Листоправильные машины для листового металла
Вальцы листоправильные
На металлопрокатных производствах, а также в машиностроительной сфере и на предприятиях, которые занимаются изготовлением комлект-деталей для различного промышленного, научного и медицинского оборудования, для правки листового металла применяются вальцы листоправильные. Данные устройства модернизированы в соответствии со временем для точной и быстрой обработки металлических заготовок листового типа.
Устройство вальцов листоправильных
Вальцы листоправильные представляют собой два связанных между собой механизма – рабочая зона и привод устройства. Общая конструкция оборудования для правки листового металла складывается из двигателей, станин и валков цилиндрического типа, которые размещены в шахматном, двухъярусном порядке в подшипниках. Подшипники закреплены в станине оборудования.
Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное движение нижней валковой части привода. Другой электродвигатель при помощи шестеренчатого механизма поднимают и опускают верхнюю валковую часть приводного устройства. Вальцы листоправильные по своей конструкции оснащены двумя специальными рабочими столами, которые называются рольгангами.
Другой электродвигатель при помощи шестеренчатого механизма поднимают и опускают верхнюю валковую часть приводного устройства. Вальцы листоправильные по своей конструкции оснащены двумя специальными рабочими столами, которые называются рольгангами.
Передний рольганг служит для подачи металлический листов в вальцы, а задний обеспечивает поддержание изделия после обработки, на выходе. Пропуская между валками лист металла, его подвергают выправлению способом многократного сгибания. Если состояние заготовки имеет масштабные деформированные нарушения, то изделие пропускается через вальцы многоразово.
Принцип действия вальцов листоправильных
При запуске станка валы шестеренной клетки передают направляющее движение на валки, осуществляющие процесс правки изделия. Передающее движение осуществляется при помощи шпинделей шарнирного типа.
Шарнирные шпиндели в устройстве вальцы листоправильные способны, благодаря своему уникальному соединению, проворачиваться во всех плоскостях. В отличие от верхних валок, которые установлены в передвижном траверсе, нижний вальцовый ряд имеет неподвижную ось, закрепленную в стойках станины устройства.
В отличие от верхних валок, которые установлены в передвижном траверсе, нижний вальцовый ряд имеет неподвижную ось, закрепленную в стойках станины устройства.
Положения подвижного траверса регулируется через панель управления с индикаторным устройством.
Правильно организованный процесс правки металлических листов на таком оборудовании, как вальцы листоправильные, весомо сказывается на эффективности и качестве проводимых с металлом работ. Поэтому для усовершенствования и оптимизации рабочего процесса оборудование оснащено центрирующим устройством, работающим по принципу пневматических систем. Подъемно-съемные операции во время работы правильных вальцов осуществляют при помощи специальных листоукладчиков с магнетическими свойствами.
Вальцы листоправильные- оборудованиене из дешевых. Поэтому для приобретения устройств необходимо выбирать лишь проверенного множеством положительных рекомендаций поставщика, который сможет обеспечить доставку оборудования, что соответствует всем требованиям, в максимально кратчайшие сроки. Кроме доставки оборудования в зону дальнейшей стационарной эксплуатации, стоит заранее обговорить условия установки станков и дальнейшего технического обслуживания на срок, указанный в гарантийном талоне.
Кроме доставки оборудования в зону дальнейшей стационарной эксплуатации, стоит заранее обговорить условия установки станков и дальнейшего технического обслуживания на срок, указанный в гарантийном талоне.
Для различных предприятий существуют определенные виды листоправильных вальцов. Они отличаются между собой по уровню производительности, размерам и комплектам дополнительного оборудования. Соответственно, для частной кузнечной мастерской можно подобрать станок, стоимость которого будет значительно меньше от стоимости оборудования, необходимого для крупно-конвейерного производства.
