Медницкие работы | ТО и ТР автомобиля
Медницкие работы состоят в ремонте радиаторов, топливных баков, топливо- и маслопроводов. Радиаторы очищают снаружи от грязи, промывают водой и удаляют накипь, применяя один из указанных ранее водных растворов соляной кислоты с добавлением ингибитора. Для определения мест подтекания радиатор погружают в ванну с водой и испытывают, нагнетая в радиатор воздух под давлением 0,25—0,4 кГ/см
Места подтекания определяют по выходящим пузырькам воздуха. Трещины в бачках запаивают мягким припоем. Места течи в наружных трубках радиатора запаивают. Поврежденные внутренние трубки заменяют.
Топливные баки при ремонте испытывают на герметичность в ванне с водой под давлением воздуха 0,5 кГ/см в случае обнаружения трещин или пробоин их заваривают или запаивают.
При медницких работах применяют:
- верстак для испытания и ремонта радиаторов
- ванну для испытания топливных баков
- чугунную плиту для правочных работ
- ручные ножницы для резки листового металла
- слесарные верстаки
- стеллажи
- приспособления
Основные требования по технике безопасности в тепловых цехах состоят в устройстве местных отсосов и общеобменной вентиляции.
Наковальня в кузнице должна быть надежно прикреплена к основанию, кувалды и молотки надежно закреплены на рукоятках. Во избежание образования (при утечке) взрывоопасной смеси необходимо кислородные баллоны хранить отдельно от баллонов с ацетиленом. На сварочном посту разрешается иметь не более одного ацетиленового и одного кислородного баллона; кислородный баллон следует устанавливать на расстоянии не менее 5 м от рабочего места сварщика (от сварочной горелки). Сварку и резку следует производить только в защитных очках.
Ацетиленовый генератор устанавливают в отдельном помещении, каждый сварочный пост (каждая горелка) снабжается предохранительным водяным затвором. Бензиновые баки перед заваркой промывают водным раствором каустической соды (80—120 г на 1 л воды) или продувают острым паром. При электросварочных работах следует обязательно применять щитки и шлемы с защитными стеклами и надежно изолировать токонесущие провода.
ustroistvo-avtomobilya.ru
Медницкие работы
Работы по очистке и травлению поверхностей кислотами должны производиться в отдельном помещении, обеспеченном вентиляцией. Над травильными ваннами должны быть устроены вытяжные кожуха, открытые лишь со стороны производства работ.
При разливе кислоты из бутыли должны применяться воронки, сифоны и индивидуальные средства защиты, устраняющие возможность разливания, разбрызгивания кислоты и поражения работающих. При разбавлении водой следует кислоту вливать в воду, а не наоборот.
Кислоту, пролитую на пол, следует засыпать кальцинированной содой или известью с последующей уборкой.
Кислоты должны транспортироваться в специальной плотно укупоренной таре на тележках или носилках, исключающих возможность падения груза.
Переноска легких протравленных деталей рабочими вручную, без применения спецодежды, предохранительных приспособлений и средств защиты запрещается.
В отделении цеха, где производятся паяние, лужение, травление и заливка металлом, должна быть оборудована приточно-вытяжная вентиляция, обеспечивающая отсос образующихся газов.
Пайка бачков, бидонов и других сосудов, в которых находились различные легковоспламеняющиеся вещества, лакокрасочные или смазочные материалы, должна производиться только после предварительного выщелачивания, пропарки, промывки горячей водой и тщательного проветривания.
Запрещается частичное охлаждение нагреваемых (при выколотке и насадке) изделий поливанием водой. Если часть изделия, требующую охлаждения, нельзя опустить в резервуар с водой, ее охлаждение должно производиться смачиванием мокрой паклей или ветошью, укрепленной на металлическом стержне (ручке).
Выколотка и насадка изделий в горячем состоянии должны производиться в защитной одежде и рукавицах из огнестойкого материала.
Во избежание ожогов во время пайки и лужения изделие или деталь следует прочно укрепить и расположить таким образом, чтобы случайно упавшая капля расплавленного припоя (олова) не могла попасть на руки или одежду рабочего.
