Виды механической обработки металлов: коротко о главном
Вопросы, рассмотренные в материале:
- В чем заключаются особенности механической обработки металлов
- Для кого актуальна механическая обработка металлов и сплавов
- На каком оборудовании происходит механическая обработка металлов
- Какие существуют виды механической обработки металлов
- К каким современным видам обработки металлов стоит присмотреться
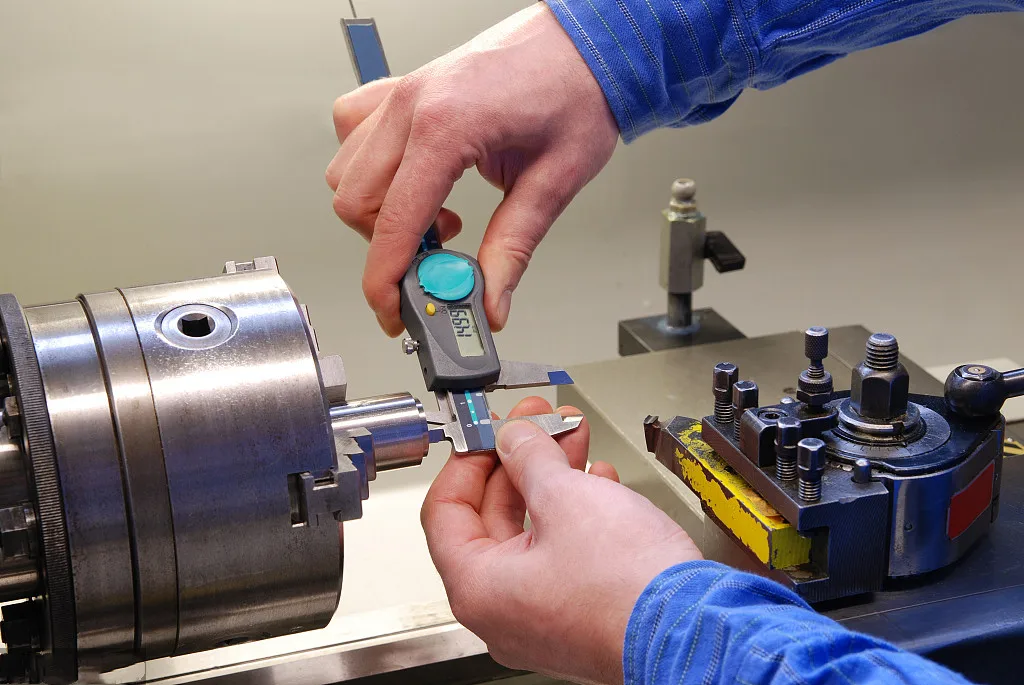
Механическая обработка деталей заключается в изменении их внешних параметров при помощи вспомогательных средств. Для подобной работы с металлическими заготовками применяют специально предназначенные режущие инструменты: резцы, протяжки, сверла, метчики, фрезы. Все действия на металлорежущих станках выполняются в соответствии с предписаниями технологической карты, с обязательным соблюдением правил техники безопасности. Сегодня в нашей статье мы поговорим о том, какими бывают способы и виды механической обработки металлов.
Особенности механической обработки металлов
Металлообработка представляет собой проведение технологических работ по изменению формы, размеров, качественных характеристик металлов и сплавов. Помимо этого, в ходе обработки металлов различными методами также могут меняться их физико-механические свойства.
К числу основных видов обработки металлических изделий относят:
- литье;
- обработку металлов давлением;
- механическую обработку;
- сварку металлов.
Сложно переоценить важность качества металлообработки, поскольку именно от него будет зависеть прочность той или иной металлической конструкции.
Большая часть работ по изменению основных характеристик металлических деталей и сплавов с использованием вышеперечисленных методов проводится на специальных предприятиях – металлообрабатывающих заводах.
Под механической обработкой металлов понимают процесс коррекции поверхности детали с использованием сверла, фрезы или шлифовального диска.
Результатом механической обработки металлов является образование новой поверхности, получаемой путем деформации исходной детали и дальнейшего отдаления слоев от основной части материала. Сопутствующим процессом подобной работы является образование металлической стружки. Избыточная часть материала, которая отделяется при помощи специальных станков, называется припуском. После снятия излишка (припуска) металлоконструкция обретает нужный размер и форму.
В ходе производства и обработки металлических изделий практически всегда делают небольшой припуск, так как это позволяет уменьшить трудоемкость процесса, снизить себестоимость детали и сэкономить материал.
Механическая обработка металлов в промышленных масштабах возможна на специализированных предприятиях, обеспеченных достаточным количеством производственных площадей и необходимого оборудования.
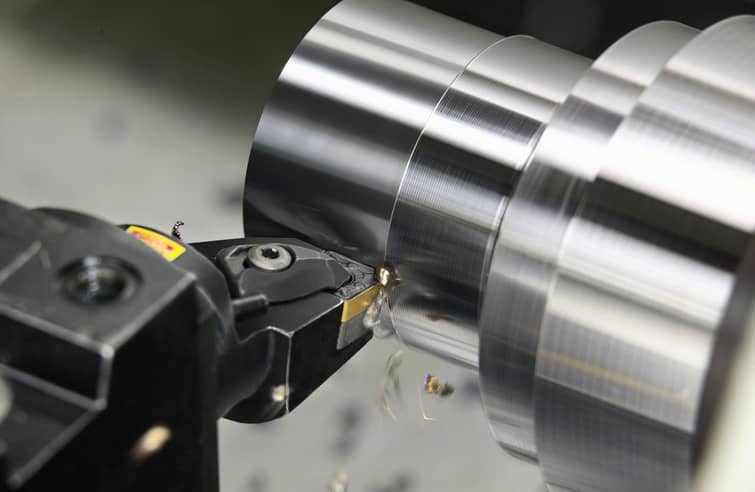
Снятие верхних слоев металла осуществляется на токарных станках и фрезерных установках. Самыми популярными среди них являются:
- токарные центры с ЧПУ;
- вертикально-фрезерные станки.
Современное оборудование для различных видов механической обработки металлов и сплавов позволяет соблюдать высокую точность геометрии и шероховатость поверхности.
Стоит отметить, что сегодня на рынке представлен довольно богатый ассортимент приспособлений для металлообработки. Выбор определенных моделей зависит от специфики работы конкретного предприятия. Так, некоторые производства оборудованы специальными карусельными станками, предназначенным для обработки металлических конструкций диаметром до 9 м.
Однако в арсенале большинства заводов имеется стандартный комплект оборудования для различных видов механической обработки металлических изделий:
- фрезерное;
- зубофрезерное;
- радиально-сверлильное;
- горизонтально-сверлильное;
- вертикально-сверлильное.


Использование обработанных механическим методом металлических конструкций актуально для многих областей народного хозяйства:
- судостроения;
- атомной промышленности;
- оборонной промышленности;
- станкостроения.
Нередко в зависимости от конкретной цели дальнейшего применения работникам промышленных секторов требуются металлические детали нестандартных размеров или конфигурации. Сейчас мы говорим о тех случаях, когда даже среди представленного на рынке ассортимента заготовок не получается найти деталь с нужными параметрами.
Выходом из данной ситуации становится механическая обработка металла по индивидуальным чертежам заказчика. Так заказчик может сэкономить собственное время и силы, ведь специалисты всегда готовы быстро и качественно выполнить свою работу в соответствии со всеми пожеланиями и требованиями клиента.