| Обработка металлических изделий гальваническим методом является одним из наиболее распространенных и востребованных способов нанесения покрытий. С его помощью… |
| На сегодняшний день пакетировочные прессы для переработки металлолома обладают достаточно высокими характеристиками и способны перерабатывать большое количество лома, даже… |
Станки для гибки арматуры – незаменимая вещь для строительных организаций и промышленных предприятий.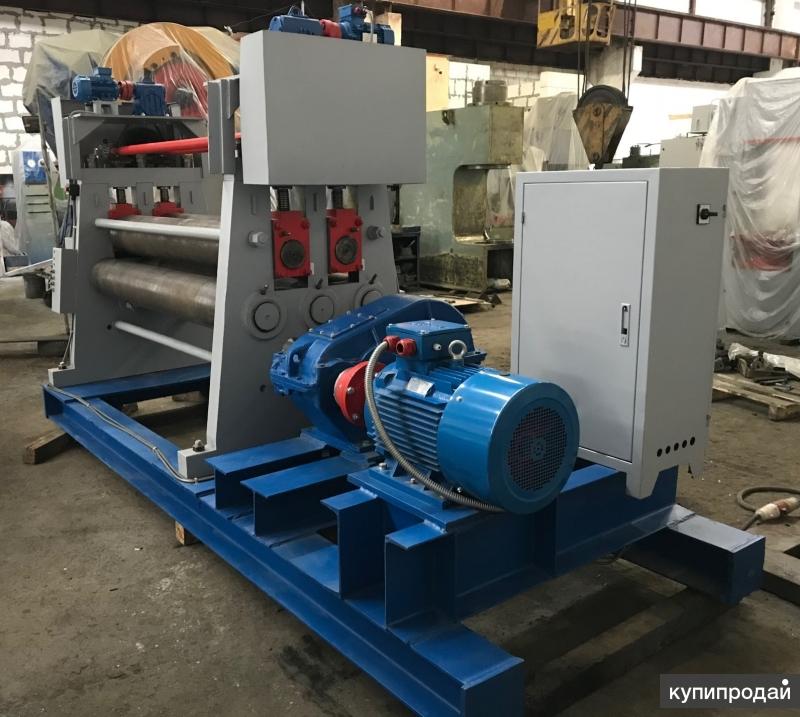 Стальную арматуру используют в качестве основного армирующего материала, в связи с чем, она пользуется большой популярностью при возведении различных инженерных конструкций и зданий… Стальную арматуру используют в качестве основного армирующего материала, в связи с чем, она пользуется большой популярностью при возведении различных инженерных конструкций и зданий… |
| Начальным элементом, с которого собственно начинается весь процесс на оборудовании для изготовления металлического профиля, является размоточное устройство. Именно на него укрепляется… |
| Принцип работы правильно отрезного автомата выглядит следующим образом. Изначально машина запускается, работа автомата осуществляется за счет электрического двигателя. Через передачу клиномерного типа… |
| Рабочий процесс изготовления пружины на пружинонавивочном автомате предполагает наличие таких основных этапов, как начальная подготовка материала для изготовления изделия пружинного типа. Затем после того, как материал… |
Источник: https://promplace.ru/valtci-listopravilnie-709.htm
Листоправильный станок R9-3200×42
Листоправильный станок R9-3200×42. укомплектован 9-ю валками и гидравлическими приводами. Валки имеют возможность перемещения и в горизонтальном и в вертикальном направлениях. Контроллер предоставляет возможность независимого наклона валков. Станина изготовлена из электросварных и нормализованных износостойких двутавровых балок. Это позволяет машине быть прочно закрепленной к фундаменту. Станина тщательно обрабатывается одним из наших обрабатывающих центров с ЧПУ. Стойки изготовлены из толстых электросварных и нормализированных стальных листов высокого качества, которые надежно прикреплены болтами к станине. Стойки разработаны с канавками для направляющих, по которым выпрямляющие валы будут перемещаться. Направляющие обрабатываются так, чтобы гарантировать высокую точность (плоскостность) машины и ее надежность. Линейные направляющие специально разработаны, чтобы отправлять напряжение гибки, исходящее от гибочных валков, через гидравлические цилиндры, напрямую к станине. Поддержка валов разработана для соединения гибочных валов напрямую с гидравлическими цилиндрами, которые обеспечивают перемещение.
укомплектован 9-ю валками и гидравлическими приводами. Валки имеют возможность перемещения и в горизонтальном и в вертикальном направлениях. Контроллер предоставляет возможность независимого наклона валков. Станина изготовлена из электросварных и нормализованных износостойких двутавровых балок. Это позволяет машине быть прочно закрепленной к фундаменту. Станина тщательно обрабатывается одним из наших обрабатывающих центров с ЧПУ. Стойки изготовлены из толстых электросварных и нормализированных стальных листов высокого качества, которые надежно прикреплены болтами к станине. Стойки разработаны с канавками для направляющих, по которым выпрямляющие валы будут перемещаться. Направляющие обрабатываются так, чтобы гарантировать высокую точность (плоскостность) машины и ее надежность. Линейные направляющие специально разработаны, чтобы отправлять напряжение гибки, исходящее от гибочных валков, через гидравлические цилиндры, напрямую к станине. Поддержка валов разработана для соединения гибочных валов напрямую с гидравлическими цилиндрами, которые обеспечивают перемещение. Внутри опоры установлены подшипники для обеспечения вращения валов. Данное решение является гарантией лучшего выравнивания валов, надежности и прочности машины. Валы изготовлены из высокопрочной стали. Валы поставляются сертификатом о проведении химического анализа и сертификатом неразрушающего контроля. Вращение валов обеспечивается независимыми гидравлическими двигателями вместе с гидроприводом планетарного редуктора. Все валы вращаются в автоматическом режиме. Скорость вращения валов регулируется автоматически, что гарантирует необходимое усилие для лучшей правки листа. Балансировка валов контролируется электронной системой. Электронная система Faccin не зависит от механики (торсионная балка), а также от гидравлических устройств. Она гарантированно защищена от механических и гидравлических погрешностей. Кроме того, электронная система (Siemens) не подвергается износу, благодаря чему, точность гибки, остается постоянной на протяжении всего срока службы машины. Это решение позволяет всегда иметь допуск параллельности валков гарантированно ниже 0.
