Методы стыковки и ремонта конвейерной ленты на предприятии
С необходимостью стыковки конвейерной ленты предприятия сталкиваются в трех случаях: при повреждении полотна, добавлении новой секции к транспортеру или когда нет возможности установить на конвейер готовую ленту. И во всех трех приходится выбирать, каким методом соединять полотна.
Методы соединения
Для стыковки конвейерных лент традиционно используются три метода:
-
Холодная вулканизация
-
Горячая вулканизация
-
Механическое соединение.
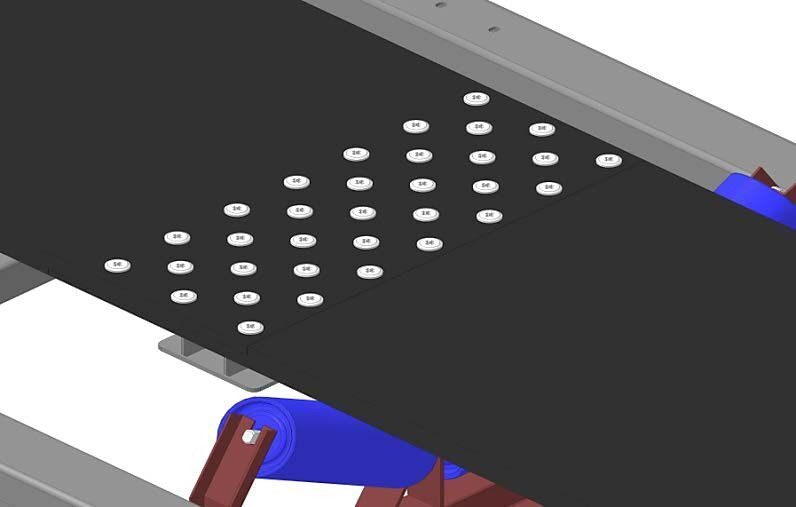
Холодная вулканизация — одна из самых простых технологий. Все делается за несколько часов и без специального оборудования: не снимая ленту с конвейера ее послойно разделывают в виде ступеней, оба конца промазывают клеевым составом с межслойной сушкой, после чего ступень за ступенью соединяют.
Стык несколько раз прикатывают роликом по направлению к краям и простукивают молотком. Клеем промазывают фаски и шов стыка, после чего на шов накладывается заплатная полоса и снова прокатывается. Грубый переход от заплатки к ленте шлифуется ручным инструментом.
При горячей вулканизации подготовка идет по тому же принципу, но ленту с конвейера приходится снимать и укладывать на стол, затем с помощью струбцин и лебедки стягивать свободные концы с перехлестом порядка 1,5 ширины. Разделанные участки стыка промазываются клеевым составом, на стык кладется прослоечная резина, добавляется обкладочная и собранный стык заправляется в вулканизационный пресс. При давлении пресса 0,8-1,2 МПа (8-12 кгс/см²) и t 151 ± 5 ºС на вулканизацию каждых 10 мм необходимо 30 минут.
При механической стыковке концы двух полотен стягивает металлический крепеж. Он может быть неразборным, например, заклепочным или болтовым, а также разборным: шарнирным болтовым, анкерным (проволочным), скобовым, типа Alligator и Flexco.
Надежность разных методов соединения конвейерных лент
Вулканизация по горячей технологии позиционируется как самый надежный метод — 90% прочности целой ленты. Однако при стыковке по горячему, особенно двухслойных полотен, малейшее нарушение технологии приводит к разрывам. Также одной из частых причин разрыва вулканизированного стыка становится вытягивание каркаса ленты при нагрузке.
