Что означает маркировка стали?
Понятие «марка стали» известно каждому профессионалу, имеющему дело с металлургией. Именно маркировка позволяет определить химический состав сплава и его физические особенности. Разобраться с расшифровкой не так сложно, запомнив основные принципы.
Маркировка стали: виды и особенности
Сталь – это железо-углеродный сплав, содержание которого достигает 2,14%. Благодаря углероду металл обретает твердость.
Основная классификация марок включает такие показатели:
назначение;
структура;
химические свойства;
качество;
уровень раскисления.
При вхождении легирующих элементов можно придать сплаву определенные свойства. Комбинация вида и количества различных добавок приводит к созданию марок с улучшенными характеристиками и устойчивостью к коррозии.
Классификация стали осуществляется по назначению. Выделяются следующие типы марок:
Конструкционные – используются в создании продукции для машиностроения.

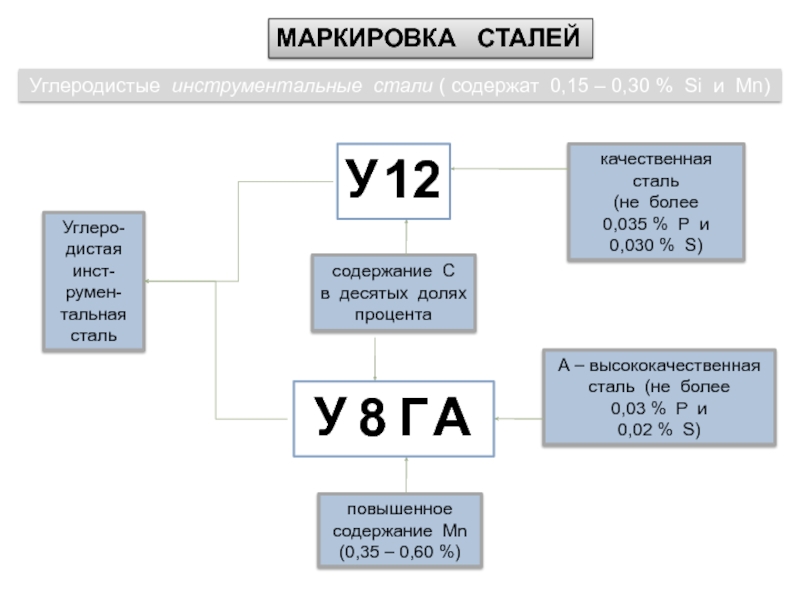
Инструментальные – применяются для изготовления штамповых, режущих или измерительных инструментов.

Стоит отметить, что металлы могут отличаться и химическими свойствами. Существуют нержавеющие, жаропрочные, окалиностойкие и т.д. Однако, несмотря на содержание полезных частиц, сталь может включать в себя и вредные добавки, например, серу и фосфор. Так, сера способствует появлению трещин в разогретом металле, а фосфор повышает его хрупкость.
Также марки указывают на степень удаления кислорода. Исходя из уровня раскисления, выделяются стали спокойного, полуспокойного и кипящего типов.
Как расшифровать маркировку стали?
Чтобы расшифровать маркировку, необходимо знать определенные принципы:
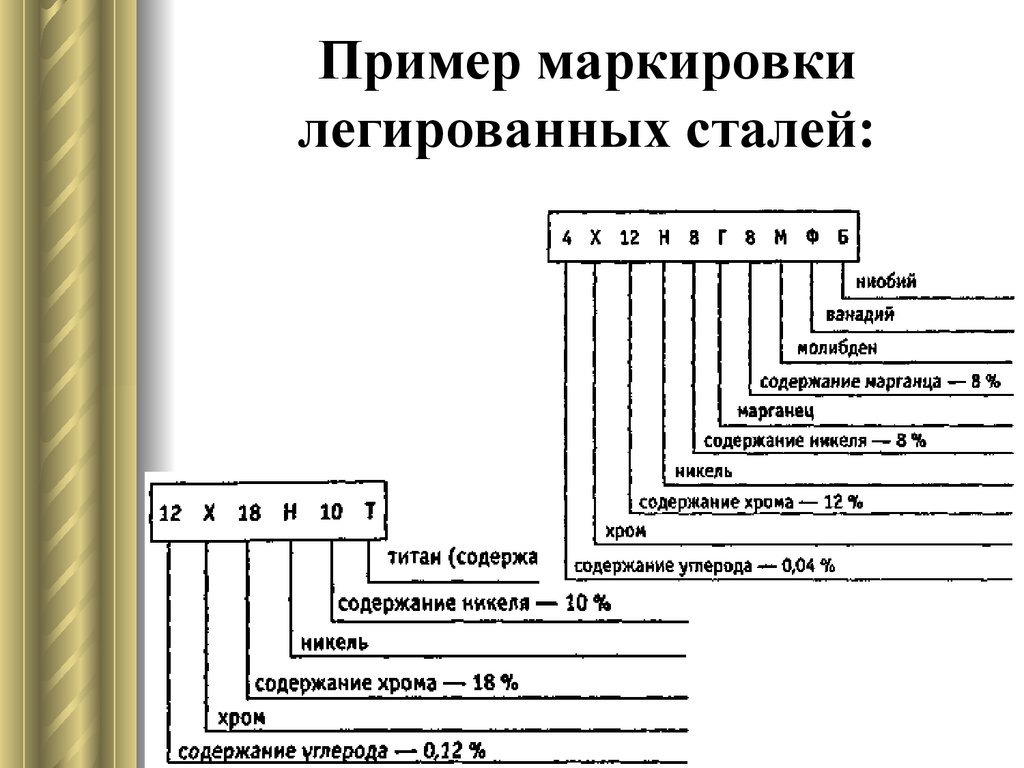
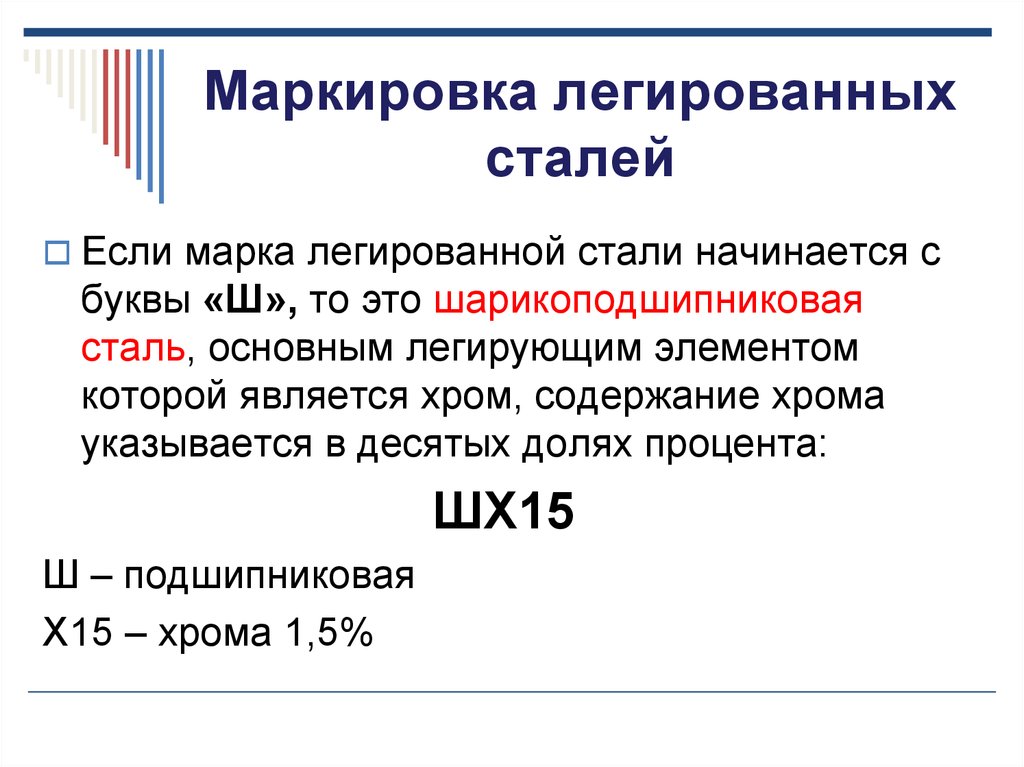
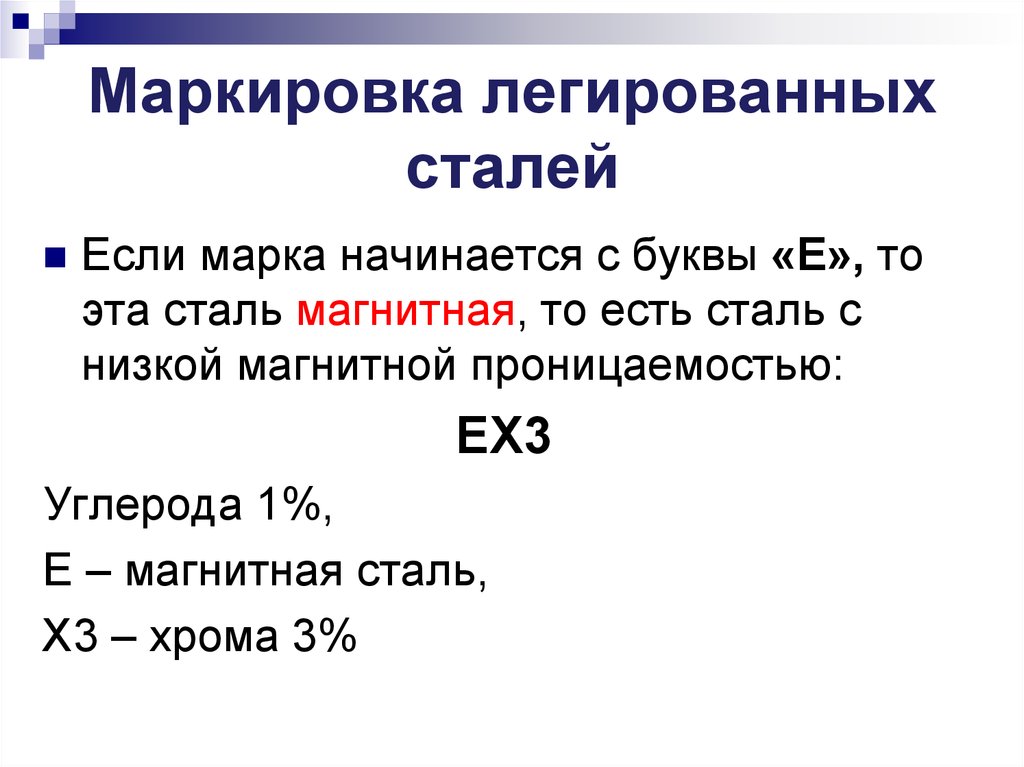
Большие буквы обозначают элементы, входящие в состав (Т – титан, Ц – цирконий, Ю – алюминий).