Основные виды механической обработки металлов
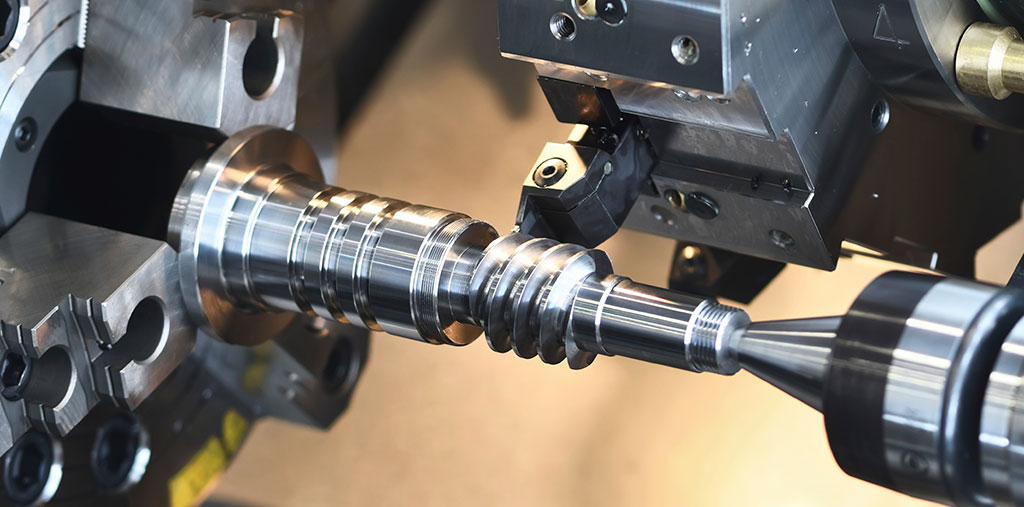
1. Токарная обработка
Токарная обработка
Данный термин подразумевает механическую обработку резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, а также торцевание, отрезание, снятие фасок, обработку галтелей, прорезание канавок, нарезание внутренних и наружных резьб на специальных токарных станках. Точение считается одной из самых старых процедур, которую много лет назад начали проводить на простейших токарных станках.
В процессе механической обработки металлов данным способом различают два основных вида движений: главное (вращательное движение заготовки) и движение подачи (поступательное движение режущего инструмента). Помимо этого выделяют также вспомогательные движения, которые не относятся к самому процессу резания и заключаются в осуществлении сопутствующих действий: транспортировке, фиксации заготовки на станке, его включении, изменении частоты вращения заготовки, скорости поступательного движения инструмента и т. д.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Точение является самым популярным способом производства различных тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и т. д.) на токарных станках.
Основными видами точения металлов на специализированных станках является коррекция поверхностей:
- наружных – обтачивание;
- внутренних – растачивание;
- плоских – подрезание.
А также резка – деление основного материала на части либо отделение готовой детали от заготовки.
2. Нарезка резьбы
Нанесение резьбы на изделие из металла может осуществляться следующими способами:
- Нарезание резьбы резцами
Специальные токарно-винторезные станки позволяют наносить на металлические конструкции и наружную, и внутреннюю резьбу (при условии, что диаметр последней начинается от 12 мм).
Стоит отметить, что работа резцов не является высокопроизводительной, в связи с этим данное оборудование целесообразно применять лишь в мелкосерийном и индивидуальном производстве, также его можно использовать при создании точных и ходовых винтов, калибров и т. д.
Преимуществом рассматриваемого метода является относительная простота работы с режущим инструментом и относительно высокая точность получаемой резьбы. Ниже представлена примерная схема нанесения резьбы при помощи токарно-винторезного станка (при одновременном вращательном движении заготовки и поступательном движении резца (на токарном станке – II)), который снимает часть поверхности металлической заготовки в виде винтовой линии (I).
- Нарезание резьбы плашками и метчиками
На представленном изображении можно увидеть плашки, которые в зависимости от особенностей конструкции подразделяют на круглые – лерки (I и II) и раздвижные – клупповые (III).
Круглые плашки, используемые в ходе монтажных, заготовительных и других работ, необходимы для нарезания наружной резьбы диаметром до 52 мм в один проход. В случаях, когда требуется нанесение резьбы большего диаметра, применяют плашки специальной конструкции, которые фактически предназначаются только для зачистки резьбы после ее нарезки при помощи других инструментов.
Конструкция раздвижных плашек состоит из двух половин, которые вставляются в клупп и постепенно приближаются друг к другу в ходе нанесения резьбы.
При нанесении резьбы на изделие плашка на станках (II) устанавливается и фиксируется в специальном устройстве. Деталь двигается в калибрующую часть вращающейся плашки. Что касается внутренней крепежной резьбы, то ее чаще всего наносят при помощи метчиков.
Метчиком называют стальной стержень, имеющий резьбу и разделенный продольными прямыми или винтовыми канавками, которые образуют режущие кромки.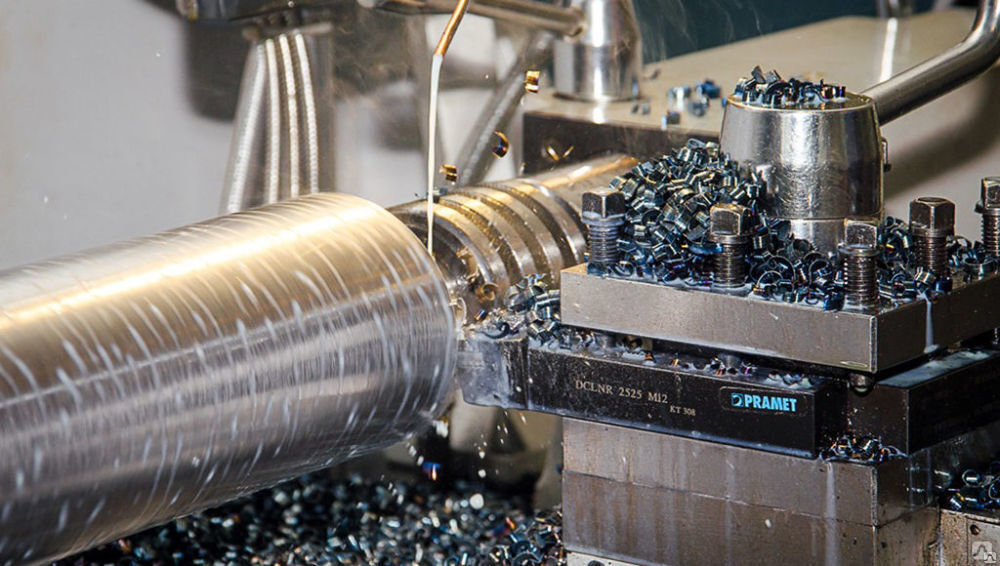 Данные канавки также служат для выхода металлической стружки. В зависимости от способа применения метчики подразделяются на ручные и машинные.
Данные канавки также служат для выхода металлической стружки. В зависимости от способа применения метчики подразделяются на ручные и машинные.
