Российская система маркировки сталей
К сожалению мы часто сталкиваемся, с такой проблемой, как отсутствует единой системы маркировки сталей. В настоящий момент на рынке металлов существуют российская, европейская, американская и японская системы. Отсутствие единого стандарта вносит определенные трудности при выборе стали определенного качества.
В России принята буквенно-цифровая система. В ней буквы соответствуют различным элементам, а цифры указывают на содержание соответствующих элементов. Буквенно-цифровая система имеет огромное преимущество по сравнению с другими, так как позволяет не только отличать одну марку стали от другой, но и по набору букв и цифр судить о технологических и конструкционных характеристиках.
В отечественной системе также применяются некоторые специальные обозначения:
- Стали обыкновенного качества обозначаются индексом «Ст», за которым следует номер марки.
- Конструкционные качественные углеродистые стали обозначаются сотыми долями процентного содержания углерода и маркировкой степени раскисления
- Качественные углеродистые инструментальные стали обозначены индексом «У», за которым следует содержание углерода в десятых долях процента.

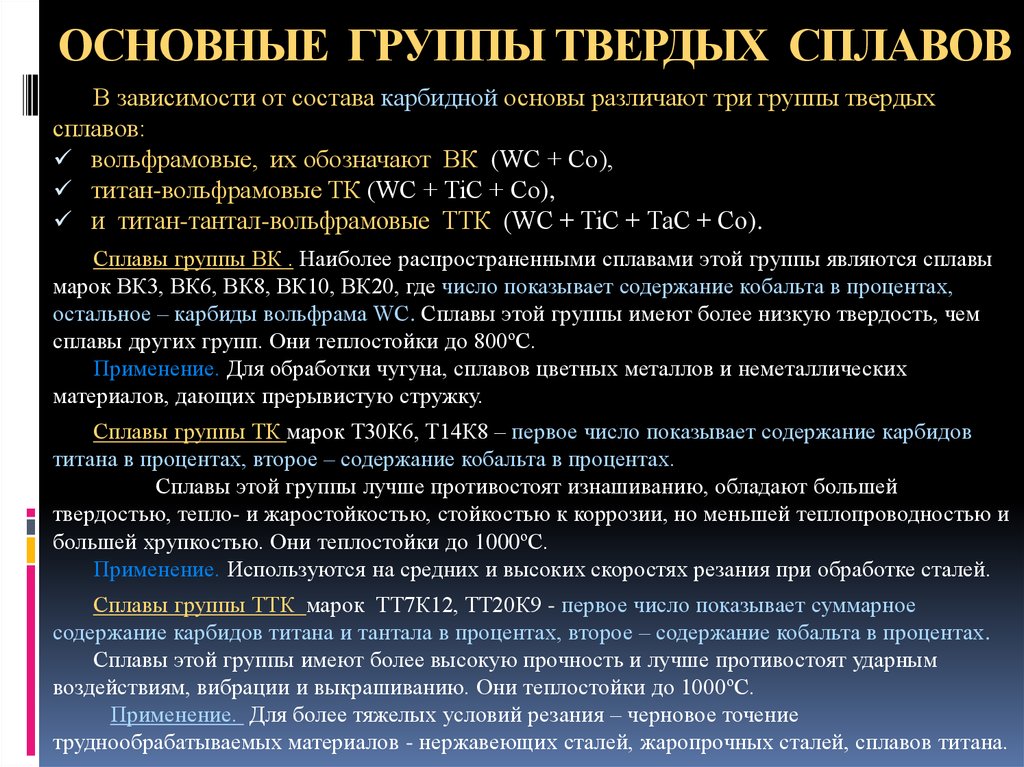
- Быстрорежущие стали обозначают индексом «Р», за которым следует содержание вольфрама в процентах.

Расшифровка сталей обыкновенного качества
Что бы полностью расшифровать марку стали СТ10 или СТ20 не всегда есть необходимость пользоваться ГОСТ 1050-74, ведь основные характеристики стали уже указаны. В ГОСТ можно посмотреть все остальные характеристики, а так же примеси которые могут быть использованы в марке стали СТ10, условия эксплуатации и другие характеристики.
И так, давайте вместе расшифруем марку стали.
Буквы СТ в названии обозначают «Сталь», а цифры это условный номер марки в зависимости от химического состава.
Двузначные цифры в соответствии с ГОСТ 1050-74, обозначают среднее содержание углерода в сотых долях процента.
Например, марки Ст10, Ст15, Ст20 и т. д. означают, что сталь содержит в среднем 0,10%, 0,15%, 0,2% углерода.
Расшифровка легированной стали
Маркировка легированных сталей очень информативна: для обозначения легирующих элементов применяются соответствующие буквы русского алфавита: «Х» — хром, «М» — молибден, «Ю» — алюминий и т. д. Полный перечень легирующих элементов представлен в таблице:
д. Полный перечень легирующих элементов представлен в таблице:
| Обозначение | Название хим. элемента | Обозначение | Название хим. элемента |
|---|---|---|---|
| Х | хром | А | азот |
| С | кремний | Н | никель |
| Д | медь | М | молибден |
| Т | титан | К | кобальт |
| В | вольфрам | Б | ниобий |
| Г | марганец | Е | селен |
| Ф | ванадий | Ц | цирконий |
| Р | бор | Ю | алюминий |
Также существует маркировка Ч, сообщающая нам, что в составе сплава имеются редкоземельные металлы, такие как: церий, лантан, неодим и другие.
При маркировке конструкционных легированных сталей в самом начале указывается содержание углерода в сотых долях процента, а при маркировке инструментальных легированных — в десятых долях процента.
Рассмотрим расшифровку состава и свойств одной из популярнейших нержавеющей стали 12Х18Н10Т.
12 – это содержание углерода в сотых долях процента, т.е. углерода 0,12%.
Х –в соответствии с ранее приведенной таблицей химический элемент Хром.
18 – обозначает, что в стали содержится 18% хрома.
Н – в соответствии с ранее приведенной таблицей химический элемент Никель, который обеспечивает коррозионную стойкость стали.
10 — обозначает, что в стали содержится 10% никеля.
Т — в соответствии с ранее приведенной таблицей химический элемент Титан.
