исходные материалы, технология, технико-экономические показатели. Схема мартеновской печи.

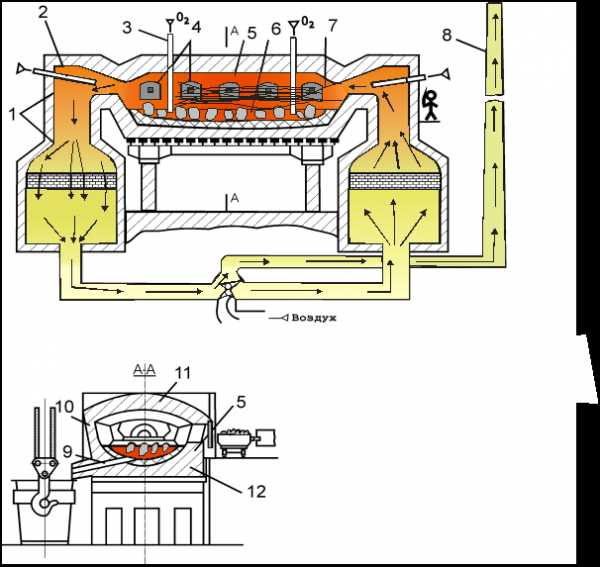
1 — регенератор
2 — головка печи (служит для смешивания топлива с воздухом)
3 — трубка с кислородом
4 — загрузочное окно
5 — передняя стенка
6 — шихта
7 — факел
8 — дымовая труба
9 — желоб для выпуска стали
10 — задняя стенка
11 — свод печи
12 — подина
Мартеновская печь — пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают железную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), марганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют качественные стали.
Основные технико-экономические показатели производства стали в мартеновских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т.
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
Устройство работы двухванной печи
Печь работает следующим образом: в одной ванне (горячей) происходит плавление и доводка с интенсивной продувкой металла кислородом, а во второй ванне (холодной) в то же время идет завалка и прогрев твердой шихты. Газы из горячей части печи направляются в холодную и состоят до 35% из оксида углерода. В холодной части печи СО догорает до СО2 и за счет выделяющегося тепла происходит нагрев твердой шихты. Недостающее для процесса нагрева тепло восполняется подачей природного газа через горелки, установленные в своде печи. Сгорание природного газа и догорание СО совершаются за счет дополнительного кислорода.
Когда готовую сталь из первой ванны выпускают, во вторую ванну заливают жидкий чугун. После заливки чугуна тут же начинают продувку ванны кислородом. Заканчивается продувка за 5–7 мин до выпуска. С выпуском металла из первой ванны цикл плавки заканчивается и начинается новый. В то же время с помощью перекидных шиберов изменяется направление движения газов. Теперь бывшая холодная ванна становится горячей. Первую ванну заправляют и производят завалку шихты, и цикл повторяется.
Двух ванная печь должна работать таким образом, чтобы было равенство холодного и горячего периодов, протекающих одновременно в разных ваннах. В холодный период входит выпуск, заправка, завалка, прогрев, заливка чугуна; в горячий период – плавление и доводка. Например, для печи с садкой каждой ванны 250 т общая продолжительность плавки составляет 4 ч, каждый период длится по 2 ч. Металл выпускается также через каждые 2 ч. Раскисление стали, производят в ковше.
Металл продувают кислородом в каждой ванне через две–три кислородные фурмы с интенсивностью 20–25м3/ч» на 1 т металла. Каждая часть печи оборудована сводовыми кислородными фурмами и газокислородными горелками. Горелки необходимы для сушки и разогрева печи после ремонтов, а также для подачи дополнительного топлива.
Современные двухванные печи работают на техническом кислороде без вентиляторного воздуха, поэтому регенераторы отсутствуют. Холодная ванна печи частично выполняет роль регенераторов, аккумулируя тепло газов, покидающих горячую часть печи с температурой ~1700°С, и частично улавливает плавильную пыль, тем самым выполняет роль шлаковиков. Тем не менее количество пыли в продуктах сгорания, покидающих печь, составляет большую величину (20–40 т/м} Пыль состоит на 85–90 % из окислов железа.
Дымовые газы, покидающие рабочее пространство печи с температурой около 1500 °С, поступают по вертикальному каналу в шлаковик, в котором охлаждаются водой до температуры 900–1000 °С, а затем направляются в боров. В борове за счет подсоса холодного воздуха происходит дальнейшее понижение их температуры до 700 °С
studfiles.net
исходные материалы, технология, технико-экономические показатели. Схема мартеновской печи.