Внутри опоры установлены подшипники для обеспечения вращения валов. Данное решение является гарантией лучшего выравнивания валов, надежности и прочности машины. Валы изготовлены из высокопрочной стали. Валы поставляются сертификатом о проведении химического анализа и сертификатом неразрушающего контроля. Вращение валов обеспечивается независимыми гидравлическими двигателями вместе с гидроприводом планетарного редуктора. Все валы вращаются в автоматическом режиме. Скорость вращения валов регулируется автоматически, что гарантирует необходимое усилие для лучшей правки листа. Балансировка валов контролируется электронной системой. Электронная система Faccin не зависит от механики (торсионная балка), а также от гидравлических устройств. Она гарантированно защищена от механических и гидравлических погрешностей. Кроме того, электронная система (Siemens) не подвергается износу, благодаря чему, точность гибки, остается постоянной на протяжении всего срока службы машины. Это решение позволяет всегда иметь допуск параллельности валков гарантированно ниже 0. 2мм. Панель управления станком представляет собой электронную мобильную панель управления с джойстиком, для контроля за всеми действиями узлов листоправильного станка. Основные компоненты станка соответствуют международным стандартам ISO 9000- UNI 29000, что обеспечивает высокое качество продукции и положительные отзывы покупателей. Некоторые из поставщиков компонентов станка перечислены ниже. Гидравлические двигатели производятся SAI и RIVA-CALZONI, все подшипники от SKF и FAG. MERKEL и POLIPAC являются поставщиками уплотнений; BOSCH и REXROTH — поставщики основных гидравлических компонентов, все электронные компоненты производит SIEMENS. Оборудование FACCIN полностью производится на предприятии. Таким образом, достигается максимальная точность гибки станков. Инженеры FACCIN владеют современными технологиями компьютерного проектирования. Документация на каждый станок хранится на сервере компании, даже для машины поставленной несколько десятков лет назад, тем самым осуществляется техническая поддержка всех поставленных заказчикам станков.
2мм. Панель управления станком представляет собой электронную мобильную панель управления с джойстиком, для контроля за всеми действиями узлов листоправильного станка. Основные компоненты станка соответствуют международным стандартам ISO 9000- UNI 29000, что обеспечивает высокое качество продукции и положительные отзывы покупателей. Некоторые из поставщиков компонентов станка перечислены ниже. Гидравлические двигатели производятся SAI и RIVA-CALZONI, все подшипники от SKF и FAG. MERKEL и POLIPAC являются поставщиками уплотнений; BOSCH и REXROTH — поставщики основных гидравлических компонентов, все электронные компоненты производит SIEMENS. Оборудование FACCIN полностью производится на предприятии. Таким образом, достигается максимальная точность гибки станков. Инженеры FACCIN владеют современными технологиями компьютерного проектирования. Документация на каждый станок хранится на сервере компании, даже для машины поставленной несколько десятков лет назад, тем самым осуществляется техническая поддержка всех поставленных заказчикам станков. Автоматизированная система и база данных позволяют предоставить лучшее послепродажное обслуживание. Производственный отдел уделяет особое внимание сварке листов высокого качества, используемых для станины. Обработка тяжелых и самых важных компонентов (каркас, стойки, опоры, ролики) производится на собственных обрабатывающих центрах с ЧПУ. Отдел контроля качества проверяет 100% обрабатываемых компонентов до монтажа. После предварительной проверки машина переходит в сборочный цех, где высококвалифицированный персонал берет на себя ответственность за сборку каждой машины. Когда сборка закончена, машина проверяется отделом контроля качества, а затем окрашивается в определенный цвет по желанию заказчика.
Автоматизированная система и база данных позволяют предоставить лучшее послепродажное обслуживание. Производственный отдел уделяет особое внимание сварке листов высокого качества, используемых для станины. Обработка тяжелых и самых важных компонентов (каркас, стойки, опоры, ролики) производится на собственных обрабатывающих центрах с ЧПУ. Отдел контроля качества проверяет 100% обрабатываемых компонентов до монтажа. После предварительной проверки машина переходит в сборочный цех, где высококвалифицированный персонал берет на себя ответственность за сборку каждой машины. Когда сборка закончена, машина проверяется отделом контроля качества, а затем окрашивается в определенный цвет по желанию заказчика.
Листоправильная машина ARKU | Оборудование для правки листового металла | Германия
Компания ARKU (Германия) на сегодняшний день является лидером в производстве листоправильных машин. История компании ARKU начинается с1928 г., когда была образована жестяная мастерская.
Начиная с 50-х годов, компания ARKU начинает производить оборудование для правки листового металла — появилась первая листоправильная машина ARKU. Сегодня у компании ARKU более 80 лет опыта в производстве листоправильных машин.
Сегодня у компании ARKU более 80 лет опыта в производстве листоправильных машин.
