мобильный расточно-наплавочный комплекс — патент РФ 2421303
Комплекс содержит привод рабочего инструмента в виде борштанги или диэлектрического вала с наплавочной головкой, шасси, установленные на нем приводы механизма вращения и механизма продольной подачи борштанги с соответствующими двигателями и закрепляемые на обрабатываемой детали по меньшей мере два суппорта, из которых один несущий суппорт выполнен с возможностью установки на него шасси. Для повышения надежности и долговечности комплекса, а также точности выполняемых работ он снабжен быстроразъемным конусным соединением шасси с несущим суппортом, имеющим цанговый зажим, установленный во вращающейся втулке суппорта. 7 з.п. ф-лы, 7 ил. 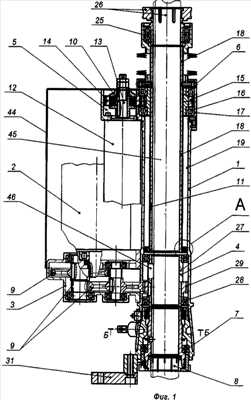
Изобретение относится к области станкостроения, в частности к мобильным расточно-наплавочным комплексам, которые предназначены для восстановления цилиндрических отверстий и посадок под валы и подшипники, а также выравнивания соосности цилиндров и т.д. непосредственно на подлежащем ремонту узле, без традиционной необходимости полной разборки агрегата и транспортировки его в ремонтную зону для последующей обработки на стационарных станках.
Такое необходимо особенно в случае ремонта шарнирного соединения с одной степенью свободы в деталях и узлах крупногабаритных машин и механизмов, таких как экскаваторы, краны, дорожно-строительная техника, а также металлопрокатывающее, горно-шахтное, горнообогатительное и другое оборудование, предполагающее стационарное использование, ввиду чего его разборка и доставка частей до ремонтной базы сопряжена с большими сложностями, а часто вообще невозможна.
Для этих задач известны (US 6073322 A, (RUSSO), 13.01.2000) машины для расточки и наплавки с тремя двигателями. Трехмоторные агрегаты разработаны для вращения борштанги с режущим инструментом и продольной подачи ее во время вращения вперед и назад, т.е. в обе стороны вдоль ее оси, а также для вращения наплавочного вала для наращивания материала внутри отверстия.
Недостатком этих трехмоторных машин является то, что они используют три двигателя, неспособен при этом двигатель привода вращения работать на малых оборотах, и требуют сложной кинематики узлов привода борштанги — двухскоростного редуктора со сложной системой управления, и, кроме того, они состоят из большого количества элементов механизма подачи борштанги, требующих особо тщательного изготовления и прецизионной сборки. Другим недостатком является то, что центровка борштанги производится по конусу в суппорте, а работа — по другому конусу в корпусе машины.
Известны также (EP 0979702 A1, (SIR MECCANICA S.R.L.), 16.02.2000) двухмоторные машины, которые при всей своей простоте все-таки не лишены недостатков — передача вращающего усилия при помощи трансмиссии, в качестве которой применяются эластичные зубчатые ремни, которые имеют ограниченное усилие на растяжение, вследствие чего лимитирован передаваемый вращающий момент, то есть ограничен максимальный диаметр расточки, производимой машиной при данных габаритах.
Ремень вращения должен передать вращательные движения на вал не только во время операции расточки, а также в процессе наращивания материала методом наплавки.
Естественно, необходимый для осуществления этих операций крутящий момент может изменяться в широком диапазоне, особенно зависящем от текущего диаметра расточки, что заставляет работать ремень с изменяющимся усилием растяжения в зависимости от условий.
Известные устройства натяжения не способны гарантировать требуемое натяжение ремня во всем рабочем диапазоне, что снижает эксплуатационные характеристики агрегата.
Ослабление натяжения ремня вследствие его растяжения предполагает образование взаимных люфтов вращающихся узлов, что приводит к крайне нежелательной вибрации режущих элементов в процессе расточки.
Следующим этапом развития двухмоторных расточно-наплавочных машин явилось конструктивное изменение узла привода вращения, что позволило преодолеть вышеописанные недостатки и обеспечить передвижным расточно-наплавочным машинам функциональность, практичность и конструктивную простоту.
Суть очередного изобретения (EP 1375055 A1, (SIR MECCANICA S.R.L.), 02.01.2004), являющегося прототипом заявленного изобретения, была заключена в том, что привод механизма вращения вместо эластичного зубчатого ремня был осуществлен червячной парой с цилиндрическим червяком, что позволило значительно увеличить необходимый вращающий момент, установить более мощные двигатели при незначительном изменении габаритов машины, а также, благодаря взаимной перпендикулярности осей двигателя и борштанги, слегка уменьшить возникающую в процессе расточки вибрацию.
Однако применение червячной пары требует специальных жидких смазок для высоконагруженных червячных передач. Ввиду ограниченного объема полости картера червячной пары и ощутимого разогрева редуктора во время работы (до +50 60°C) необходимо обеспечить выход излишка воздуха, образующегося от возрастания температуры, в атмосферу. В противном случае повышающееся давление внутри полости приведет к выдавливанию смазывающей жидкости через сальниковые уплотнения ведущего и ведомого валов, а также к быстрому выходу сальников из строя. Традиционный компенсатор «сапун» в данном случае неприемлем, так как предполагается работа машины в любом положении в пространстве.