1 — регенератор
2 — головка печи (служит для смешивания топлива с воздухом)
3 — трубка с кислородом
4 — загрузочное окно
5 — передняя стенка
6 — шихта
7 — факел
8 — дымовая труба
9 — желоб для выпуска стали
10 — задняя стенка
11 — свод печи
12 — подина
Мартеновская печь — пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают железную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), марганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют качественные стали.
Основные технико-экономические показатели производства стали в мартеновских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т.
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
Устройство работы двухванной печи
Печь работает следующим образом: в одной ванне (горячей) происходит плавление и доводка с интенсивной продувкой металла кислородом, а во второй ванне (холодной) в то же время идет завалка и прогрев твердой шихты. Газы из горячей части печи направляются в холодную и состоят до 35% из оксида углерода. В холодной части печи СО догорает до СО2 и за счет выделяющегося тепла происходит нагрев твердой шихты. Недостающее для процесса нагрева тепло восполняется подачей природного газа через горелки, установленные в своде печи. Сгорание природного газа и догорание СО совершаются за счет дополнительного кислорода.
Когда готовую сталь из первой ванны выпускают, во вторую ванну заливают жидкий чугун. После заливки чугуна тут же начинают продувку ванны кислородом. Заканчивается продувка за 5–7 мин до выпуска. С выпуском металла из первой ванны цикл плавки заканчивается и начинается новый. В то же время с помощью перекидных шиберов изменяется направление движения газов. Теперь бывшая холодная ванна становится горячей. Первую ванну заправляют и производят завалку шихты, и цикл повторяется.
Двух ванная печь должна работать таким образом, чтобы было равенство холодного и горячего периодов, протекающих одновременно в разных ваннах. В холодный период входит выпуск, заправка, завалка, прогрев, заливка чугуна; в горячий период – плавление и доводка. Например, для печи с садкой каждой ванны 250 т общая продолжительность плавки составляет 4 ч, каждый период длится по 2 ч. Металл выпускается также через каждые 2 ч. Раскисление стали, производят в ковше.
Металл продувают кислородом в каждой ванне через две–три кислородные фурмы с интенсивностью 20–25м3/ч» на 1 т металла. Каждая часть печи оборудована сводовыми кислородными фурмами и газокислородными горелками. Горелки необходимы для сушки и разогрева печи после ремонтов, а также для подачи дополнительного топлива.
Современные двухванные печи работают на техническом кислороде без вентиляторного воздуха, поэтому регенераторы отсутствуют. Холодная ванна печи частично выполняет роль регенераторов, аккумулируя тепло газов, покидающих горячую часть печи с температурой ~1700°С, и частично улавливает плавильную пыль, тем самым выполняет роль шлаковиков. Тем не менее количество пыли в продуктах сгорания, покидающих печь, составляет большую величину (20–40 т/м} Пыль состоит на 85–90 % из окислов железа.
Дымовые газы, покидающие рабочее пространство печи с температурой около 1500 °С, поступают по вертикальному каналу в шлаковик, в котором охлаждаются водой до температуры 900–1000 °С, а затем направляются в боров. В борове за счет подсоса холодного воздуха происходит дальнейшее понижение их температуры до 700 °С
studfiles.net
исходные материалы, технология, технико-экономические показатели. Схема мартеновской печи.
Поиск Лекций
1 — регенератор
2 — головка печи (служит для смешивания топлива с воздухом)
3 — трубка с кислородом
4 — загрузочное окно
5 — передняя стенка
6 — шихта
7 — факел
8 — дымовая труба
9 — желоб для выпуска стали
10 — задняя стенка
11 — свод печи
12 — подина
Мартеновская печь — пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают железную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), марганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют качественные стали.
Основные технико-экономические показатели производства стали в мартеновских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т.
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
Рекомендуемые страницы:
Поиск по сайту
poisk-ru.ru
5. Мартеновские печи
Вфасонносталелитейных цехах, изготовляющих крупногабаритные отливки для машиностроительных заводов, применяют мартеновские печи емкостью до 50 т. В мартеновской печи из шихты, состоящей из стального
ичугунного лома, выплавляют сталь. Чугун, подаваемый в мартеновскую печь, может быть в твердом и жидком состояниях.
Рабочее пространство печи представляет собой ванну, над которой
Рис.44. Схема мартеновской печи
сжигают топливо, а в самой ванне происходит расплавление и перегрев металла. Твердые элементы шихты, постепенно расплавляясь, погружаются в жидкий металл ванны, поверхность которой покрыта слоем шлака.
Для перегрева металла через слой шлака, имеющего незначительную теплопроводность, необходима большая разность температур между металлом и факелом. При температуре стали 1600°С температура факела обычно достигает 1800 − 1900°С. Для достижения такой температуры факела необходим подогрев воздуха, расходуемого для сжигания топлива. В качестве воздухоподогревателей применяют регенераторы, устанавливаемые под печью. При применении топлива с низкой теплотой сгорания воздух и топливо подогревают.