Обратите внимание, что после обозначения химического элемента Т не указано значение, что означает, что содержание элемента не является достаточно весомым.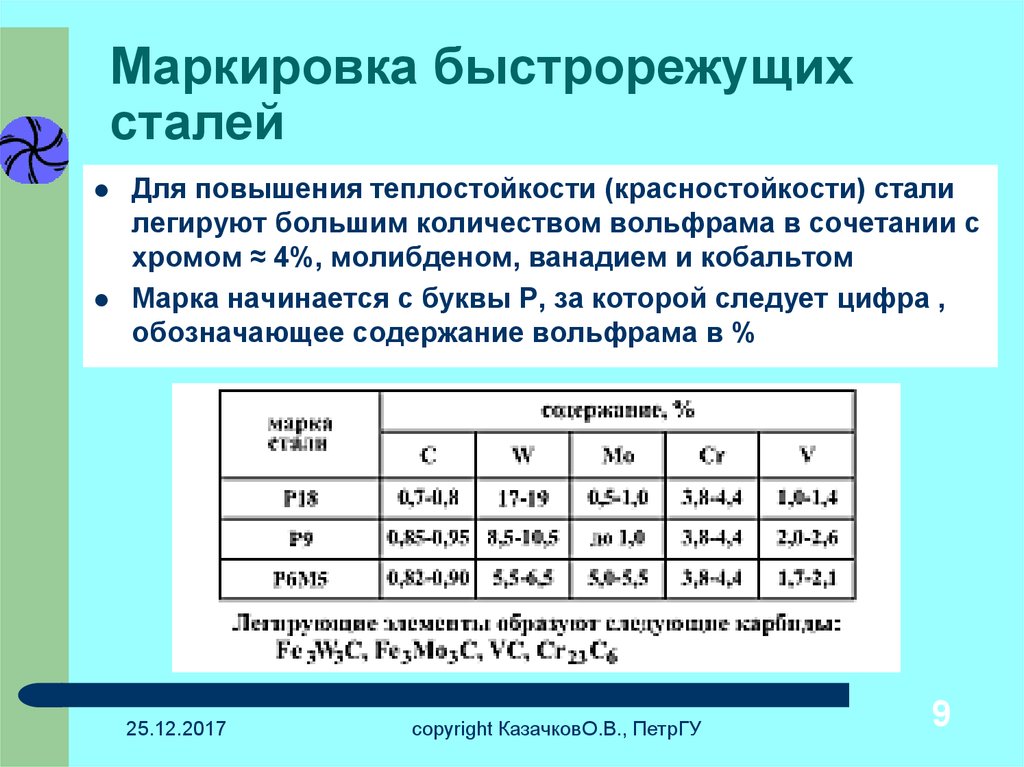
Возврат к списку
Маркировка сталей ЭИ и ЭП с содержанием Ni никеля на металлолом
Мы осуществляем прием лома и отходов многих сталей представленных ниже. Нам можно продать практически весь спектр сплавов ЭИ и ЭП. Цена на каждую марку просчитывается индивидуально и зависит от самой марки и количества сдаваемого материала. В основы цены закладывается % содержания никеля в металле.
Вы без хлопот сможете найти маркировку завода изготовителя и соответствующую ей маркировку стали по химическому составу.
Маркировки сталей в лом
| Маркировка завода-изготовителя | Маркировка по составу |
|---|---|
| ЭИ-10 | 25Х1МФ |
| ЭИ-69 | 45Х14Н14В2М, 4Х14Н14В2М |
| ЭИ95 | 25Х18Н9С2 |
| ЭИ100 | 20Х13Н4Г9, 2Х13Н4Г9 |
| ЭИ211 | 20Х20Н14С2, 12Х20Н14С2 |
| ЭИ240 | 45Х14Н14СВ2М |
| ЭИ268 | 14Х17Н2, 1Х17Н2 |
| ЭИ283 | 20Х25Н20С2, Х25Н20С2 |
| ЭИ288 | СВ-07Х16Н6 |
| ЭИ319 | 20Х23Н13, Х23Н13 |
| ЭИ334 | СВ-ХН80 |
| ЭИ388 | 4Х15Н7Г7Ф2МС, 40Х15Н7Г7Ф2МС |
| ЭИ395 | 12Х16Н25М6АГ |
| ЭИ402 | 08Х18Н12Б, 0Х18Н12Б |
| ЭИ417 | 20Х23Н18, Х23Н18 |
| ЭИ432 | 10Х17Н13М3Т, Х17Н13М3Т |
| ЭИ435 | СВ-ХН78Т |
| ЭИ437А | СВ-ХН77ТЮ |
| ЭИ437Б | СВ-ХН77ЮР |
| ЭИ437БУ | ХН77ТЮР |
| ЭИ442 | ХН70 |
| ЭИ448 | 10Х17Н13М2Т, Х17Н13М2Т |
| ЭИ478 | СВ-08Х21Н10Г6 |
| ЭИ481 | 37Х12Н8Г8МФБ, 4Х12Н8Г8МФБ |
| ЭИ559А | ХН60Ю |
| ЭИ569 | 08НМ, 10НМ |
| ЭИ572 | 31Х19Н9МВБТ, 3Х19Н9МВБТ |
| ЭИ580 | 08Х17Н15М3Т, 0Х17Н16М3Т |
| ЭИ592 | 09Х16Н13М3 |
| ЭИ598 | ХН70МВТЮБ |
| ЭИ602 | СВ-ХН75МБТЮ |
| ЭИ606 | 08Х19Н9Ф2С2 |
| ЭИ607 | ХН80ТБЮ |
| ЭИ607А | ХН80Т1БЮ |
| ЭИ612 | ХН35ВТ |
| ЭИ612К | ХН35КВТ |
| ЭИ617 | ХН70ВМТЮ |
| ЭИ618 | ХН60ВМТЮР |
| ЭИ628 | 06ХН28МТ, 0Х23Н28М2Т |
| ЭИ629 | 03Х23Н28М3Д3Т |
| ЭИ639 | НИМО-28 |
| ЭИ649 | СВ-05Х20Н9ФБС |
| ЭИ652 | СВ-ХН70Ю |
| ЭИ654 | 15Х18Н12С4ТЮ, 2Х18Н12С4ТЮ |
| ЭИ680 | 08Х16Н13М2Б, 1Х16Н13М2Б |
| ЭИ684 | 06Х18Н11, 0Х18Н11 |
| ЭИ694 | 09Х14Н16Б, 1Х14Н16Б |
| ЭИ695Р | 09Х14Н19В2БР, 1Х14Н18В2БР |
| ЭИ696 | 10Х11Н20Т3Р, Х12Н20Т3Р |
| ЭИ696А | 10Х11Н20Т2Р, Х12Н20Т2Р |
| ЭИ698 | ХН73МБТЮ |
| ЭИ702 | 36НХТЮ |
| ЭИ703 | ХН38ВТ |
| ЭИ703Б | ХН38ВБ |
| ЭИ711 | 10Х14Г14Н4Т, Х14Г14Н3Т |
| ЭИ 712М | 12Х2НВФМА |
| ЭИ723 | 25Х2М1Ф |
| ЭИ726 | 09Х14Н19В2БР1, 1Х14Н18В2БР1 |
| ЭИ732 | 08Х20Н14С2, 06Х20Н14С2 |
| ЭИ736 | 13Х14Н3В2ФР, Х14НВФР |
| ЭИ765 | ХН70ВМЮТ |
| ЭИ787 | ХН35ВТЮ |
| ЭИ792 | 58Н-ВИ |
| ЭИ793 | СВ-07Х18Н9ТЮ |
| ЭИ802 | 15Х12ВНМФ, 1Х12ВНМФ |
| ЭИ816 | 0Х7Н13ГТ |
| ЭИ817-Ш | 06Х14Н6Д2МБТ-Ш |
| ЭИ824 | 08Н50 |
| ЭИ826 | |
| ЭИ827 | ХН75ВМЮ |
| ЭИ835 | СВ-12Х25Н16Г7АР |
| ЭИ842 | 04Х18Н10 |
| ЭИ844 | 03Х16Н15М3, 00Х16Н15М3 |
| ЭИ844Б | 03Х16Н15М3Б |
| ЭИ844-ВИ | 015Х16Н15М3-ВИ |
| ЭИ844БУ-ИД | 015Х16Н15М3БУ-ИД |
| ЭИ847 | 09Х16Н15М3Б, Х16Н15М3Б |
| ЭИ847-Ш | 06Х16Н15М3Б-Ш |
| ЭИ867 | ХН62МВКЮ |
| ЭИ868 | ХН60ВТ |
| ЭИ869 | ХН75ТБЮ |
| ЭИ893 | ХН65ВМТЮ |
| ЭИ897 | СВ-12Х11НМФ |
| ЭИ898 | СВ-08Х19Н10Г2Б |
| ЭИ903 | 09Х15Н8Ю, Х15Н9Ю |
| ЭИ904 | 08Х15Н8Ю, Х15Н9Ю |
| ЭИ914 | 08Х18Н10Т |
| ЭИ925 | 08Х17Н5М3, Х17Н5М3 |
| ЭИ928-ВИ | 9Х13Н6ЛК4-ВИ |
| ЭИ929 | ХН55ВМТКЮ |
| ЭИ943 | 06ХН28МДТ, 0Х23Н28М3Д3Т |
| ЭИ946 | 2Х18Н8В2 |
| ЭИ961 | 13Х11Н2В2МФ, 1Х12Н2ВМФ |
| ЭИ962 | 11Х11Н2В2МФ, Х12Н2ВМФ |