Поэтому полноценное решение применения червячной пары до сих пор не найдено.
Также червячная пара характеризуется повышенным люфтом, что затрудняет равномерный процесс наплавки при больших диаметрах.
Кроме того, во всех представленных патентах борштанга, установленная в суппортах по скользящей посадке, приводится во вращение и осуществляет подачу при помощи соосно расположенных приводов, смонтированных на жестком едином шасси машины. Это требует высокой жесткости и точности изготовления узла сопряжения машины с несущим суппортом. В противном случае нагрузка, создаваемая весом машины, давящей на борштангу, приводит к изгибу борштанги, что влечет за собой потерю точности геометрических форм растачиваемого отверстия. Кроме всего, такая конструкция создает определенные сложности в процессе присоединения машины к смонтированной системе борштанги и суппортов.
В представленных патентах в несущих и промежуточных суппортах рабочий зазор, обеспечивающий скользящую посадку между борштангой и втулкой, запрессованной во внутренние обоймы подшипников, регулируется с помощью винтов с пружинами, предотвращающими их саморазвинчивание в процессе работы. Доступ к этим винтам достаточно затруднен, особенно на несущем суппорте, где для регулировки требуется снятие машины с суппорта, кроме того, упор болтов в шпоночную канавку требует особо твердого материала и калиброванной точности ее изготовления, что не всегда выполнимо.
Технической задачей изобретения является устранение вышеуказанных недостатков, повышение надежности и долговечности конструкции, а также точности выполняемых работ.
Поставленная задача решается и технический результат достигается за счет того, что мобильный расточно-наплавочный комплекс содержит борштангу, шасси, установленные на нем приводы механизма вращения и механизма продольной подачи борштанги, с соответствующими двигателями, и закрепляемые на обрабатываемой детали, по меньшей мере, два суппорта, из которых один несущий суппорт выполнен с возможностью установки на него шасси, при этом новым является то, что он снабжен быстроразъемным конусным соединением шасси с несущим суппортом, имеющим цанговый зажим, установленный во вращающейся втулке суппорта.
Цанговый зажим, установленный во вращающейся втулке суппорта, обеспечивает продольное перемещение борштанги по скользящей посадке, т.е. рабочий зазор между борштангой и втулкой, запрессованной во внутренние обоймы подшипников.
В частных случаях реализации быстроразъемное конусное соединение шасси с суппортом образовано охватываемой конической наружной поверхностью суппорта и ответной охватывающей конической внутренней поверхностью шасси с установленными на нем фиксирующими конусами, выполненными с возможностью вхождения в фасонную канавку, расположенную на наружной поверхности суппорта.
Предпочтительным в данном решении является то, что на охватываемой конической наружной поверхности суппорта и ответной охватывающей конической внутренней поверхности шасси выполнены шлицы, образующие шлицевое соединение, предохраняющее шасси от проворота, что может привести к аварии и травмам.
Частичной модификацией предложенного решения является то, что механизм продольной подачи борштанги выполнен винтовым с прямоугольной или трапециевидной резьбой, а его привод в виде зубчатой передачи с регулируемым ограничителем крутящего момента, что обеспечивает большее усилие и долговечность.
Предпочтительным в данном решении является и то, что привод механизма вращения борштанги выполнен в виде многоступенчатого редуктора с цилиндрическими косозубыми колесами.
Дополнительно задача решается и за счет того, что двигатель привода механизма вращения борштанги выполнен в виде электродвигателя постоянного тока с постоянными магнитами на редкоземельных металлах.
Дополнительно задача решается и за счет того, что двигатель привода механизма вращения борштанги выполнен в виде гидромотора.
Предпочтительным в данном решении является и то, что борштанга выполнена составной, включающей, по меньшей мере, две штанги, соединенных между собой разъемным соединением, выполненным в виде шпинделя, имеющего центрально расположенную кольцевую канавку и симметрично расположенные относительно последней конические хвостовики, входящие в ответные охватывающие осевые отверстия, выполненные с каждого торца штанги, двух запорных муфт с шариками, расположенными в полостях, образованных кольцевой канавкой шпинделя и соответствующей кольцевой канавкой, расположенной на внутренней поверхности каждой муфты, имеющей также наружную цилиндрическую резьбу, входящую в ответную резьбу штанги с возможностью осевого перемещения последней относительно шпинделя, на конических хвостовиках которого, со стороны торцов, выполнены оппозитно расположенные лыски, обеспечивающие возможность сосной установки продольных канавок каждой штанги, при этом расстояние между смежными торцами соединяемых штанг не превышает длину шпонки механизма вращения борштанги.
Преимущество изобретения заключается в простоте его реализации и технической привлекательности.
