i станок фрезерно-копировальный шпинделем и колонной, мм — 800 Размеры стола, ммм — 800х600 стола, мм — 150 Частотаа вращения шпинделя, об/мин. — 9000- Мощность, квт. — 2,,2
ПодробнееВ предлагаемой нами номенклатуре имеются:
Журнал 13 ОСНАСТКА 2 ПРЕЦИЗИОННЫЕ РАСТОЧНЫЕ СИСТЕМЫ Для воплощения идей нужны правильные инструменты. Инструменты для фрезерования, сверления и нарезания резьбы. Наша компания не только поставляет высокотехнологичные
ПодробнееПроизводственные мощности ХАРП
Индустриальная группа УПЭК Автомобильный дивизион Производственные мощности ХАРП Участок штампо-инструментального производства Индустриальная группа УПЭК Индустриальная группа УПЭК одна из крупнейших в
ПодробнееЗУБО- И РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
ЗУБО- И РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ 0 резьбонарезные; 1 зубострогальные для цилиндрических колес; 2 зуборезные для конических колес; 3 зубофрезерные для цилиндрических колес и шлицевых валов; 4 зубофрезерные
Подробнее03 Технические данные. С42.
03 Технические данные. С42 www.hermle.de/c42 46 47 03.1 Технические данные. С42 Рабочая зона Пути перемещения Ось Х 800 мм Пути перемещения Ось Y 800 мм Пути перемещения Ось Z 550 мм Ускоренные ходы линейные
ПодробнееCNC-TAKANG COMPANY LTD.
Универсальные токарные станки серии TK Особенности моделей станков серии ТК 450, 540, 600, 630, 770, 770N, 840, 840N: ная бабка. Корпус сделан из высокопрочного литого чугуна. вращается в высокоточных
Подробнееdocplayer.ru
Зубофрезерный станок — Большая Энциклопедия Нефти и Газа, статья, страница 3
Зубофрезерный станок
Cтраница 3
Наиболее серьезным недостатком зубофрезерного станка является неточность его кинематических цепей. [31]
Механизм реверсирования патрона зубофрезерного станка для изготовления шевронных колес и валков ( фиг. От ведущего вала / приводится зубчатый барабан ( фиг. С момента зацепления ведомого конического колеса В с переходным сектором А скорость колеса уменьшается, а колесо В начинает обкатываться по переходному сектору А, перемещаясь вдоль оси до зацепления с противоположным коническим венцом С большого колеса. В середине сектора ведомое колесо изменяет направление вращения. Точки а и А соответствуют среднему положению конического колеса В, а также моменту остановок патрона с заготовкой у вершины шевронного зуба. [32]
Назовите основные узлы зубофрезерного станка — и объясните их назначение. [33]
На рис. 6.83 показан зубофрезерный станок. Фрезу, закрепленную на оправке, устанавливают в шпинделе фрезерного суппорта 3, который перемещается по вертикальным направляющим стойки. Салазки 8 обеспечивают горизонтальное перемещение стойки 6 и стола 7 по направляющим станины. Поперечина 4 связывает обе стойки и тем самым повышает жесткость станка. [34]
На рис. 380 показан универсальный зубофрезерный станок. [36]
При определении циклической погрешности зубофрезерного станка по данным измерения пробного зубчатого колеса рекомендуется для этой цели нарезать два косозубых колеса с правым и левым направлениями зубьев. Проверка циклической погрешности на зубчатых колесах с разным направлением зубьев дает возможность обнаружить причины, вызывающие эту погрешность при вращении стола станка в разных направлениях. Число зубьев пробного зубчатого колеса не должно быть равно или кратно числу зубьев делительного колеса станка. Ширину зубчатого венца b нужно выбрать с таким расчетом, чтобы на длине зуба укладывалось не менее 1 5 длин волн, возникающих на его боковой поверхности из-за циклической погрешности кинематической цепи станка. [37]
В кинематической цепи деления зубофрезерного станка конечными звеньями являются стол и фрезерная оправка, вращение которых должно быть строго согласованным. Мерой точности этой цепи обычно принимается избыточный относительный поворот ( отставание или опережение) стола. [38]
Приспособление размещают на столе зубофрезерного станка и его корпус / крепят болтами. Внутри корпуса встроен пневмоцилиндр с поршнем 2 и крышкой. Обрабатываемые зубчатые колеса центральным базовым отверстием устанавливают и предварительно центрируют шестью шпонками 6 неподвижной втулки. [39]
Отличие шлицефрезерного станка от зубофрезерного станка для нарезания зубчатых колес обусловлено различием геометрической формы зубьев и размерами фрезеруемых шлицевых валиков. [41]