| ЭИ962А | 16Х11Н2В2МФ, 2Х12Н2ВМФ |
| ЭИ981А | СВ-09Х16Н25М6АФ |
| ЭИ997 | 18Х20Н13 |
| Н-59 | 04Х19Н9С2 |
| Н-60 | 06Х19Н9Т |
| Н-61 | 05Х19Н9Ф3С2 |
| Н-62 | 07Х18Н9ТЮ |
| Н-63 | 08Х19Н9Ф2С2 |
| Н-64 | 07Х19Н10Б |
| Н-65 | 04Х19Н11М3 |
| Н-66 | 10Х16Н25АМ6 |
| Н-67 | 06Х19Н10М3Т |
| Н- 68 | 30Х15Н5В3Б3Т |
| Н- 70 | 10Х20Н15 |
| Н-71 | 07Х25Н13 |
| Н-72 | 13Х25Н18 |
| Н-73 | 08Х21Н10Г6 |
| Н-74 | 08Х20Н9Г7Т |
| Н-75 | 30Х25Н16Г7 |
| Н-80 | 01Х19Н9 |
| Н-81 | 04Х19Н9 |
| Н-87 | 08Х16Н8М2 |
| Н-88 | 08Х18Н8Г2Б |
| Н-89 | 08Х19Н10Г2Б |
| Н-90 | 08Х19Н10М3Б |
| Н-91 | 05Х20Н9ФБС |
| Н-93 | 06Х20Н11М3ТБ |
| Н-94 | 07Х25Н12Г2Т |
| Н-95 | 06Х25Н12ТЮ |
| Н-96 | 08Х25Н12БТЮ |
| Н-97 | 09Х16Н25М6АФ |
| Н-98 | 01Х23Н28М3Д3Г |
| Н-99 | 06Х15Н60М15 |
| ЭК2-ИД | ХН40МТЮБФР |
| ЭК10 | 12Х22Н6М4Д2Т |
| ЭК11 | ХН20ЮС |
| ЭК17-ВИ | 03Х13Н8М2СТ |
| ЭК18 | 02Х22Н11Т |
| ЭК19-ВД | 03Н18К8М5Т-ВД |
| ЭК21-ВД | ХН64КБМЮВФ-ВИ |
| ЭК22-ВИ | 03Х25Н14Г2БТ |
| ЭК23 | 03Х220Н65Г5М4Б3В |
| ЭК32 | 42Х25Н35Г6Б2Р |
| ЭК35 | 42Х25Н35Г6Б2Р |
| ЭК36 | 42Х25Н35С2Г6Б2В3Р |
| ЭК37 | 12Х25Н35С3Г6БР |
| ЭК38 | 20Х27Н6М3АГВ |
| ЭК 43-ВИ | 06Х13Н6М4К8Б-ВИ |
| ЭК51 | 06Х22Н8М2ФТАЮ |
| ЭК56 | 06Х20Н35М6Г8 |
| ЭК58-ВИ | ХН68МВКЮТБ-ВИ |
| ЭК61-ИД | ХН58МБЮД-ИД |
| ЭК64 | ХН65ВБ |
| ЭК65 | 03Х26Н6Т, ВНС48 |
| ЭК66 | 01Х29Н35Г8АМЧД |
| ЭК67 | 07Х20Н10М2ГТ |
| ЭК75 | 01Х24Н35Г7АМ3Д |
| ЭК76 | 01Х12Н10С6Ц |
| ЭК86 | 03Х23Н28Ю4Т |
| ЭК91 | СВ-03Х21Н10АГ5 |
| ЭК102-ВИ | ХН33КВ, ВЖ145 |
| ЭК107-ВИ | ХН63ВФБЮТ-ВИ, ВЖ151 |
| ЭК109-ВИ | ХН70М-ВИ, ВЖ135-ВИ |
| ЭК119 | СВ-13Х14Н9С4Ф3Г |
| ЭК144 | СВ-10Х16Н25Т5АМ6 |
| ЭК148 | СВ-03Х20Н70Г3Б3ТУ |
| ЧС5-ВИ | 03Н18М4Т |
| ЧС32-ВИ | 03Х20Н45М5Б-ВИ |
| ЧС35-ВИ | 015Н18К13М9ТЮ-ВИ |
| ЧС42-ВИ | 03Х20Н45М4Б4-ВИ |
| ЧС43-ВИ | 03Х20Н45М4БРЦ-ВИ |
| ЧС52 | 07Х13Н4АГ20 |
| ЧС84 | СВ-01Х25Н19Г5АМ4 |
| ЧС85 | СВ-01Х26Н14ГТ |
| ЧС89 | 01Х24Н25Г7АМ3Д |
| ЧС115-ВИ | СВ-01Х20Н16М3Т-ВИ |
| ЧС70 | ХН58КВТЮМБЛ |
| ЧС88 | ХН57КВЮТМБРЛ |
| ЭП33 | 10Х11Н23Т3МР |
| ЭП35 | 07Х15Н7ЮМ2 |
| ЭП47 | 12Х18Н10Е, Х18Н10Е |
| ЭП52 | 36НХТЮ8М |
| ЭП53 | 08Х22Н6Т, 0Х22Н5Т |
| ЭП57 | ХН50ВМТКФЮ |
| ЭП65 | 25Х13Н2ВМФ |
| ЭП75 | СВ-07Х25Н12Г2Т |
| ЭП87 | СВ-06Х25Н12ТЮ |
| ЭП88 | СВ-08Х15Н23В7Г7М2 |
| ЭП89 | СВ-06Х20Н11М3ТБ |
| ЭП99-ИД | ХН50МВКТЮР-ИД |
| ЭП105-ВД | ХН35МТЮ-ВД |
| ЭП109 | ХН56ВМКЮ |
| ЭП126 | ХН28ВМАБ, Х21Н28В5М3БАР |
| ЭП131 | Х18К60В14Н11 |
| ЭП156 | СВ-08Х20Н9С2БТЮ |
| ЭП164 | 08Х15Н24В4ТР, Х15Н24В4Т |
| ЭП166А-ВД | 015Х18Н15Р09-ВД |
| ЭП166Б-ВД | 015Х18Н15Р13-ВД |
| ЭП167А-ВД | 015Х18Н15Р17-ВД |
| ЭП167Б-ВД | 015Х18Н15Р22-ВД |
| ЭП168Б-ВД | 015Х18Н15Р26-ВД |
| ЭП172-Ш | 015Х18Н15Р30-ВД |
| ЭП172У-ИД | 08Х16Н15М3БРУ-ИД |
| ЭП172-Ш | 09Х16Н15М3БР-Ш |
| ЭП198 | СВ-30Х15Н35В3Б3Т |
| ЭП199 | ХН56ВМТЮ |
| ЭП202 | ХН67МВТЮ |
| ЭП208 | 26Х17Н2 |
| ЭП218 | 45НХТ |
| ЭП220 | ХН51ВМТЮКФР |
| ЭП222 | 07Х21Г7АН5, Х27Г7АН5 |
| ЭП225 | Х15Н5Д2Т |
| ЭП233 | 74НМД |
| ЭП238-ВД | ХН58ВМКЮР-ВД |
| ЭП260 | СВ-ХН23МТЮР |
| ЭП263 | 10Х32Н8 |
| ЭП287 | 07Х18Н10Р |
| ЭП288 | 07Х16Н6, Х16Н6 |
| ЭП291 | 18Х11МНФБ, 2Х11МФБН |
| ЭП297 | 36Н11Х |
| ЭП302 | 10Х15Н9С3Б1 |
| ЭП303 | 55Х20Г9АН4, 5Х20Н4АГ9 |
| ЭП305 | СВ-08Х14Н8С3Б |
| ЭП307 | СВ-08Х18Н8Г2Б |
| ЭП309 | Х20Н6МД2Т, ВНС4 |
| ЭП309У-Ш | 10Х15Н9С3Б1-Ш |
| ЭП310-Ш | 13Х25Н4АМ3-Ш |
| ЭП311 | 25Х12Н2В2М2Ф |
| ЭП318 | 42Н |
| ЭП319 | СВ-06Х20Н4Г10 |
