Плиты магнитные — применение, виды и тех. характеристики, конструкция и ГОСТы.
Плиты магнитные – это оснастка металлорежущих станков, применяемая для точной фиксации деталей и заготовок при обработке режущими инструментами. Действие плит основано на свойствах магнитного поля притягивать черные металлы и прочно удерживать в требуемом положении. Соответственно от тисков и других типов фиксаторов их отличает отсутствие механического приложения сил к поверхностям заготовки, что исключает вероятность деформации и прочих повреждений.
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа. В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение. Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.

Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах. Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Основные виды и параметры
В зависимости от способа фиксации существует два основных типа плит – магнитные и электромагнитные. В последних прижимное усилие создают две группы катушек формирующих электромагнитное поле. Магнитные конструктивно схожи с электромагнитными и также имеют две группы магнитов с различной полярностью. Но магнитное усилие действует постоянно и в нерабочем положение ему препятствует блоки из немагнитного материала. После установки детали блоки смещаются, и деталь фиксируется на рабочей поверхности.

Определяющим параметром являются габаритные размеры плиты. От неё зависят не только длина и ширина обрабатываемой детали, но и высота. Следует учесть, что чем больше размеры плиты, тем выше вес и нагрузка на рабочий стол станка.
Основные параметры оснастки:
- Габаритные размеры и масса. Размер варьируется в пределах от 100х250 мм до 320х1000 мм.
- Прижимающее усилие. Как правило, данный параметр находится в пределах от 50 до 120 Н/см².
- Расстояние между полюсами магнитов или катушек. От этого зависит минимальный размер обрабатываемой заготовки.
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.
Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали. Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание. В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.

Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Действующие ГОСТы
Технические условия производства плит магнитных общего назначения регулирует ГОСТ 16528-87. В нём установлены основные параметры плит с различным типом управления. Также действуют и другие отраслевые и государственные стандарты.
mekkain.ru
магнитная плита — Оснастка и инструменты
У меня на станке используются вот такие плиты для фрезерования .
TEHNOMAGNETE
TEHNOMAGNETE
TEHNOMAGNETE 2
Мощность прижима такая что примагнитив плиту 100х100х15 можно фрезой со сменными пластинами диаметром 25 фрезеровать 10 мм в глубину на всю ширину фрезы с подачей 0.1 на зуб.
А если деталь будет чуть больше там можно драть как при прижиме планками .
Даже кувалдой очень сложно сбить.
Полюса можно удлинить обычными железками до 100мм высотой .
Магниты энерго независимы во время работы ,используют электричество только при намагничивании и размагничивании .
Детали устанавливать можно и на плиту и на проставки высотой до 100 мм сделанные из любого магнитного железа ,просто обычный кубик 50х50 h5-h200
В комплекте идут автоматические выравниватели для установки очень кривых заготовок ,которые автоматом подстраиваются под профиль детали .
За все время работы я использовал тиски всего пару раз и то только для того чтобы обработать нержавейку и цвет мет .Даже тиски ставлю на плиту .
Плиты для обработки идеальное решение но очень дорогое удовольствие.
Можно даже положив кругляк на плиту и уперев его в полюсные удлинители фрезеровать торцевой фрезой сверху .
Изменено пользователем SergeyKa777
www.chipmaker.ru
Магнитная плита своими руками — studvesna73.ru
Приспособления для шлифования плоских поверхностей
