ГОСТ Р 54432-2011 Фланцы арматуры, соединительных частей и трубопроводов
СПРАВОЧНОЕ (ЗАО «НПФ «ЦКБА»)
ГОСТ Р 54432-2011
Фланцы арматуры,соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200
ФЛАНЦЫ АРМАТУРЫ
С 1-го апреля 2012 года вводится в действие ГОСТ Р 54432-2011
«Фланцы арматуры,соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200». Конструкция, размеры и общие требования» взамен сборника ГОСТ 12815-80 — ГОСТ 12822-80 «Фланцы арматуры, соединительных частей трубопроводов»
Новый ГОСТ гармонизирован с международными стандартами : ISO 7005-1 «Фланцы металлические». Часть 1.«Стальные фланцы»; ISO 7005-2:1988 «Фланцы металлические. Часть 2.Фланцы из литейного чугуна». В связи с чем в ГОСТ Р 54432-2011 вводятся: обозначения типов фланцев, групп контроля материалов и новые обозначения исполнений уплотнительных поверхностей.
Для удобства использования предлагаем сравнительные таблицы структур обозначений фланцев вновь выпускаемого ГОСТ Р 54432-2011 и аннулируемых ГОСТ 12815-80 — ГОСТ 12822-80
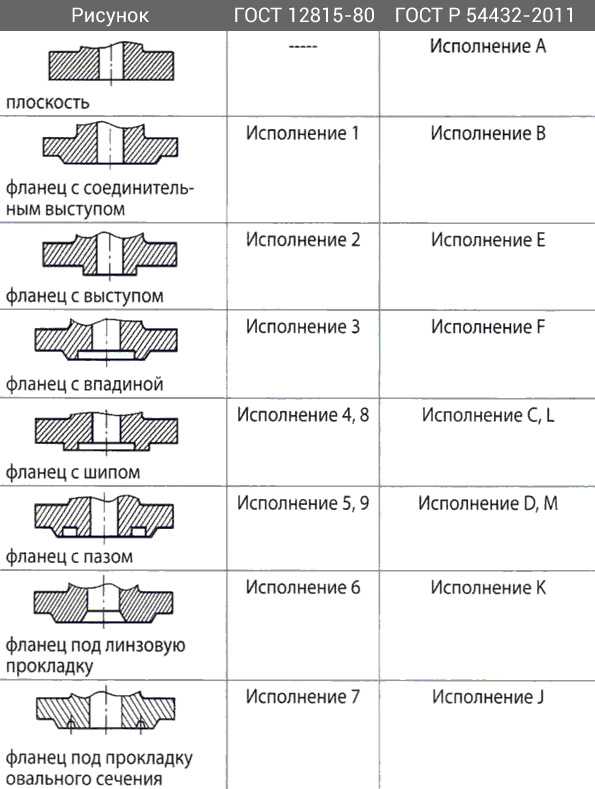
Сравнительные таблицы обозначений фланцев и исполнений уплотнительных поверхностей по ГОСТ 12815-80 — ГОСТ 12822-80 и по национальному стандарту ГОСТ Р 54432-2011
Наименование и обозначение исполнений уплотнительных поверхностей:
Структура обозначения фланцев:
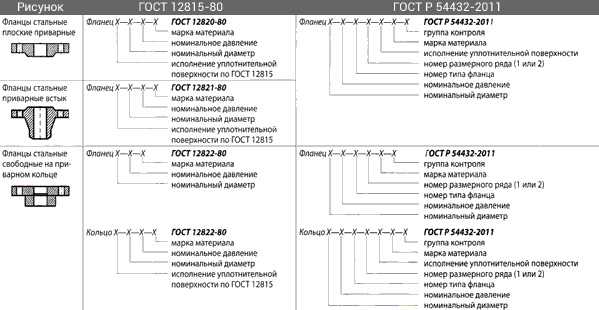
Обозначения фланцев при заказе | |
| ГОСТ 12820-80 — ГОСТ 12822-80 | ГОСТ Р 54432-2011 |
ФЛАНЕЦ СТАЛЬНОЙ ПЛОСКИЙ ПРИВАРНОЙ DN50, РN10 | |
| Фланец 1-50-10 Ст 25 ГОСТ 12820-80, ряд 2* | Фланец 50-10-01-1 -В-Ст 25- IV ГОСТ Р 54432-2011 |
| Фланец 2-50-10 Ст 25 ГОСТ 12820-80 | Фланец 50-10-01 -1 -Е-Ст 25- IV ГОСТ Р 54432-2011 |
| Фланец 3-50-10 Ст 25 ГОСТ 12820-80 | Фланец 50-10-01-1-F-Ст 25- IV ГОСТ Р 54432-2011 |
| Фланец 4-50-10 Ст 25 Г | |
npoet.ru
Автоматический станок для маркировки фланцев | Трубопроводы
Согласно требованиям ГОСТ, на наружной цилиндрической поверхности фланцев стальных плоских и колец должна быть нанесена маркировка. Зачастую на отечественных предприятиях детали трубопроводов маркируют вручную или с помощью простейших приспособлений; это весьма трудоемкая операция, не обеспечивающая надлежащей точности, скорости и автоматизации.