| ЭП320 | СВ-06Х18Н5Г12АБ |
| ЭП321 | СВ-06Х18Н5Г11БАФ |
| ЭП337 | ХН40Б |
| ЭП350 | ХН46Б |
| ЭП354-ВИ | 4Х13Н6ЛВФ-ВИ |
| ЭП367 | ХН60М, СВ-06Х15Н60М15 |
| ЭП377 | СВ-08Х16Н8М2 |
| ЭП378 | 40Х18Н2М |
| ЭП379 | Р18Ф2К8М |
| ЭП389 | СВ-08Х25Н13БТЮ |
| ЭП414 | Х18Н9СМР |
| ЭП437 | ХН30ВМТ, ВЖ102 |
| ЭП437А | СВ-ХН77ТЮ |
| ЭП437Б | СВ-ХН77ТЮР |
| ЭП452-Ш | 10Х12Н20Т2-Ш |
| ЭП454 | ХН55МВЮ, ХН55М6ВЮ |
| ЭП466 | 25Х20Н9В2М |
| ЭП479-Ш | 15Х16Н2АМ-Ш |
| ЭП485-ВИ | 10Х15Н28В2М4Б-ВИ |
| ЭП487-ВД | ХН60МВТЮ-ВД |
| ЭП492 | 10Х18Н5Г9АС4, ВЖ3 |
| ЭП496 | Н70МФ, Н70М27Ф |
| ЭП500 | СВ-06Х21Н7БТ |
| ЭП502-ВД | 10Х18Н10Т |
| ЭП506 | 12Х2НВФА |
| ЭП509 | СВ-Х14Н8М2 |
| ЭП516 | 03ХН28МДТ, СВ-01Х23Н28М3Д3Т |
| ЭП521 | СВ-10Х16Н25М6Г6 |
| ЭП529-ВД | 10Х32Н4Д-ВД |
| ЭП530-ВИ | 47ХНМ-ВИ |
| ЭП532 | СВ-08Х25Н20С3Р1 |
| ЭП533-ИД | СВ-08Х20Н57М8В8Т3Р |
| ЭП535-ВД | 04Х32Н8-ВД |
| ЭП543У-ИД | ХН40МАТЮ-ИД |
| ЭП539-ВД | ХН60МЮВТ-ВД |
| ЭП548 | Х15Н60Ю3А |
| ЭП550 | СВ-01Х18Н10 |
| ЭП551 | СВ-01Х17Н14М2 |
| ЭП552 | 000Х18Н10Б |
| ЭП553 | СВ-02Х17Н14С4 |
| ЭП567 | ХН65МВ, 0Х15Н65М16В |
| ЭП568 | СВ-04Х19Н5АГ12М |
| ЭП578 | 68НХВКТЮ, ХН68ВКТЮ |
| ЭП582 | СВ-06Х15Н35Г7М6Б |
| ЭП589 | СВ-06Х19Н11Ф2С2 |
| ЭП590 | ХН57МТВЮ |
| ЭП597 | Р12Ф3 |
| ЭП600 | Р13Ф4К5 |
| ЭП602-ВИ | Х28-ВИ |
| ЭП606 | СВ-08Х15Н60М10 |
| ЭП609-Ш | Х12НМБФ-Ш |
| ЭП610 | 2Х18Н10В2 |
| ЭП619 | 46НХТ |
| ЭП622 | СВ-08Х25Н25М3 |
| ЭП626 | 0Х17Н16 |
| ЭП627 | 03Х20Н15М3ТБ |
| ЭП630 | 46ХНМ |
| ЭП631-ВД | 03Н19К6М5ТЮР-ВД |
| ЭП637-ВД | 03Н18К9М5ТР-ВД, ВКС210-В |
| ЭП642 | СВ-02Х15Н65М13В3ТЮ |
| ЭП647 | СВ-10Х19Н11М4Ф |
| ЭП648-ВИ | ХН50ВМТЮБ-ВИ |
| ЭП655-ВИ | ВНС12-ВИ |
| ЭП657 | Р12Ф2К8М3 |
| ЭП658 | Р6Ф2К8М5 |
| ЭП659А | 03Х12Н9М2С |
| ЭП666 | ХН55МБЮ |
| ЭП670 | ХН32Т, Х20Н32Т |
| ЭП673 | СВ-Х25Н40М7 |
| ЭП674 | 08Х15Н25Т2МФР |
| ЭП678-ВД | 03Х11Н10М2Т-ВД |
| ЭП679-ВД | 03Х11Н10М2Т1-ВД |
| ЭП682-Ш | Р12Ф3К10М3-Ш |
| ЭП688 | Р9М4К8 |
| ЭП690 | СВ-01Х19Н18Г10АМ4 |
| ЭП693-ВД | ХН68ВМТЮК-ВД |
| ЭП695-ВД | 05Х12Н5К14М5ТВ-ВД |
| ЭП699-ВД | СВ-08Х21Н6С2АТ |
| ЭП700-ВД | 10Х15Н27Т3МР |
| ЭП703 | СВ-08Х21Н6С2АТ |
| ЭП704 | СВ-10Х22Н7САТ |
| ЭП705 | СВ-08Н60Г8М7Т |
| ЭП708-ВД | ХН62ВМЮТ-ВД |
| ЭП709-ВД | ХН62БМВЮ-ВД |
| ЭП711 | Н95С3Ю |
| ЭП713 | 36НХ |
| ЭП718-ВД | ХН45МВТЮБР-ВД |
| ЭП720 | ХК30НВМТ |
| ЭП722 | Р9М4К6С |
| ЭП735 | ХН40МГ3Б |
| ЭП742-ИД | ХН62БМКТЮ-ИД |
| ЭП747 | ХН45Ю |
| ЭП750-Ш | 07Х25Н16АГ6Ф-Ш |
| ЭП753-ИД | 01Х18Н40М5ГБ-ИД |
| ЭП753Р-ИД | 01Х18Н40М5ГБР-ИД |
| ЭП754 | 015Х120Н25Г2Б |
| ЭП758 | ХН60МБ |
| ЭП760 | ХН65МВУ |
| ЭП761 | 8Х4В2С2МФ |
| ЭП762 | СВ-04Х20Н10Г2Б |
| ЭП766-ВИ | 95Х13М3К3Б2Ф-ВИ |
| ЭП767-ВД | 04Х14К13Н4М3ТВ-ВД |
| ЭП768-Ш | 16Х20К6Н2МВФ-Ш, ВНС22-Ш |
| ЭП772-Ш | Р12Ф5М-Ш |
| ЭП774-ВИ | ХН45МБ-ВИ |
| ЭП778 | СВ-10Х15Н23М4В4АФ2 |
| ЭП780 | 09Х19Н17М4В4АФ2 |
| ЭП781-Ш | 07Х25Н16АГ6Ц-Ш |
| ЭП787 | СВ-08Х4Н70М12Г6Т |
| ЭП794 | 02Х8Н22С6 |
| ЭП795 | 03ХН58В |
| ЭП796-ВИ | 03ХН35МЮ-ВИ |
| ЭП797 | ХН85МЮ-ВИ |
| ЭП798-ВИ | ВУКС2-ВИ |
| ЭП799 | НП-03Х22Н11Г2Б |
| ЭП803 | 36НГМТ |
| ЭП810 | 03Х12Н10МТР |
| ЭП811 | 16Х16Н3МАД, ВНС21 |
| ЭП814А | Н70МФВ |
| ЭП828-ВД | ХН70МВЮ |
| ЭП829 | СВ-05Х30Н40М6ТБ |
| ЭП830 | СВ-12ХН7К2МФ |
| ЭП832 | 04Х11Н9М2Д2ТЮ |
| ЭП835-ВД | СВ-28Х3СНМВФА-ВД |
| ЭП836-ВД | 03Н17К10В10МТ-ВД |
| ЭП838 | 07Х12Г14Н4ЮМ |
| ЭП841 | 10Х18Н18Ю4Д |
| ЭП845-ИЛ | 01Н17К12М5Т-ИЛ |