Схема мартеновской печи показана на рис.44. Шихту загружают в печь через рабочие окна, расположенные в передней ее стенке. В торцах печи имеются головки, которые служат для подачи топлива и воздуха в рабочее пространство и для отвода из него продуктов горения: через одну головку подают топливо и воздух, через другую − отводят продукты горения. Чтобы частицы шлака и плавильной пыли не попали в регенератор и не забили насадки, между головкой и регенератором установлена камера − шлаковик.
Рабочее пространство − это часть печи, работающая в наиболее тяжелых условиях. Для кладки ее применяют огнеупоры, обладающие высокой огнеупорностью, хорошей механической прочностью при высокой температуре (до 1800°С) и устойчивостью против механического и физико-хи- мического воздействия материалов плавки.
Выбор огнеупорного материала для футеровки ванны обусловливается технологией процесса плавки. При кислом процессе футеровку пода и нижнюю часть стен выполняют из динасового кирпича, а набивку из кварцевого песка, при основном процессе − из магнезитового огнеупора, а набивку из магнезитового порошка. Верхнюю часть стен и свод печи независимо от технологии процесса плавки изготовляют из термостойкого хромомагнезитового огнеупора. В табл.3 приведены основные размеры рабочего пространства некоторых печей небольшой емкости. При уменьшении глубины ванны (хотя время плавления и перегрева металла уменьшаются) по-
вышается окисление металла. При недостаточной высоте свода над зеркалом ванны он быстро разрушается от воздействия факела. При слишком высоком расположении свода увеличиваются габаритные размеры печи и ухудшаются условия прогрева ванны, так как уменьшается настильность факела.
Таблица 3 Основные размеры рабочего пространства мартеновских печей небольшой емкости
Габаритные размеры рабочего про- |
| Емкость печи, т |
|
странства печи | 5 | 25 | 50 |
Площадь пода на уровне рабочих окон, м2 | 6,5 | 18,7 | 29,0 |
Длина ванны, м | 3,8 | 6,7 | 8,65 |
Ширина ванны, м | 1,7 | 2,8 | 3,35 |
Глубина ванны в середине печи, м | 0,35 | 0,48 | 0,6 |
Васота свода над порогами рабочих окон, м | 1,45 | 1,90 | 2,05 |
Мартеновская печь работает периодически. Продолжительность отдельной плавки складывается из продолжительности следующих организационно − технологических операций, теплотехнических и металлургических процессов: заправки, завалки, прогрева металла, плавления и доводки его химического состава. Печь заправляют после каждой плавки, так как кладку подины необходимо ремонтировать на горячей печи. Все дефекты, образующиеся при завалке печи твердой шихтой, а также физико-химиче- ские дефекты (разъедание и размывание кладки) должны быть сразу устранены. Только при этом условии возможна продолжительная работа печи без капитального ремонта. Количество топлива, подаваемое в печь (так называемая тепловая нагрузка печи), изменяется по ходу плавки. Максимальной тепловой нагрузке соответствуют периоды завалки и прогрева металла. В эти периоды за счет наличия в ванне холодного (нерасплавленного) металла можно увеличить количество сжигаемого топлива, так как низкая температура и большая поверхность шихты позволяют использовать мощный факел, не опасаясь перегрева и разрушения свода.
По мере расплавления и доводки металла температура его повышается. При этом повышается и температура кладки. В этот период для облег-
чения условий работы свода уменьшают тепловую нагрузку печи. Для уменьшения продолжительности плавления и доводки металла большое значение имеет так называемый направленный теплообмен, при котором значительную часть теплоты ванна получает не от кладки (свода и стен), а непосредственно от факела. Для этого топливо сжигают таким образом, чтобы часть факела с наибольшей температурой и излучательной способностью находилась в максимальной близости от поверхности ванны. Указанного достигают за счет соответствующих углов наклона форсунок, скоростей выхода топлива и воздуха и формы головок.
Удельный расход теплоты для мартеновских печей зависит от емкости ванны: чем больше емкость, тем меньше удельные потери теплоты и удельный расход теплоты на плавку.
Для мартеновских печей с основным сводом и емкостью ванны 5, 25 и 50 т удельный расход теплоты соответственно равен 3,5; 2,0 и 1,65 МДж/кг.
studfiles.net
исходные материалы, технология, технико-экономические показатели. Схема мартеновской печи. — МегаЛекции
1 — регенератор
2 — головка печи (служит для смешивания топлива с воздухом)
3 — трубка с кислородом
4 — загрузочное окно
5 — передняя стенка
6 — шихта
7 — факел
8 — дымовая труба
9 — желоб для выпуска стали
10 — задняя стенка
11 — свод печи
12 — подина
Мартеновская печь — пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают железную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), марганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют качественные стали.