Рассмотрим примерный алгоритм нанесения резьбы в глухих отверстиях. В первую очередь в заранее установленном месте высверливают гнездо, куда будет заворачиваться шпилька или винт. Нужный диаметр сверла выбирают в соответствии с таблицей величин, установленных ГОСТом 9150-81. Для того чтобы нанести резьбу, требуется набор из двух или трех метчиков разных видов (малого, среднего и нормального) в зависимости от необходимого размера нарезки.
Обратите внимание, что нанести резьбу одним метчиком за один раз нельзя, поскольку это повлечет за собой его поломку.
Метрическая резьба с крупным шагом и дюймовая резьба наносятся при помощи комплекта из трех метчиков, а метрическая резьба с мелким шагом и трубная резьба – из двух.
- Накатывание резьбы
Является главным современным методом нанесения резьбы на промышленных производствах.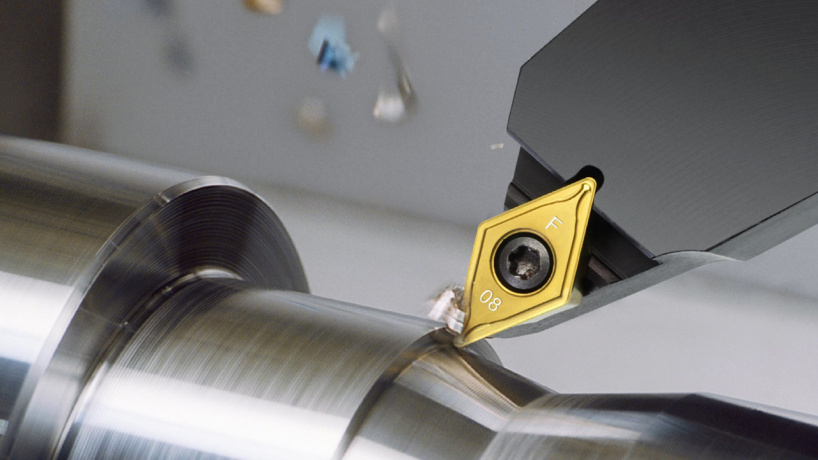 Для этих целей используются специальные резьбонакатные станки, конструкция которых содержит: корпус трехроликовой головки (1), ролико-держатель (2) и накатной ролик (3). При этом заготовка (4) зажимается в тисках суппорта. Данный способ позволяет получать изделия с резьбой высокого качества (то есть нужной формы, точных размеров и с идеальной шероховатостью).
Для этих целей используются специальные резьбонакатные станки, конструкция которых содержит: корпус трехроликовой головки (1), ролико-держатель (2) и накатной ролик (3). При этом заготовка (4) зажимается в тисках суппорта. Данный способ позволяет получать изделия с резьбой высокого качества (то есть нужной формы, точных размеров и с идеальной шероховатостью).
Суть нанесения резьбы путем накатывания состоит в пластической деформации поверхности обрабатываемой детали без снятия стружки.
Рассмотрим примерный алгоритм: деталь зажимают между двумя плоскими плашками (I) или цилиндрическими роликами (II, III), которые имеют резьбовой профиль, в результате чего на стержне отпечатывается резьба аналогичного профиля. Накатыванием можно получить резьбу диаметром от 1 до 25 мм и длиной от 60 до 80 мм.
- Фрезерование резьбы
Нанесение резьбы данным способом невозможно без применения специальных резьбофрезерных станков. В процессе фрезеровки вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали, что сопровождается нанесением резьбы на ее поверхности. Через определенные промежутки времени происходит осевое перемещение детали или фрезы от специального копира на величину, которая соответствует шагу резьбы за время одного оборота заготовки.
В процессе фрезеровки вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали, что сопровождается нанесением резьбы на ее поверхности. Через определенные промежутки времени происходит осевое перемещение детали или фрезы от специального копира на величину, которая соответствует шагу резьбы за время одного оборота заготовки.
- Шлифование точной резьбы
В большинстве случаев такой вид шлифовки используется для образования нарезки на относительно коротких металлических заготовках, например, на резьбовых пробках – калибрах, резьбовых роликах и т. д.
В ходе применения рассматриваемого метода шлифовальный круг, быстро вращающийся и расположенный к детали под углом подъема резьбы, за один оборот вырезает часть поверхности медленно вращающейся детали. В зависимости от конструкции станка и других значимых параметров нужная резьба образуется на изделии за 2–4 и более прохода.
3. Абразивная обработка
Абразивная обработка
Абразивная обработка металла актуальна для многих промышленных предприятий, особенно если речь идет об изготовлении составных частей для какого-нибудь сложного механизма, детали которого должны идеально соединяться между собой. Для данного вида механической обработки используются разные инструменты и абразивы, выбор которых зависит от конкретной цели коррекции металлической детали.
Инструменты для шлифовки, полировки, доводки и других видов механической обработки металлов производят из натуральных горных пород, минералов или искусственных материалов.
К числу абразивов естественного происхождения относятся:
- кварц;
- корунд;
- наждак;
- алмаз;
- пемза.
Искусственные абразивы:
- эльбор;
- электрокорунд;
- синтетический алмаз.
Все вышеперечисленные виды материалов содержат кристаллиты (абразивные зерна), которые выполняют функцию маленьких резцов. В результате соприкосновения абразивного инструмента и металлической поверхности с последней снимается небольшой верхний слой. Логично предположить, что разные по величине кристаллы оставляют следы разной глубины на металле. Таким образом, для черновой обработки используются крупнокристаллические абразивы, а для финишной – мелкокристаллические.
В результате соприкосновения абразивного инструмента и металлической поверхности с последней снимается небольшой верхний слой. Логично предположить, что разные по величине кристаллы оставляют следы разной глубины на металле. Таким образом, для черновой обработки используются крупнокристаллические абразивы, а для финишной – мелкокристаллические.
Жесткость абразивных инструментов также бывает различной: бруски, круги и сегменты относятся к жестким видам, поскольку зерна на их поверхности связаны между собой, а вот шкурка и шлифовальная лента являются мягкими шлифовальными средствами (зерна клеятся на специальную основу – бумагу, ткань, кожу и т. д.). Еще одним видом являются порошковые абразивы, из которых изготавливают пасту для использования ее в свободном виде. Для улучшения результата абразивная обработка металлов может осуществляться с использованием сразу нескольких инструментов.
Абразивы позволяют придать металлической поверхности свойства, которые невозможно получить с помощью других обрабатывающих инструментов: гладкость, остроту или сверхточный размер мелких частей.
Абразивная обработка металлов может включать в себя следующие этапы:
- Шлифование – актуально для шлифовки поверхностей и затачивания ножей инструментов. Данный вид механической обработки металлов сопровождается использованием твердых инструментов (сегментов, кругов и т. д.).
- Полирование заключается в создании идеально гладкой поверхности металлической конструкции. Для этих целей обычно применяют круги из фетра или сукна, на поверхность которых наносится абразивная паста (порошок, смоченный жидкостью). В некоторых случаях детали из металла полируют в специальных барабанах с предварительно залитой абразивной жидкостью.
- Доводка представляет собой подгон размеров изделий для их идеальной состыковки между собой. Выполняется с использованием притира – специального инструмента, на поверхность которого наносят мелкокристаллические абразивы, смоченные водой.
- Хонингование – завершающая процедура обработки отверстий, которая осуществляется после сверления, литья или штамповки с применением хона. Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.
 Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.