Запрещается работать с бензиновыми и керосиновыми паяльными лампами в промасленной одежде, а также находиться в ней у горнов и печей.
При работе с паяльной лампой запрещается:
пользоваться паяльной лампой, имеющей утечку керосина;
зажигать лампу, облитую керосином;
заправлять керосиновую лампу бензином, ацетоном и т. п.;
наполнять лампу до уровня более 3/4 объема;
добавлять керосин, бензин в лампу, пока она не погашена и не остыла.
По окончании работы паяльные лампы следует немедленно потушить, причем давление в них должно снижаться до атмосферного. Лампы должны сдаваться в кладовую без горючего.
Наполнение горючим и опорожнение лампы должно производиться в специально отведенных для этой цели оборудованных местах при остывшей форсунке и кожухе.
Во избежание разбрызгивания расплавленного металла, при лужении методом погружения, следует опускать только сухие детали, а при их вынимании пользоваться сухими (подогретыми) щипцами или другими приспособлениями.
Загрузка предварительно просушенной кусковой полуды в ванну с расплавленной полудой должна производиться так, чтобы избежать ее расплескивания.
Детали, погруженные в расплавленный баббит, должны быть предварительно разогреты до полного удаления влаги.
При эксплуатации станка для заливки подшипников запрещается:
находиться вблизи вращающегося подшипника;
работать без надлежащего зажатия вкладышей пинолью и прижимной гайкой;
устанавливать вкладыши в сменные шайбы без асбестовых прокладок;
заливать вкладыши без задвинутых кожухов;
продолжать работу на станке при появлении стуков, чрезмерной вибрации, при значительном пропуске расплавленного баббита из заливаемых вкладышей.
trudova-ohrana.ru
Медник — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 4 декабря 2017; проверки требуют 2 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 4 декабря 2017; проверки требуют 2 правки.Ме́дник — это одна из древнейших профессий человека, связанная с обработкой металлов, за которой стоит тысячелетняя история. Название происходит от слова «медь». Профессиональная направленность медника — это обработка медных сплавов (медь, латунь, бронза) методами слесарной обработки и пайки. Именно из профессии медника образовалась более поздняя профессия — сварщик. Другие названия медника — паяльщик, лудильщик.
- Обработка листового материала слесарными методами.
- Пайка легкоплавкими и тугоплавкими припоями: котлы, трубопроводы холодильных установок, и др.
- Чеканка и выколотка.
- Лужение изделий.
Медники в своей профессиональной деятельности применяют следующий инструмент и оборудование:
- Паяльники: электрические и печные.
- Напильники: личные, бархатные.
- Щетки ручные для очистки поверхности: металлические простые и ершики.
- Щетки механические: работа на шлифмашине.
Медницко-жестяницкие работы
В разделе рассмотрены операции и работы, выполняемые медниками и жестянщиками. Описаны оборудование, инструменты и приспособления, приемы работы, необходимые при этом меры предосторожности, мероприятия по механизации трудоемких работ.
Шестое издание переработано и дополнено материалами, отражающими современный уровень производства медницких и жестяницких работ.
Раздел предназначен в качестве учебника для профессионально-технических училищ, готовящих медников и жестянщиков 3-го разряда, и может быть использован для бригадно-индивидуальной подготовки медников и жестянщиков на производстве.
Возникновение и современное состояние медницкого и жестяницкого производства
Возникновение медницкого производства относится к эпохе медного века. Началом медного века принято считать четвертое тысячелетие до н. э., когда в Азии, Египте, Индии и других странах был освоен метод выплавки меди из руды. Для выплавки меди из руды строили медеплавильни с естественным или искусственным дутьем. Медь, полученную в медеплавильне, наливали в соответствующие формы, которые с большим искусством изготовляли в камне или делали из сырой глины.
Заготовки, вынутые из форм, обрабатывали вручную. Очевидно, изделия из меди изготовлялись тогда от начала до конца одним человеком, т. е. он добывал медную руду, выплавлял из нее медь, затем он же изготовлял из выплавленной меди заготовки, которые обрабатывал, чтобы получить изделия нужной формы.