Основные технико-экономические показатели производства стали в мартеновских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т.
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Схема мартеновских печей — Справочник химика 21
Рис, 1Х-37. Схема мартеновской печи. [c.386]
Схема мартеновской печи и основы мартеновского процесса [c.172]
Схема мартеновской печи показана на рис. 94. Генераторный газ и воздух, прежде чем попасть в печь, проходят через камеры, заполненные сложенным в клетку раскаленным огнеупорным кирпичом, где предварительно нагреваются. Продукты горения выходят через другие камеры и [c.313]
На рис. 53, б приведена схема мартеновской печи, отапливаемой смесью коксового газа низкого давления (100—400 мм вод. ст.) с мазутом, приспособленная для работы с двухсторонним отоплением и подачей кислорода в периоды заливки чугуна и плавления. Инжекционные горелки, в которых коксовый газ [c.144]
Еще один тип промышленного скруббера с трубами Вентури, описанный Сторчем [821] и называемый скруббером с зеркальной схемой потока среды, используется в Чехословакии для улавливания ферромарганцевых паров и газов мартеновских печей с кислородным дутьем, В последнем случае была достигнута общая эффективность 97% при перепаде давления 7 кПа, причем доля уловленных частиц размером менее 0,15 мкм составила 15%, а доля частиц размером менее 0,5 мкм составила 65% температура входящих газов составила 500°С. Схема установки представлена на рис. 1Х-29. Из нее видно, что установка состоит из единого блока с трубой Вентури и циклонным отделителем капель. [c.423]
На рис. 16 приведена схема рабочего пространства мартеновской печи, на которой показано стрелками целесообразное распределение газовых потоков. Создание такого распределения газовых потоков — трудная [c.71]
На рис. 192 приведена схема газовой мартеновской печи с головками Вентури. В мартеновских печах, работающих на жидком топливе, достигается более совершенный прямой направленный теплообмен, так как форсунки для жидкого топлива устанавливают так, чтобы угол их наклона к зеркалу ванны можно было менять по ходу плавки. Кроме того, факел жидкого топлива вследствие использования распылителя высокого давления (10—12 ата) обладает большим запасом кинетической энергии и поэтому является более жестким. [c.330] Р ис. 193. Схема подачи кислорода на поверхность ванны четырьмя газокисwww.chem21.info
Принцип тепловой работы мартеновской печи
Для повышения температуры горения топлива в мартеновских печах используется предварительный нагрев газообразного топлива и необходимого для его сжигания воздуха до 1100 – 1200оС путем регенерации тепла отходящих из рабочего пространства печи газов. При этом температура факела может достигать 1850 – 1900оС.
Принцип тепловой работы мартеновской печи поясняется схемой на рисунке 15.1.
Рисунок 15.1 – Схема мартеновской печи: 1 – рабочее пространство; 2 – головки; 3 – вертикальные каналы; 4 – шлаковики; 5 – регенеративные нагреватели; 6 – борова; 7 – реверсивные и регулирующие клапаны; 8 – котел-утилизатор; 9 – газоочистка; 10 – дымовая труба
Допустим, что первоначально нагретой является насадка правой пары регенераторов. В этом случае воздух и газ, проходя через эти регенераторы, нагреваются до температуры 1100 – 1200оС и поступают в рабочее пространство мартеновской печи.
В рабочем пространстве происходит их смешивание и сгорание топлива с образованием факела, имеющего температуру 1800 – 1900оС. Продукты горения удаляются из рабочего пространства через левую головку мартеновской печи при температуре 1650 – 1750оС. Проходя через вертикальные каналы и шлаковики, продукты сгорания топлива поступают в левую пару регенеративных нагревателей при температуре 1500 – 1550оС. Проходя через насадку регенераторов, продукты горения нагревают ее, после чего по боровам подаются к дымовой трубе.
Через 10 – 20 минут насадка правых регенераторов остывает и не обеспечивает необходимого нагрева газа и воздуха. К этому моменту насадка левых регенераторов нагревается до высокой температуры. Поэтому, для сохранения температуры факела в рабочем пространстве печи на требуемом уровне, направление движения воздуха и газа меняют (перекидка клапанов). После этого левая пара регенераторов используется для нагрева газа и воздуха, а правые регенераторы нагреваются за счет тепла отходящих из рабочего пространства печи газов.
При использования для отопления печи высококалорийного топлива (природный газ, мазут и др.) необходимость в его нагреве отпадает. При этом мартеновская печь может работать с одной парой регенераторов для нагрева воздуха.
uas.su