Наиболее распространенным зубообрабатывающим станком является зубофрезерный станок для нарезания колес с прямыми и косыми зубьями, а также червячных колес и червяков методом обкатки. Станок выполняет три движения: вращения червячной фрезы, вертикальную подачу фрезы, вращение заготовки. [43]
Так, заводом Комсомолец изготовляется специальный зубофрезерный станок мод. О таких станках говорят, что они являются модификацией основной базовой модели станка. [44]
Для повышения точности делительной цепи зубофрезерного станка применяют специальные коррекционные устройства, монтируемые на гитаре деления станка ( фиг. По данным измерения погрешностей делительной цепи стола станка изготовляются кулаки 2 и 9, рабочие поверхности которых соответствуют накопленным ( за оборот стола) и циклическим ( за оборот делительного червяка) погрешностям, но создают обратное по направлению действие; один из кулаков каждой пары соответствует определенному направлению вращения стола станка. Система колес 3 обеспечивает поворот кулаков 2 синхронно вращению стола. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Зубофрезерный станок модели — Энциклопедия по машиностроению XXL
На рис. 58 приведен операционный эскиз обработки зубчатого колеса на зубофрезерном станке модели 5326. [c.166]Оправки для фрез к зубофрезерному станку модели 5312 [c.404]
Двухсекционный зубофрезерный станок моделей ZFW 2 X 250 X 5, на котором каждая секция работает самостоятельно. Станок оборудован механизма.ми для автоматического перемещения червячной фрезы вдоль оси (ступенями) для радиальной подачи до неподвижного упора и для предварительного снятия заусенцев. Станок может работать как с попутной, так и с встречной подачами. [c.63]
Обработка цилиндрических колес рассмотренным методом производится на специальных станках ЕЗ-И, фирмы Модуль 2РК—355 (ГДР), универсальных зубофрезерных станках моделей 5330, 5342, 5343, 5345 и др., имеющих механизм единичного деления, и на фрезерных станках с помощью универсальной [c.40]
Основными корпусными узлами зубофрезерного станка модели 532 являются станина 1 (рис. 135), передняя стойка 2 и задняя 4, суппорт 3 и стол 5. От точности ремонта и сборки этих базовых узлов в основном зависит работоспособность зубофрезерных станков при их эксплуатации. [c.281]
Другой способ выбора зазоров в червячной паре — применение червяка с прогрессирующей толщиной нитки, который может смещаться в осевом направлении. Так, например, у двухсекционного зубофрезерного станка модели ЕЗ-24 (рис. 136, б) осевой шаг винтовой линии червяка с одной стороны профиля ,=55, 545 мм и с другой 2=57,119 мм. При повороте гайки 1 перемещается ста- [c.277]
Подналадка червячной фрезы в зубофрезерном станке модели 5312, предназначенном для встройки в автоматическую линию по обработке зубчатых колес, показана на рис. 160, в. [c.314]
Ниже приводятся уравнения баланса указанных кинематических цепей зубофрезерного станка модели 5Б32 (фиг, 162) и расчетные формулы для их настройки. Настройка зубофрезерных станков других моделей производится на основе тех же расчетных перемещений. [c.274]
Эти особенности образования зубьев червячной фрезой позволяют применять зубофрезерные станки для нарезания наиболее точных зубчатых колес, что и подтверждается практикой отечественного и зарубежного производства турбинных редукторов. Отечественное станкостроение выпускает зубофрезерные станки модели 5348 с вертикальным расположением оси заготовки для нарезания колес диаметром до 12,5 м, при этом производится обработка червячной фрезой до модуля 40, дисковой до модуля 50 и пальцевой до модуля 75. При наличии механизма реверса, который может встраиваться в станок по особому заказу, имеется возможность нарезать пальцевой фрезой колеса с закрытым углом шеврона. Станки также оборудуются головками для обработки венцов внутренного зацепления пальцевыми фрезами с максимальным модулем 50. Аналогичные станки выпускаются и зарубежными фирмами, в частности в Англии производятся станки для нарезания зубчатых колес диаметром до 9 м. [c.373]