При археологических раскопках в разных частях земного шара, в том числе и в нашей стране (в Азербайджане, Грузии, Армении), найдены многочисленные хозяйственно-бытовые изделия, а также различного вида украшения, изготовленные из меди (крючки рыболовные, наконечники для стрел, ножи, кольца, браслеты и т. п.). Многие из этих изделий, пролежав в земле не одно столетие, а порой и тысячелетие, прекрасно сохранились.
Несомненно, уже в период медного века, предшествовавшего бронзовому веку, люди имели представление о способах обработки меди не только в холодном, но и горячем состоянии, а также знали особенность меди подвергаться обработке при воздействии ударных и опорных инструментов, изготовленных из камня.
При изготовлении изделий из меди применялся ручной труд, что требовало от людей большого профессионального мастерства и затрат больших физических усилий.
Медь в качестве единственного металла на протяжении примерно тысячи лет применялась для изготовления различных изделий. Люди, которые занимались изготовлением изделий из меди, стали называться медниками. Профессия медника, таким образом, возникла в глубокой древности, но эта профессия и в настоящее время не утратила своего значения.
Медницкие работы встречаются во многих отраслях промышленности. За последние 40—50 лет характер медницких работ значительно изменился. Это объясняется тем, что многие металлические изделия, ранее изготовлявшиеся из меди, стали изготовлять из цветных металлов и их сплавов, а также из углеродистых и легированных сталей. Без знаний механических и технологических свойств этих материалов нельзя изготовить высококачественные изделия. Кроме того, современное производство изделий из листового и профильного материалов характеризуется механизацией и частичной автоматизацией технологических процессов, применением новых, более совершенных конструкций разнообразного технологического оборудования и повышением точности изготовляемых изделий. Все это предъявляет повышенные требования к общеобразовательному и техническому уровню медника.
Возникновение профессии жестянщика связано с началом применения жести, производство которой было освоено в прошлом веке. Жестянщики достигали большого мастерства в производстве различных изделий (кастрюли, ведра, бидоны, тазы, вазы и т. п.). Особенно искусными мастерами жестянщики были в изготовлении бесшовных полых сосудов и скобяных изделий.
Профессия жестянщика в современных условиях одна из ведущих в производстве фасонных частей (отводы, утки, переходы, тройники, крестовины и т. п.) воздуховодов для промышленной вентиляции и производстве монтажа систем промышленной вентиляции. Жестянщики работают на машиностроительных предприятиях по ремонту вентиляции, а также изготовляют различного рода ограждения к станкам, машинам и т. п.
Характер жестяницких работ за последние 25—30 лет значительно изменился. Различные жестяницкие изделия, которые раньше изготовляли вручную, стали изготовлять на специальных станках и машинах. На специализированных предприятиях изготовляют одинаковые по форме и размерам жестяницкие изделия периодически повторяющимися партиями, или сериями. Жестянщики здесь специализируются на выполнении одной или нескольких определенных жестяницких операций, осуществляемых на высокопроизводительных станках.
www.stroitelstvo-new.ru
Медник
Медник — это одна из древнейших профессий человека связанная с обработкой металлов, и насчитывает тысячелетнюю историю. Название медник происходит от слова медь. Профессиональная направленность медника это — обработка медных сплавов(медь, латунь, бронза) методами слесарной обработки и пайки. Именно из профессии медника образовалась более поздняя профессия — сварщик. Другие названия медника — паяльщик, лудильщик.
Медницкие работы
- Обработка листового материала слесарными методами.
- Пайка легкоплавкими и тугоплавкими припоями:котлы, трубопроводы холодильных установок, и др.
- Чеканка и выколотка.
- Лужение изделий.
Медницкий инструмент
Медники в своей профессиональной деятельности применяют следующий инструмент и оборудование:
- Паяльники: электрические и печные.
- Напильники: личные, бархатные.