Сочетание КП, ПС, СП обозначает способ раскисления (кипящая, полуспокойная, спокойная).
Цифра после букв обозначает количество углерода.
Для определения качественных, литейных и строительных сталей добавляются буквы К, Л, С.
Дополнительно используются указатели термопрочности, повышенной коррозионной стойкости и содержания меди (Т, К, Д).

Для полного понимания маркировки, необходимо подробно изучить все принципы типологии, поскольку они содержат немало нюансов.
Где используется маркировка?
Поскольку сталь является одним из важнейших материалов в промышленности, необходимо знать основные свойства сплавов.
К примеру, среднеуглеродистые качественные стали применяются после закалки поверхности для изготовления винтов, втулок или осей. В свою очередь, различные виды строительных сталей применяются для вторичных конструкционных элементов или несущих частиц сварных конструкций.
Для изготовления тракторных гусениц, пружин, валов или автомобильных деталей принципиально используют конструкционные легированные стали. А низколегированные применяются при рекордно низких температурах, от -70 градусов.
Данные факты свидетельствуют о том, что маркировка очень важна для выбора сплава для определенной сферы применения, чтобы его состав и физические характеристики идеально подходили для будущих изделий. Компания «Металл Холдинг» всегда предоставляет клиентам информацию о марках, чтобы покупатель не ошибся в своем выборе.
Маркировка стали | Сталь – маркировка по Евронормам
Система маркировки сталей по Евронормам.
Европейская система обозначений сталей подробно приводится в стандарте EN 10027, состоящем из двух частей: часть 1 определяет порядок наименований сталей (присвоения им буквенно-цифровых обозначений), а часть 2 — порядок присвоения сталям порядковых номеров.
1. Наименования сталей.
Согласно EN 10027 Часть 1 стали по порядку присвоения им наименований делятся на две группы. В первую группу включены стали, наименования которых определяются их назначением и механическими или физическими свойствами. Вторую группу составляют стали, наименования которых определяются их химическим составом.
Группа 1. Наименования сталей, включенных в первую группу (см. таблицу 1), состоят из одной или более букв, связанных с назначением стали, за которыми следуют цифры, определяющие ее свойства. За цифрами могут следовать дополнительные символы, определяющие состояние поставки стали и ее назначение.
Таблица 1. Наименования сталей группы 1 по EN 10027
| Начальная буква | Назначение стали Свойство, определяемое цифрами |
Дополнительные символы | ||||
| Группа 1 | Группа 2 | |||||
| S = G = стальное литье Ставится впереди, если необходимо | Конструкционные стали Например: S355J0 ранее: Fe 510C Свойство: минимальный предел текучести (Re) в Н/мм2 | Работа разрушения при ударе | Температура | С = с повышенной пластичностью в холодном состоянии D = для нанесения покрытий в горячем состоянии E = для эмалирования F = для ковки и штамповки L = для работы при низких температурах M = термомеханически упрочненная N = нормализованная O = для шельфовых конструкций Q = термообработанная S = для судостроения T = для труб W = стойкая к атмосферной коррозии | ||
| 27 Дж | 40 Дж | 60 Дж | °C | |||
| JR | KR | LR | +20 | |||
| J0 | K0 | L0 | 0 | |||
| J2 | K2 | L2 | -20 | |||
| J3 | K3 | L3 | -30 | |||
| J4 | L4 | -40 | ||||
| J5 | K5 | L5 | -50 | |||
| J6 | K6 | L6 | -60 | |||
| M = термомеханически упрочненная N = нормализованная Q = после закалки и отпуска G = другие качества, если необходимо с 1 или 2 цифрами | ||||||
| P = G = стальное литье Ставится впереди, если необходимо | Стали для котлов и сосудов высокого давления Например : P265B ранее: FeE265KR Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | M = термомеханически упрочненная N = нормализованная Q = термообработанная B = баллоны со сжатым газом S = обычные сосуды под давлением G = другие качества, если необходимо с 1 или 2 цифрами | H = высокая температура L = низкая температура R = комнатная температура X = высокая или низкая температура | |||
| L = | Стали для трубопроводов Например: L360Q ранее: 360QT Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | M = термомеханически упрочненная N = нормализованная Q = термообработанная G = другие качества, если необходимо с 1 или 2 цифрами | Буква и цифра, если необходимо | |||