Это специальный инструмент, представляющий собой стержень, на котором закреплено от 3 до 5 кругов из мелкозернистого абразива.Механическая обработка различными видами абразивных инструментов является неотъемлемой частью производства металлических деталей. Именно абразивная обработка позволяет достичь высокой точности выполнения и придать готовой металлоконструкции необходимый внешний вид и качественные свойства. Рассматриваемый вид механической обработки особенно актуален для предприятий, на которых производят небольшие детали, используемые в машиностроении, ведь в данной отрасли каждый элемент общей конструкции должен точно соответствовать исходным чертежам.
Стоит отметить, что практически все абразивные инструменты можно включить в автоматизированную линию или использовать их вручную. Разумеется, выбирать конкретный способ использования нужно в зависимости от масштабов производства: ручная обработка металла подходит для небольших предприятий, а вот крупные цеха лучше оснащать автоматическими агрегатами.
4. Обработка металлов напильником
Данный вид механической обработки сопровождается использованием самых различных инструментов: резчиков, сверл, ножовок и абразивных устройств. Но перед применением перечисленных инструментов детали из металла обрабатываются при помощи напильника, которым пользуются и в бытовых целях, и в профессиональных мастерских.
Мягкая, но в то же время эффективная обработка позволяет приблизить металлические заготовки к максимальному соответствию нужным параметрам. Но нельзя забывать о том, что получение высококачественного результата возможно только при условии использования хорошего рабочего инструмента.
В ходе обработки металла напильником осуществляется снятие верхнего слоя с обрабатываемой детали. Количество снимаемого материала зависит от характеристик инструмента и, как правило, находится в пределах нескольких миллиметров. То есть напильник позволяет сделать заготовку из металла пригодной для дальнейшего использования в качестве составляющей детали большой конструкции или как самостоятельный металлический предмет.
Данный вид механической обработки металлов предназначен для придания деталям нужной формы, размера, а также других параметров в целях последующей подгонки под изделие или конструкцию.
Обработка металлов напильником также зависит от габаритов конкретной заготовки. Так, для маленьких деталей применяют тиски и абразивный инструмент с наименьшей силой механического воздействия. А масштабные металлоконструкции могут обрабатываться прямо на месте их сборки или эксплуатации.
Напильником для механической обработки металлов называют небольшой брусок, оснащенный мелкими зубьями. Насечки на поверхности напильника могут быть одинарными или двойными. Именно от их расположения зависит сила воздействия и результат применения конкретного инструмента.
В соответствии с государственным стандартом основа напильника должна изготавливаться из стали определенного вида. Некоторые виды инструментов, помимо рабочей части, имеют хвостовик, обеспечивающий удобство их эксплуатации. Альтернативным вариантом являются модели, вся поверхность которых заполнена зубчатыми насечками.
Альтернативным вариантом являются модели, вся поверхность которых заполнена зубчатыми насечками.
На современном рынке инструментов представлено довольно много видов различных напильников, которые отличаются между собой по длине, форме, плотности расположения насечек на 1 см и т. д. Так, поверхности драчевых напильников оснащены крупными зубьями, которые позволяют использовать их для грубой обработки металлов. Бархатные модели, наоборот, имеют очень мелкую насечку и предназначены для кропотливой и аккуратной работы с металлическими деталями и их мельчайшими элементами.
Форма напильников также бывает различной. Так, плоский напильник считается базовой моделью, несмотря на то, что круг задач, решаемых с его помощью, существенно ограничен. Плоские напильники изготавливаются по самой простой технологии, а также имеют наиболее низкую стоимость, что обуславливает их популярность среди пользователей.
Но, если говорить о количестве возможных сфер применения инструмента, более универсальной моделью является сферический напильник, к разновидностям которого относятся круглые, полукруглые, ромбовидные и прямоугольные варианты.
Обратите внимание, что ко всем моделям напильников предъявляется ряд общих требований, соответствие которым свидетельствует о должном качестве выполнения инструмента. Так, зубья напильника должны быть достаточно твердыми и острыми – это обеспечит их оптимальную сцепляемость с базовой пластиной.
Помимо этого, схема расположения насечек на основании должна соответствовать нормам Госстандарта. Так, одинарная насечка на узком напильнике должна иметь угол определенной величины, а количество зубьев на узких сторонах должно соответствовать количеству основных насечек на широких сторонах.
Крупная узкая сторона напильников ножовочного типа имеет насечки исключительно на параллельных друг другу участках. Специфичными параметрами должны обладать и округлые модели напильников. Их подавляющее большинство изготавливается с нарезанными зубьями, а экземпляры с традиционной насечкой являются скорее исключением.
При механической обработке металлов напильником необходимо создать все условия для технического осуществления работ.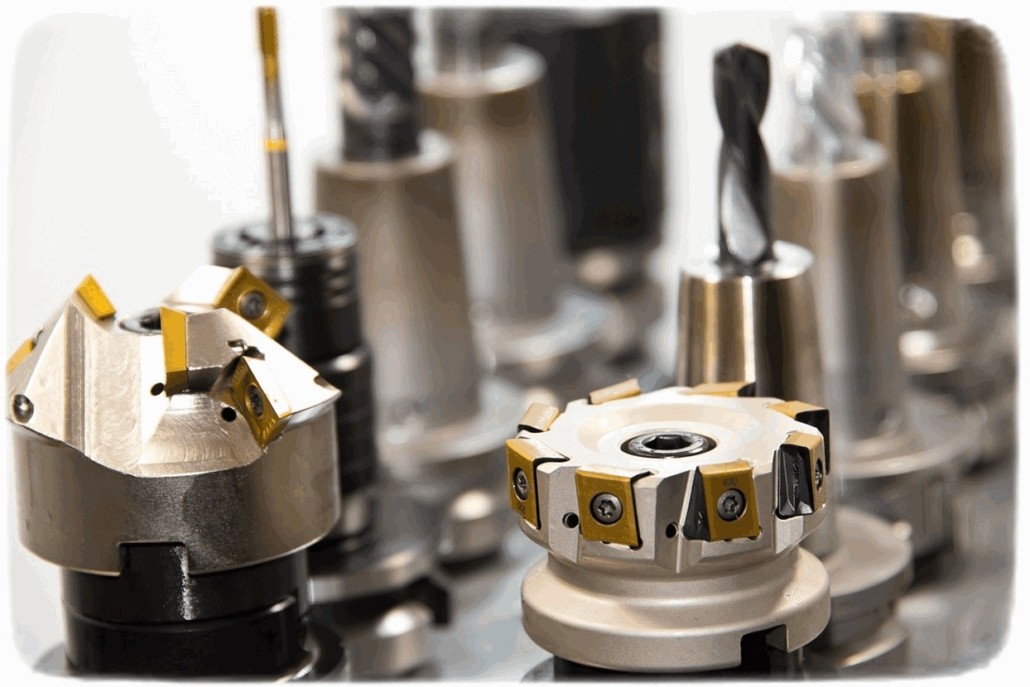 Самым главным требованием в данном случае является надежная фиксация металлической детали. Наиболее распространенное устройство для придания заготовке нужного положения – тиски. Первый этап обработки металла начинается с зачистки поверхности. Если на наружной стороне детали имеется ржавчина или окалины, их следы убирают при помощи драчевого напильника.
Самым главным требованием в данном случае является надежная фиксация металлической детали. Наиболее распространенное устройство для придания заготовке нужного положения – тиски. Первый этап обработки металла начинается с зачистки поверхности. Если на наружной стороне детали имеется ржавчина или окалины, их следы убирают при помощи драчевого напильника.