- Щетки ручные для очистки поверхности: металлические простые и ершики.
- Щетки механические: работа на шлифмашине.
- Молоток.
- Зубила: разных размеров для рубки металла.
- Пассатижи, кусачки, бокорезы.
- Ножницы по металлу: резка листовой меди, латуни, и листовых припоев.
- Клейма: клеймение некоторых изделий.
- Инструмет для чеканки.
- Наковальня: правка и рихтовка заготовок.
- Кисти: для нанесения жидких флюсов и кислот на обрабатываемую поверхность.
Оборудование:
- Печи: муфельные, газовые, угольные горны.
- Паяльная лампа.
- Газокислородное оборудование:
- Ручная шлифмашина.
- Электродрель:
- Сверлильный станок:
- Точильный станок:
Расходные материалы:
Техника безопасности при медницких работах
Главными источниками опасности при медницких работах являются — открытый огонь, расплавы металлов и флюсов, агрессивные кислоты. Меры по предупреждению профессиональных опасностей:
- Наличие средств защиты органов дыхания, рук, ног: Спецодежда и спецобувь.
- Наличие средств пожаротушения.
Профессиональные заболевания медников
Медницкие работы сопряжены с использованием режущего инструмента, открытого огня, расплавленных металлов и флюсов, растворов минеральных кислот и приводят при небрежности и недостаточной защиты рабочего к следующим травмам и заболеваниям:
- Отравления: Парами меди, цинка, свинца, кадмия, ртути, окислами металлов и солями металлов и кислот.
- Ожоги тепловые: Ожоги открытым огнем горелок и печей, расплавами металлов и флюсов.
- Ожоги химические: Ожоги горячими кислотами.
- Травмы рук: Порезы.
Литература
mediaknowledge.ru
Пайка металлов — Медницко-жестяницкие работы
Пайка металлов
Категория:
Медницко-жестяницкие работы
Пайка металлов
Пайка паяльником
Паяльник является основным инструментом, применяемым при пайке. Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая.
Паяльники периодического действия нагреваются пламенем паяльной лампы или на горне, а непрерывного действия — электрическим током или бензиновой горелкой.
Паяльники периодического действия изготовляются из красной меди марки Ml, которая быстро нагревается, хорошо сохраняет тепло и легко передает это тепло припою и спаиваемому материалу.
Паяльник состоит из медной головки, железного стержня и деревянной ручки. Головка имеет заостренную под углом 40—50° рабочую часть и плоскую тыльную.
Поверхность головки должна быть чистой и гладкой, без раковин и трещин. Для лучшего распределения припоя рабочая часть облуживается. Вес паяльника зависит от его назначения. Обычно при работе употребляют паяльники весом от 250 г до 1 кг.
Паяльники непрерывного действия в зависимости от источника нагрева подразделяются на бензиновые и электрические.
Бензиновый паяльник состоит из двух частей: небольшой паяльной лампы и обычного паяльника, который можно передвигать, устанавливая на различном расстоянии от горелки. Для ремонтных работ такие паяльники очень удобны и практичны. Они быстро нагреваются и в отличие от электрических не требуют никакого дополнительного оборудования и электропроводки. Ими можно пользоваться как паяльной лампой, удалив медный паяльник.
Электрический паяльник удобен там, где нельзя работать с открытым пламенем. Основными его недостатками являются наличие проводов для подвода электрического тока и малый запас тепла, которого хватает только для пайки деталей с небольшой массой. В качестве нагревательного элемента в паяльнике применяют
спираль из проволоки высокого сопротивления, обычно из нихрома, У паяльников, работающих от сети напряжением 120 и 220 в, толщина проволоки мала, поэтому спирали часто перегорают. Для увеличения срока службы паяльников напряжение питающего электрического тока снижают с помощью трансформаторов до нескольких вольт (6—12 в), что позволяет применять для спиралей более толстую проволоку.
При включении паяльника в сеть проверяют, на какое напряжение он рассчитан. Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8.
Для удобства пайки и получения качественных паяных соединений применяют специальные приспособления: паяльные зажимы, поддержки.