| E = | Стали для машиностроения Например: E295 ранее: Fe490-2 Свойство: минимальный предел текучести (Re) в Н/мм2 (три цифры) | G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| B = | Арматурные стали Например: B500N Свойство: предел текучести (Re) в Н/мм2 (три цифры) | N = нормальной вытяжки H = высокой вытяжкиG = другие качества, если необходимо с 1 или 2 цифрами | ||||
| Y = | Стали для предварительно-напряженных конструкций Например: Y1770C ранее: Fe1770 Свойство: Минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры) | C = холоднотянутая проволока H = горячекатаные или предварительно- напряженные прутки Q = термообработанная проволока S = тонкий трос G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| R = | Рельсовые стали Например: R0880Mn ранее: 3B Свойство: минимальное временное сопротивление (Rm) в Н/мм2 (четыре цифры, возможен ноль впереди) | Mn = высокое содержание марганца Cr = легированная хромом G = другие качества, если необходимо с 1 или 2 цифрами | Q = термообработанная проволока | |||
| H = если установлен предел текучести HT = если установлено временное сопротивление | Холоднокатаный листовой прокат из высокопрочных сталей для холодной штамповки Например: h520M ранее: FeE420HF Свойства: минимальный предел текучести (Re) в Н/мм2 (три цифры) минимальное временное сопротивление (Rm) в Н/мм2 (три цифры и HT впереди) | M = термомеханически упрочненный или холоднокатаная B = закаленная в печи P = легированная фосфором X = двухфазная Y = с малым содержанием элементов внедрения (C и N) G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| D = | Листовой прокат для холодной штамповки Например: DC12EK ранее: FeK4 Свойства: C = холоднокатаный D = горячекатаный X = состояние проката (две буквы или цифры) | D = для нанесения покрытий в горячем состоянии EK = для эмалирования DK = для безгрунтового эмалирования G = другие качества, если необходимо с 1 или 2 цифрами | ||||
| T = если установлен предел текучести TH = если установлена твердость | Упаковочные листы и ленты Например: T660 ранее: DR660 Свойство: заданный п2редел текучести (Re) в Н/мм для двойного обжатия (три цифры) Например: TH52 ранее: F52 Свойство: средняя твердость (TH и две цифры) | Дополнительные символы не предусмотрены | Дополнительные символы не предусмотрены | |||
| M = | Электротехни ческие стали Например: M400-50A ранее: FeV400-50HA Свойство: предельно допустимые потери на перемагничивание в Вт/кг, умноженные на сто (три цифры) | Для магнитной индукции от 1. 5 Тесла (при 50 Гц) A = с неориентированным зерном D = нелегированные без заключительного отжига E = легированные, без заключительного отжига N = с нормальными потерями на перемагничивание Для магнитной индукции от 1.7 Тесла (при 50Гц) S = ориентированное зерно с ограниченными потерями на перемагничивание P = ориентированное зерно с низкими потерями на перемагничивание 5 Тесла (при 50 Гц) A = с неориентированным зерном D = нелегированные без заключительного отжига E = легированные, без заключительного отжига N = с нормальными потерями на перемагничивание Для магнитной индукции от 1.7 Тесла (при 50Гц) S = ориентированное зерно с ограниченными потерями на перемагничивание P = ориентированное зерно с низкими потерями на перемагничивание |
Дополнительные символы не предусмотрены | |||
Рассмотрим, как расшифровываются приведенные в таблице 3 примеры.
- S355J0 — конструкционная сталь с минимальным пределом текучести 355 Н/мм2 и работой разрушения при ударе 27 Дж, измеренной при температуре 0°C.
- P265B — сталь для баллонов со сжатым газом с минимальным пределом текучести
- 265 Н/мм2.
- L360QB — термообработанная сталь для магистральных трубопроводов с минимальным пределом текучести 360 Н/мм2.
- E295 — машиностроительная сталь с минимальным пределом текучести 295 Н/мм2.
- B500N — арматурная сталь с пределом текучести 500 Н/мм2 нормальной вытяжки.
- Y1770C — холоднотянутая проволока из стали для предварительно-напряженных конструкций с минимальным временным сопротивлением 1770 Н/мм2.
- R0880Mn — рельсовая сталь с высоким содержанием марганца с минимальным временным сопротивлением 880 Н/мм2.
- h520M — термомеханически упрочненная листовая высокопрочная сталь для холодной штамповки с минимальным пределом текучести 420 Н/мм2.
- DC12EK — холоднокатаная листовая сталь для холодной штамповки для эмалирования. T660 — упаковочный лист (лента) с заданным пределом текучести для двойного обжатия
- 660 Н/мм2.
- TH52 — упаковочный лист (лента) с твердостью 52.