При шлифовании детали можно крепить непосредственно к столу станка прижимными планками. Однако такое крепление применяют в том случае, когда детали не могут быть закреплены на магнитной плите или в других приспособлениях.
Лекальные тиски (рис. 10.9а) отличаются от обычных машинных точностью изготовления и возможностью кантования. Неподвижная губка тисков составляет одно целое с основанием 1. В корпусе имеются пазы для прохода подвижной губки 2, которая перемещается винтом 3. Основание корпуса имеет отверстия с резьбой для прикрепления тисков к различным приспособлениям. Все плоскости тисок обработаны под углом &09deg;. Запрессованный цилиндрический измерительный штифт 4 служит для измерения наклонных плоскостей.
Рис. 10.9. Лекальные тиски (а) и электромагнитная плита (б)
Электромагнитные плиты. Устройство электромагнитной плиты (рис. 10.9б) основано на следующем принципе. Если на железный сердечник (рис. 10.10а) навить проволоку и по ней пропустить постоянный ток, то сердечник намагнитится. Если теперь поднести к одному из концов сердечника стальной предмет, он с силой притянется к сердечнику. После прекращения действия тока в обмотке прекратится и магнитное действие сердечника.
Можно согнуть такой сердечник в виде подковы (рис. 10.10б) и также пропускать ток через его обмотку. В этом случае магнит будет еще сильнее. Соединив подковообразные магниты в группу, получим электромагнитную плиту.
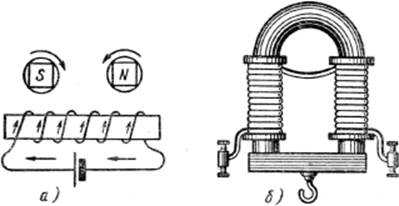
Рис. 10.10. Схема магнитного действия тока (а) и подковообразный магнит (б)
Полюсы магнитов, выведенные на верхнюю часть плиты, тщательно изолируются от ее тела немагнитными сплавами (баббитом, цинком), благодаря чему магнитные силы не рассеиваются в теле плиты, а направляются непосредственно в тело детали. К электромагнитной плите могут притягиваться только магнитные металлы (например, сталь, железо, чугун).
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для их питания пригоден только постоян
studvesna73.ru
Магнитные синусные плиты для станков: ГОСТ, видео, фото
Надежно закрепить деталь во время обработки способна плита электромагнитная, механически не повреждая поверхности. Ферромагнитный материал заготовки удерживается в зоне прохода рабочего органа металлорежущего станка под нужным углом, установленным оператором.
 Синусная магнитная плита
Синусная магнитная плитаПринцип действия
Фиксация осуществляется действием магнитного потока, созданного электромагнитными катушками, закрепленных на латунных полосах под синусной площадью. Высокая точность обработки достигается свободным тепловым расширением обрабатываемого материала. В механическом зажиме такая свобода не достижима.
Конструкционные решения
Требуемое расположение заготовок под проход резца станка получается благодаря подвижности частей электромагнитной удерживающей плиты. Перемещение происходит в поперечной (0°- 30°) и продольной (0° — 45°) плоскости. Угол устанавливается высотой набора концевых мер, заданные значения которой сведены в таблицу.
Орган управления расположен на удобной в работе боковой стороне.
Электромагнитная удерживающая плита состоит из корпуса, полюсов, катушек, основания и выводной коробки.
Достоинством токовой модели является маленькое межполюсное расстояние, позволяющее удерживать части малого размера (4×4×0,2 см). Удельная сила притяжения может меняться от 20 Н/см ²до 130 Н/см².
Катушки электромагнитного пояса могут располагаться неподвижно под плитой, совершающей возвратно-поступательные движения на шлифовальном станке.
В моделях стола, автономных от электрической сети, индукционные катушки заменены на магнитные блоки.
Как устроен магнитный блок
В корпус блока на 2 полосы установлены постоянные магниты. Расстояние между полюсами стола указывается в технических характеристиках изделия. Поворот управляющей рукоятки на 180° через эксцентрик подводит полюса к верхней кромке плиты. Деталь захвачена полем. Обратное действие разрывает контактирующие металлические части, освобождая заготовку.