Фрезерование шлицевых канавок производится двумя способами методом копирования и методом обкатки. Метод копирования заключается в обработке детали на горизонтальнофрезерном станке с помощью делительной головки. Инструментом служат парные фрезы для фрезерования боковых сторон шлица (фиг. 95, а, б) и одна фасонная фреза для фрезерования впадины (фиг. 95, в). В редких случаях применяют дисковую шлицевую фрезу. Получение шлицев копированием обладает большими недостатками—этот процесс трудоемкий и неточный. Применяется он в условиях ремонтных цехов. В производственных условиях, даже при единичном производстве, шлицы получают методом обкатки (фиг. 95, г) на специальных шлицефрезерных стайках моделей 5617 и 5618 или в некоторых случаях на горизонтальных зубофрезерных станках моделей 534 и 5934. Инструментом слушит червячная шлицевая фреза. На [c.178]
Устройство зубофрезерного станка модели 5Д32. На кинематической схеме (рис. VI. 81) показана заготовка червячного колеса 4, закрепленная в приспособлении 3, установленном на вращающемся столе 2 станка. Точно так же устапав.гдвается заготовка цилиндрического колеса. [c.409] На фнг. 490 показана кинематическая схема зубофрезерного станка модели 5Б32, обрабатывающего зубчатые колеса при помощи червячной фрезы. [c.682] Для выполнения операции целесообразно использовать зубофрезерный станок моделей 5КЗ 4, 5К32 или 5316, допускающих обработку колес диаметром до 500— [c.181]Пример 21.3. Спроектировать специальное приспособление для зубофрезерной черновой операции нарезания зубьев цилиндрического зубчатого колеса типа 11, данные о котором приведены в условии к примеру 21.1. Операция выполняется на зубофрезерном станке модели 5К324 (см. решение примера 21.2). Производство крупносерийное. [c.184]
Техническая характеристика станка модели 5Е32. Зубофрезерный станок модели 5Е32 является универсальной рабочей машиной. Этот станок изготовлен с точностью, установленной ГОСТом 659—53. Он рассчитан на работу быстрорежущими червячными фрезами и может производить нарезание цилиндрических зубчатых колес с вертикальной подачей фоезы сверху вниз (встречный способ) и с вертикальной подачей фрезы снизу вверх (попутный способ). Нарезание колес попутным способом дает возможность работать со скоростью резания на 20 — 25% выше, чем при нарезангти встречным способом. [c.177]
Органы управления станка модели 5Е32. Перед началом работы на станке необходимо освоить назначение всех органов управления (рукояток, кнопок и т. п.). На рис. 51 представлена схема расположения органов управления на общем виде зубофрезерного станка модели 5Е32. [c.187]
Какие узлы и каким путем регулируют их на зубофрезерном станке модели 5Е32 [c.198]
Глубину фрезерования устанавливают, исходя из высоты зубьев. Зубчатые колеса до модуля 4 нарезают за один проход, а колеса модуля 4 и выше — за два прохода или более. На зубофрезерном станке модели 5Е32 при установке глубины фрезерования путем вращения квадрата ходового винта против часовой стрелки подвижная стойка движется в направлении заготовки, а при вращении по часовой стрелке — от заготовки. За один оборот рукоятки квадрата стойка перемещается на 4 мм. Для перемещения стойки необходимо ее открепить, а после установки закрепить. [c.208]
Этим способом нарезаются низкоточиые конические колеса на зубофрезерных станках моделей ОКУ (заводы Ково ЧССР). [c.417]
К зубофрезерному станку модель 5А312 приложен набор сменных зубчатых колес с числами зубьев 24, 25, 27, 30, 32, 33, 34, 35, 37, 40, 41, 43, 45, 45, 47, 48, 48, 48, 49, 50, 53, 54, 55, 56, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 69, 70, 71, 72, 72, 73, 74, 75, 76, 77, 79, 80, 82, 83, 85, 86, 87, 89, 90, 91, 92, 94, 95, 96, 97, 98 и 100. Эти колеса имеют т=2 мм, ширину зубчатого венца 22 мм и отверстия диаметром 35 А мм. Этот набор колес предназначен для гитар деления, подач и дифференциала. Цепь вертикальной подачи заготовки будет такой электродвигатель [c.94]
Кинематическая схема станка модели 5Е32. На рис. 53 изображена кинематическая схема зубофрезерного станка модели 5Е32, устройство которого позволяет осуществлять следующие движения. [c.133]
mash-xxl.info
Настройка зубофрезерного станка модели 532
Производство Настройка зубофрезерного станка модели 532просмотров — 876
Технологические возможности зубофрезерных станков
Технологические возможности зубофрезерных станков по размерам обрабатываемых колес иллюстрируются таблицей 12.