На предприятиях, где налажено поточное производство, необходим автоматизированный способ нанесения маркировки, например, используется механический маркировочный полуавтомат, который путем установки загрузочного устройства может быть переоборудован в автомат, функционирующий без участия рабочего.
В данной особое внимание уделим механическому способу нанесения маркировки.
Механический маркировочный автомат
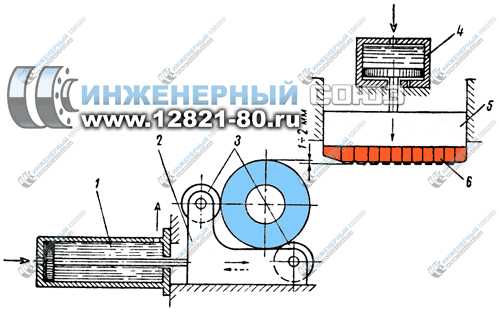
Рис. 1. Схема процесса маркировки фланцев, заглушек,
приварных колец и др. деталей трубопроводов.
Механический маркировочный автомат имеет высокую производительность и полностью устраняет ручной труд при изготовлении фланцев и приварных колец. Процесс маркировки происходит методом накатывания цифр и букв на наружную цилиндрическую поверхность деталей. Деталь, подлежащая маркировке, из загрузочного устройства попадает на опорные ролики 3 (рис. 1), установленные в каретке 2.
При движении вправо с помощью гидроцилиндра 1 каретка совершает рабочий ход. Лежащая на роликах деталь (ей может также являться фланец стальной приварной встык) благодаря наличию заборной части у кассеты 5 входит в соприкосновение с вставленными в нее клеймами 6 и начинает вращаться, так как суппорт с закрепленной в нем кассетой прижимается к детали с помощью гидроцилиндра 4. Все это обеспечивает получение четкого оттиска на наружной цилиндрической поверхности маркируемой детали имеющихся на клеймах букв и цифр.
↑ В начало
Клейма для маркировки
Рис. 2. Набор клейм для маркировки фланцев и других
деталей трубопроводов.
Клейма 2 (рис. 2), с помощью которых осуществляется маркировка
↑ В начало
Устройство и технологический процесс маркировочного автомата
На рис. 3 показана конструкция автомата для маркировки деталей. Станина станка 16 представляет собой сварной каркас, на котором под углом 40° к горизонтальной плоскости размещен стол 12. Наклонное положение стола обеспечивает подачу деталей, подлежащих маркировке, из загрузочного устройства к рабочим органам станка под действием собственного веса. Внутри станины расположен гидропривод автомата, состоящий из смонтированных на общей раме электродвигателя 17 мощностью 2,8 кВт и шестеренчатого насоса 18 производительностью 35 л/мин. Рабочая жидкость — масло — подается к насосу из масляного бака 19, установленного в нижней части станины.