Обратите внимание, что при грубом опиливании металла целесообразно использовать старый инструмент, поскольку при обработке проблемных поверхностей напильники стачиваются гораздо быстрее.
После удаления ненужных пятен можно начинать черновую обработку детали. Оценив ее состояние и фронт работ, следует выбрать наиболее подходящий и эффективный инструмент. Не стоит забывать и о тисках, поверхность которых может легко деформироваться в процессе механической обработки металла. Защитить тиски помогут специальные медные, алюминиевые или латунные накладки. Чем грубее планируется обработка, тем жестче должен быть материал накладки.
Перед началом механической обработки тиски нужно установить таким образом, чтобы фиксирующий элемент располагался на уровне локтя. При работе с напильником рекомендуется стоять вполоборота к оборудованию – на расстоянии примерно 20 см от края стола. Корпус лучше держать прямым, с поворотом на 45° по отношению к продольной оси тисков. Ноги при этом нужно расставить на ширину плеч, немного повернув левую в направлении движения инструмента.
Описанная поза поможет сохранить стабильное положение всех частей тела, обеспечит максимальный комфорт в процессе опиливания металлической заготовки, а также позволит контролировать качество выполняемой работы. Напильник рекомендуется держать таким образом, чтобы головка ручки упиралась в ладонь правой руки.
Технический прогресс и необходимость производства деталей в промышленных масштабах привели к замене многих видов ручного инструмента электрическим оборудованием. И слесарное дело не стало исключением – многие специалисты приобрели пневматические аппараты для опиливания металла. Принцип работы данного оборудования схож с опиливанием металлов вручную, различие лишь в том, что силовое воздействие обеспечивает электродвигатель. Комплектацию аппаратов можно дополнить по своему усмотрению насадками различного абразива.
Принцип работы данного оборудования схож с опиливанием металлов вручную, различие лишь в том, что силовое воздействие обеспечивает электродвигатель. Комплектацию аппаратов можно дополнить по своему усмотрению насадками различного абразива.
Помимо пневматического инструмента, для механической обработки металлов часто используют аккумуляторные и сетевые устройства. Так, ленточный напильник имеет режущие полотна, которые позволяют осуществлять точечную доводку металлических поверхностей. К неоспоримым преимуществам автоматических устройств можно отнести высокое качество и минимальное время обработки, а также безопасность технологического процесса. Хотя наиболее эффективным видом обработки деталей сложной формы или размера по-прежнему считается использование традиционных напильников.
Результат обработки заготовки из металла можно оценить при помощи линейки или угольника. Эти простые инструменты позволяют определить наличие просветов, но только в том случае, если конечной целью механической обработки было получение идеально ровной поверхности. В случаях, когда опиливание металлической детали проводилось с целью ее интеграции в конструкцию с пазами, оценить результат можно будет только путем сопоставления параметров соответствующих элементов.
В случаях, когда опиливание металлической детали проводилось с целью ее интеграции в конструкцию с пазами, оценить результат можно будет только путем сопоставления параметров соответствующих элементов.
Среди всех видов режущих инструментов напильник является одним из наиболее безопасных. Однако и при работе с ним необходимо соблюдать все правила техники безопасности. Так, механическую обработку металла ручным способом стоит проводить только после надежной фиксации заготовки. Раскачивание детали во время работы неблагоприятно скажется как на безопасности, так и на качестве.
В процессе механической обработки металла напильником также не следует удалять образующуюся стружку руками. Для этих целей лучше использовать щетку или промышленный пылесос. Стоит отметить, что некоторые современные модели ленточных и пневматических устройств могут дополнительно оснащаться системами удаления образующейся пыли.
Современные виды механической обработки металлов
Вид механической обработки металла определяется специфическими особенностями производимых работ.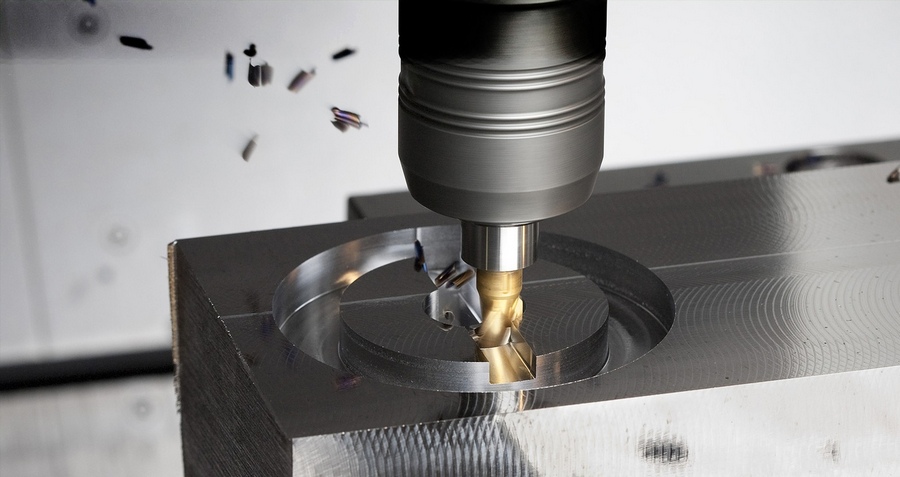 Среди наиболее современных и популярных типов обработки можно выделить:
Среди наиболее современных и популярных типов обработки можно выделить:
- Сверление – применяется для создания отверстий нужного размера при помощи сверлильных станков.
- Долбление – самый быстрый вид обработки фасонных плоскостей со сложным контуром, сопровождаемый применением резцов долбежных станков.
- Протягивание – чаще всего используется в крупносерийном производстве и позволяет придать металлической детали точное соответствие заданным параметрам. Данный вид обработки применяют для коррекции большого количества металлических заготовок за короткий промежуток времени.
- Строгание – вид обработки, актуальный для изменения параметров линейчатой поверхности или ровной плоскости. Сопровождается использованием строгательных станков.
Для рубки черных и цветных металлов профессионалы применяют специальную гильотину. Рубка считается наиболее экономичным и точным видом механической разделки металлических листов. В результате рубки металла на разъединенных частях не остается ни зазубрин, ни сколов. А специалисты с большим опытом могут выполнять идеальный срез даже при большой толщине металлопроката.
В результате рубки металла на разъединенных частях не остается ни зазубрин, ни сколов. А специалисты с большим опытом могут выполнять идеальный срез даже при большой толщине металлопроката.
Отметим еще один вид механической обработки металлов – зубообработку на станках с ЧПУ. Она заключается в изготовлении зубчатых колес при помощи зубодолбежного оборудования. Благодаря разнообразию способов обработки и инструментов для ее проведения профессионалы могут придать заданные параметры почти любой металлической детали.
После высокоточной обработки всех необходимых заготовок и элементов металлоконструкции специалисты приступают к завершающему этапу работ – созданию единой композиции из металла. Сборка готовых деталей является полноценным направлением работы с металлическими изделиями.
Именно сочетание разных видов механической обработки металлов и слесарных работ на завершающем этапе позволяет добиться абсолютного соответствия результата ожиданиям заказчика.