Изобретение поясняется далее подробным описанием примеров выполнения со ссылкой на чертежи, где:
на фиг.1 показан разрез общего вида мобильного расточно-наплавочного комплекса с условно показанной борштангой;
на фиг.2 показан привод винтового механизма продольной подачи борштанги;
на фиг.3 показано место А на фиг.1;
на фиг.4 показан суппорт с местом крепления шасси;
на фиг.5 показан разрез по Б-Б на фиг.1 и 4;
на фиг.6 показан узел соединения борштанги;
на фиг.7 показан разрез В-В борштанги на фиг.6.
Мобильный расточно-наплавочный комплекс содержит установленные на шасси 1 электродвигатель 2 с приводом 3 механизма 4 вращения рабочего инструмента, представляющего собой борштангу со средством для расточки или диэлектрический вал с наплавочной головкой (на чертеже не показаны) и привод 5 винтового механизма 6 продольной подачи борштанги, по меньшей мере, два суппорта 7, закрепленных на обрабатываемой детали, на один из которых установлено шасси 1. Суппорт 7 снабжен цанговым зажимом 8, обеспечивающим скользящую посадку борштанге по ее калиброванной цилиндрической поверхности. Электродвигатель 2 установлен на шасси 1 так, что его ось вращения параллельна оси шасси 1, при этом он выполнен в виде электродвигателя постоянного тока с постоянными магнитами на редкоземельных металлах, что позволяет значительно облегчить конструкцию двигателя и выдать характеристику крутящего момента, практически не зависящего от числа оборотов. Привод 3 механизма вращения выполнен в виде многоступенчатого редуктора с цилиндрическими косозубыми колесами 9. Привод 5 винтового механизма 6 продольной подачи выполнен в виде зубчатой передачи с регулируемым ограничителем 10 крутящего момента, а резьба 11 винтового механизма 6 выполнена прямоугольной или трапециевидной, что позволяет передавать большие усилия за счет того, что этот вид резьбы обладает большей прочностью и меньшим трением по сравнению с треугольной резьбой.
Шасси 1 комплекса в общем случае может представлять собой цилиндрическую полую деталь, продольная ось которой совпадает с продольной осью борштанги. Со стороны одного из торцов шасси 1 закреплен винтовой механизм 6 продольной подачи борштанги. Привод 5 винтового механизма 6 включает свой отдельный электродвигатель 12, установленный на шасси 1, и ось его вращения параллельна оси шасси 1. На выходном валу 13 электродвигателя 12 установлена ведущая шестерня 14 привода 5 с регулируемым ограничителем 10 крутящего момента, входящая в зацепление с ведомой шестерней 15 привода 5, установленной с возможностью вращения на подшипниках 16 в корпусе 17, закрепленном на торце шасси 1.
Винтовой механизм 6 представляет собой гайку с резьбой 11, выполненной в отверстии ведомой шестерни 15 привода 5, и винт с резьбой 11, выполненной на наружной поверхности цилиндра 18 подачи, входящего в отверстие ведомой шестерни 15 и частично в цилиндрическую расточку 19 шасси 1.
На наружной поверхности цилиндра 18 подачи выполнено, по меньшей мере, два оппозитно расположенных продольных паза 20, в каждом из которых размещен на оси 21, закрепленной в корпусе 17 перпендикулярно оси шасси 1, сухарь 22, предотвращающий вращение цилиндра 18 подачи.
Кроме того, на этой же поверхности, в зоне торца цилиндра 18 подачи, установлено, по меньшей мере, три опорных элемента 23, каждый из которых выполнен в виде стакана 24, подпружиненного в сторону цилиндрической расточки 19.
При этом на другом торце цилиндра 18 подачи, выступающем из корпуса 17, установлен цанговый зажим 26 в подшипниковом узле 25 закрепления борштанги.
Механизм 4 вращения борштанги выполнен в виде втулки 27, установленной на подшипниках 28 в средней расточке шасси 1, и закрепленной на ней шестерни 29, входящей в зацепление с цилиндрическим косозубым колесом 9 редуктора привода 3.
Несущий суппорт 7 состоит из корпуса 30 с установочными лапами 31, предназначенными для закрепления на обрабатываемой детали (на чертеже не показана) сваркой или другим известным способом. В расточке корпуса 30 на подшипниках 32 установлена с возможностью вращения втулка 33. Во втулке 33 со стороны установочных лап 31 выполнена коническая расточка, в которую входит цанга 34. Для осевого перемещения цанги 34 в конической расточке, с возможностью обжатия борштанги, предусмотрена накидная регулировочная гайка 35, наворачиваемая с этой целью на втулку 33, а для возврата цанги 34 в исходное положение после отворачивания накидной регулировочной гайки 35 между торцами цанги 34 и втулки 33 установлена плоская возвратная пружина 36.
Кроме того, на корпусе 30 несущего суппорта 7 выполнена наружная посадочная коническая поверхность 37, и на этой поверхности 37, у торца меньшего диаметра, нарезаны шлицы 38.
На шасси 1 выполнена ответная охватывающая коническая внутренняя поверхность 39 и шлицы 40, входящие в зацепление с вышеупомянутыми шлицами 38, и установлены фиксирующие конусы 41 с винтовым механизмом 42, выполненные с возможностью вхождения в фасонную канавку 43, расположенную на наружной поверхности 37 суппорта 7. Это позволяет предотвратить проворачивание машины и сползание ее с несущего суппорта 7 в процессе работы.