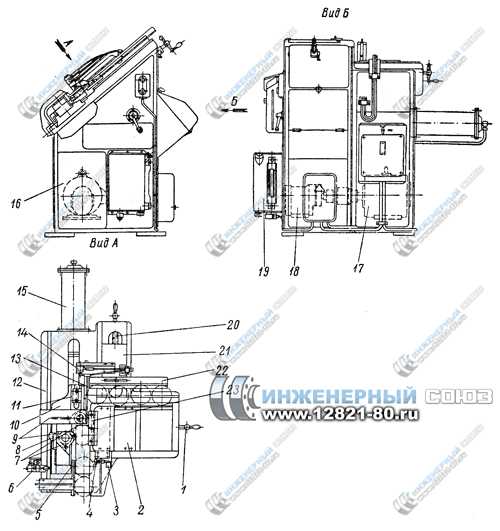
Рис. 3. Автомат для маркировки деталей.
На столе станка имеются направляющие, по которым могут перемещаться два суппорта: 2 и 21. Посредством суппорта производится перемещение кассеты 23 с клеймами, что необходимо для маркировки деталей разных диаметров.
Постоянный прижим клейм к поверхности детали осуществляется с помощью гидроцилиндра, расположенного внутри станины и надежно закрепленного на нижней стороне стола. Регулировочный винт 1 проходит через гайку суппорта 2 и соединяется со штоком гидроцилиндра так, что имеет возможность свободно вращаться, перемещая суппорт, как схематично показано на рис. 4.
На суппорте 21 находится линейка 22
В продольных направляющих стола с помощью гидроцилиндра 15, смонтированного на торце стола, перемещается каретка 10, несущая два ползуна 9, в которых установлены опорные ролики 7. На одном из ползунов закреплен отсекатель 13, задерживающий очередной фланец в загрузочном лотке. Ползуны с роликами устанавливаются в зависимости от размеров маркируемых деталей и надежно закрепляются на каретке. На ползунах имеются упоры 8 и 11, а на столе – золотники гидравлические 6 и 14.
В крайнем левом положении (на виде А — крайнее верхнее положение) каретки происходит загрузка детали.
Перемещаясь под действием собственного веса по наклонному лотку, деталь попадает на ролики. Одновременно упор 11 нажимает на золотник 14, с помощью которого осуществляется реверсирование хода каретки, перемещающейся гидроцилиндром.
При движении каретки вправо (на виде А – вниз), обрабатываемая деталь входит в соприкосновение с клеймами, закрепленными в кассете, – происходит маркировка. При дальнейшем движении каретки вправо фланец снимается съемником 5 и прижимается к нему прижимом 4, сталкивая обработанную ранее деталь в наклонный лоток, по которому она поступает в ванну для консервации. В то же время упор 8 нажимает на золотник 6, благодаря чему происходит реверсирование хода каретки и возврат ее в загрузочное положение. Таким образом, каретка непрерывно совершает возвратно-поступательное движение.
С пальцем прижима связан рычаг счетчика 3, отсчитывающих количество деталей, изготовленных на поточной линии. На станине станка размещены пусковая кнопочная станция, электрощит и щит управления станком.