Она занимает лидирующие позиции на рынке правильного оборудования, как в производстве листоправильных машин, так и в технологии правки деталей.
Листоправильная машина — диапазон толщин
Оборудование для правки листового металла компании ARKU — листоправильная машина — выпускается под диапазон толщин листовых деталей толщиной от 0,15 мм до 60 мм, перекрывая весь диапазон требуемых в промышленности толщин металла.
Листоправильная машина — 2 типа конструкций
Компания ARKU производит два вида листоправильных машин для правки листового металла: электромеханические и серво-гидравлические. Прецизионные листоправильные машины с электромеханическим приводом обеспечивают высокие результаты правки листового металла, в особенности для филигранных листовых деталей. Оборудование для правки листового металла этой серии нашло своё применение в авиационной и космической промышленности.
Легкий и высокопрочный материал должен обрабатываться в охлажденном состоянии. У обычных листоправильных машин существует опасность возникновения коррозии в важных узлах, что неприемлемо при обработке деталей для авиационной и космической промышленности.
У обычных листоправильных машин существует опасность возникновения коррозии в важных узлах, что неприемлемо при обработке деталей для авиационной и космической промышленности.
Листоправильная машина ARKU обладает конструкцией, где данные узлы выполнены с защитой от коррозии, что позволяет достичь высоких результатов правки, гарантируя технологичность процесса.
Листоправильная машина с серво-гидравлическим приводом
Оборудование для правки листового металла второй серии — листоправильная машина ARKU с серво-гидравлическим приводом, которая может производить правку листового металла толщиной от 0,5 до 60 мм. Правка деталей, полученных методом лазерной или газовой резки, а так же методом штамповки, происходит в течение нескольких минут. Детали после правки практически не имеют внутренних напряжений. После правки можно быстро осуществлять следующие процессы обработки: сварка, гибка, отбортовка.
Особенности:
- Регулировка правильного зазора.
 Обеспечиваются высокие результаты правки деталей даже при обработке деталей с вырезами.
Обеспечиваются высокие результаты правки деталей даже при обработке деталей с вырезами. - Быстрая смена правильных вальцев. При правке листовых деталей происходит загрязнение остатками материала правильного агрегата.
Тщательная очистка и техническое обслуживание агрегата может производиться быстро и просто. - Защита от перегрузок. В процессе правки возникают большие нагрузки на листовые детали и на сам станок. Если нагрузка достигает контрольной точки, листоправильная машина останавливается и происходит раскрытие правильного агрегата.
- Интуитивное управление. Наглядное пользовательское меню с памятью значений и предлагаемыми параметрами, позволяют оператору настроить оборудование для правки листового металла за несколько приемов, что существенно облегчает его работу на листоправильной машине.
Данная серия широко применяется в производстве крановой техники, в производстве строительной техники, специалистами газовой резки, обработке нержавеющей стали и благородных металлов.
Листоправильная машина для правки рулонного металла
В производственной линейке компании ARKU присутствует листоправильная машина для правки листового металла. При правке листового материала станки устраняют все виды дефектов, достигается высокая плоскостность и внутреннее напряжение в металле. Листоправильная машина легко интегрируется в линию по обработке рулонного металла.
В данных станках используется система смены кассет, что позволяет использование вальцев разного диаметра. Благодаря этому можно перекрыть рабочий диапазон диаметров двух правильных станков. Смена кассет происходит за несколько минут.
Листоправильная машина способна обрабатывать различные материалы: алюминий, сталь, нержавеющая сталь, материалы с высоким коэффициентом прочности на разрыв, перфорированные листы.
Применение
Оборудование для правки листового металла ARKU применяются в судостроении, авиационной и космической промышленности, машиностроении, железнодорожной промышленности, автомобилестроении, при лазерной, газовой обработке металлов, штамповке, строительная и подъемная техника. Компания ARKU располагает собственными центрами правки в Баден-Бадене, Цинциннати, США, и Куншане, Китай, где клиенты могут произвести пробную правку собственных деталей или заказать выполнения платных работ.
Компания ARKU располагает собственными центрами правки в Баден-Бадене, Цинциннати, США, и Куншане, Китай, где клиенты могут произвести пробную правку собственных деталей или заказать выполнения платных работ.
THE STEEL SHEET FLATTENING ON THE TWELVE-ROLLER SHEET-STRAIGHTENING MACHINE. PART 1. CURVATURE OF SHEET
Шинкин В.Н.
ORCID: 0000-0003-4954-7851, Доктор физико-математических наук, профессор, Национальный исследовательский технологический университет «МИСиС»
ПРАВКА СТАЛЬНОГО ЛИСТА НА ДВЕНАДЦАТИРОЛИКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЕ. ЧАСТЬ 1. КРИВИЗНА ЛИСТА
Аннотация
Предложен математический метод определения оптимальных технологических параметров холодной правки толстого стального листа на двенадцатироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами листоправильной машины, величины обжатия листа верхними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на машиностроительных и металлургических заводах и в сельскохозяйственном машиностроении.