Холодная вулканизация дает лишь 70% прочности ленты, допустима для конвейеров с рабочим диапазоном температур –45 °С до +80 °С и не работает при сильной запыленности.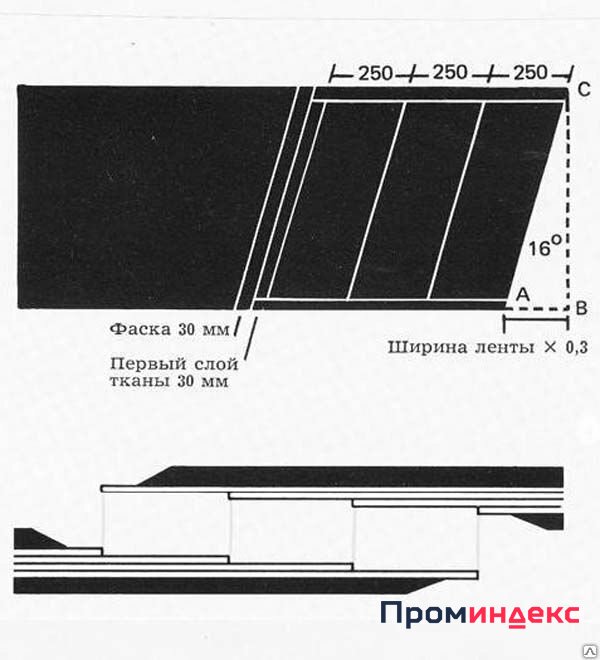
Метод механической стыковки — самый быстрый. В среднем на монтаж стыка пластиковой, ПВХ или резинотканевой ленты уходит 1 час, после чего конвейер можно сразу запускать. Именно скорость делает механическую стыковку методом первого выбора для конвейеров, где:
-
недопустим простой более 2-3 часов,
-
требуется регулярный демонтаж ленты для очистки,
-
периодически меняется количество сегментов.
Металлические соединители обеспечивают плотный стык (без зазоров) и надежно скрепляют полотна толщиной 0,8 мм-12,7 мм на конвейерах с номинальной силой натяжения 50-350 H/мм. Проблему искрения при прохождении по роликам решают специальные сплавы. Там, где есть опасность возгорания, например, на зерновых элеваторах, для соединения лент используют крепления из нержавеющей стали, сплава меди и кремния.
В силу надежности и универсальности, для конвейеров нашего производства мы используем именно механическое соединение. Но если у вас особая задача и специфические требования к стыковке, проконсультируйтесь с нашими специалистами. Отправьте письмо на e-mail [email protected] или позвоните по тел. +7(473)262-23-84: найдем решение и предложим оптимальный по стоимости и технической исполняемости вариант.
Стыковка конвейерных лент: способы соединения
- Механическое соединение без вулканизации
- Холодная вулканизация
- Горячая вулканизация
Одна из главных частей конвейерной линии – лента. Изготавливают их из специальных материалов на основе резины, отличающихся уровнем эластичности, прочности и избираемости. Используют два основных вида лент – общего назначения, использующиеся преимущественно с сыпучими грузами, и специальные. Второй тип ленты предназначен для эксплуатации в условиях повышенной температуры, в химически агрессивной среде, под крутым углом наклона, во взрыво- и пожароопасной атмосфере.
Стыковка конвейерных лент требуется при ремонте, изменении конфигурации технологической линии и для решения других задач. В составе конвейерных линий, в основном, используют резинотканевые ленты, состоящие из внутреннего и внешнего слоев. Внутренняя часть – армирующая ткань и резиновая прокладка, внешняя – слой стойкой к истиранию плотной резины. Ткань используют натуральную, синтетическую, упрочненную полимерными и другими пропитками. Также используют резинотросовую ленту, внутри которой скрыты стальные тросы, значительно усиливающие прочность и обеспечивающие долговечность эксплуатации. Способы соединения конвейерных лент определяются материалом изготовления, конструктивными особенностями и эксплуатационными требованиями.
По внешнему виду ленты тоже отличаются. По этому признаку они подразделяются на:
- гладкие – для штучных грузов и упаковок;
- рифленые – для сыпучих грузов;
- с перегородками – для работы под наклоном.
Соединение конвейерной ленты производится таким способом, чтобы не потерять ни прочности, ни функционала конвейера. Выпущенные согласно требованиям ГОСТ 20-85 или ТУ 2561-216-00149-245-96, ТУ 38 305146-01 и других стандартов ленты из резинотканевых материалов при отличии в характеристиках и свойствах, соединяют одним из трех методов:
Выпущенные согласно требованиям ГОСТ 20-85 или ТУ 2561-216-00149-245-96, ТУ 38 305146-01 и других стандартов ленты из резинотканевых материалов при отличии в характеристиках и свойствах, соединяют одним из трех методов:
- механическим;
- горячей вулканизации;
- холодной вулканизации.
Все способы соединения эффективны и надежны, но каждый из них обладает своими особенностями, которые необходимо учитывать в работе. Рассмотрим каждый из способов отдельно.
Механическое соединение без вулканизации
Это самый быстрый метод соединения, но не самый надежный. Срок эксплуатации сращенной полосы при помощи болтов, заклепок или шарнирных элементов не обеспечивает требуемой надежности и приводит к ускоренному износу, как самой ленты, так и деталей конвейера. Механическое соединение конвейерных лент привлекательно тем, что работы можно вести при любой погоде, в помещении и на улице, без использования сложного оборудования.
