«Дни и ночи у мартеновских печей…»
«Дни и ночи у мартеновских печей. Не смыкала наша Родина очей»
Это известные строки песни «День Победы». И они полностью соответствуют реальности – 35 мартенов работало на нужны обороны в 41 году, а позже металл из заводских мартеновских печей позволил вывести в космос Юрия Гагарина.
Мало кто знает про мартеновские печи: как и когда они появились, чем отличается процесс получения стали в мартенах и какое развитие получило мартеновское производство в наши дни.
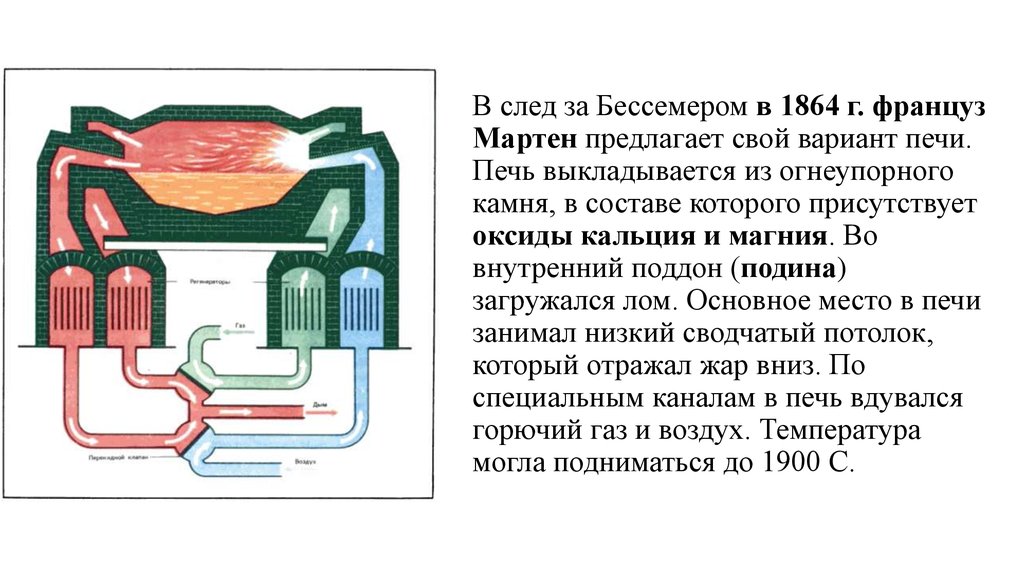
Схема мартеновской печиПромышленный переворот в середине 19 века дал новый толчок развитию металлургии. Машинное производство требовало большого количества стали разнообразных марок и качества лучшего, чем старое пудлинговое железо. Спрос рождает предложение – так и появились новые плавильные печи, одной из которой стала мартеновская печь. Название произошло от фамилия ее создателя – металлурга Пьера Эмиля Мартена, создавшего первую печь подобного образца в 1864 году
Чем хорош мартеновский процесс?
В отличие от доменного производства для выпуска жидкого чугуна, мартены могут использовать шихту даже низкого качества, состоящей из лома, железной руды, известняка, стружку и даже отходы производства, и получать на выходе продукт высокого качества. Из шихты можно было, оперативно меняя ход процесса, получать сталь заранее заданного качества, а при добавлении легирующих присадок – специальная сталь (например, для обеспечения большей прочности и качества для самолетов и космического корабля «Восток-1»)
Из шихты можно было, оперативно меняя ход процесса, получать сталь заранее заданного качества, а при добавлении легирующих присадок – специальная сталь (например, для обеспечения большей прочности и качества для самолетов и космического корабля «Восток-1»)
Мартен — печь периодического действия (в отличие от доменной печи, которая работает запуска до ближайшего капитального ремонта). Общая схема ее работы такова:
- Нагрев запускается на полную мощность, чтобы как можно скорее прогреть рабочее пространство выше 1200 градусов.
- Производится заправка печи мелким чистым ломом и железной рудой
- В печь заваливается известняк и ординарный стальной лом – шихта.