Спаиваемые поверхности зачищают шаберами и напильниками.
Припои и флюсы. При пайке паяльником применяют оловянно-свинцовые припои.
Марка припоев расшифровывается следующим образом: буква П обозначает припой, ОС — оловянно-свинцовый, а цифра — процент олова в данном припое.
Припой ПОС-90 применяется для пайки внутренних швов пищевой посуды.
Припой ПОС-61, как наиболее легкоплавкий, употребляется когда соединяемые детали нельзя нагревать выше 200°.
Припой ПОС-50 обладает повышенной текучестью и используется при пайке радиаторов и других ответственных деталей.
Припои ПОС-40 и ПОС-30 применяются для пайки электро- и радиоаппаратуры и электромонтажных работ. Ими можно паять детали из оцинкованного железа и стали.
Припой ПОС-18 служит для лужения деталей перед пайкой и для пайки деталей, которые не требуют повышенной прочности соединения.
Для приготовления оловянно-свинцовых припоев определяют потребное количество олова и свинца по процентному содержанию их в припое Например, на 100 г припоя ПОС-40 берут 40 г олова, 58 г свинца и 2 г сурьмы. Свинец расплавляют в графитовом тигле и в него небольшими порциями добавляют олово, размешивая смесь железным прутком. Каждую следующую порцию олова подмешивают после полного расплавления предыдущей. Затем вводят в смесь сурьму. Расплавленный припой разливают в железные или чугунные сухие формы. Палочка припоя должна быть длиной 250—300 мм, шириной 10—15 мм и толщиной 3—5 мм.
Паяльные флюсы используют для очистки поверхности деталей и припоя от окислов и загрязнений и улучшения смачиваемости расплавленным припоем соединяемых поверхностей. Паяльные флюсы должны обладать более низкой температурой плавления, чем применяемые припои.
В качестве флюсов для пайки широко применяются хлористый цинк, нашатырь, канифоль.
Хлористый цинк употребляется в порошке и в растворенном виде (в соотношении: 1 часть хлористого цинка и 3 части воды).
После окончания пайки остатки флюса тщательно смывают теплой водой, чтобы избежать разъедания паяного шва. Для изделий, которые после пайки трудно промыть, не применяют хлористый цинк. При отсутствии готового хлористого цинка его легко приготовить, растворив металлический цинк в соляной кислоте. Для растворения цинка берут техническую соляную кислоту. Количество цинка зависит от крепости кислоты. Обычно на одну весовую часть металлического цинка нужно пять весовых частей крепкой (дымящей) кислоты, которую предварительно разбавляют равным по объему количеством воды.
Цинк растворяют в фарфоровой или стеклянной посуде, металлическую посуду кислота быстро разъедает. Цинк следует брать в виде стружки или мелких кусочков. После прекращения выделения пузырьков газа, флюс готов. Такой раствор называют травленой кислотой. Если его выпарить, то на дне останется белый порошок — хлористый цинк.
Нашатырь (хлористый аммоний) — распространенный флюс для пайки мягкими припоями, встречается в виде порошка и в кусках. Он легко растворяется в воде и хорошо растворяет жировые вещества — поэтому широко применяется при лужении. Нашатырем проводят химическую очистку паяльников. При нагревании нашатыря выделяются белые ядовитые пары.
Канифоль применяют для пайки чистых и обезжиренных деталей из меди и латуни, особенно для пайки медных электропроводов. Расплавленная канифоль растворяет окись меди. Остатки флюса не оказывают никакого химического действия на паяный шов и поэтому могут не удаляться. Канифоль бывает в виде порошка, кусков или концентрированного раствора в спирте.
Подготовка к пайке состоит из двух операций: подготовки паяльника и подготовки изделия. Подготовку паяльника начинают с зачистки его рабочей части драчевым напильником в тисках или на упоре. Рабочая часть паяльника должна иметь скругленную форму. Только при пайке очень тонких швов допускается заточка носка почти на острый угол. После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем.