Комплекс содержит также ограждающие элементы 44, установленные на шасси 1.
Борштанга 45 рабочего инструмента имеет продольную канавку, в которую устанавливается шпонка 46, приваренная к втулке 27 механизма 4 вращения и передающая крутящий момент от цилиндрических колес 9 привода 3 на борштангу, при этом шпонка 46 позволяет скользить борштанге вместе с цилиндром 18 продольной подачи вдоль оси втулки 27.
Борштанга 45 может быть выполнена составной, содержащей, по меньшей мере, две штанги 47, 48, соединенных между собой разъемным соединением, выполненным в виде шпинделя 49, имеющего центрально расположенную кольцевую канавку 50 и симметрично расположенные относительно последней конические хвостовики 51, 52, входящие в ответные охватывающие осевые отверстия 53, 54, выполненные с каждого торца штанги 47, 48, двух запорных муфт 55, 56 с шариками 57, 58, расположенными в полостях 59, 60, образованных кольцевой канавкой 50 шпинделя 49 и соответствующей кольцевой канавкой 61, 62, расположенной на внутренней поверхности каждой муфты 55, 56. Муфты 55, 56 со стороны одного торца имеют также наружную цилиндрическую резьбу 63, 64, входящую в ответную резьбу штанги 47, 48 с возможностью осевого перемещения последней относительно шпинделя 49, на конических хвостовиках 51, 52 которого, со стороны торцов, выполнены оппозитно расположенные лыски 65, обеспечивающие с помощью двух пар установочных винтов 66 возможность соосной установки продольных канавок каждой штанги 47, 48, при этом расстояние между смежными торцами соединяемых штанг 47, 48 не превышает длину шпонки 46 механизма вращения 4 борштанги 45.
Мобильный расточно-наплавочный комплекс работает следующим образом.
Основным преимуществом этой технологии является возможность производства работ непосредственно на месте нахождения ремонтируемого агрегата.
Технология предусматривает разборку только дефектного узла — для обеспечения доступа к восстанавливаемому отверстию.
Следующим этапом является закрепление сваркой или любым другим возможным способом центровочного комплекта. Центровочный комплект, в зависимости от типа ремонтируемой детали, устанавливается либо по двум сторонам отверстия, либо, при растачивании нескольких разнесенных друг от друга отверстий, по торцам этих отверстий. В частном случае он может представлять собой пару конусов, устанавливаемых в восстанавливаемом отверстии на борштанге, при этом один из конусов выполнен с возможностью осевого перемещения поджимаемой пружиной.
Благодаря своей конструкции центровочный комплект позволяет менять положение борштанги, проходящей по всей длине восстанавливаемой поверхности. Центровка борштанги осуществляется при помощи измерительного инструмента по наименее изношенному отверстию (стороне отверстия) или по другим базовым поверхностям.
Далее на уже отцентрованную борштангу надеваются несущие суппорты 7 и после регулировки положения и длины лапок 31 под опорную поверхность фиксируются сваркой, после чего центровочный комплект и борштанга удаляются.
Шасси 1 жестко закрепляется на одном из суппортов 7, при этом оно своей внутренней конической поверхностью 39 устанавливается на посадочную коническую поверхность 37 корпуса 30 суппорта 7, на которой имеются шлицы 38, в последние входят шлицы 40, выполненные на шасси 1, при этом фиксирующие конусы 41 с помощью винтового механизма 42 вводятся в фасонную канавку 43, расположенную на наружной поверхности 37 суппорта 7, и закрепляют шасси 1 на суппорте 7.
Это позволяет предотвратить проворачивание комплекса и сползание его с несущего суппорта 7 в процессе работы, и своим весом шасси 1 не оказывает никакого влияния на точность выполнения технологических операций.
После установки шасси 1 на несущем суппорте 7 борштанга 45 вновь вводится в центральное отверстие комплекса так, что она своим пазом входит в шпонку 46 втулки 27 механизма вращения 4, и ее конец закрепляется цанговым зажимом 26 комплекса. Далее, заворачивая накидную гайку 35 цангового зажима 8, обжимают цангой 34 борштангу 45 до такого состояния, что она не может перемещаться в осевом направлении, а после отворачивают накидную гайку 35 на одну четверть оборота так, чтобы при этом борштанга 45 могла перемещаться в осевом направлении вместе с механизмом 6 продольной подачи. Таким образом, цанговый зажим 8 несущего суппорта 7 выполняет роль второй, подвижной опоры борштанги 45.
Далее с помощью гаек ограничителя 10 крутящего момента производится регулирование величины крутящего момента, передаваемого приводом 5 винтового механизма 6 продольной подачи. Таким образом, комплекс подготавливается к работе.
После установки резца в борштанге 45 осуществляется расточка отверстия до устранения эллипсности или до требуемого диаметра.
Для наплавки борштанга 45 заменяется диэлектрическим валом с наплавочной головкой, который подключается к сварочному полуавтомату специальным переходным кабелем. Используемая газовая смесь состоит из 80% аргона и 20% углекислого газа. К сварочному полуавтомату смесь подается либо готовая напрямую через редуктор, либо через смеситель от двух баллонов, содержащих отдельно аргон и углекислый газ.