| ЭП853 | 03Х11Н10М2Т2 |
| ЭП854 | СВ-08Х21Н11ФТ |
| ЭП855 | СВ-03Х15Н35Г7М6Б |
| ЭП858-ВД | 10Х15Н23М4ВЧАФ |
| ЭП864-ВИ | 03Х21Н32М3Б-ВИ |
| ЭП866-Ш | 15Х16К5Н2МВФАБ-Ш |
| ЭП868 | СВ-10Х19Н23Г2М5ФАТ |
| ЭП877 | 58НХВКТБЮ |
| ЭП878 | 12Х18Н13АМ3 |
| ЭП881 | ХН55КМВЮТ-ИД |
| ЭП886-ИД | ХН65ВМБ-ИД |
| ЭП902 | ХН65ВБМЮ |
| ЭП903 | 20Х2Г3НВМА |
| ЭП904-ВИ | 02Х18Ю3Б-ВИ |
| ЭП908 | СВ-01Х12Н4М |
| ЭП909 | СВ-01Х12Н4Б |
| ЭП914-ВИ | ХН43БМТЮ |
| ЭП915 | ХН43БМТЮ |
| ЭП922-ИД | Н90Ю-ИД |
| ЭП925-ВИ | 03Х12Н9М2СБ-ВИ |
| ЭП927 | 03Х12К10М6Н4Т |
| ЭП931-ВД | 03Х13Н5К10М3ФБ-ВД |
| ЭП934 | СВ-10ГНМДТА |
| ЭП935 | СВ-03ГНКА |
| ЭП936 | СВ-03ГНДКА |
| ЭП937-ВИ | ХН40МДБ-ВИ |
| ЭП941-ВИ | ХН43МГБ-ВИ |
| ЭП950-ИЛ | ХН71МВЮ |
| ЭП953-ВИ | 03Х20Н45Г6М6Б-ВИ |
| ЭП954 | 03Х16Н9М2 |
| ЭП955 | 03Х24Н13Г2Б |
| ЭП959-ВИ | СВ-01Х12Н2МТ-ВИ |
| ЭП960 | Х5Н40Г7М8Т |
| ЭП963 | ХН50МД |
| ЭП969-ВИ | ХН50ВМТЮБК-ВИ |
| ЭП974 | 32Н6ХЮ |
| ЭП977 | 44НХМТ |
| ЭП978 | СВ-03ХН25МДГБ |
| ЭП979 | СВ-03ХН25МДГ |
| ЭП981-ШП | 50Х18АМ-ШП |
| ЭП982-ВИ | Н65М-ВИ |
| ЭП987 | 0Х18Н11С5М2ТЮ |
| ЭП988 | 10Х28Н11С4АД |
| ЭХН80 | Х20Н80 |
| ЭХН60 | Х15Н60 |
| Производство и металлообработка
Перейти к содержимому
По целому ряду причин все больше производителей внедряют маркировку деталей в свои процессы производства листового металла. В некоторых отраслях необходимость прослеживаемости продуктов и производственных процессов уже давно диктует требования к маркировке. Другие, которые традиционно не предъявляли этого требования, теперь движутся в направлении более высокой прослеживаемости, руководствуясь требованиями клиентов, установщиков и специалистов по обслуживанию, чтобы обеспечить лучшую идентификацию и отслеживание своей продукции. Помимо идентификации продукта для конечных пользователей и техников, в самом производственном процессе есть много веских причин для нанесения маркировки на детали из листового металла: номера материалов и матричные коды могут помочь операторам станков правильно идентифицировать детали, требующие обработки, сводя к минимуму вероятность ошибок и потерь. Метки, которые помогают сварщикам находить и ориентировать компоненты в сборке, могут сократить время настройки и повысить производительность. Инструкции по сборке, нанесенные непосредственно на детали, могут значительно сэкономить время, когда речь идет о подготовке готовой продукции к отправке.
В некоторых отраслях необходимость прослеживаемости продуктов и производственных процессов уже давно диктует требования к маркировке. Другие, которые традиционно не предъявляли этого требования, теперь движутся в направлении более высокой прослеживаемости, руководствуясь требованиями клиентов, установщиков и специалистов по обслуживанию, чтобы обеспечить лучшую идентификацию и отслеживание своей продукции. Помимо идентификации продукта для конечных пользователей и техников, в самом производственном процессе есть много веских причин для нанесения маркировки на детали из листового металла: номера материалов и матричные коды могут помочь операторам станков правильно идентифицировать детали, требующие обработки, сводя к минимуму вероятность ошибок и потерь. Метки, которые помогают сварщикам находить и ориентировать компоненты в сборке, могут сократить время настройки и повысить производительность. Инструкции по сборке, нанесенные непосредственно на детали, могут значительно сэкономить время, когда речь идет о подготовке готовой продукции к отправке.