- Заливается чугун
- Происходит плавка металла
- Осуществляется доводка расплава и введение в него (если нужно) легирующих присадок для получение специальной стали;
- Выпускают расплав
Сегодня эпоха мартеновских печей закончилась – 23 марта 2018 года погас последний мартен в России. На это есть следующие причины.
На это есть следующие причины.
Мартеновское производство убивает экологию. 25% шлаковой пыли попадает в атмосферу. Кроме пыли, мартеновская печь выбрасывает в больших количествах угарный и сернистый газ, парниковый газ и оксиды азота. Для охлаждения металлоконструкций мартена требуется ежечасно до 400 куб. м воды.
Кстати, крупные металлургические компании все больше и больше акцентируют внимание на увеличении экологичности своего производства, поэтому всегда в рамках стратегии уделяют большое значение инвестициям в природоохранные проекты.
Непроизводительность. У мартеновской печи очень длинный цикл плавки – 6–15 часов против 30–50 минут у кислородных конвертеров (по этому принципу работают современные доменные печи) и электродуговых печей.
Потери железа. В металлургии есть два основных правила:
- Никакого топлива на передел (получение стали из полуфабрикатов)
- Содержание железа в металле после передела должно оставаться столько же, сколько было до него
Конверторы топлива не требуют, так как разогреваются выгорающим углеродом, как только пойдет кислород, а электродуговая печь работает в процессе преобразования электрической энергии в тепловую.
Теперь мартеновские печи остались в прошлом, но это скорее плюс — производство стали развивается в более производительном и экологически чистом направлении.
By the way, скоро будет целая серия про сталь (кто, как и для кого ее производит, состояние и перспективы наших металлургов на фоне глобальных конкурентов и многое другое). Поэтому подписывайтесь в вк на нашу рассылку от аналитиков чтобы быть в курсе всех отраслевых деталей.
Мартеновский способ производства стали | Металлургический портал MetalSpace.ru
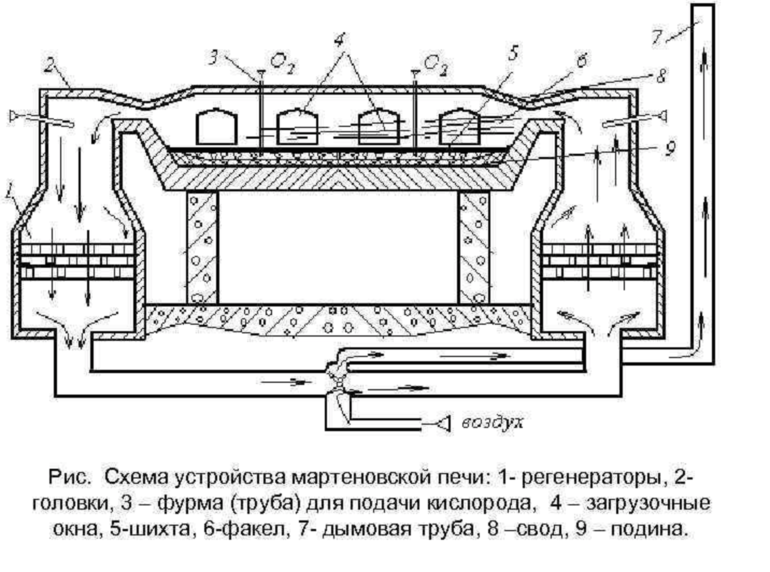
Мартеновская печь (рисунок 22) имеет рабочее плавильное пространство, ограниченное снизу подиной, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной или кислой. Если в процессе плавки в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые шлаки, процесс называют кислым.
В передней стенке печи имеются загрузочные окна для подачи шихты, а в задней – отверстие для выпуска готовой стали. Современные мартеновские печи имеют емкость 200 – 900 тонн жидкой стали.
Принцип работы мартеновской печи представлен на рисунке 22 в положении подачи топлива и воздуха с правой стороны и отвода продуктов сгорания через левые каналы. Проходя через предварительно нагретые насадки регенераторов (воздух через воздушный регенератор, газ через газовый), воздух и газ нагреваются до 1000 – 1200 °C и в нагретом состоянии через головку попадают в печь. При сгорании топлива образуется факел с температурой 1800 – 1900 °C. Пройдя головку расположенную в противоположной стороне печи, раскаленные продукты сгорания направляются в другую пару насадок регенераторов, отдавая тепло им, и уходят в дымоход.