Процесс наплавки требуемого количества слоев металла создается в автоматическом режиме сварочным полуавтоматом, а комплекс обеспечивает вращение и продольное перемещение наплавочной головки. Твердость полученного слоя составляет 20-30 HRC в зависимости от силы сварочного тока, скорости вращения наплавочной головки и подачи сварочной проволоки.
По окончании процесса наплавки вновь устанавливается борштанга 45 и осуществляется черновое растачивание отверстия. После черновой проточки измерительным инструментом определяется текущий диаметр отверстия, и с помощью индикатора часового типа резец настраивается на требуемый окончательный диаметр расточки.
Затем производится контрольный замер диаметра отверстия, демонтаж борштанги 45, шасси 1 и суппортов 7, затем зачистка поверхности детали от следов сварки.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Мобильный расточно-наплавочный комплекс, содержащий привод рабочего инструмента в виде борштанги или диэлектрического вала с наплавочной головкой, шасси, установленные на нем приводы механизма вращения и механизма продольной подачи борштанги с соответствующими двигателями, и закрепляемые на обрабатываемой детали по меньшей мере два суппорта, из которых один несущий суппорт выполнен с возможностью установки на него шасси, отличающийся тем, что он снабжен быстроразъемным конусным соединением шасси с несущим суппортом, имеющим цанговый зажим, установленный во вращающейся втулке суппорта.
2. Комплекс по п.1, отличающийся тем, что быстроразъемное конусное соединение шасси с суппортом образовано охватываемой конической наружной поверхностью суппорта и ответной охватывающей конической внутренней поверхностью шасси с установленными на нем фиксирующими конусами, выполненными с возможностью вхождения в фасонную канавку, расположенную на наружной поверхности суппорта.
3. Комплекс по п.2, отличающийся тем, что на охватываемой конической наружной поверхности суппорта и ответной охватывающей конической внутренней поверхности шасси выполнены шлицы, образующие шлицевое соединение, предохраняющее шасси от проворота.
4. Комплекс по п.1, отличающийся тем, что механизм продольной подачи борштанги выполнен винтовым с прямоугольной или трапециевидной резьбой, а его привод — в виде зубчатой передачи с регулируемым ограничителем крутящего момента.
5. Комплекс по п.1, отличающийся тем, что привод механизма вращения борштанги выполнен в виде многоступенчатого редуктора с цилиндрическими косозубыми колесами.
6. Комплекс по п.5, отличающийся тем, что двигатель привода механизма вращения борштанги выполнен в виде электродвигателя постоянного тока с постоянными магнитами на редкоземельных металлах.
7. Комплекс по п.5, отличающийся тем, что двигатель привода механизма вращения борштанги выполнен в виде гидромотора.
8. Комплекс по любому из пп.1-7, отличающийся тем, что борштанга выполнена составной, включающей, по меньшей мере, две штанги, соединенные между собой разъемным соединением, выполненным в виде шпинделя, имеющего центрально расположенную кольцевую канавку, и симметрично расположенные относительно последней конические хвостовики, входящие в ответные охватывающие осевые отверстия, выполненные с каждого торца штанги, двух запорных муфт с шариками, расположенными в полостях, образованных кольцевой канавкой шпинделя и соответствующей кольцевой канавкой, расположенной на внутренней поверхности каждой муфты, имеющей также наружную цилиндрическую резьбу, входящую в ответную резьбу штанги с возможностью осевого перемещения последней относительно шпинделя, на конических хвостовиках которого, со стороны торцов, выполнены оппозитно расположенные лыски для сосной установки продольных канавок каждой штанги, при этом расстояние между смежными торцами соединяемых штанг не превышает длину шпонки механизма вращения борштанги.
www.freepatent.ru
Мобильный расточной станок Пионер, Мобильный расточно-наплавочный комплекс «Пион»
Остались вопросы?
Оставьте заявку,
Наши специалисты подберут подходящее оборудование и оснастку для выполнения ваших производственных задач
Являясь прямыми производителями данного оборудование мы можем предложить вам самую низкую цену
- Диаметр наплавки от 50 до 500 мм** возможна наплавка внутренних и наружных диаметров
до 600 мм. - Рабочий ход борштанги 200 мм*
* возможно изготовление станка с другой длиной рабочего хода по желанию заказчика (опция) - Длина наплавочного вала 1000 мм** возможно изготовление наплавочного вала
любых размеров по желанию заказчика (опция) - Частота вращения от 0 до 60* об/мин
- Подача от 0 до 1,0* мм/об (от 0 до 250мм/мин)
- Регулирование подачи плавное
- Ускоренная подача есть
- Подача от 0,5 до 8,0* мм/об (от 0 до 250мм/мин)
- Питание 220 В, 50Гц
- Наплавка спиральная непрерывная
- Габаритные размеры наплавочной установки 550х100х190 мм*
Мобильный наплавочный станок СТАНЭКСПЕРТ-МНС59 предназначен для внутренней наплавки цилиндрических отверстий и наружных цилиндрических поверхностей различной спецтехники, машин, механизмов, и оборудования диаметром от 50 до 600 мм.