Поскольку эта тема часто возникает при производстве листового металла, рекомендуется периодически просматривать последние достижения отрасли. Существует множество решений специально для идентификации деталей, от очень сложных портативных машин для лазерной маркировки до очень простых печатных самоклеящихся этикеток, и требования конкретного продукта или метода производства могут диктовать определенные специализированные приложения для маркировки. Тем не менее, всегда, когда мы можем избежать дискретных вторичных процессов, мы также избегаем дополнительных усилий по обработке, узких мест и потенциальных ошибок, возникающих на каждом этапе производства. Это означает, что если мы можем включить маркировку в производственный этап, который уже требуется, стоит подумать об этом. Большинство производителей знают, что машины для лазерной резки и штамповки способны маркировать детали, но диапазон возможных вариантов маркировки, который уже доступен вам, может удивить.
Станки для лазерной резки как с CO2, так и с твердотельными источниками способны снижать выходную мощность до уровня, пригодного для травления и гравировки. Широко используются два разных метода, основанных на типе вспомогательного газа: лазерное травление с кислородным вспомогательным газом создает черную метку на листовом металле, что идеально подходит для разборчивости, тогда как травление азотом создает серебряную метку на большинстве листовых металлов. в цвете. Травление азотом, как правило, дает более тонкие линии, но разборчивость меток, особенно на блестящих материалах, таких как алюминий и нержавеющая сталь, может быть недостаточной. Кислородное травление обеспечивает отличный контраст меток на этих блестящих материалах, но отмеченные линии могут выглядеть немного «размытыми» по сравнению с азотным травлением.
Широко используются два разных метода, основанных на типе вспомогательного газа: лазерное травление с кислородным вспомогательным газом создает черную метку на листовом металле, что идеально подходит для разборчивости, тогда как травление азотом создает серебряную метку на большинстве листовых металлов. в цвете. Травление азотом, как правило, дает более тонкие линии, но разборчивость меток, особенно на блестящих материалах, таких как алюминий и нержавеющая сталь, может быть недостаточной. Кислородное травление обеспечивает отличный контраст меток на этих блестящих материалах, но отмеченные линии могут выглядеть немного «размытыми» по сравнению с азотным травлением.
Как правило, лазерное травление оставляет не очень глубокие следы, что может быть идеальным, если вы хотите, чтобы следы исчезали под краской. Но если вам нужны метки, которые будут долго держаться на конечном изделии или будут видны сквозь слой краски, многие лазерные станки также способны выполнять «глубокую гравировку», которая обычно влечет за собой ввод в оборудование некоторых специальных параметров лазера для создания гравировки. метка, которая видна сквозь краску или выдерживает условия износа (например, частое обращение). Связаться со службой технической поддержки производителя вашего лазерного станка — лучший способ узнать, поддерживает ли ваш станок метод глубокой гравировки.