- M400-50A — электротехническая сталь с предельно допустимыми потерями на перемагничивание 4 Вт/кг для магнитной индукции от 1.5 Тесла при частоте 50 Гц с неориентированным зерном
Группа 2. В группу 2 включены стали, наименования которых определяются их химическим составом. Группа 2 разделена на четыре подгруппы в зависимости от назначения и содержания легирующих элементов (см. таблицу 2).
Группа 2 разделена на четыре подгруппы в зависимости от назначения и содержания легирующих элементов (см. таблицу 2).
Таблица 2. Наименования сталей группы 2 по EN 10027
| Начальная буква | Назначение стали Свойство, определяемое цифрами |
Дополнительные символы | ||
| Группа 1 | Группа 2 | |||
| С = G = стальное литье Ставится впереди, если необходимо | Нелегированные стали со средним содержанием Mn < 1% (кроме автоматных) Например: C35E ранее: 2C35 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | E = заданное максимальное содержание серы R = заданный интервал содержания серы D = для тянутой проволоки C = с повышенной пластичностью в холодном состоянии S = пружинная T = инструментальная W = для сварочной проволоки G = другие качества, если необходимо с 1 или 2 цифрами После букв E и R может следовать цифра, определяющая содержание серы, умноженное на 100 | ||
| Без буквы G = стальное литье Ставится впереди, если необходимо | Нелегированные стали с содержанием Mn > 1%, нелегированные автоматные стали, легированные стали (кроме быстрорежущих) с содержанием каждого легирующего элемента до 5% Например: 28Mn6 ранее: 28 Mn 6 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | Легирующие элементы: Буквы: символы химических элементов Цифры: отделены тире, соответствуют среднему содержанию элемента, умноженному на нижеследующие коэффициенты | Дополнительные символы не предусмотрены | |
| Элемент | Коэффициент | |||
| Cr, Co, Mn, Ni, Si, W | 4 | |||
| Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr | 10 | |||
| Ce, N, P, S | 100 | |||
| B | 1000 | |||
| X= G = стальное литье Ставится впереди, если необходимо | Легированные стали (кроме быстрорежущих) со средним содержанием по меньшей мере одного легирующего элемента более 5% Например: X5CrNi18-10 ранее: X 5 CrNi 18 10 Первое число: среднее содержание углерода, умноженное на 100 (до трех цифр) | Легирующие элементы: Буквы: символы химических элементов, выстроенные по убыванию содержания элементов (при одинаковом содержании — в алфавитном порядке) Цифры: отделены тире, соответствуют среднему содержанию элемента | ||
| HS= | Быстрорежущие стали Например: HS2-9-1-8 ранее: HS 2-9-1-8 Числа, отделенные тире: содержания легирующих элементов в следующем порядке: W-Mo-V-Co | Дополнительные символы не предусмотрены | Дополнительные символы не предусмотрены | |
Рассмотрим приведенные в таблице, а также дополнительные примеры.
- C35E — нелегированная сталь со средним содержанием углерода 0.35%, с содержанием марганца менее 1% и заданным максимальным содержанием серы.
- 28Mn6 — нелегированная сталь со средним содержанием углерода 0.28% и марганца 1.5% (6, деленное на коэффициент 4).
- 13CrMo4-5 — нелегированная сталь со средним содержанием: углерода — 0.13%, хрома -1%, молибдена — 0.5% и содержанием марганца более 1%.
- X5CrNi18-10 — легированная сталь со средним содержанием: углерода — 0.05%, хрома -18.0%, никеля — 10.0%.
2. Порядковые номера.
Порядок присвоения сталям порядковых номеров определяется Европейским стандартом EN 10027 Часть 2. Порядковый номер стали представляется в виде 1.XXXX, где 1. определяет, что данный материал относится к сталям. В дальнейшем при расширении принятой системы нумерации предполагается использовать последующие цифры для обозначения других материалов (в немецкой системе нумерации материалов, являющейся прообразом Европейской, символ 0. Используется, например, для обозначения чугунов, 2. -для обозначения жаропрочных сплавов на основе никеля и кобальта, 3. — для обозначения цветных металлов и сплавов). Следующие две цифры после 1. определяют номер группы сталей, а две последние — порядковый номер стали в группе.
Используется, например, для обозначения чугунов, 2. -для обозначения жаропрочных сплавов на основе никеля и кобальта, 3. — для обозначения цветных металлов и сплавов). Следующие две цифры после 1. определяют номер группы сталей, а две последние — порядковый номер стали в группе.
По номеру группы можно однозначно определить к какому типу относится та или иная сталь. В таблице 3 приведены интервалы номеров, используемых для различных типов сталей. Более подробную классификацию можно найти непосредственно в стандарте EN 10027 Часть 2.