Для соединения фрагментов используют разъемные и неразъемные детали.
Механическая стыковка конвейерных лент обладает рядом преимуществ. Это:
- скорость работы;
- недорогие комплектующие;
- возможность работы в запыленных условиях и на улице;
- применимость метода, как для временного ремонта, так и для длительной эксплуатации;
- удобность применения для конвейеров с переменной длиной полосы.
К недостаткам можно отнести невысокую, по сравнению с вулканизацией, прочность, возможное повреждение металлических роликов, опасность образования искр, негерметичность стыка, что создает риск просыпания груза.
Холодная вулканизация
Более сложные методы стыковки конвейерных лент связаны с вулканизацией. Холодный, по своей технической сути, это склеивание слоев специальными составами. Перед склейкой необходимо разделить ленту по слоям, очистить фрагменты от пыли и склеить двухкомпонентным клеем под прессом. Обычно используются клеевые смеси Continental ContiTech Conti Secur BFA или REMA TIP TOP SC 4000 CEMENT.
Работы производятся при температуре не ниже +5оС в сухом чистом помещении при нормальной влажности. Особые требования выдвигаются к зачистке контактных поверхностей и соблюдению временных интервалов. Полимеризация клея происходит на протяжении 20 часов, в течение которых конвейер остается неподвижным.
После холодной вулканизации остаточная прочность составляет около 70% от первоначальной. Этого вполне достаточно для эксплуатации конвейера в рабочем режиме. Одно из преимуществ такого метода ремонта ленты – нет необходимости снимать ленту с конвейера. Способ доступный для любой ширины полосы. Работы производятся медленнее, чем соединение конвейерной ленты механическим способом, но обеспечивают более высокий уровень надежности.
Работы производятся медленнее, чем соединение конвейерной ленты механическим способом, но обеспечивают более высокий уровень надежности.
Горячая вулканизация
Самый надежный, но и самый сложный метод – горячая стыковка конвейерных лент. Суть работы состоит в послойной разделке материала, зачистке и нанесении специальных каучуковых составов на плоскости стыка. Затем зона вулканизации прогревается до высокой температуры и запрессовывается. Материал полосы и вулканизирующих составов сплавляются практически до монолитного состояния и образуют прочный стык, уступающий цельной ленте в стойкости к растяжению и разрыву не более 10%. Стыковка конвейерной ленты горячей вулканизацией обеспечивает:
- прочность;
- равномерную толщину полотна;
- герметичность;
- гибкость полотна;
- долговечность.
Работы по высокотемпературной склейке можно проводить на улице, в условиях запыленности и некоторого повышения влажности. Способы стыковки конвейерной ленты, требующие нагревания и давления, используют с применением специального оборудования. При большой ширине полосы ее необходимо демонтировать и доставить в ремонтный цех. Это несколько увеличивает сроки выполнения работ, но надежность и длительность эксплуатации полностью компенсируют простой.
Способы стыковки конвейерной ленты, требующие нагревания и давления, используют с применением специального оборудования. При большой ширине полосы ее необходимо демонтировать и доставить в ремонтный цех. Это несколько увеличивает сроки выполнения работ, но надежность и длительность эксплуатации полностью компенсируют простой.
Популярные методы и процедуры сращивания конвейерных лент
Блог
Используемые ленточные конвейеры
Что такое сращивание конвейерных лент и их популярные методы
JM Industrial 0
сращивание конвейерной ленты, методы сращивания конвейерной ленты, механическое сращивание конвейерной ленты, способ сращивания конвейерной ленты, что такое сращивание конвейерной ленты 900
 Эта система обработки материалов играет решающую роль в транспортировке сыпучих материалов, включая зерно, соль, уголь, руду и песок. Конвейерные ленты, являющиеся важным компонентом тяжелой промышленности, должны постоянно работать оптимально и без сбоев. Поскольку минимальное время простоя и максимальная производительность стали главным приоритетом для различных производителей, обслуживание отдельных частей конвейера имеет первостепенное значение. Критически важной областью любой конвейерной системы являются ее соединения. Эксплуатационная надежность и функциональность 9Конвейерная лента 0020 определяется качеством ее стыков. Однако все соединения со временем изнашиваются, и почти 80 процентов всех отказов конвейерных лент происходят из-за неправильного соединения. Именно здесь возникает важность сращивания конвейерной ленты . Что такое сращивание конвейерной ленты и , какие методы сращивания конвейерной ленты популярны сегодня?