При такой работе насадки регенераторов правой стороны охлаждаются, а насадки левой стороны нагреваются. В момент когда регенераторы правой стороны не в состоянии нагреть воздух и газ до нужной температуры, происходит автоматическое реверсирование пламени. Холодный воздух и газ направляются через хорошо нагретые левые регенераторы, а продукты сгорания уходят в правую сторону печи, нагревая остывшие правые регенераторы. Таким образом, подающая и отсасывающая головки мартеновской печи периодически изменяют функции при помощи переводных клапанов, а факел сгорающего топлива формируют то слева, то справа, поддерживая максимальную регенерацию тепла и избегая перегрева насадок регенераторов.
В момент когда регенераторы правой стороны не в состоянии нагреть воздух и газ до нужной температуры, происходит автоматическое реверсирование пламени. Холодный воздух и газ направляются через хорошо нагретые левые регенераторы, а продукты сгорания уходят в правую сторону печи, нагревая остывшие правые регенераторы. Таким образом, подающая и отсасывающая головки мартеновской печи периодически изменяют функции при помощи переводных клапанов, а факел сгорающего топлива формируют то слева, то справа, поддерживая максимальную регенерацию тепла и избегая перегрева насадок регенераторов.
Газы из регенератора попадают сначала в шлаковик, а уже потом по вертикальному каналу в головку печи. Шлаковики служат для улавливания плавильной пыли и шлаковых частиц, уносимых продуктами сгорания из рабочего пространства, предохраняя насадки регенератора от засорения. Сечение шлаковиков больше сечения вертикальных каналов. Поэтому при попадании дымовых газов в шлаковики их скорость резко уменьшается и меняется направление движения. Это приводит к тому, что значительная часть плавильной пыли оседают в шлаковиках.
Это приводит к тому, что значительная часть плавильной пыли оседают в шлаковиках.
При нагреве поступающих в печь газа и воздуха обеспечивается высокая температура факела (1800 — 1900 °C). Факел нагревает рабочее пространство печи и способствует окислению примесей шихты. Чем выше температура поступающих в печь газа и воздуха, тем выше температура факела и тем лучше работает печь. Однако можно добиться достаточно высокой температуры факела без предварительного подогрева газа и воздуха, обогащая воздух кислородом (вплоть до полной замены воздуха кислородом). Это приводит к уменьшению количества продуктов сгорания и уноса ими тепла и соответственно к повышению температуры. В этом случае регенераторы оказываются ненужными.
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.

Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Скрап-рудный процесс плавки стали в основной мартеновской печи.
Особенностью основного мартеновского процесса является то что он позволяет получать сталь с низким содержанием вредных примесей (фосфора, серы) из рядовых шихтовых материалов.
Плавку начинают с загрузки твердой составляющей шихты (железная руда, известняк, лом) с помощью завалочной машины. После загрузки твердой части шихты и прогрева ее, заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. С этого момента начинается период плавления шихты, в результате которого за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна (кремний, фосфор, марганец и частично углерод).
Кремний окисляется и переходит в шлак почти полностью в период плавления под действием окислительной атмосферы, а также кислорода вводимого с железной рудой.
Фосфор окисляется одновременно с кремнием и марганцем, когда температура металла еще не высока.
Оксиды кремния (SiO2), фосфора (P2O5), марганца (MnO), кальция (CaO) образуют железисто-углеродистый шлак, способствующий удалению фосфора. При переработке обычного чугуна для понижения содержания фосфора в металле проводят однократное скачивание шлака. Если же перерабатывают фосфористый чугун, то скачивание проводят многократно.