Наши специалисты готовы ответить на все ваши вопросы и подобрать оптимальный вариант комплектации станка для решения вашей производственной задачи
Спасибо за информацию! В ближайшее время наши специалисты свяжутся с вами.
Мобильный расточной станок ПИОНЕР-2
Мобильный наплавочный станок СТАНЭКСПЕРТ-МНС59 и СТАНЭКСПЕРТ-МНС59 Эконом
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Приглашаем на демонстрацию оборудования на нашу ремонтную базу
Наша компания специализируется на производстве мобильных расточных и наплавочных станков, а также ремонте с применением технологий расточки наплавки
Основным преимуществом данного метода проведения ремонтных работ — является ремонт непосредственно по месту нахождения ремонтируемой детали без демонтажа узла. Как правило это экономит 80 % времени на проведении ремонтно-восстановительных работ.
СПЕЦТЕХНИКА
Восстановление изношенных отверстий на стрелах экскаваторов, проушин на ковшах фронтальных погрузчиков и экскаваторов, шарнирные сочленения на бульдозерах, любые отверстия под пальцы
Восстановление отверстий передний, и задней полурамы и проушины ковша трактора К701
Подбор оборудования
- Рабочий ход борштанги 470 мм, возможно изготовление станка с другой длиной рабочего хода по желанию заказчика
- Частота вращения от 0 до 300* об/мин
- Регулирование частоты вращения плавное, бесступенчатое
- Реверс вращения шпинделя и подачи есть
- Подача от 0 до 3,0* мм/об
- Регулирование подачи плавное, бесступенчатое
- Питание 220 В, 50Гц
- Сервомотор 3000 об/мин, с редуктором/1,8кВт*
- Мотор-редуктор постоянного тока, повышенной мощности /0,7кВт**
- max Момент вращения на валу 250 Н.м*
- Габаритные размеры электро- механического агрегата 600х250х400мм*
Сферы применения
Мобильный расточной станок «ПИОНЕР-2» предназначен для расточки изношенных отверстий спецтехники (проушин ковшей экскаваторов, рукоятей стрел, посадочных мест под подшипники и пр.) и различного промышленного оборудования диаметром от 25 до 400 мм.
Доставка по всей России и странам таможенного союза
Мобильный портативный расточной станок ПИОНЕР, проточка наружного диаметра ступицы
Восстановление отверстий стабилизатора под сайлент блоки
Станки в работе
Мобильный расточно-наплавочный комплекс ПИОН, демонстрация работы
Наши преимущества
Мобильный расточно наплавочный комплекс ПИОН, восстановление отверстий ковша
Различное оборудование
Ремонт энергетического оборудования, горнодобывающей промышленности, дорожно-строительного оборудования, тяжелой индустрии,энергетической технике, подъемно-транспортных агрегатов, землеройной техники, обогатительного технического оборудования, а также конвейеров и прокатных станов в металлургической индустрии и на предприятиях тяжелой промышленности
Железодорожный транспорт
Узлы и агрегаты локомотивов, вагонов, блоки двигателей и прочее
чтобы получить бесплатную консультацию технического специалиста
Мобильный расточно-наплавочный комплекс ПИОН предназначен для наплавки и расточки изношенных отверстий (проушин ковшей экскаваторов, рукоятей стрел, посадочных мест под подшипники и пр.) а также наплавки и проточки наружных поверхностей (посадочных шеек валов, ступиц и т.п.) диаметром от 45 до 400 мм (от 22 до 600мм с применением дополнительной оснастки).
- Рабочий ход борштанги 350 мм, возможно изготовление станка с другой длиной рабочего хода по желанию заказчика
- Частота вращения от 0 до 250* об/мин
- Регулирование частоты вращения плавное, бесступенчатое
- Реверс вращения шпинделя и подачи есть
- Подача от 0 до 1,0* мм/об (от 0 до 250мм/мин)
- Регулирование подачи плавное, бесступенчатое
- Ускоренная подача есть
- Максимальная глубина проточки неограниченна (зависит от длины борштанги)
- Питание 220 В, 50Гц
- Максимальная потребляемая мощность 3,5 кВт*
- Электродвигатель вращения, тип/мощность Серводвигатель 3000 об/мин /1,8кВт*
- Электродвигатель подачи, тип/мощность Серводвигатель 3000 об/мин/0,8кВт*
- max Момент вращения на валу 250 Н.м*
- Габаритные размеры электро- механического агрегата 600х250х434 мм*
Мобильный расточно-наплавочный комплекс Станэксперт МРНК ПИОН
Основные технические характеристики
- Рабочий ход подвижной каретки – 400мм*;
- Электропитание — 220В 50Гц*;
- Работает в любом пространственном положении: горизонтально, вертикально, под углом;
- Диаметр растачиваемых отверстий зависит от крутящего момента используемой в качестве привода дрели;
- Недорогой, портативный, мощный, легкий в эксплуатации;
- Габаритные размеры станка 620х230х350мм*;
- Вес каретки без привода Пионера — 18 кг*, Тармана — 13 кг.*
Мобильные расточные станки Пионер и Тарман предназначены для расточки изношенных отверстий (проушин ковшей экскаваторов, рукоятей стрел, посадочных мест под подшипники и пр.) и проточки наружных поверхностей ( посадочных шеек валов, ступиц
и т.п.) диаметром от 22 до 400 мм.