Эта система обработки материалов играет решающую роль в транспортировке сыпучих материалов, включая зерно, соль, уголь, руду и песок. Конвейерные ленты, являющиеся важным компонентом тяжелой промышленности, должны постоянно работать оптимально и без сбоев. Поскольку минимальное время простоя и максимальная производительность стали главным приоритетом для различных производителей, обслуживание отдельных частей конвейера имеет первостепенное значение. Критически важной областью любой конвейерной системы являются ее соединения. Эксплуатационная надежность и функциональность 9Конвейерная лента 0020 определяется качеством ее стыков. Однако все соединения со временем изнашиваются, и почти 80 процентов всех отказов конвейерных лент происходят из-за неправильного соединения. Именно здесь возникает важность сращивания конвейерной ленты . Что такое сращивание конвейерной ленты и , какие методы сращивания конвейерной ленты популярны сегодня?Что такое соединение конвейерных лент?
Стыковка конвейерных лент в простом определении включает процесс , соединяющий два обрезанных конца конвейерной ленты для восстановления общей производительности и долговечности ленты. Этот процесс обычно выполняется в случае новой установки, программ восстановления, технического обслуживания или во время ремонта.
Этот процесс обычно выполняется в случае новой установки, программ восстановления, технического обслуживания или во время ремонта.
Знайте о двух популярных методах сращивания конвейерных лент
Сращивание конвейерных лент выполняется с использованием нескольких химических или механических процедур. Ниже приведены два популярных метода соединения конвейерных лент , используемых сегодня:
- Механическое сращивание: Механическое сращивание — это универсальное решение, использующее систему механических креплений для создания надежных соединений. Идеально подходит для всех типов ремней любой ширины, толщины, длины, скорости и натяжения, технология механического соединения идеально подходит для любого типа ремня. По сравнению с другими методами сращивания, механические крепления можно быстро установить за несколько минут с помощью молотка или модифицированного монтажного инструмента с электрическим или пневматическим источником энергии.
 Механическое соединение помогает сократить количество отходов ремня и идеально подходит как для новых, так и для старых изношенных ремней. Вы можете выполнять механическое соединение конвейерных лент в любом месте без предварительной подготовки, так как на это не влияют температура, срок хранения, остатки или уровень влажности. В случае, если вы выберете механическое соединение, убедитесь, что работу выполняет опытная рука, которая знает, как определить правильный тип крепежа для приложения. Это необходимо для обеспечения максимального срока службы и производительности соединения.
Механическое соединение помогает сократить количество отходов ремня и идеально подходит как для новых, так и для старых изношенных ремней. Вы можете выполнять механическое соединение конвейерных лент в любом месте без предварительной подготовки, так как на это не влияют температура, срок хранения, остатки или уровень влажности. В случае, если вы выберете механическое соединение, убедитесь, что работу выполняет опытная рука, которая знает, как определить правильный тип крепежа для приложения. Это необходимо для обеспечения максимального срока службы и производительности соединения.
 Механическое соединение помогает сократить количество отходов ремня и идеально подходит как для новых, так и для старых изношенных ремней. Вы можете выполнять механическое соединение конвейерных лент в любом месте без предварительной подготовки, так как на это не влияют температура, срок хранения, остатки или уровень влажности. В случае, если вы выберете механическое соединение, убедитесь, что работу выполняет опытная рука, которая знает, как определить правильный тип крепежа для приложения. Это необходимо для обеспечения максимального срока службы и производительности соединения.
Механическое соединение помогает сократить количество отходов ремня и идеально подходит как для новых, так и для старых изношенных ремней. Вы можете выполнять механическое соединение конвейерных лент в любом месте без предварительной подготовки, так как на это не влияют температура, срок хранения, остатки или уровень влажности. В случае, если вы выберете механическое соединение, убедитесь, что работу выполняет опытная рука, которая знает, как определить правильный тип крепежа для приложения. Это необходимо для обеспечения максимального срока службы и производительности соединения.- Вулканизация: Это сложная процедура, которая выполняется с использованием тепла и/или химических веществ. Этот процесс требует не только определенной температуры, сжатия и времени выдержки оборудования, но также требует специальных инструментов, опыта и чистой и контролируемой среды, в отличие от процесса механического сращивания. Весь процесс вулканизации ремня занимает несколько часов, а также требует тщательной подготовки перед процессом. Процесс вулканизации обычно не рекомендуется, если ремень старый, грязный или неравномерно изношенный. Как правило, более прочное, чем механическое соединение, вулканизационное соединение обычно проводится персоналом, хорошо знакомым с растворителями, связующими материалами и другими материалами покрытия и наполнителя. Существует два типа вулканизации и следующие:
- Горячая вулканизация : В этом методе соединения создаются с использованием тепла и давления в нагретых прессах. Этот метод стыковки эффективен, но трудоемок и подходит для всех типов лент разной толщины и ширины. Этот метод изготовления ремня создает прочные и долговечные соединения по сравнению с другими методами соединения ремней.