После расплавления шихты, окисления значительной части примесей и разогрева металла начинается период кипения ванны. В печь загружают железную руду или продувают ванну кислородом. Углерод в металле интенсивно окисляется, образуя оксид углерода (CO), выделяющегося в виде газовых пузырей, и вызывая кипение мартеновской ванны. Этот процесс играет очень важную роль, так как выравнивание состава и температуры металла в мартеновской печи осуществляется за счет кипения ванны. При кипении происходит удаление газов из металла, всплывание и поглощение шлаком неметаллических включений, увеличивается поверхность раздела между шлаком и металлом, что способствует ускорению процессов удаления вредных примесей (фосфора, серы).
Ввиду высокой окисленности шлака, удаление серы из металла менее эффективно, чем фосфора. Для удаления серы наводят новый шлак, загружая известь с добавлением боксита или плавикового шпата для уменьшения вязкости шлака. Содержание CaO в шлаке возрастает, а FeO уменьшается, создаются условия для удаления из металла серы. Для получения стали с низким содержанием серы, проводят обработку металла внепечными методами в ковше.
Для получения стали с низким содержанием серы, проводят обработку металла внепечными методами в ковше.
В период кипения ванны интенсивно окисляется углерод. Поэтому при составлении шихты для плавки необходимо предусмотреть, чтобы в ванне к моменту расплавления содержание углерода было на 0,5 – 0,6% выше, чем требуется в готовой стали. Процесс кипения считают закончившимся, когда содержание углерода в металле соответствует заданному, а содержание фосфора минимально. После этого сталь раскисляют и после отбора контрольных проб выпускают в сталеразливочный ковш через отверстие в задней стенке печи.
Кислый мартеновский процесс.
В настоящее время кислый мартеновский процесс имеет ограниченное применение в виду высоких требований к чистоте шихты. В кислой печи процесс ведут с кислым шлаком, поэтому удаление из металла серы и фосфора невозможно. Для ведения кислого процесса используют высококачественные древесно-угольные или коксовые чугуны, в которых содержание вредных примесей не превышает 0,025%.
Металлический лом, поступающий с других предприятий, переплавляют в основных печах для получения шихтовой заготовки, загружаемой вместо лома и полупродукта, когда металл заливают в кислую печь в жидком виде. Жидкий полупродукт выпускают из основной печи в ковш и затем переливают в кислую печь. Такой процесс называют дуплекс-процессом, так как в нем участвуют два агрегата – основная и кислая мартеновская печи.
Топливо при кислом процессе должно содержать минимальное количество серы. Стали, выплавляемые в кислых мартеновских печах, содержат меньше неметаллических включений, водорода и кислорода, чем выплавляемые в основной печи. Поэтому кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, и ее используют для особо ответственных деталей (коленчатых валов крупных двигателей, артиллерийских орудий, роторов мощных турбин).
Производство стали в двухванных сталеплавильных агрегатах.
Двухванные сталеплавильные агрегаты имеют две ванны, соединенные каналом для перехода из одной ванны в другую (рисунок 23). Принцип работы двухванной печи следующий. Когда в одной ванне после заливки чугуна ведут продувку металла кислородом, в другой производят завалку и подогревают твердую шихту отходящими из первой ванны газами. После выпуска металла из первой ванны проводят завалку шихты. Одновременно начинается продувка второй ванны кислородом. Топливо в двухванные агрегаты подается через топливно-кислородные горелки, установленные в своде и торцах печи. Если в шихте содержится жидкого чугуна больше 65%, то двухванная печь может работать без расхода топлива, так как количество физического тепла и тепла выделяющегося при окислении примесей чугуна, а также окисления СO до CO
Принцип работы двухванной печи следующий. Когда в одной ванне после заливки чугуна ведут продувку металла кислородом, в другой производят завалку и подогревают твердую шихту отходящими из первой ванны газами. После выпуска металла из первой ванны проводят завалку шихты. Одновременно начинается продувка второй ванны кислородом. Топливо в двухванные агрегаты подается через топливно-кислородные горелки, установленные в своде и торцах печи. Если в шихте содержится жидкого чугуна больше 65%, то двухванная печь может работать без расхода топлива, так как количество физического тепла и тепла выделяющегося при окислении примесей чугуна, а также окисления СO до CO
Качество металла, производимого в двухванных агрегатах не отличается от качества мартеновской или кислородно-конвертерной стали. Технико-экономические показатели процесса в двухванных сталеплавильных агрегатах характеризуются:
- высокой производительностью;
- низким удельным расходом топлива и огнеупоров.