Результаты исследований могут быть использованы на машиностроительных и металлургических заводах и в сельскохозяйственном машиностроении.
Ключевые слова: остаточные напряжения, кривизна листа, листоправильные машины.
Shinkin V.N.
ORCID: 0000-0003-4954-7851, PhD in Physics and Mathematics, Professor, National University of Science and Technology “MISIS”
THE STEEL SHEET FLATTENING ON THE TWELVE-ROLLER SHEET-STRAIGHTENING MACHINE. PART 1. CURVATURE OF SHEET
Abstract
The mathematical method for the determining of the optimal technological parameters of the cold straightening of the thick steel sheet on the twelve-rolled sheet-straightening machine is proposed. The calculations allow us to determine the type and the curvature of the neutral line of the steel sheet under the straightening, as well as the residual curvature sheet after the flattening depending on the rolls’ radius, the pitch between the straightening machines’ working rolls, the magnitude of the sheet reduction by the upper rollers, the sheet thickness, as well as the elastic modulus, the yield stress and the hardening modulus of the sheet metal. The results of the research can be used at the engineering and metallurgical plants and in the agricultural machinery industry.
The results of the research can be used at the engineering and metallurgical plants and in the agricultural machinery industry.
Keywords: residual stresses, curvature of sheet, sheet-straightening machines.
Введение
Перед формовкой стального листа его правят на листоправильных машинах [1-11]. В работах автора [5-11] рассматривались пяти-, девяти-, одиннадцати- и пятнадцатироликовые правильные машины. Данная работа посвящена двенадцатироликовой правильной машине (рис. 1).
Рис. 1 — Правка листа на двенадцатироликовой машине
Роликовые листоправильные машины предназначены для правки листов и ленты в горячем и холодном состояниях. При горячей правке листов на машинах, установленных в общем технологическом потоке, исключается вредное влияние наклепа, а также используется высокая скорость правки с меньшим расходом энергии. Холодной правке подвергают горячекатаные, а также холоднокатаные листы.
Листоправильные машины выполняют с опорными роликами и без них. Применение опорных роликов в толстолистовых машинах уменьшает нагрузку, приходящуюся на правильные ролики, и предохраняет их от чрезмерных прогибов. В тонколистовых машинах при помощи опорных роликов также регулируют зазоры между правильными роликами, необходимые для устранения коробоватости и местной волнистости листов.
Каждый правильный ролик поддерживается опорными роликами с одной или двух сторон. В последнем случае опорные ролики воспринимают не только вертикальные, но и горизонтальные усилия.
Опорные ролики вдоль правильных роликов можно размещать в один ряд и более. Машины изготовляют с одним, двумя или большим числом секций опорных роликов.
Конструкция роликовых машин определяется главным образом способом регулировки правильных роликов и опорных роликов.
В машинах с одинарной регулировкой роликов подвижная траверса перемещается по высоте, причем верхний ряд роликов остается параллельным нижнему. В машинах с двойной регулировкой роликов, кроме установки подвижной траверсы по высоте, предусматривается также наклон ее в продольном направлении. В машинах с тройной регулировкой роликов подвижную траверсу можно устанавливать по высоте, а также с наклоном в продольном и поперечном направлениях.
В машинах с двойной регулировкой роликов, кроме установки подвижной траверсы по высоте, предусматривается также наклон ее в продольном направлении. В машинах с тройной регулировкой роликов подвижную траверсу можно устанавливать по высоте, а также с наклоном в продольном и поперечном направлениях.
В машинах с наклоном регулируемого ряда роликов в продольном направлении подвижная траверса укрепляется на цилиндрических ползунах, что позволяет наклонять траверсу в продольном направлении. В машинах с наклоном регулируемых роликов в поперечном направлении направляющие для подвижной траверсы выполняют с закруглениями или поперечными скосами.
В машинах с одинарной регулировкой роликов предусматривается механизм для установки роликов по высоте, состоящий из двух или четырех нажимных винтов, приводимых во вращение одновременно. В машинах с двойной регулировкой роликов устанавливается четырехвинтовой механизм для установки роликов, у которого предусматривается привод каждой (передней и задней) пары нажимных винтов отдельно и обеих пар одновременно. В машинах с тройной регулировкой роликов применяется четырехвинтовой механизм для установки роликов с отдельным приводом передней и задней пар винтов, у каждой из которых предусматривается отключение левого или правого винта. Механизм для регулировки правильных роликов приводится в большинстве машин от одного или двух приводов.
В машинах с тройной регулировкой роликов применяется четырехвинтовой механизм для установки роликов с отдельным приводом передней и задней пар винтов, у каждой из которых предусматривается отключение левого или правого винта. Механизм для регулировки правильных роликов приводится в большинстве машин от одного или двух приводов.
В некоторых машинах, характеризуемых небольшим весом подвижной траверсы, механизм для регулировки правильных роликов приводится вручную.