Достаточно нагретый паяльник при прикосновении к припою расплавляет его. После нагревания очищают носок паяльника от окислов путем трения его о кусок нашатыря и облуживают припоем тонким и ровным слоем. Если припой ложится неравномерно, паяльник нагревают сильнее.
Подготовку изделия проводят следующим образом: спаиваемые поверхности хорошо подгоняют друг к другу, тщательно очищают от грязи и жира и прочно скрепляют зажимами или другими приспособлениями, чтобы детали при нагреве и пайке не смещались одна относительно другой. Зазоры должны быть равны 0,1—0,15 мм, при зазоре большей величины уменьшается прочность соединения. При очень малых зазорах (меньше 0,05 мм) прочность снижается — припой не заполняет весь зазор. Лучшими соединениями являются нахлесточное и телескопическое. Стыковое соединение применяется только для обеспечения герметичности швов. Перед пайкой на соединяемые поверхности наносят кисточкой флюс.
Подготовив паяльник и изделия, приступают к пайке: нагретым паяльником каплю припоя переносят на шов и медленно проводят паяльником по шву, чтобы весь шов успел прогреться. Плоскую грань наконечника паяльника прикладывают так, чтобы обеспечить наибольшую площадь соприкосновения с деталью. Припой должен ложиться тонким слоем без разрывов. Если припой не смачивает какое-либо место( не пристанет к металлу), то туда добавляют каплю флюса.
Пайку лучше вести двумя паяльниками: пока работают одним паяльником, другой нагревается. После каждого нагревания паяльник зачищают о кусок нашатыря.
При пайке массивного толстостенного изделия его предварительно нагревают в печи или паяльной лампой до температуры 120—150°, после чего запаивают и дают ему остыть.
Сразу же после окончания пайки спаянное изделие нельзя передвигать или ударять, так как припой при затвердевании бывает очень хрупким. Спаянному шву надо дать спокойно остыть, затем удаляют остатки флюса теплой водой. Промывку не проводят, если в качестве флюса применялись вещества, не вызывающие коррозии мест пайки (канифоль, вазелин, воск).
Инструмент и материалы, использованные при пайке, убирают на место, предварительно удалив с напильника окалину и грязь и охладив его на воздухе. При охлаждении паяльника в воде ухудшается теплопроводность меди, вследствие чего паяльник приходит в негодность. Для восстановления первоначальных свойств меди паяльник перековывают.
Ниже приведены характерные дефекты пайки.
Припайку наконечников к тросам осуществляют следующим образом:
1. Отмеряют трос требуемой длины. Участок, где трос надо разрубить, обвязывают мягкой железной проволокой в двух местах на расстоянии 50 мм. Часть троса, заключенную между двумя обвязками, зачищают и спаивают во избежание раскручивания конца троса после разрубания. Подготовленный трос рубят зубилом на наковальне.
2. Зачищают внутреннюю поверхность наконечника шабером или наждачной бумагой, смазывают ее травленой кислотой и тщательно облуживают. Облуженный наконечник опускают в раствор щелочи, после чего промывают и просушивают.
3. Смазывают конец троса флюсом и облуживают все его пряди.
4. Надевают наконечник на трос и припаивают его при помощи массивного паяльника или с подогревом паяльной лампой.
Для припайки кабельных наконечников нужно:
— осторожно подрезать ножом изоляцию на расстоянии 15—18 мм от конца провода, аккуратно зачистить ее и свить проволочки.
Облудить провод и наконечник.
Припаять наконечник к проводу припоем ПОС-40 или ПОС-30. В качестве флюса используют канифоль или раствор нашатыря в денатурированном спирте. Применять хлористый цинк запрещается.
—
Пайка есть процесс соединения металлических частей с помощью более легкоплавкого присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой — в расплавленном. Соединение частей основного металла осуществляется вследствие взаимного растворения и диффузии припоя и основного металла в зоне шва.