↑ В начало
Гидравлическая схема работы маркировочного станка
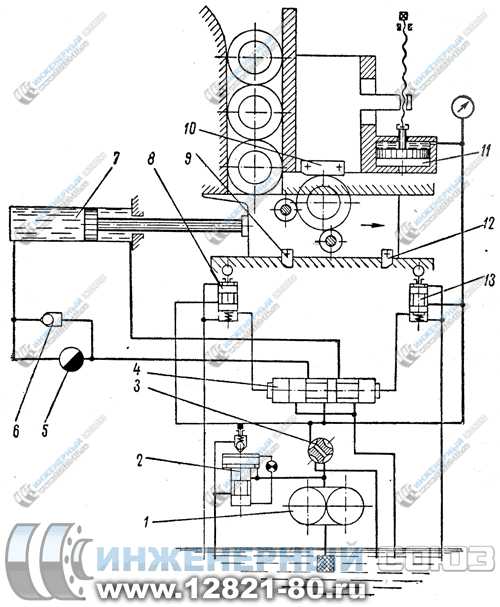
Надежная работа автомата, обеспечивается гидравлической схемой, показанной на рисунке 4. Из масляного бака рабочая жидкость нагнетается в систему шестеренчатым насосом 1 типа Ш-35, проходит через кран управления 3 и поступает в верхнюю полость гидроцилиндра 11, обеспечивающего постоянный прижим кассеты 10 с клеймами к маркируемой детали. Одновременно жидкость подводится к реверсивному золотнику 4 с гидравлическим управлением, которое осуществляется двумя золотниками 8 и 13, соответственно срабатывающими от нажима упоров 9 и 12.
Во время рабочего хода каретки с маркируемой деталью (положение, показанное на рис. 4) реверсивный золотник находится в крайнем правом положении, обеспечивая поступление жидкости через дроссель 5 в левую полость рабочего гидроцилиндра 7; при этом шток цилиндра и связанная с ним каретка перемещаются вправо. Правая полость гидроцилиндра в этот момент соединена с баком. Обе переключающие полости реверсивного золотника 4 через золотники 8 и 13 также соединены с баком. Перемещаясь вправо, упор 12, закрепленный на каретке, нажимает на золотник 13, после чего правая полость реверсивного золотника 4 сообщается с системой. Поскольку левая полость соединена с баком, то реверсивный золотник перемещается в крайнее левое положение, соединяя правую полость гидроцилиндра с системой, а левую — с баком. В результате этого переключения каретка, освобожденная съемником от маркируемой детали, начинает двигаться влево, совершая холостой ход. Скорость холостого хода каретки значительно больше скорости рабочего хода благодаря наличию обратного клапана
Таким образом, рабочие и холостые ходы каретки чередуются непрерывно, пока открыт кран. Постоянство давления жидкости в системе и предохранение последней от перегрузок обеспечивается предохранительным клапаном 2.
| Наружный диаметр маркируемых деталей, мм | наименьший | 55 |
| наибольший | 310 | |
| Максимальная длина маркировки, мм | 170 | |
| Производительность, шт/час | 600 | |
| Мощность электродвигателя, кВт | 2,8 | |
| Габариты станка, мм | 1300X800X1050 | |
| Масса станка, кг | 600 | |
↑ В начало
Заключение
Стандарты на стальные фланцы (фланцы ГОСТ 12820-80, ГОСТ 12821-80 и др.) предписывают производить маркировку изделий, другие детали трубопроводов также нуждаются в маркировке. Устройства для автоматической маркировки, используемые на предприятиях с поточным технологическим процессом, должны производить маркировку четко, быстро и в соответствии со стандартами.
Описанный здесь станок – уже дань истории, хотя его характеристики позволяют эксплуатировать его и по сей день. Более современные средства маркировки основываются на лазерных технологиях.
Список литературы
- Кучер И. М., Кучер А. М. Модернизация и автоматизация станков.. – М. : Машгиз, 1958.
- Бржезяк Ю. Д. Пневматические и пневмогидравлические зажимы в приспособлениях.. – Л. : Судпромгиз, 1957.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
www.12821-80.ru
Фланец: классификация, применение, технологии производства. Крепеж для фланцевых соединений. | Статьи — Промышленный каталог статей
Компания «Инженерный Союз» — фланцы, производство фланцев, крепеж: Фланцы стальные, заглушки фланцевые, переходы концентрические, фланцы, обечайки, переходы, заглушки, крепеж, втулки.
Фланец: классификация, применение, технологии производства.
Фланец (от нем. Flansch) — обычно плоское кольцо или диск с равномерно расположенными отверстиями для болтов и шпилек, служащее для прочного и герметичного соединения труб, присоединения их к машинам, аппаратам и ёмкостям, для соединения валов и других вращающихся деталей.