метка, которая видна сквозь краску или выдерживает условия износа (например, частое обращение). Связаться со службой технической поддержки производителя вашего лазерного станка — лучший способ узнать, поддерживает ли ваш станок метод глубокой гравировки.
Станки для резки, работающие от твердотельных лазерных источников, могут открыть некоторые дополнительные возможности в области идентификации деталей. Как упоминалось выше, матричные коды могут быть очень полезным способом кодирования важной информации на небольшой площади компонента. Это может быть использовано для отслеживания конечным покупателем — кто не хочет иметь возможность сканировать продукт и автоматически переходить на веб-сайт обслуживания клиентов для его поддержки? — или помочь с правильной идентификацией детали во время производства. В наши дни на листогибочных прессах чаще всего встречаются сканеры кодов, которые способны считывать матричные или штриховые коды с прохожих: это помогает оператору листогибочного пресса быстрее загружать программы управления машиной, а также устраняет вероятность путаницы. различные номера деталей, технические изменения или другие изменения.
различные номера деталей, технические изменения или другие изменения.
Твердотельные лазеры не только способны наносить тонкие и точные метки, необходимые для матричных кодов, но и способны делать чрезвычайно тонкие щели в тонком металлическом листе (обычно толщиной до 1/8 дюйма). Преимущество меток и текста, которые фактически прорезаны в материале, заключается в том, что они выдерживают любой вид износа, которому может подвергнуться деталь, а также могут пройти процесс удаления заусенцев или чистовой обработки без исчезновения. Благодаря небольшому размеру пропила, высокому качеству луча и оптимальной скорости поглощения твердотельных лазеров буквенно-цифровые знаки и символы можно прорезать через материал с высоким качеством. Планшетные лазеры с источниками CO2 будут более ограничены в этой способности; они по-прежнему могут резать тонкий материал, но из-за большего пропила и более низкой скорости подачи качество их резки может быть неприемлемым.
Штамповочные станки, благодаря возможностям приложения контролируемого давления к детали, могут обеспечивать множество различных методов идентификации детали. Очевидно, что штамповочные машины могут формировать буквенно-цифровой текст, символы и даже логотипы брендов непосредственно на металлической детали с помощью инструментов для тиснения. Этот тип маркировки будет виден через лакокрасочное покрытие и, безусловно, имеет преимущество долговечности. Эти машины также уже давно могут маркировать символы и текст методом точечной обработки. Но знаете ли вы, что многие штамповочные станки также могут гравировать? Несколько производителей разработали инструментальные системы, которые позволяют механически царапать листовой металл, что дает очень эстетичную маркировку, сравнимую с типом гравировки, которую вы можете увидеть в сувенирном магазине в торговом центре.
Очевидно, что штамповочные машины могут формировать буквенно-цифровой текст, символы и даже логотипы брендов непосредственно на металлической детали с помощью инструментов для тиснения. Этот тип маркировки будет виден через лакокрасочное покрытие и, безусловно, имеет преимущество долговечности. Эти машины также уже давно могут маркировать символы и текст методом точечной обработки. Но знаете ли вы, что многие штамповочные станки также могут гравировать? Несколько производителей разработали инструментальные системы, которые позволяют механически царапать листовой металл, что дает очень эстетичную маркировку, сравнимую с типом гравировки, которую вы можете увидеть в сувенирном магазине в торговом центре.
Еще более новой разработкой является введение «маркерных инструментов», которые представляют собой перфораторы, использующие резервуар для чернил и фломастер для создания меток так же, как фломастер. Эта технология позволяет магазинам добавлять подробные инструкции по дальнейшим производственным процессам прямо на штамповочном станке, которые полностью исчезают с тряпкой и небольшим количеством ацетона — действительно отличная вещь, если вы работаете с косметическими деталями из нержавеющей стали или алюминия, на которых не может быть никаких стойких следов.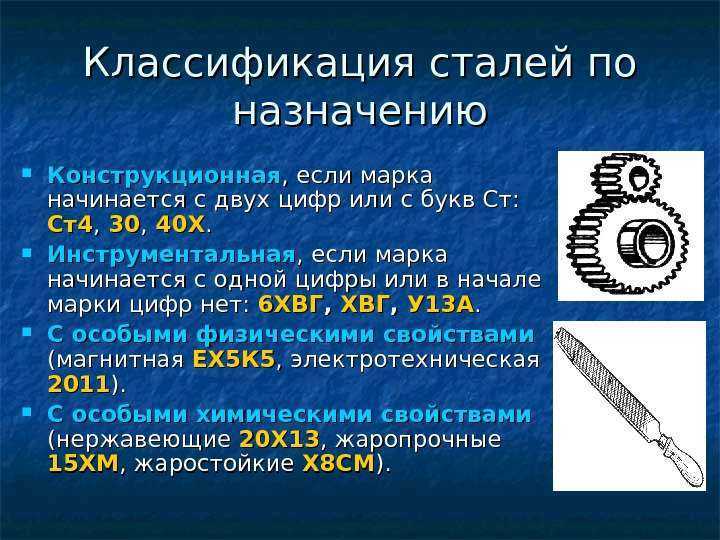
Конечно, объединение всего этого означает, что идеальным оборудованием для резки и маркировки будет комбинированный станок для штамповки и лазера, который может обеспечить любое из описанных здесь решений! Тем не менее, даже если у вас еще нет идеальной системы маркировки на заводе, велика вероятность того, что ваше нынешнее режущее оборудование имеет некоторые полезные функции маркировки. Для многих хитрость заключается в том, чтобы найти способы включить маркировку деталей в работу, которую вы уже делаете. Лучший способ начать — внимательно изучить процессы, которые следуют за резкой, и увидеть, где более качественная идентификация деталей может сэкономить время вашей команде. Небольшое исследование в этом направлении может привести к неожиданному выигрышу в качестве и производительности.
Том Бейли
Том Бэйли — технический специалист по листогибочным прессам серии TruBend компании TRUMPF Inc. Электронная почта [email protected]. com.
com.
Calendar & Events
CMTS of Canada
30 сентября — 3 октября 2013 г.
Mississauga, Canada
Westec 2013
. 29–31, 2013
Гринвилл, Южная Каролина
FABTECH
18–21 ноября 2013 г.
McCormick Place – Чикаго, Иллинойс
PCD Tool Manufacturing
20 ноября 2013 г.
United Grinding North America – Fredricksburg, VA
Какой метод маркировки металла лучше?
Маркировка и травление | Вторник, 23 апреля 2019 г.