Вращение нажимным винтам механизма для регулировки роликов сообщается от электродвигателей чаще всего через цилиндрические редукторы, распределительные валы и червячные передачи. В машинах с ручной регулировкой роликов нажимные винты вращают при помощи штурвалов, насаженных на распределительные валы червячных передач. В случае привода от электродвигателя такие штурвалы также устанавливают на распределительных валах для уточнения установки роликов вручную.
Используется два вида механизмов для регулировки роликов: с приводными нажимными винтами, ввинченными в неподвижно закрепленные гайки, и с нажимными винтами, ввинченными во вращающиеся гайки.
В правильных машинах новейших конструкций нижняя траверса регулируется по высоте. В этом случае уравновешивающего устройства не требуется.
Общую, а также и секционную регулировку опорных роликов осуществляют вручную или от электропривода при помощи нажимных винтов или клиньев. В машинах с подвижной верхней траверсой регулируют верхние опорные ролики, а в машинах с подвижной нижней траверсой — нижние опорные ролики.
У машин с одинарной общей регулировкой верхнего ряда правильных роликов обычно предусматривается индивидуальная вертикальная регулировка крайних направляющих роликов. Эта регулировка осуществляется вручную от штурвалов или от электропривода. В некоторых таких машинах индивидуальная регулировка по высоте предусмотрена для всех роликов регулируемого ряда.
Некоторые тонколистовые правильные машины с передней и задней сторон оборудуют двумя парами тянущих роликов, которые облегчают задачу и выдачу листов.
В роликовых листоправильных машинах все правильные ролики приводные. Холостыми выполняют лишь крайние направляющие ролики в машинах с одинарной регулировкой роликов. Привод роликов устанавливают отдельно от рабочей клети. В некоторых машинах редуктор и шестеренную клеть совмещают в общем корпусе.
В машинах с большим числом правильных роликов редуктор выполняют с двумя или тремя выходными валами, а шестеренную клеть — соответственно с двумя или тремя приводными валами, в результате чего крутящий момент распределяется между несколькими валами.
Некоторые роликовые листоправильные машины снабжают круговыми щетками для очистки листов. Известны правильные машины, оборудованные окалиноломателями. Роликовые листоправильные машины оснащают также устройствами для смазки поверхности листов.
Прокатная листовая сталь в аграрной индустрии
В сельскохозяйственном машиностроении широко применяются металлы, сплавы и стали. Металлы и их сплавы подразделяются на черные и цветные. К черным металлам относятся соединения железа с углеродом и другими элементами, а к цветным — медь, алюминий, цинк, олово и другие.
К черным металлам относятся соединения железа с углеродом и другими элементами, а к цветным — медь, алюминий, цинк, олово и другие.
Прокатная листовая сталь является основным материалом для изготовления сельскохозяйственных машин. Для нужд машиностроения металлургические заводы выпускают прокатную сталь различного сечения — круглого, квадратного, плоского, фасонного. Специально для сельскохозяйственного машиностроения выпускают, кроме того, и дополнительный прокат: лемешную сталь и сталь специальных профилей, встречающихся в сельскохозяйственных машинах (пальцевая полоса и ножевая спинка режущих аппаратов уборочных машин, грядили плугов и так далее). Из прокатной стали изготовляют рамы, рычаги, тяги, валы, оси и так далее; из нее же штампуются или отковываются сложные детали сельскохозяйственных машин.
Для изготовления наиболее ответственных деталей сельскохозяйственных машин применяют качественные стали, а также специальные стали — хромистые, хромоникелевые, кремнемарганцовые и другие. Так, стали для режущих деталей по своим свойствам приближаются к инструментальным хромоникелевым сталям с высоким содержанием углерода; пружины изготовляются из марганцовистой или кремнистой стали и прочее. Стали, в состав которых вводят специальные элементы, называют легированными.
Так, стали для режущих деталей по своим свойствам приближаются к инструментальным хромоникелевым сталям с высоким содержанием углерода; пружины изготовляются из марганцовистой или кремнистой стали и прочее. Стали, в состав которых вводят специальные элементы, называют легированными.
Математическая модель правки листа
Пусть Hi (i = 1, …, 12) — обжатия листа рабочими роликами и H1 = H3 = H5 = H7 = H9 =
Рис. 2 — Кинематическая схема правки листа между рабочими роликами
Пусть Пр и Пс, E, σт, − модули упрочнения стали при растяжении и сжатии, модуль Юнга и предел текучести; R − радиус рабочих роликов, φi − углы точек касания роликов и стального листа (i = 1 … 12), t − шаг рабочих роликов, R0 = R + h/2, εi = 1/ρi и ρi − кривизна листа в точках касания с роликами и радиусы кривизны, h − толщина листа (рис. 2).
2).
Уравнения для вычисления кривизны листа в точках касания с роликами:
Первый и второй ролики
Второй и третий ролики
Рис. 3 — Прогиб листа
Граничные условия: где b(r) — коэффициент пружинения листа [5-11]: Результаты расчетов
Численные расчеты для прогиба и кривизны листа в двенадцатироликовой машине при E = 2∙1011 Па, R = 0,125 м, σт = 500∙106 Па, h = 0,010 м, t = 0,270 м, ρ1 = -1 м, H12 = 0,375 мм, H10 = 0,75 мм, H8 = 1,5 мм, H6 = 3 мм, H4 = 6 мм и H2 = 12 мм показаны на рис. 3 и 4.