ООО «СТП» — Механическая обработка
- Главная
- О компании
- Механическая обработка
Механическая обработка — это обработка изделия из различных материалов при помощи механического воздействия с применением фрез, резцов, сверл и других режущих инструментов. Процесс обработки изделия осуществляется на специализированных станках, в установленном порядке согласно технологическому процессу.
Компания ООО «СТП» предоставляет услуги по механической обработке различных материалов (дерево и древесные материалы, различные виды технического пенопласта, композитных материалов, пластмассы, металлы, сплавы и др.). Производим обработку как, простых, плоских изделий (раскрой материала), так и обработку ЗD моделей любой сложности. Производим механическую обработку как небольших, так и крупногабаритных деталей.
Технологический процесс — выполнение в определенной, строгой, последовательности технологических операций, для получения из исходных материалов необходимый продукт. Технологический процесс складывается из определенных рабочих операций, которые так же складываются из рабочих приемов.
Технологический процесс складывается из определенных рабочих операций, которые так же складываются из рабочих приемов.
Механическая обработка, в отличии от других видов обработки никак не влияет на внутреннюю структуру материала, а только изменяет ее размеры и конфигурацию. Задача механической обработки — это подгон имеющейся заготовки под необходимые, заданные по чертежу или модели, размеры, и придание поверхности нужный рельеф и чистоту.
Полученные после механической обработки детали имеют нужную форму, идеальную поверхность и строго соответствующие размеры по чертежу.
При механической обработке происходит воздействие механического усилия с применением режущего инструмента на заготовку, впоследствии чего происходит снятие части тела заготовки с образование стружки и формированием необходимой геометрии и размеров изделия. Также добиваются нужной шероховатости обрабатываемой поверхности для получения требуемой точности размеров изделия.
Сейчас механическая обработка очень популярна и является одним из самых распространенных способов изготовления деталей. А так же применяется для создания моделей, форм, с помощью которых, впоследствии, будут производиться изделия.
А так же применяется для создания моделей, форм, с помощью которых, впоследствии, будут производиться изделия.
Механическая обработка материалов делится на лезвийную и абразивную обработку. Обработка резанием осуществляемая лезвийным инструментом относится к лезвийной обработке. А работа, осуществляемая абразивными инструментами, относится к абразивной обработке.
Способы формообразование деталей при механической обработке делятся на различные операции:
- Фрезерование — процесс резания материала, производимый вращающимся режущим инструментом (фрезой) при одновременной линейной подаче обрабатываемой заготовки. Операция обработки выполняются фрезами.
- Точение — процесс обработки осуществляется при помощи поступательного движения резца и вращательного движения заготовки. Операция обработки осуществляются резцами.
- Сверление — процесс образования отверстий цилиндрической формы различного диаметра в сплошном теле детали. Операция осуществляется при помощи сверла, рейбера и других инструментов.
- Шлифование — процесс обработки для формирования точных размеров и образования требуемой шероховатости обрабатываемой детали. Операция обработки выполняется шлифовальными кругами.

Большая доля изготовления деталей механизмов и машин осуществляется с помощью механической обработки. При этом заготовками при изготовлении могут быть отливки, штамповки, поковки, прокат и др.
Различные твердые материалы могут быть подвержены механической обработке. Например металл, листовой материал, древесина, пластик и другие.
Механическая обработка обычно осуществляется в несколько этапов:
- Черновая обработка — это снятие основного массива послойно с заготовки с оставлением припуска.
- Получистовая обработка — обработка заготовки после чернового прохода, подобная чистовой обработки, но с большим шагом и оставлением равномерного припуска.
- Чистовая обработка — обработка, производимая в нужный размер с заданной шероховатостью.

Существуют различные виды механической обработки материалов резанием: фрезерование (фрезеровка), токарный (точение), зенкерование, развертывание, сверление, протягивание, долбление, шлифование и другие.
Что такое обработка? Введение в процессы и инструменты механического цеха
перейти к содержаниюMachiningMachine
Кристин Арцт
Механическая обработка — это технический и детальный процесс, в котором материалу придается окончательная форма и размер для создания деталей, инструментов и инструментов. Механическая обработка обычно используется для придания формы металлам, хотя ее также можно использовать для различных других сырьевых материалов. Механические мастерские используют оборудование и инструменты, такие как мельницы, токарные станки и сверлильные станки, для резки материала и 3D-принтеры для добавления материала.
Что такое обработка?
Механическая обработка — это процесс, используемый для удаления материала, обычно металла, для создания деталей машин, инструментов, транспортных средств и т. д. Механические мастерские и слесари используют такое оборудование, как токарные станки, мельницы и сверлильные станки, чтобы превратить материал в полезные инструменты с помощью точных разрезов.
д. Механические мастерские и слесари используют такое оборудование, как токарные станки, мельницы и сверлильные станки, чтобы превратить материал в полезные инструменты с помощью точных разрезов.
Чем занимаются механические мастерские?
Механические мастерские используют оборудование и машины для изготовления инструментов и деталей. Эти детали должны быть стратегически вырезаны с высоким уровнем точности, чтобы они соответствовали их конкретной функции и подходили к машине, в которой они будут использоваться. и пластиковых материалов. Механическая обработка используется для двигателей, велосипедов, бытовой техники, кинетических или механических проектов и многого другого.
Какие материалы можно обрабатывать?
Механическая обработка чаще всего используется для изготовления металлических предметов, деталей и инструментов. Металлы, которые можно обрабатывать, это нержавеющая сталь, алюминий, латунь, титан и медь. Нержавеющая сталь обычно используется для прецизионной обработки, предлагая преимущества прочности и устойчивости к коррозии. Алюминий легкий, с ним легко работать и он недорогой. Латунь — еще один экономичный материал, используемый для механической обработки, но ее не следует использовать в полупроводниковых изделиях из-за содержания цинка и олова в этом материале. Титан прочен, легок и устойчив к коррозии, однако он дороже других материалов и с ним сложно работать. Медь является универсальным и прочным металлом и хорошо работает в качестве электрического проводника. Пластмассы также используются в механической обработке, поскольку они недорогие и непроводящие. Они обычно используются в медицинской, электротехнической и научной промышленности.
Алюминий легкий, с ним легко работать и он недорогой. Латунь — еще один экономичный материал, используемый для механической обработки, но ее не следует использовать в полупроводниковых изделиях из-за содержания цинка и олова в этом материале. Титан прочен, легок и устойчив к коррозии, однако он дороже других материалов и с ним сложно работать. Медь является универсальным и прочным металлом и хорошо работает в качестве электрического проводника. Пластмассы также используются в механической обработке, поскольку они недорогие и непроводящие. Они обычно используются в медицинской, электротехнической и научной промышленности.
Описание процессов механической обработки
Механическая обработка — это процесс удаления материала с заготовки для создания точного объекта или детали. Ниже приведены основные процессы, используемые машинистом для резки и вычитания материала в механическом цехе.