Проводим бесплатное обучение персонала по работе с оборудованием на нашей ремонтной базе
Отзывы наших клиентов
Производим и продаем станки
для восстановления изношенных отверстий и наружных поверхностей спецтехники и оборудования диаметром
от 22 до 600 мм
Мобильный расточно наплавочный комплекс ПИОН
Судостроение и судоремонт
Восстановление отверстий под гребные винты рули и прочее
Оказываем бесплатную техническую поддержку во время и после Гарантийного срока
География наших клиентов
Этапы работы мобильными расточными станками
Мобильные расточные станки ПИОНЕР и ПИОНЕР-М
Производимое нами оборудование
www.stanexpert.ru
| Базовая цена (стандартная комплектация) | от 75 000 р. | от 286 000 р. | от 371 000 р. |
| Диаметр расточки | 36 — 200 мм | 46 — 400 мм | 40 — 450 мм |
| Возможна расточка диаметром от 25 мм с применением борштанги и втулок меньшего размера | |||
| Рабочий ход борштанги | 400 мм | 500 мм | 208 мм |
| Возможно увеличение рабочего хода борштанги по желанию заказчика | |||
| Диаметр борштанги | 30 мм | 40 мм | — |
| Возможно применение борштанг 20/30/40/60/80 мм | |||
| Длина борштанги | 1200 мм | 2000 мм | — |
| возможна установка борштанги любых размеров по желанию заказчика | |||
| Частота вращения | В зависимости от электропривода | от 0 до 250 об./мин. | от 0 до 250 об./мин. |
| Подача | Ручная | С пульта управления / Ручная | от 0 до 1,0 мм/об. |
| Регулирование частоты вращения | В зависимости от электропривода | Плавное бесступенчатое | Плавное бесступенчатое |
| Реверс шпинделя | В зависимости от электропривода | Есть | Есть |
| Максимальная глубина расточки | Не ограничена, зависит от борштанги | ||
| Точность обработки | H7 | H7 | — |
| Питание привода | 220В 50Гц | 220/380В 50 Гц | 220 В 50 Гц |
| Наплавка | — | — | Спиральная непрерывная |
| Электродвигатель вращения тип/мощность |
Рекомендуемые электродрели: Rebir IE-1206-16_2000ER, Eibenstock EHB 32/2.2 R R/L, METABO B 32/3, Bosch GBM 32-4, Felisatti DMF32/1600VSE и им подобные |
Серводвигатель Mitsubishi 3000 об./мин., 1,5 кВт | Серводвигатель Mitsubishi 3000 об./мин., 0,6 кВт |
| Электродвигатель подачи тип/мощность | ручная | Серводвигатель Mitsubishi 3000 об./мин., 0,6 кВт | Серводвигатель Mitsubishi 3000 об./мин., 0,6 кВт |
| Доставка | Бесплатная доставка до транспортной компании | Бесплатная доставка до транспортной компании | Бесплатная доставка до транспортной компании |
| Наличие и сроки изготовления | В наличии | В наличии | В наличии |
rastochkanaplavka.ru
Мобильные расточно-наплавочные комплексы Supercombinata
Для работ по восстановлению отверстий используется расточно наплавочный комплекс. С его помощью также восстанавливаются проушины и посадочные места.
Это делается на различной технике: тракторы, ковши, харвестеры, форвардеры – список велик. У нас вы сможете найти расточно наплавочный комплекс, купить который наша компания предлагает по выгодной цене.
Мобильный расточно-наплавочный комплекс
Именно передвижной расточно наплавочный комплекс представляет особый интерес. Для владельцев поломанной техники перевозка оборудования влечёт за собой определённые затраты.
Преимущества налицо – мобильный комплекс можно взять с собой из сервисного центра и провести необходимые работы на месте. Кроме такого преимущества, как мобильность, выделяются следующие:
- Высокая мощность (около 1800 Вт).
- Надёжность.
- Функциональность.
Расточно-наплавочный станок позволяет производить множество восстановительных работ в короткие сроки.
Supercombinata SC1 40/1: цена и результат
Одной из самых популярных моделей становится расточно-наплавочный комплекс Supercombinata SC1 40/1, цена которого вас приятно удивит. Чем он отличается:
- Наплавка и расточка отверстий 40-400 мм.
- Двигатель 1800 вт, 4-скоростная коробка передач.
- Возможность оснащения дополнительными комплектами для выполнения других задач.
На модель оборудования Supercombinata SC1 40/1 цены невелики, и он отлично справляется со своими задачами, данная модель является востребованной.
Особенности наплавочно-расточного оборудования и цены на него
Кроме рассмотренного выше комплекса Supercombinata SC1 40/1, мы также предлагаем следующие модели:
- Supercombinata Easy – комплекс, который рассчитан на диаметры 32-250 мм. Высокий моторесурс, 2-ступенчатая коробка передач, простой пульт управления.