Рис. 4 — Кривизна листа
Литература
- Королев А.
 А. Механическое оборудование прокатных и трубных цехов. — М.: Металлургия, 1987. — 480с.
А. Механическое оборудование прокатных и трубных цехов. — М.: Металлургия, 1987. — 480с. - Целиков А.И., Полухин П.И., Гребеник В.М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. — М.: Металлургия, 1988. — 680с.
- Шинкин В.Н. Сопротивление материалов для металлургов. — М: Изд. Дом МИСиС, 2013. — 655 с.
- Шинкин В.Н. Механика сплошных сред для металлургов. — М: Изд. Дом МИСиС, 2014. — 628 с.
- Shinkin V.N., Kolikov A.P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. — 2011. — Vol. 41. — No. 1. — P. 61-66.
- Shinkin V.N., Kolikov A.P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. — 2011. — Vol. 41. — No. 6. — P. 528-531.
- Shinkin V.N., Kolikov A.P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist.
 — 2012. — Vol. 55. — Nos. 11-12. — P. 833-840.
— 2012. — Vol. 55. — Nos. 11-12. — P. 833-840. - Шинкин В.Н., Федотов О.В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. — 2013. — № 9. — С. 43-48.
- Шинкин В.Н., Барыков А.М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. — 2014. — № 5. — С. 7-15.
- Шинкин В.Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. — 2014. — № 8. — С. 26-34.
- Шинкин В.Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. — 2015. — № 1. — С. 42-48.
References
- Korolev, A.
 A. (1987) Mechanical equipment of rolling and pipe shops, Metallurgy, Moscow.
A. (1987) Mechanical equipment of rolling and pipe shops, Metallurgy, Moscow. - Tselikov, A.I., Poluhin, P.I., Grebenik, V.M., and others (1988) Machines and units of metallurgical plants, Vol. 3: Machines and units for production and decoration rolling, Metallurgy, Moscow.
- Shinkin, V.N. (2013) Strength of materials for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin, V.N. (2014) Continuum mechanics for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Simulation of the shaping of blanks for large-diameter pipe’, Steel in Translation, Vol. 41, No. 1, pp. 61-66.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe’, Steel in Translation, Vol. 41, No. 6, pp. 528-531.
- Shinkin V.N. and Kolikov A.P. (2012) ‘Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology’, Metallurgist, Vol.
 55, Nos. 11-12, pp. 833-840.
55, Nos. 11-12, pp. 833-840. - Shinkin, V.N. and Fedotov, O.B. (2013) ‘Calculation of technological parameters of five-roller sheet-straightening machine by the Fagor Arrasate company under manufacture of steel sheet from hot-rolled coil’, Rolling, No. 9, pp.43-48.
- Shinkin, V.N. and Barykov, A.M. (2014) ‘Technological parameter calculation of cold flattening of steel sheet on nine-roller plate-flattening machine SMS Siemag at metallurgical complex of mill 5000’, Rolling, No. 5, pp.7-15.
- Shinkin, V.N. (2014) ‘Production parameter calculation for steel plate leveling at eleven-roller plate-leveling machine of cross cutting line Fagor Arrasate’, Rolling, No. 8, pp.26-34.
- Shinkin, V.N. (2015) ‘Mathematical model of steel sheet flattening on fifteen-roller sheet-straightening machine of cutting-to-length line by Fagor Arrasate company’, Rolling, No. 1, pp. 42-48.
Холодная правка металлической полосы на семироликовой листоправильной машине
Библиографическое описание: Шинкин, В. Н. Холодная правка металлической полосы на семироликовой листоправильной машине / В. Н. Шинкин. — Текст : непосредственный // Молодой ученый. — 2016. — № 3 (107). — С. 228-238. — URL: https://moluch.ru/archive/107/25781/ (дата обращения: 15.10.2022).
Н. Холодная правка металлической полосы на семироликовой листоправильной машине / В. Н. Шинкин. — Текст : непосредственный // Молодой ученый. — 2016. — № 3 (107). — С. 228-238. — URL: https://moluch.ru/archive/107/25781/ (дата обращения: 15.10.2022).
Предложен метод определения оптимальных технологических параметров холодной правки стального листа на семироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними и нижними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах по производству стального листа.
Ключевые слова: стальной лист, кривизна поверхности листа, многороликовые листоправильные машины.
Семироликовая машина для холодной правки стальных листов. Обязательным технологическим процессом производства стального листа является его правка на многороликовых листоправильных машинах [162]. Для получения хорошей плоскостности стального листа и снятия остаточных напряжений в стенке листа современные металлургические комплексы по производству листа оборудованы несколькими листоправильными машинами, способными править листы с пределом текучести металла до 1200 Н/мм2 за один проход. На рис. 1 и 2 показана семироликовая листоправильная машина для правки стального листа.