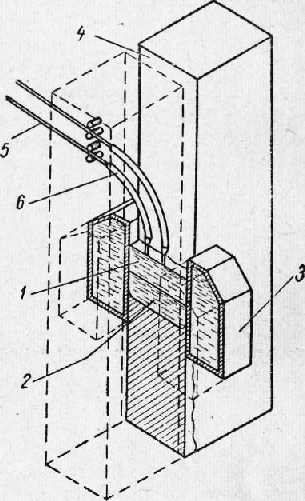
Рис. 1. Схема электрошлаковой; сварки
Диффузия и растворение припоя и основного металла возможны лишь в том случае, если припой смачивает основной металл; свинец, например, не смачивает медь и не может служить для нее припоем. Для диффузии необходимо также, чтобы спаиваемые поверхности были свободны от грязи и окислов. Кроме того, в процессе пайки припой и основной металл должны быть защищены от окисления кислородом воздуха или пламени. Для удаления окислов и для защиты от окисления при пайке служат флюсы.
Пайкой могут соединяться углеродистая и легированная стали всех марок, твердые сплавы, ковкие и серые чугуны, а также благородные, редкие и цветные металлы и их сплавы. Возможна также пайка разнородных металлов и сплавов (например, стали с твердым сплавом и др.).
Преимущества пайки: простота выполнения операции, прочность и чистота соединения, отсутствие плавления основного металла, сохранение размеров и формы спаиваемых частей, возможность механизации и автоматизации процесса.
Улучшение составов припоев и усовершенствование технологии пайки в последние годы дают возможность все шире внедрять пайку в производство автомобилей, велосипедов, деталей других машин, механизмов и приборов.
Принято различать два вида пайки: пайку мягким припоем и пайку твердым припоем. Мягкие припои имеют невысокую механическую прочность (спч — 5—7 кг/мм2) и температуру плавления ниже 400°. Твердые припои имеют значительную прочность — до 50 кг/мм2 и температуру плавления выше 550°.
—
Пайка, так же как и сварка, относится к способам образования неразъемных соединений. Принципиальное ее отличие от сварки состоит в том, что материал соединяемых деталей не плавится, а соединение осуществляется с помощью более легкоплавкого металла, называемого припоем. Жидкий припой смачивает соединяемые поверхности, частично диффундирует в них и при остывании прочно их соединяет. Различают пайку твердыми и мягкими припоями.

Рис. 1. Схема пайки твердым припоем:
1 — припой; 2 — детали; 3 — зазор; 4 — припой.
Твердые припои — медно-цинковые и серебряные — плавятся при температуре 720—860° и дают высокую прочность, которая достигает 40—50 кг/мм2.
Папку твердым припоем производят в следующем порядке: части, подлежащие соединению, подгоняют друг к другу с таким расчетом, чтобы зазор между ними не превышал 0,2— 0,3 мм, так как при большем зазоре прочность соединения уменьшается. Затем эти части обезжиривают горячим раствором щелочи и, подложив в месте соединения пластинку или пруток припоя, скрепляют железной проволокой. Место спая посыпают бурой или борной кислотой, которые предохраняют спаиваемые поверхности от окисления и называются флюсами.4 Затем в пламени паяльной лампы, газовой горелки, в камерной или муфельной печи, в горне, а иногда даже токами высокой частоты детали нагревают до расплавления припоя.
Жидкий припой благодаря поверхностному натяжению проникает в зазоры в месте спайки и после остывания дает прочное соединение деталей. На рисунке 38 показаны детали, подготовленные к пайке (а) и после нее (б).
В настоящее время применяется пайка стальных изделий в электрических печах с защитной газовой атмосферой (водород, аммиак), благодаря которой изделие не окисляется и остается светлым..
Мягкие припои легкоплавки (t° пл. = 200—300°С). При сравнительно низкой прочности (4—8 кГ/мм2) они позволяют получать герметичные, непроницаемые для жидкостей и газов швы и обеспечивают надежность электрического контакта. Их широко применяют в электро- и радиотехнике. В качестве мягких припоев широко применяется олово и оловянно-свинцовые сплавы. Так называемый «третник» состоит из сплава 1 части олова и 2 частей свинца.