- Supercombinata SC2 60 1 – комплекс, позволяющий работать с отверстиями 62-600 мм. Трансмиссия с шестеренчатым механизмом вращения, ручная/автоматическая подача, суппорт, обеспечивающий максимальную стабильность.
Расточно-наплавочный комплекс стоит купить в нашей компании!
Если вас заинтересовало приобретение расточно-наплавочного комплекса, купить его можно в нашей компании. Гарантированы следующие преимущества:
- Невысокая цена на оборудование от ведущих поставщиков, на любой наплавочно-расточной комплекс цена устраивает наших клиентов.
- Качественное оборудование. Гарантирована долговечная эксплуатация и сервисное обслуживание.
- Товар всегда в наличии. Все модели мобильного расточно-наплавочного комплекса имеются на складе и готовы к продаже.
- Консультации при покупке. Поможем выбрать достойный аппарат и расскажем подробно об особенностях его работы.
Цены на комплексы оборудования остаются всегда приемлемыми, и его покупка определённо представляет выгоду. Закажите оборудование и обеспечьте удобство выполнения расточно-наплавочных работ!
1m63.ru
|
Двигатель вращения
Двигатель подачи
Электронный блок управления
|
1m63.ru
|
Технические характеристики AVANTECHNO 411, 611
|
Отзыв о работе Диплом и золотая медаль Международной Отзыв о работе Авторизация представления продукции «CLIMAX» Авторизация представления продукции «MIRAGE MACHINES» Руководство по эксплуатации |
avanto.ru
Наплавка и восстановление отверстий — официальный дилер SirMeccanica в России, расточные и фрезерные станки, оборудование для наплавки
Официальным дилер завода SirMeccanica в России.
Оборудование для наплавки металлаи сварки, оборудование для расточки, станки глубокого сверления и расточки отверстий.
Восстановление отверстий с помощью специализированной техники позволяет довести геометрию изделия до необходимых параметров после его естественного износа, расшатывания, увеличения диаметра ввиду истирания слоя металла, или вследствие поломки.
Компания «ТСК Новатор» представляет Вашему вниманию оборудование, предназначенное для проведения подобных операций.
Мы являемся официальным дилером, поставщиком оборудования по восстановлению отверстий: расточно-наплавочных комплексов SirMeccanica.
Мы предлагаем купить:
- оборудование для сварки и наплавки
- оборудование для наплавки металла
- оборудование для расточки
- станки глубокого сверления и расточки
- станки глубокой расточки
- инструмент для расточки отверстий в металле
- мобильный станок для расточки глубоких отверстий
- мобильный станок для расточки отверстий
- станки для расточки отверстий
Применение расточно-наплавных комплексов для восстановления отверстий
Оборудование — расточно-наплавочные комплексы WS3, WS2 — позволяет совершать ряд следующих операций:
- Восстанавливать отверстия и производить их расточку и наплавку. Речь идет о создании рабочих отверстий различной геометрии и диаметра, как то: отверстий на стрелах кранов, проемов под пальцы, углублений под крепления и так далее;
- Создавать соосную координированную расточку зеркальных типов изделий, поверхности должны располагаться друг от друга на расстоянии не более 2,5 метров;
- Восстанавливать посадочные места для подшипников, цапф, редукторов;
- Торцевать бобышки, приливы, производить резьбу и сверление;
- Ремонтировать блоки двигателя и производить массу аналогичных операций.
Использование оборудования для восстановления отверстий может пригодиться в самых различных отраслях хозяйства:
- В строительстве и ремонтных работах;
- В машиностроении и создании металлоконструкций;
- В сфере горнодобывающей промышленности;
- В области ремонта машин, аэро- и водной техники;
- В нише ремонта и создания станков, механизмов и рабочего оборудования.
Чаще всего потребность в ремонте возникает при износе отверстий в рукоятях ковшей и проушин экскаватора, соединениях деталей, в креплениях, ходовой раме и стрелах башенных кранов, в посадке под цапфу экскаваторов и тому подобных деталей.
Технология применения расточно-наплавочного оборудования очень проста, и обуславливает малые габариты и высокую производительность изделий.
Комплекс за счет специальных кронштейнов крепится на любой поверхности, вертикальной или горизонтальной. Прочность положения обеспечивает крепкий замочный механизм. На точность обработки деталей положение оборудования не влияет. Деталь для обработки размещается напротив отверстий центровочного комплекта либо по его сторонам. Комплект может менять положение во время процесса распиловки, что задается параметрами настройки оборудования.
Центровка борштанги осуществляется с помощью ПО контурам наименее изношенных частей детали. После процесса центровки на борштанге крепятся суппорты и фиксируются сваркой. Центровочный комплект удаляется.
Сварка осуществляется с помощью смеси 80% аргона и 20% углекислого газа. Полученная твердость стали составляет 20-35 HRC. После процесса наплавки снова устанавливается борштанга и производится формирующая расточка изделия.
Все оборудование сертифицировано, имеются гарантийные документы и инструкции. Звоните, чтобы получить дополнительную информацию и приобрести расточно-наплавочные комплексы WS3, WS2.
naplavka.com