На прецизионных станках достигается шестая степень точности нарезаемых колес, а на станках нормальной точности – седьмая.
Таблица 12
Основные параметры зубофрезерных станков.
| Наименование размеров | Величины параметров станков | ||||||||
| Наибольший диаметр обрабатываемого колеса с прямым зубом, мм | |||||||||
| Наибольшая ширина нарезаемого колеса с прямым зубом, мм | 1200: | ||||||||
| Наибольший модуль нарезаемых зубьев (по стали), мм | 1,5 |
Производительность зубофрезерных станков выше, чем зубодолбёжных, в связи с этим станки этого ряда более широко применяются в производстве.
Зубофрезерный станок модели 532 (рис.53) является полуавтоматом и предназначен для нарезания прямых и винтовых зубьев цилиндрических зубчатых колес внешнего зацепления, а также для нарезания червячных зубчатых колес.
Рис.53. Внешний вид зубофрезерного станка модели 532:
1, 8 – станина; 2 – стол; 3 – стойка; 4 – кронштейн; 5 – портал;
6 – электродвигатель; 7 – фрезерный суппорт; 9 – гитара деления;
10 – гитары подач и дифференциала
Станок работает по методу обкатки. В качестве режущего инструмента применяют, в основном, цилиндрические червячные фрезы. Схема работы червячной фрезы приведена на рис. 54.
В табл. 12 представлена техническая характеристика зубофрезерного станка модели 532.
Рис. 54. Схема работы цилиндрической червячной фрезы
Таблица 13
Техническая характеристика зубофрезерного станка модели 532
| Наибольший модуль нарезаемых колес, мм. | |
| Наибольший наружный диаметр нарезаемых зубчатых колес, мм.: – с прямыми зубьями. – с винтовыми зубьями, при угле 30° – с винтовыми зубьями, при угле 60° | |
| Наибольшая ширина обработки зубчатого венца, мм. | |
| Угол поворота суппорта фрезы, град. | ±90 |
| Наибольший диаметр фрезы, мм. | |
| Число оборотов шпинделя фрезы в минуту | 47, 58, 72, 87, 100,122,150 |
| Вертикальные подачи фрезы, мм/об. | 0,25;0,6;0,75;1,0; 1,25;1,75;2,0; 2,5; 3,0;3,5;4,0 |
| Горизонтальные (радиальные) подачи стола, мм/об. | 0,105;0,21;0,315; 0,42;0,52;0,63;0,74; 0,85; 1,05; 1,26; 1,48; 1,68 |
| Мощность электродвигателя, кВт. | 3,2 |
| Вес станка, кᴦ. |
Читайте также
Технологические возможности зубофрезерных станков Технологические возможности зубофрезерных станков по размерам обрабатываемых колес иллюстрируются таблицей 12. На прецизионных станках достигается шестая степень точности нарезаемых колес, а на станках… [читать подробенее]
oplib.ru