Токарная обработка
Токарная обработка — это процесс, при котором заготовка вращается как основной метод перемещения металла относительно режущего инструмента.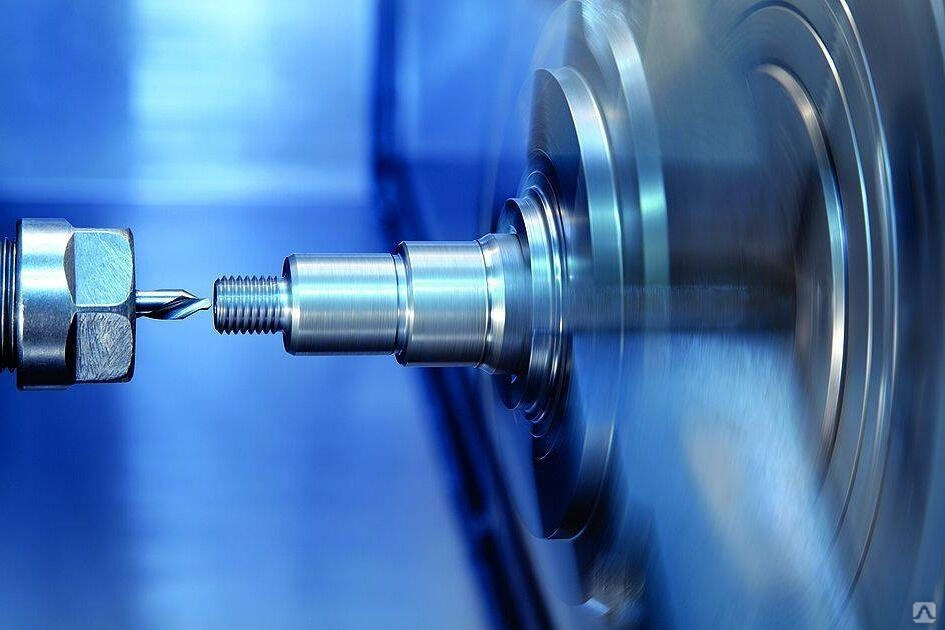 Токарные станки являются основным станком, используемым при токарной обработке.
Токарные станки являются основным станком, используемым при токарной обработке.
Фрезерование
Фрезерование использует вращающийся режущий инструмент для прижатия режущих кромок к заготовке. Это самый универсальный инструмент и метод, используемый в механическом цехе.
Сверление
Сверление создает новое отверстие или улучшает существующее отверстие с помощью вращающегося резца. Сверление чаще всего выполняется с помощью сверлильных станков, но иногда сверлильные инструменты прикрепляются к совместимым токарным или фрезерным станкам для создания отверстий.
Растачивание
Растачивание является одним из наиболее широко используемых методов механической обработки, поскольку это один из самых надежных способов чистовой обработки и увеличения уже существующих отверстий. Этот метод обеспечивает точность и легко воспроизводится на заготовке.
Развёртывание
Развёртывание — это процесс, в котором используется вращающийся режущий инструмент для сглаживания существующего отверстия в заготовке. Это процесс резки, при котором удаляется материал, и его основной целью является выравнивание стенок отверстия.
Это процесс резки, при котором удаляется материал, и его основной целью является выравнивание стенок отверстия.
Методы механической обработки
Существует два основных метода обработки: субтрактивное и аддитивное производство. Эти методы используются машинистами для удаления или добавления материала к детали.
Вычитание
Механическая обработка — это процесс прототипирования и производства, при котором создается желаемая форма путем удаления ненужного материала из большего куска материала. Поскольку деталь создается путем удаления материала, этот процесс также известен как субтрактивное производство.
Additive
Аддитивная обработка, также известная как 3D-печать, представляет собой новый подход к производству, который позволяет создавать трехмерные объекты из цифровой модели. Это позволяет машинисту создавать легкие и прочные детали.
Обычные станочные инструменты
Существует много типов обрабатывающих инструментов, и они могут использоваться отдельно или в сочетании с другими инструментами на различных этапах производственного процесса.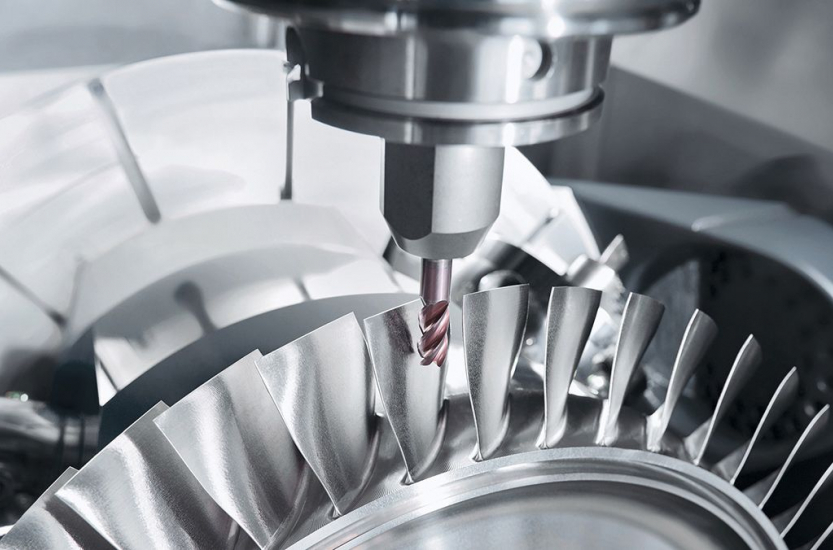 Некоторые инструменты в механическом цехе имеют очень специфическое назначение, в то время как другие более универсальны и могут использоваться для самых разных целей.
Некоторые инструменты в механическом цехе имеют очень специфическое назначение, в то время как другие более универсальны и могут использоваться для самых разных целей.
-
Режущие инструменты
Режущие инструменты в механическом цехе включают такие устройства, как пилы и ножницы. Они используются для резки материала с определенными и заданными размерами, например листового металла.
-
Расточные инструменты
Расточные инструменты используются для увеличения или изменения формы установленного отверстия. Механический цех может использовать координатно-сверлильный станок для точного определения точного центра отверстия и горизонтально-сверлильный станок для выполнения разреза. Современная обработка также использует станки с ЧПУ для обеспечения повторяемости по всей заготовке.
-
Сверлильные инструменты
Сверлильные инструменты — это устройства, которые вращаются для создания круглых отверстий в заготовке путем удаления материала.
В механическом цехе может быть специальный сверлильный станок для проделывания отверстий или специальные инструменты, которые можно присоединить к совместимому оборудованию, такому как токарный станок или станок с ЧПУ. -
Токарные инструменты
Токарные инструменты вращают заготовку, в то время как режущий инструмент удаляет материал, придавая ему желаемую форму. Горизонтальные токарные станки являются наиболее распространенным типом токарных станков, используемых в механическом цехе.
-
Шлифовальные инструменты
В шлифовальных инструментах используется вращающееся колесо для легкой обработки, заточки инструментов или финишной обработки обрабатываемой детали. Шлифовальные станки с пьедесталом обычно используются при механической обработке для заточки режущих функций на токарных и фрезерных станках. Шлифовальные инструменты также могут удалять заусенцы и любые дефекты поверхности на заготовке, создавая гладкую поверхность.
-
Фрезы
Фреза использует вращающуюся режущую поверхность с несколькими лезвиями для создания отверстий или вырезания узоров из материала. Фрезерный станок используется для фрезерования плоских и неровных поверхностей, а также для сверления, растачивания, резки и создания пазов на заготовке. Bridgeport Mill — это бренд, который стал повсеместным в механических мастерских по всему миру.
 В механическом цехе может быть специальный сверлильный станок для проделывания отверстий или специальные инструменты, которые можно присоединить к совместимому оборудованию, такому как токарный станок или станок с ЧПУ.