Таблица 3. Нумерация сталей по EN 10027
| Группа сталей | Порядковые номера | |
| Нелегированные стали | Стали обыкновенного качества | 1.00ХХ |
| Качественные стали | 1.01 ХХ — 1.09ХХ | |
| Высококачественные стали | 1. 10ХХ — 1.13ХХ 10ХХ — 1.13ХХ |
|
| Инструментальные нелегированные стали | 1.15ХХ — 1.18ХХ | |
| Легированные стали | Инструментальные легированные стали | 1.20ХХ — 1.28ХХ |
| Быстрорежущие стали | 1.32ХХ — 1.33ХХ | |
| Износостойкие стали | 1.34ХХ | |
| Подшипниковые стали | 1.35ХХ | |
| Материалы со специальными свойствами | 1.36ХХ — 1.39ХХ | |
| Нержавеющие стали | 1.40ХХ — 1.45ХХ | |
| Жаропрочные и жаростойкие стали | 1.46ХХ — 1.49ХХ | |
| Высококачественные легированные конструкционные стали | 1.50ХХ — 1.85ХХ | |
| Свариваемые высококачественные стали | 1.87ХХ — 1.89ХХ |
Стальные штампы, типоразмеры и держатели
GT SCHMIDT производит инструменты для маркировки стали с момента своего первого открытия в 1895 году. Уже более 125 лет мы поставляем практически во все отрасли высококачественные и самые надежные стальные штампы, стальные тип, держатели штампов и держатели типов.
Уже более 125 лет мы поставляем практически во все отрасли высококачественные и самые надежные стальные штампы, стальные тип, держатели штампов и держатели типов.
Мы предлагаем широкий ассортимент инструментов для маркировки стали как для ручного, так и для машинного применения. Мы производим ручные штампы и держатели прямого типа ручного типа. Если вы занимаетесь маркировкой роликами, маркировкой прессом или маркировкой вращающимися роликами, у нас есть тип стали, стальные штампы, держатели машинного типа и опорные приспособления, необходимые для вашего приложения маркировки деталей.
Свяжитесь с нами
ПОСМОТРЕТЬ ВСЕ НАШИ ШТАМПЫ, ТИПЫ, МАТРИЦЫ И ДЕРЖАТЕЛИ
Стальные штампы
Тип стали
Стальные штампы
Типодержатели и держатели штампов
Общая информация о маркировке стали
ОБЩИЕ РЕКОМЕНДАЦИИ ПО НАНЕСЕНИЮ МАРКИРОВКИ: НАЛИЧИЕ СИМВОЛОВ, РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Символы с отступом
Размер символов следует определять путем измерения лицевой стороны инструмента, как показано на рисунках символов ниже. Инструменты Sharp Face и Aerocut измеряются на вершине выгравированной поверхности. Символы в стиле Flat Face и Outline измеряются по внешнему краю или общему размеру выгравированного лица.
Инструменты Sharp Face и Aerocut измеряются на вершине выгравированной поверхности. Символы в стиле Flat Face и Outline измеряются по внешнему краю или общему размеру выгравированного лица.
Рельефные символы
Они являются исключением и измеряются от оттиска, а не от лицевой стороны штампа. Размер определяется высотой отпечатка в точке, где приподнятая часть встречается с фоном.
Символы с тиснением
Размер символа с тиснением измеряется в точке, где скос мужского штампа соприкасается с фоном.
ИНСТРУМЕНТЫ ДЛЯ МАРКИРОВКИ СТАЛИ GT SCHMIDT ДОСТУПНЫ В ОДНОМ ИЗ СЛЕДУЮЩИХ ПЯТИ ЛИЦ.
SHARP FACE
Символы с острым торцом используют острую кромку, где инструмент соприкасается с деталью. Острый инструмент для лица проникает легче, чем другие стили.
AEROCUT FACE
Гравированная поверхность Aerocut создает специально разработанную закругленную поверхность для маркировки оттисков с минимальным напряжением в точке контакта.
FLAT FACE
Плоские символы используются для создания более широкого впечатления. Эта поверхность часто используется на латуни или других цветных металлах или когда оттиск должен быть заполнен цветом.
КОНТУР ЛИЦА
Они имеют две резкие линии лица, чтобы создать впечатление двойной линии контурного символа. Этот стиль часто используется для выделения торговых названий или дизайнов.
AEROCUT DOT FACE
Эти поверхности имеют специально закругленные прерывистые поверхности для минимально возможного напряжения. Они рекомендуются для фитингов высокого давления, самолетов и других деталей, где острые инструменты могут нарушить молекулярную структуру металла.
РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Определение требований к размеру символов для вашего знака:
Существует естественная тенденция выбирать больший размер символов, чем требуется. Это приведет к тому, что матрица может оказаться слишком длинной для области маркировки, или требования к тоннажу могут быть излишне увеличены.
Каждая буква или цифра занимает пространство, ширина которого равна высоте. Дроби (1/2, 1/4 и т. д.) составляются с символами в ряд, а не друг над другом. Дробь будет занимать место, равное буквам или цифрам того же размера.
Например, символы 1/8″ расположены через 8 интервалов в дюйме. Маркировка слова «ЗАКАЛЕННОЕ» с помощью символа 1/8″ заняла бы один дюйм. То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма.
При наличии особых требований наш логотип, штампы или шрифт могут быть увеличены на большую площадь или сжаты, чтобы можно было наносить легенду на ограниченном участке.