Электромагнитная синусная плита
Согласно ГОСТ магнитная синусная плита по типу управления выполняется:
- ручного переключения;
- дистанционного управления.

Чертеж синусной плиты
Различают 5 классов точности приспособления, у которых удельная сила притяжения стола соответственно ГОСТ 16528-87 равна:
- 50 Н/см² у класса В, А, С;
- 80 Н/см² у класса Н,П.
У всех моделей остаточный магнетизм не должен превышать 0,5 Н/см². Фактическое значение проверяется динамометром, соединенным с контрольной пластиной (сталь 10, по ГОСТ 1050). Отклонения допускаются ГОСТ не более, чем в 10% контрольных точек стола.
Различия
Технология обработки задает различные варианты расположения обрабатываемой детали. С этой целью выбирают:
- Одноповоротное устройство. Две основные части – основание, магнитная часть;
- Двухповоротная плита. Три составляющих – нижнее основание, средняя поворотная плита, магнитный удерживающий лист;
- Магнитный стол. Электромагнит различных размеров;
- Угол. Модифицированный магнитный стол из 2 поверхностей под заданным углом. Одна плоскость магнитная, другая – упорная.
Плюсы применения
Постоянный магнит в сравнении с электромагнитным приспособлением, выполняющим аналогичную задачу, имеет такие достоинства:
- Отсутствие подключения стола к источнику питания;
- Не требовательность к техническому обслуживанию;
- Электробезопасность;
- Продолжительное использование рабочих свойств;
- Простота и надежность.
По завершении шлифовки (фрезеровки) полученные изделия размагничивают, пропуская через катушку демагнетизатора тут же на станке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Магнитная плита. Как восстановить работоспособность? — Оснастка и инструменты
А разве корпус не алюминиевый?
Немного не так выразился. Размагнитить не весь корпус, а только верхнюю, рабочую, плоскость. Есть такое прибор или приспособление? А то в голову ничего кроме аппарата для размагничивания кинескопов не приходит.
С вероятностью 95% собрать не удастся, по разным причинам
Со 100% вероятностью могу сказать, что разбирал и собирал рабочую. Там все просто: блок магнитов и эксцентрик, который его подымает и опускает. На работоспособность плиты разборка/сборка никак не повлияла.
В паспорте на магнитные плиты сказано, что вообще раз в год надо разбирать, чистить. А остаточный магнетизм допускается 0,5Н/см2
У меня остаточный магнетизм на верхней плоскости плиты не меньше, чем на блоке магнитов.
Народ, подскажите как магниты намагнитить обратно?
Изменено пользователем cop511www.chipmaker.ru
Плиты магнитные. Справочник
Плиты прямоугольные магнитные ГОСТ 16528-81
Размеры, мм
| Исполнение 1 | Исполнение 2 |
| Обозначение плиты | Исполнение | В | L | Н | B1 | L1 | L2 |
| 7208-0001 | 1 | 100 | 250 210 | 80 | 160 | 250 | 320 |
| 7208-0002 | 2 | ||||||
| 7208-0003 | 1 | 125 | 400 250 | 190 | 400 250 | 530 380 | |
| 7208-0003 | 1 | ||||||
| 7208-0004 | 2 | 360 | 400 | 530 | |||
| 7208-0005 | 1 | 160 | 400 | 240 | 600 | ||
| 7208-0006 | 2 | 360 | |||||
| 7208-0007 | 1 | 500 | 500 | 710 | |||
| 7208-0008 | 2 | 450 | |||||
| 7208-0009 | 1 | 200 | 500 | 90 | 280 | ||
| 7208-0109 | 1 | 400 | 400 | 600 | |||
| 7208-0010 | 2 | 450 | 500 | 710 | |||
| 7208-0011 | 1 | 630 | 630 | 850 | |||
| 7208-0012 | 2 | 560 | |||||
| 7208-0013 | 1 | 250 | 630 | 100 | 340 | ||
| 7208-0014 | 2 | 560 | |||||
| 7208-0015 | 1 | 800 | 800 | 1000 | |||
| 7208-0016 | 2 | 710 | |||||
| 7208-0017 | 1 | 320 | 800 | 420 | |||
| 7208-0117 | 1 | 630 | 630 | 980 | |||
| 7208-0018 | 2 | 710 | 800 | 1000 | |||
| 7208-0019 | 1 | 1000 | 1000 | 1320 | |||
| 7208-0020 | 2 | 900 |
Примечание.
Плиты имеют классы точности Н, П, В, А. В обозначении плит приводится буквенный индекс классов точности П, В, А; буквенный индекс класса точности Н не указывается.
Пример условного обозначения:
Плита 7208-0001 П ГОСТ 16528-81
osntm.ru
Ремонт магнитной плиты плоскошлифа — Эксплуатация, обслуживание и ремонт оборудования
Заусенцы получше чистить и все будет нормально. Неглубокие царапины не помеха.
здесь ничем не поможешь, деталь неизбежно намагничивается и прилипает к плите.
СОЖ заполняет мелкие щели и как бы получается эффект вакуума присоски и оторвать деталь не сдвигая сложно
не согласен. :nea:
По заусенцам: есть такие детали, например из нерж.стали, которые шлифуются в чистовую отделку и там не допускаются даже мельчайшие царапины, т.к. внешний вид детали будет испорчен.
Эффект намагничивания и прилипания на СОЖ имеет место, но деталь при этом залипает на плите не так сильно как в нашем случае. В нашем случае Whait, скорее всего, чтобы снять деталь упирается в ее торец деревянным бруском и лупит по нему молотком. Такой же эффект будет, если он положит на плиту шлифованную и уже размагниченную деталь и без сож — она так же сильно прилипнет — сбивать нужно молотком.
Теоретический посыл desti про разнополярные магниты правильный (для большей наглядности посмотрите в архиве или еще где книгу «Станочные приспособления», там устройство маг.плиты расжевано и нарисованы силовые линии магнитного поля) — поле плиты должно исчезать при наложении магнитных полей разнополярных магнитов (плиты и вкладыша). Только этого у вас не происходит. Болезнь этих плит — срабатывается палец на эксцентрике рукоятки и разбивается отверстие в ухе вкладыша. Таким образом ручка не додвигает вкладыш до нужного положения (чтобы пересеклись поля магнитов) и плита магнитит в выключенном состоянии.
Способ лечения: изготовить новую ось ручки и восстановить отверстие вкладыша (наплавка, расточка). Проблема при этом — точно вычислить центр отверстия после наплавки и положение пальца при изготовлении оси ручки, чтобы при работе вкладыш доезжал до своего правильного рабочего положения, иначе эффект не исчезнет.
Ну и последнее: рабочие внутренние поверхности должны быть чистыми, без задиров. Перед сборкой — смазать консистентной смазкой плоскости и палец эксцентрика. Разборку и чистку плиты производить раз в 1-2 года.
Изменено пользователем Trianonwww.chipmaker.ru