К основным недостаткам процесса, ограничивающим его широкое распространение, относятся:
- более высокий расход жидкого чугуна по сравнению с мартеновским скрап-рудным процессом;
- более высокий угар железа;
- ограниченность сортамента выплавляемого металла.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
Сталь | Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
- Ключевые люди:
- Эндрю Карнеги Генри Бессемер Сэр Уильям Сименс Джон Огастес Роблинг Чарльз М. Шваб
- Похожие темы:
- Дамасская сталь углеродистая сталь перлит литая сталь стальная промышленность
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, обилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, обилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т.
За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
е. сплавов) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
В чистом виде железо мягкое и, как правило, непригодное для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь. ) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) приводит к микроструктуре, содержащей около 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130.
) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) приводит к микроструктуре, содержащей около 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Что такое мартеновская печь?
`;
Промышленность
Факт проверен
Мартеновские печи — это печи, которые часто используются при производстве стали. Мартеновская печь с несколько неглубоким подом и сводом, который ниже, чем у печей других конструкций, создает среду, которая способствует удалению примесей из чугуна, используемого в процессе производства стали. Промышленные печи этого типа использовались в течение ряда лет в качестве основного метода производства стали и до сих пор являются наиболее распространенным подходом во многих регионах мира.
Фактический процесс работы с мартеновской печью позволяет расположить чугун таким образом, что сочетание открытого огня и горячего воздуха, образующегося в печи, может вызвать химическую активность, необходимую для производства стали. Иногда известная как отражательная плавильная печь, пламя проходит над материалом, в то время как горячий воздух помогает усилить тепло внутри очага до желаемого уровня. Хотя основы этого подхода использовались в ограниченных целях на протяжении столетий, разработка настоящей мартеновской печи произошла в середине XIX века.го века и стал отраслевым стандартом в течение нескольких десятилетий.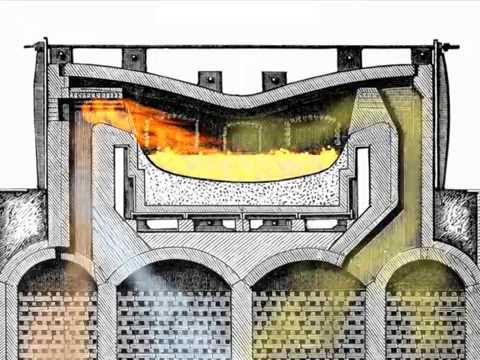 По большей части мартеновская печь оставалась наиболее жизнеспособным методом производства стали до начала 1970-х годов.
По большей части мартеновская печь оставалась наиболее жизнеспособным методом производства стали до начала 1970-х годов.
Одним из главных преимуществ использования мартеновской печи является возможность извлечения примесей из чугуна, поскольку он подвергается воздействию экстремальных температур. Конечным результатом является сталь, которая является более прочной и способной выдерживать более высокие уровни нагрузки. Благодаря такому особому подходу к производству стали были произведены балки и другие типы строительных материалов, которые позволили возводить более высокие здания, а также создавать машины и другие устройства, содержащие стальные компоненты, которые могли выдерживать большие нагрузки и использовать. .
.
Со временем мартеновская печь уступила место новым технологиям, позволившим удалить примеси и производить более качественные стали, а также снизить себестоимость производства. Большая часть снижения производственных затрат произошла за счет разработки альтернативных методов, которые были более энергоэффективными, таких как электродуговая печь или кислородная печь. Хотя мартеновские печи больше не используются во всем мире, они все еще используются в некоторых странах, хотя производство обычно осуществляется в гораздо меньших масштабах, чем несколько десятилетий назад.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в множество печатных и интернет-изданий, в том числе AboutMechanics, а его работы также появились в поэтических сборниках, религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие лига бейсбола и велоспорт.
Малкольм Татум После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к
мелочи, исследования и письмо, став внештатным писателем на полную ставку.