Пайка мягкими припоями несложна и доступна каждому, если имеются следующие материалы и инструменты:
1. Паяльник — электрический или простой (кусок меди на железной рукоятке, нагреваемый в пламени примуса или газовой горелки).
2. Напильник или наждачная бумага для очистки спаиваемых поверхностей от ржавчины и грязи.
3. Раствор хлористого цинка в воде (ZnCy, иначе называемый «травленой соляной кислотой».
4. Хлористый аммоний или нашатырь (Nh5C1) куском или в порошке.
5. Кусочек припоя.
Паяльник нагревают до температуры 300—400°С и очищают от окислов, потерев его о кусок нашатыря. Если паяльник нагрет достаточно, от куска нашатыря идет белый дымок, а медь паяльника в этом месте становится чистой.
Паяльником касаются припоя, и несколько капель расплавленного металла прилипают к его очищенному концу.
Детали из меди, латуни и белой жести очищают от грязи и жира, смазывают раствором хлористого цинка и нагревают паяльником, пока припой не потечет по их поверхности. Тогда паяльник удаляют и, удерживая вместе спаиваемые детали, ждут, когда поверхность расплавленного припоя помутнеет. Это означает затвердение припоя и прочное соединение деталей.
Детали из стали следует предварительно залуживать, т. е. покрывать в местах соединения тонким слоем припоя или^олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя.
Для пайки медных проводов вместо хлористого цинка часто употребляют канифоль. Массивные детали, которые не удается прогреть паяльником до температуры плавления припоя, следует нагревать предварительно.
Реклама:
Читать далее:
Пайка горелками
Статьи по теме:
pereosnastka.ru
Медник Википедия
Ме́дник — это одна из древнейших профессий человека, связанная с обработкой металлов, за которой стоит тысячелетняя история. Название происходит от слова «медь». Профессиональная направленность медника — это обработка медных сплавов (медь, латунь, бронза) методами слесарной обработки и пайки. Именно из профессии медника образовалась более поздняя профессия — сварщик. Другие названия медника — паяльщик, лудильщик.
Медницкие работы[ | ]
- Обработка листового материала слесарными методами.
- Пайка легкоплавкими и тугоплавкими припоями: котлы, трубопроводы холодильных установок, и др.
- Чеканка и выколотка.
- Лужение изделий.
Медницкий инструмент[ | ]
Медники в своей профессиональной деятельности применяют следующий инструмент и оборудование:
- Паяльники: электрические и печные.
- Напильники: личные, бархатные.
- Щетки ручные для очистки поверхности: металлические простые и ершики.
- Щетки механические: работа на шлифмашине.
- Молоток.
- Зубила: разных размеров для рубки металла.
- Пассатижи, кусачки, бокорезы.
- Ножницы по металлу: резка листовой меди, латуни, и листовых припоев.
- Клейма: клеймение некоторых изделий.
- Инструмент для чеканки.
- Наковальня: правка и рихтовка заготовок.
- Кисти: для нанесения жидких флюсов и кислот на обрабатываемую поверхность.
Оборудование:
Расходные материалы:
Техника безопасности при медницких работах[ | ]
Главными источниками опасности при медницких работах являются — открытый огонь, расплавы металлов и флюсов, агрессивные кислоты. Меры по предупреждению профессиональных опасностей:
- Наличие средств защиты органов дыхания, рук, ног: Спецодежда и спецобувь.
- Наличие средств пожаротушения.
Профессиональные заболевания медников[ | ]
Медницкие работы сопряжены с использованием режущего инструмента, открытого огня, расплавленных металлов и флюсов, растворов минеральных кислот, и приводят при небрежности и недостаточной защите рабочего к следующим травмам и заболеваниям:
- Отравления: Парами меди, цинка, свинца, кадмия, ртути, окислами металлов и солями металлов и кислот.
- Ожоги тепловые: Ожоги открытым огнём горелок и печей, расплавами металлов и флюсов.
- Ожоги химические: Ожоги крепкими кислотами.
- Травмы рук: Порезы.
ru-wiki.ru