- Холодная вулканизация: Холодная вулканизация — это надежный метод соединения, при котором для соединения резиновых концов используются химические вещества. Процесс требует надежных ручных инструментов и высококачественных связующих веществ.
Оба эти метода стыковки конвейерных лент включают несколько сложных этапов, поэтому их должен выполнять квалифицированный рабочий. Поставщик услуг, выполняющий процедуру сращивания, должен быть в состоянии объяснить плюсы и минусы каждого метода сращивания, а также должен быть в состоянии определить тип метода сращивания для ленточного конвейера. Кроме того, когда вы хотите купить подержанные конвейерные ленты, убедитесь, что соединение находится в хорошем состоянии. На всякий случай купите такой неиспользованный или бывшая в употреблении конвейерная лента из надежного источника, такого как JM Industrial, который предлагает бывшие в употреблении конвейерные ленты оптимального качества для погрузочно-разгрузочных работ.
 Процесс вулканизации обычно не рекомендуется, если ремень старый, грязный или неравномерно изношенный. Как правило, более прочное, чем механическое соединение, вулканизационное соединение обычно проводится персоналом, хорошо знакомым с растворителями, связующими материалами и другими материалами покрытия и наполнителя. Существует два типа вулканизации и следующие:
Процесс вулканизации обычно не рекомендуется, если ремень старый, грязный или неравномерно изношенный. Как правило, более прочное, чем механическое соединение, вулканизационное соединение обычно проводится персоналом, хорошо знакомым с растворителями, связующими материалами и другими материалами покрытия и наполнителя. Существует два типа вулканизации и следующие:
Предыдущий пост
Следующий пост
Процедура сращивания конвейерной ленты
При работе с любой конвейерной лентой забота о ней равна результату. Проверка качества, техническое обслуживание и высококачественное соединение ремней для ремонта продлевают срок службы любого ремня для тяжелых условий эксплуатации. Некачественные и постоянные неудачные исправления конвейерной ленты снизят производительность и замедлят вашу работу.
Некачественные и постоянные неудачные исправления конвейерной ленты снизят производительность и замедлят вашу работу.
Компания Blair Rubber является надежным производителем материалов для сращивания ремней Grade I/II, MSHA, неопрена, нитрила, EPDM и SBR.
Несмотря на то, что существует несколько различных методов соединения лент, мы рекомендуем горячую вулканизацию. Этот метод использует тепло и давление для приклеивания ремонтных материалов к поврежденным участкам. Хотя это и не самый дешевый и быстрый метод, стыковка конвейерной ленты горячей вулканизацией является лучшим подходом для долговременного ремонта.
Вот несколько советов, которые помогут вам в следующем проекте соединения конвейерной ленты горячей вулканизацией.
Ранний ремонт
Своевременное обнаружение потенциальной проблемы может иметь решающее значение с помощью соединения ремней.
Раннее выявление проблемной зоны позволяет быстрее и проще выполнять сварку. Крупномасштабный ремонт или несколько соединений потребуют больше времени, усилий и внимания, чтобы убедиться, что они выполнены правильно, и не вызовут повторной проблемы.
Регулярный осмотр конвейерной ленты позволит вам выявить проблемные зоны и выполнить стыковку ленты, когда это станет возможным.
Надлежащие условияДля обеспечения качественного и надежного сращивания лент необходимы чистота рабочего места и осторожное использование надлежащих инструментов и продуктов.
Конвейерная лента должна быть чистой и сухой. Удалите все маслянистые и жирные вещества и промойте ремень водой, чтобы удалить другие загрязнения.
Не пытайтесь ремонтировать конвейерную ленту в условиях сильной жары или холода и избегайте других погодных условий, таких как дождь, снег и сильный ветер.
Качественная резкаПравильное применение начинается с безупречной резки и подготовки концов ленты.
Важное значение имеет качественное оборудование, а также тщательная точность при резке конвейерного материала.
Лента должна быть обрезана под углом, обычно 22 градуса. После обрезки концы раздвигаются, чтобы обнажить различные слои, которые необходимо соединить.