РАССТОЯНИЕ СТАНДАРТНОГО ТИПА
Расстояние стандартного типа легко определить. Пробел равен размеру символа, умноженному на общее количество символов в чтении. (т. е. если используется символ размером 1/16 дюйма, а слово из восьми символов будет иметь длину 1/2 дюйма). Символы сжатого и расширенного стиля уменьшат и увеличат эти размеры соответственно.
ПРЯМОЙ ИНТЕРФЕЙС ДЛЯ ЛОГОТИПА
Прямой интервал между логотипами определяется так же, как и стандартный интервал между шрифтами. Каждый символ занимает пространство, равное размеру символа.
Интервал с логотипом с накаткой
Интервал с логотипом с накаткой рассчитывается так же, как и с прямым логотипом, за исключением того, что перед и после чтения добавляется пробел, равный половине символа. Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением.
Общие указания по маркировке
Глубина гравировки (стандарты GTS)
| Размер символов | Глубина |
| 3/64″ | 0,012″ |
| 1/16″ | 0,014″ |
| 3/32″ | 0,018″ |
| 1/8″ | 0,023″ |
| 5/32″ | 0,028″ |
| 3/16″ | 0,031″ |
| 7/32″ | 0,033″ |
| 1/4″ | 0,035″ |
| 5/16″ | . 040″ 040″ |
| 3/8″ | 0,050″ |
| 7/16″ | 0,055″ |
| 1/2″ | 0,060″ |
| 5/8″ | 0,062″ |
| 3/4 дюйма | 0,078″ |
| 1″ | 0,093″ |
Сверхглубокая гравировка
Требуется, когда материал удаляется с детали после нанесения маркировки и требуется нанести ненормально глубокую маркировку. Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала.
Гравировка с регулируемой глубиной
В некоторых случаях гравировка может быть меньше стандартной глубины. Товарные знаки и другие макеты надписей часто имеют неправильную форму, что может привести к неравномерному отпечатку. Выгравировав все символы и линии границ несколько мельче, штамп может «опуститься» (это означает, что штамп будет проникать в фон, так что вся метка будет одинаковой глубины).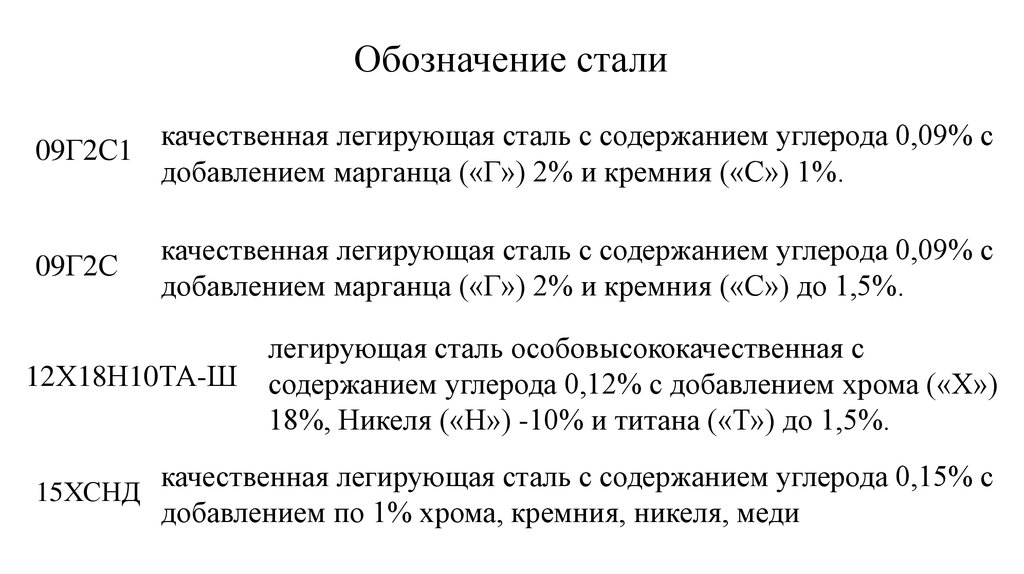 0003
0003
Скосы
Угол или скос сторон выгравированных символов может изменяться в зависимости от конкретного применения. Однако на большинстве штампов для маркировки низкоуглеродистой стали выгравированы скосы под углом 45 градусов. Инструменты для клеймения или тиснения имеют более прямые стороны и плоские поверхности. Более тяжелые фаски и очень глубокая гравировка иногда используются для особо сложных работ по маркировке.
Требования к давлению для маркировки
Давление для маркировки одного символа Sharp Face (в тоннах)
Чтобы оценить требования к давлению при маркировке, умножьте тоннаж одного символа на количество знаков, которые должны быть нанесены. Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7.