В механическом цехе может быть специальный сверлильный станок для проделывания отверстий или специальные инструменты, которые можно присоединить к совместимому оборудованию, такому как токарный станок или станок с ЧПУ.
Как научиться механообработке
Важно сначала научиться механообработке у опытного инструктора в хорошо зарекомендовавшей себя механической мастерской. В The Crucible вы можете узнать секреты механической обработки, чтобы управлять острыми режущими инструментами с помощью токарных станков, фрезерных станков и сверлильных станков, а также делать точные и точные разрезы. Наш механический цех предлагает вводные занятия для машинистов, которые только начинают свою деятельность, и открытое лабораторное время доступно для студентов, чтобы усовершенствовать свои навыки обработки, а также для опытных рабочих для работы над личными проектами.
Часто задаваемые вопросы по обработке
Для чего используется обработка?
Механическая обработка используется для создания точных деталей и инструментов для двигателей, велосипедов, бытовой техники, кинетических или механических проектов, научной и медицинской промышленности и многого другого.
Что такое гибридная обработка?
Гибридная обработка сочетает в себе как аддитивные, так и субтрактивные процессы обработки. Этот процесс позволяет наносить разные металлы на одну и ту же деталь. Это может сократить материальные затраты и время, затрачиваемое на один проект. Обратной стороной гибридной обработки являются высокие затраты на установку и значительные инвестиции для установки новой технологии в механическом цехе.
Чем занимается машинист?
Машинисты используют инструменты, такие как токарные станки, фрезерные станки и шлифовальные станки, для производства деталей, инструментов и инструментов. Машинисты работают в механическом цехе, используя чертежи, эскизы или системы автоматизированного проектирования (САПР) для создания точных объектов, которые будут использоваться в машинах и механических объектах.
Трудно ли стать машинистом?
Стать машинистом относительно легко, так как вакансий начального уровня много. Многие машинисты поступают в эту область после окончания средней школы и проходят 1-2 года ученичества. Навыки машинистов очень ценны для работодателей, поэтому их опыт востребован на различных производственных предприятиях.
Продолжить знакомство с руководствами по станкам
В этом руководстве рассказывается о том, что делают токарные станки, о различных типах станков и о том, как научиться пользоваться токарными станками….
Подробнее →
Машинисты создают точные детали для механического оборудования. В этом руководстве рассказывается о том, чем занимаются механики, и о том, каково быть механиком в целом….
Подробнее →
В этом подробном руководстве мы подробно расскажем, что такое механическая обработка, основные методы, как учиться и процессы обработки. ..
Подробнее →
Убедитесь, что вы готовы ко всему, вооружившись знаниями по ремонту велосипедов! Мы рассказываем, как починить цепь, плоскую трубу и многое другое. …
…
Читать далее →
Понимание обслуживания велосипеда и наличие безопасного способа передвижения важнее, чем когда-либо. Читайте дальше, чтобы узнать об основах и многом другом….
Подробнее →
Вы можете научиться механической обработке
В Crucible еженедельно предлагаются новые курсы механической обработки.
3-часовой дегустатор: механический цех
3-часовые дегустации — отличный способ познакомиться с новой формой искусства без более глубокого изучения полного курса. Научитесь безопасно работать на фрезерном и токарном станке, работая с латунным…
Узнать больше и зарегистрироваться →
Токарно-фрезерная обработка
Научитесь изготавливать металлические детали на токарном и вертикально-фрезерном станке. Обучение включает проектирование и эксплуатацию станка, материалы, чтение чертежей, инструменты и точность…
Узнать больше и зарегистрироваться →
Декоративная обработка
Узнайте, как создавать красивые, но функциональные объекты с помощью механической обработки. Вы познакомитесь с основами эксплуатации фрезерных и токарных станков, уделяя меньше внимания традиционной точности…
Вы познакомитесь с основами эксплуатации фрезерных и токарных станков, уделяя меньше внимания традиционной точности…
Узнать больше и зарегистрироваться →
Основы механического цеха
Изучите основы теории и практики механического цеха! В течение этого 15-часового курса вам будет предоставлен подробный пакет раздаточных материалов, и вы сделаете небольшой проект, используя базовые…
Узнать больше и зарегистрироваться →
Лаборатория Machine Shop
Занятия в лаборатории — это большое преимущество! Практикуйте навыки, полученные в классе, и исследуйте новые возможности своего ремесла или работайте над личным проектом. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
МАГАЗИН МАШИННЫЙ МАГАЗИН
2022-06-28T07:07:20-07:00 Ссылка для загрузки страницыПерейти к началу
Что такое обработка? Часто задаваемые вопросы по механической обработке и обработке с ЧПУ
Механическая обработка, также известная как субтрактивное производство, представляет собой процесс создания прототипа и производства, при котором создается желаемая форма путем удаления нежелательного материала из большего куска материала.
Какие существуют виды механической обработки?
Различные методы обработки существуют уже несколько десятилетий, но большинство из них можно разделить на три основных процесса:
Токарная обработка
Токарная или токарная обработка включает вращение заготовки на станке, в то время как однолезвийный режущий инструмент остается неподвижным. Режущий инструмент удаляет материал, медленно перемещаясь параллельно оси вращения заготовки.
Сверление
Сверление создает круглое отверстие путем вращения цилиндрического инструмента параллельно оси вращения заготовки. Образовавшееся отверстие равно диаметру инструмента.
Фрезерование
Фрезерование — это процесс удаления материала с заготовки с помощью вращающихся фрез с движением подачи, перпендикулярным оси вращения режущего инструмента. Фрезерование является одним из наиболее распространенных видов механической обработки, используемых сегодня.
Получите бесплатный обзор конструкции
Поговорите с одним из наших экспертов по дизайну продукции и получите ответы на все вопросы по вашему проекту.
Начните бесплатно
Как работает обработка?
В современной разработке изделий обработка требует использования станка с числовым программным управлением или станка с ЧПУ. Станок с ЧПУ использует компьютерное программное обеспечение для создания CAD-моделей и определения траекторий движения инструментов, превращая конструкции в трехмерные обработанные детали. Он может создавать детали из различных материалов с различной отделкой и допусками с точностью до 0,001 дюйма. В отличие от быстрого прототипирования, в обработанных деталях используются реальные материалы, отражающие плотность, отделку и пористость конечного продукта. Механически обработанные детали используются для репрезентативных испытаний, модели, включающие скользящие компоненты, где фактором является трение, и герметичные компоненты, требующие нулевых колец и поверхностей с прокладками.
Каковы некоторые преимущества механической обработки?
- Выбор различных отделок и материалов
- Жесткие допуски до 0,001″
- Реальные материалы с реальной плотностью
Каковы некоторые недостатки механической обработки?
- Работает только с одной стороны. Объект необходимо поворачивать и перемещать вручную
- Требуется квалифицированный механик
- Материалы и время для обработки могут быть дорогими
Что является примером механической обработки?
Компания Synectic имеет большой опыт в разработке прототипов и изготовлении изделий на собственном станке с ЧПУ. Если вы не уверены, является ли механическая обработка лучшим методом для вашего проекта, или вам нужна помощь в разработке прототипов, свяжитесь с нами, и мы будем рады помочь.
Получите бесплатный обзор дизайна
Поговорите с одним из наших экспертов по дизайну продукта и получите ответы на все вопросы по вашему проекту.