Классификация фланцев
Фланцы различаются по размерам, способу крепления и форме уплотнительной поверхности.
В зависимости от способа приварки к трубопроводу:
- плоские — соответствуют требованиям ГОСТ 12820-80 и применяются в диапазоне давлений от 1кгс/см2 до 25кгс/см2.
- воротниковые — соответствуют требованиям ГОСТ 12821-80 и применяются в диапазоне давлений от 1кгс/см2 до 200кгс/см2
Обозначение типов фланцев
В технической документации типы фланцев обозначаются следующим образом: Фланец 1-65-25 ст.09Г2С ГОСТ 12821-80
- 1 — исполнение фланца;
- 65 — условный проход «Ду»;
- 25 — условное давление «Ру»;
- ст. 09Г2С — марка стали, из которой изготовлено изделие.
Применение фланцев
Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.д. Фланец в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей.
Фланцы стальные применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию. Фланцевые соединения обеспечивают герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
Форма уплотнительной поверхности Фланца в трубопроводах зависит от давления среды, профиля и материала прокладки. Гладкие уплотнительные поверхности с прокладками из картона, резины и паронита применяются при давлениях до 4 Мн/м2 (40 кгс/см2), поверхности с выступом на одном Фланце и впадиной на другом с асбо-металлическими и паронитовыми прокладками — при давлениях до 20 Мн/м2 (200 кгс/см2), фланец с конической уплотнительной поверхностью — при давлениях выше 6,4 Мн/м2 (64 кгс/см2).
Компания Инженерный Союз специализируется на производстве: деталей трубопроводов, деталей вращения больших диаметров, фланцев. Вся наша продукция предназначена для использования в системах трубопроводного транспорта нефтяных, химических, газовых трубопроводов, а также для монтажа, ремонта объектов на предприятиях нефтехимического комплекса.
Область применения марок сталей, используемых при изготовлении нашей продукции (35, 40Х, 09Г2С, 15Х5М, 14Х17Н2, 20ХН3А, 25Х2М1Ф, 12Х18Н10Т, 10Х17Н13М2Т, 06ХН28МДТ), находится в очень широком диапазоне: рабочие температуры от -150 до 1000 С, рабочие среды — от воды до сред повышенной агрессивности (растворах серной кислоты).
Все эти факторы привели к созданию сертифицированной лаборатории, производящей многоступенчатый контроль качества:
- Геометрические параметры.
- Входящий, исходящий контроль химического состава,
- Контроль механических свойств стали,
- Контроль макро- и микроструктуры.
Производство фланцев Наш метод производства основан на применении электрошлаковых технологий, разработанных в Институте Электросварки им. Е.О.Патона. Омские ученые дополнили и частично преобразовали эти производственные установки разработок 70-х годов прошлого века. В результате мы получили современную, высокопроизводительную установку с электронной системой управления.
Установки центробежного электрошлакового литья (ЦЭШЛ) обеспечивают высокое качество литого металла за счет его рафинирования в процессе электрошлаковой плавки, применения специальных технологических приемов для получения направленной кристаллизации при отливке. Все свойства этих материалов, при этом, не уступают кованным, но превосходят их по показателям пластичности, ударной вязкости при одинаковой прочности.
Установка компании Инженерный Союз позволяет изготавливать фланцы, обечайки, кольцевые заготовки весом от 20 до 1100 кг. с условным проходом от 200 мм. (внутренний диаметр заготовки) и более. Производство фланцев меньших диаметров осуществляется методом ковки.
Крепеж выполняется в основном для предприятий газового и нефтехимического комплекса, что обусловлено высоким качеством крепежа.
За время работы производственная компания Инженерный Союз поставила фланцы, крепеж, обечайки, другие детали трубопроводов практически во все страны СНГ. Наши обечайки и другие элементы были использованы, как сборочные единицы при поставках теплообменного оборудования в Японию, Англию.
Российская география поставок простирается от Владивостока до Мурманска.
www.12821-80.ru