 003
003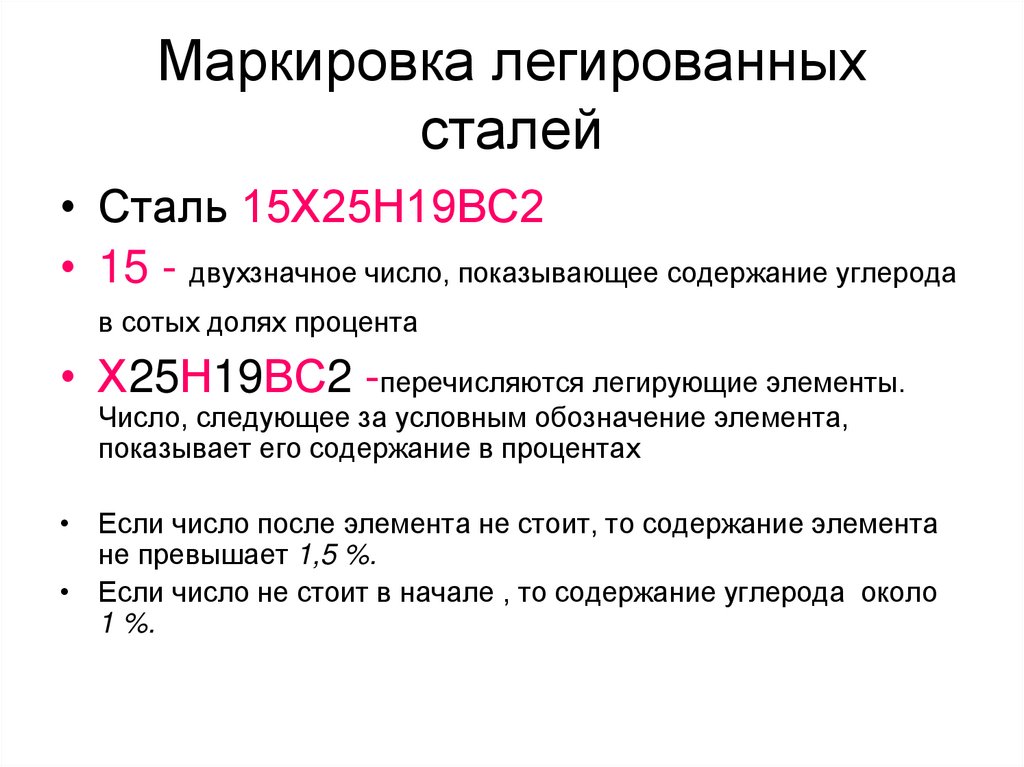 020
020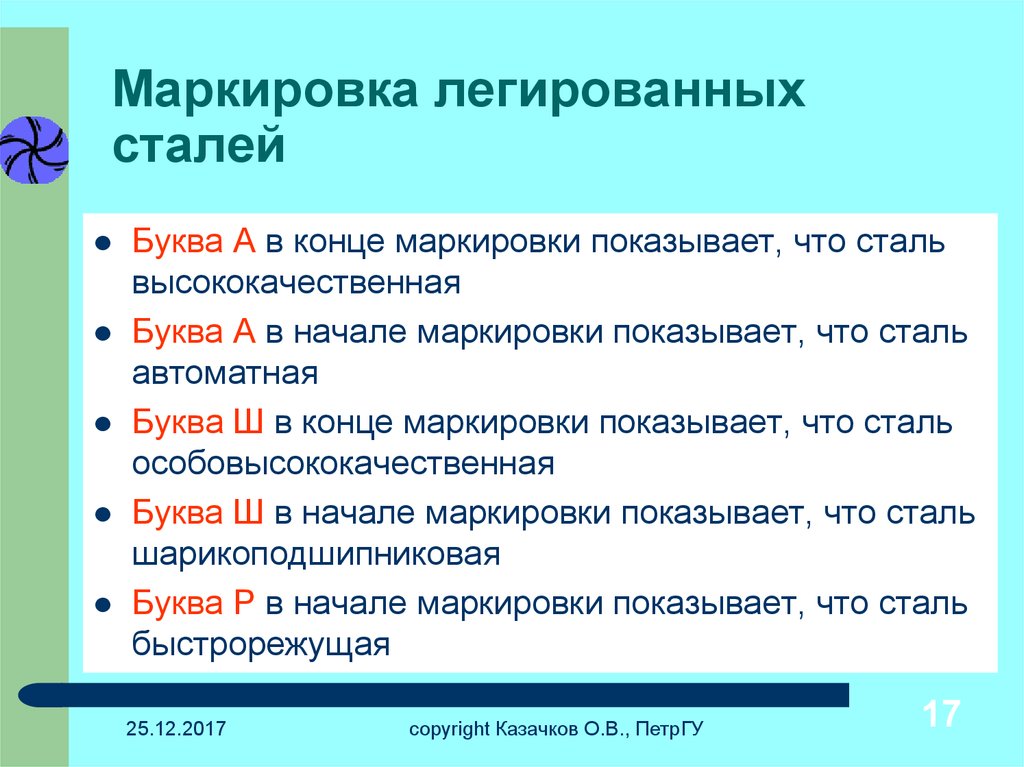
 Можно использовать любой метод маркировки, при котором часть металла удаляется для создания метки. Сюда входят методы травления и гравировки.
Можно использовать любой метод маркировки, при котором часть металла удаляется для создания метки. Сюда входят методы травления и гравировки.