Методы маркировки металлов. Сравнение
Рентабельность вашего бизнеса во многом зависит от правильного выбора оборудования для вашего производства и с использованием соответствующих методов работы . Это относится ко всем видам промышленной деятельности, включая маркировку металлов.
При наличии огромного количества доступных методов и коммерческих решений очень сложно выбрать правильный метод, который позволит максимизировать ваши результаты и повысить прибыль .
Поэтому мы решили предоставить обзор основных методов маркировки , надеясь помочь вам оптимизировать ваше производство и сократить расходы .
Итак, давайте сразу к делу.
Понимание специфики вашего производства
Прежде чем мы начнем описывать различные методы маркировки, важно, чтобы вы сначала поняли требования вашего производства.
Как мы уже описывали здесь, для начала следует ответить на следующие вопросы:
- Портативность и использование оборудования . Вам потребуется переносная машина, которую можно легко перемещать и использовать на месте?
- Тип материала – Вам нужно маркировать/травить только металл?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональность — вам нужно травить, маркировать или и то, и другое?
- Качество – Требуются ли в вашей сфере деятельности результаты маркировки и травления с высоким разрешением?
- Скорость – Является ли скорость важным фактором для вашего производства?
Ответить на них — это первый шаг к пониманию преимущества (и недостатки) из различных методов маркировки и травления.
Обратите внимание: мы довольно часто используем такие термины, как «маркировка» и «травление» для описания двух похожих процессов. Если вы хотите узнать больше о том, чем они отличаются, нажмите здесь.
Обзор различных методов маркировки
- Электрохимическая маркировка
Популярность технологии электрохимической маркировки тесно связана с ее универсальность и гибкость .
Поскольку в процессе используется электричество и мягкие электролиты (маркировочные жидкости) , этот метод маркировки подходит только для токопроводящих металлических поверхностей. Однако это относится к широкому спектру различных металлов и электропроводящих поверхностей, включая нержавеющую сталь , алюминий, латунь, мягкую сталь и титан , и это лишь некоторые из них.
Оборудование для электролитической маркировки доступно и не связано с высокими затратами на техническое обслуживание.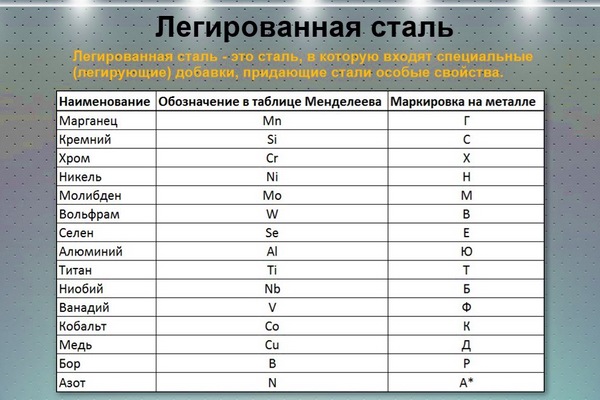
Маркировочные машины портативны и компактны, что является реальным преимуществом, учитывая четкие и стойкие результаты маркировки, которые они обеспечивают .
Но есть ли подвох?
Несмотря на практичность, электролитическая маркировка по-прежнему выполняется вручную. Поэтому, вероятно, это не правильный выбор, если вы имеете дело с крупномасштабным серийным производством, где системы с компьютерным управлением могут обеспечить больше преимуществ.
- Лазерная маркировка
Лазерная маркировка является эффективным методом, который обязан своим успехом техническому прогрессу.
В отличие от электрохимического метода лазерная маркировка подходит для серийного производства , поскольку используемое оборудование в основном стационарное и не управляется вручную.
Этот метод можно использовать на различных материалах, включая металл и пластик. Однако для достижения желаемых и стабильных результатов необходимо выделить значительный объем финансовых средств на покупку качественного оборудования.
Если мы добавим к уравнению инфраструктурные ограничения, станет совершенно ясно, почему этот метод маркировки не подходит для большинства предприятий малого и среднего бизнеса или для требований небольшого объема Точечная маркировка отличается от вышеупомянутых методов тем, что включает более сильный контакт между оборудованием и металлической поверхностью . На самом деле сомнительно, можно ли назвать этот процесс маркировкой, поскольку он намного больше похож на гравюру . Название метода частично происходит от точечного узора , который наносится на поверхность с помощью специальной маркировочной головки, более известной как «стилус». Точечная обработка предпочтительно используется только на более толстых металлических поверхностях из-за характера процесса. Маркировка для струйной печати — это в основном индивидуальный процесс печати , в результате которого на металлической (и пластиковой) поверхности наносятся полупостоянные метки. Можно добиться результатов маркировки с высоким разрешением с помощью струйных маркировочных машин, но при выборе оборудования следует соблюдать осторожность. Этикетки, созданные с использованием этой технологии, наименее устойчивы к внешним воздействиям и поэтому весьма подвержены выцветанию . Краска под давлением отвечает за изменение цвета поверхности, но не оказывает существенного влияния на микроструктуру основного металла. Если вернуться к требованиям вашего производства, то вот что следует из нашего анализа различных методов маркировки. Несмотря на то, что существуют мобильные версии машин для лазерной, точечной и струйной маркировки, все они жертвуют качеством продукции ради портативности. Лазерные и струйные методы можно использовать на металле и пластике, в то время как два других метода ограничены только металлическими поверхностями. При всем этом электрохимическое оборудование требует наименьших вложений. Лазерные машины, напротив, самые дорогие. Маркеры Dot Peen и Inkjet находятся в середине ценового диапазона. Электрохимические и лазерные машины способны как маркировать (впечатывать), так и травить (надрезать). Только два из этих методов обещают высококачественные постоянные результаты с высоким разрешением на металлических поверхностях – электрохимическая и лазерная маркировка . Струйная маркировка также может обеспечить точные и четкие результаты, которые, по общему признанию, не столь долговечны. Процесс точечной штамповки является наименее точным из всех этих методов. За исключением метода точечной печати, все другие методы достаточно быстры . Всегда есть нюансы, связанные с качеством оборудования и вашим подходом к работе, но быстрый результат редко отсутствует.
Резюме – плюсы и минусы каждого метода
 Оборудование для электролитической маркировки является единственным, которое обеспечивает максимальную производительность и в то же время разработано для более гибкого производства.
Оборудование для электролитической маркировки является единственным, которое обеспечивает максимальную производительность и в то же время разработано для более гибкого производства.  Метод струйной печати подходит только для маркировки, в то время как конечный результат точечной упрочняющей обработки наиболее похож на гравировку.
Метод струйной печати подходит только для маркировки, в то время как конечный результат точечной упрочняющей обработки наиболее похож на гравировку.