При расчетах мощности электродвигателей приводов листоправильных машин в их основу часто закладываются очень грубые предположения о величине изгибающих моментов в точках касания листа с роликами. Постулируется, что эти моменты равны нулю на крайних роликах, а моменты на внутренних роликах одинаковы и равны полусумме моментов при чисто упругом и чисто пластическом изгибе листа [14]. В действительности эти предположения неверны, так как изгибающие моменты на внутренних роликах непостоянны и существенно меняются от ролика к ролику. Окончательные энергосиловые оценки работ отличаются друг от друга в 2−3 раза и, главным образом, предназначены для конструкторов правильных машин.
Постулируется, что эти моменты равны нулю на крайних роликах, а моменты на внутренних роликах одинаковы и равны полусумме моментов при чисто упругом и чисто пластическом изгибе листа [14]. В действительности эти предположения неверны, так как изгибающие моменты на внутренних роликах непостоянны и существенно меняются от ролика к ролику. Окончательные энергосиловые оценки работ отличаются друг от друга в 2−3 раза и, главным образом, предназначены для конструкторов правильных машин.
Рис. 1. Семироликовая листоправильная машина
Рис. 2. Стальной лист между рабочими роликами семироликовой листоправильной машины
Мощность электродвигателей приводов листоправильных машин, поставляемых на металлургические заводы, задана сверху производителем в технической документации. Поэтому основная задача технологов при правке листа заключается в расчете оптимальных режимов обжатия выправляемого металла рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну (зарубежные производители, как правило, не сообщаю эти режимы российскому покупателю их оборудования, который вынужден подбирать оптимальные режимы методом проб и ошибок).
Решению этой основной задачи и посвящена данная работа на примере семироликовой машины для холодной правки листов.
Рис. 3. Кинематическая схема семироликовой листоправильной машины
Кинематическая схема полностью гидравлической семироликовой правильной машины показана на (рис. 3). Машина предназначена для холодной правки листа шириной 15004850 мм, толщиной 750 мм, длинной до 40 м, с пределом текучести металла до 1000 МПа при температуре листа до 150. Максимальное усилие правки 4000 т. позволяет править высокопрочные стальные листы. Система управления и настройки машины обеспечивают возможность правки листа в реверсивном режиме.
Перед правильной машиной расположены параллельные центральные направляющие, предназначенные для центровки листа перед его подачей в правильную машину. Для заполнения пространства между рольгангом и правильными роликами на входе и выходе из правильной машины расположены по одному приводному станинному ролику. Для удобства заправки тонких листов используется прижимной ролик с гидравлическим приводом, установленный на входной стороне правильной машины.
Для удобства заправки тонких листов используется прижимной ролик с гидравлическим приводом, установленный на входной стороне правильной машины.
Клеть правильной машины закреплена на бетонном фундаменте и состоит из двух станин, нижней поперечной балки и верхних распорных балок. Рамы верхних и нижних роликов предназначены для размещения правильных роликов с подшипниками и опорных роликов с пятками и пружинами. Над верхней упорной рамой установлены четыре главных цилиндра настройки, которые могут ее поднимать, опускать, наклонять и поворачивать. В силу этого правильная машина может править конусный лист. Кассета нижних роликов установлена на нижней поперечной балке.
Рис. 4. Варианты расположения активных роликов семироликовой листоправильной машины
Правка стального листа осуществляется семью приводными рабочими правильными роликами тремя верхними правильными роликами и четырьмя нижними правильными роликами. Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения с помощью клиновых пар и гидроцилиндров с позиционным управлением. Раздельное регулирование правильных роликов позволяет вывести отдельные верхние и нижние ролики из процесса правки путем их вертикального перемещения с помощью системы регулирования клиньев. Подобным образом можно уменьшить количество активных правильных роликов, например, с 7 до 5, что позволяет использовать увеличить диапазон правки приблизительно на 50 % (рис. 4).
Нижние входные и выходные правильные ролики снабжены отдельными системами настройки их вертикального положения с помощью клиновых пар и гидроцилиндров с позиционным управлением. Раздельное регулирование правильных роликов позволяет вывести отдельные верхние и нижние ролики из процесса правки путем их вертикального перемещения с помощью системы регулирования клиньев. Подобным образом можно уменьшить количество активных правильных роликов, например, с 7 до 5, что позволяет использовать увеличить диапазон правки приблизительно на 50 % (рис. 4).
Правка листа на семироликовой листоправильной машине. Пусть t − шаг между нижними правильными роликами; Hi − величина обжатия срединной поверхности стального листа на i-ом правильном ролике (для нижних роликов положительным направлением обжатия считается направление вверх, для верхних роликов вниз), h − толщина стального листа,R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести стали, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с рабочими роликами, φi − углы точек касания листа и роликов (i = 1 … 7) (рис. 5).
5).
Рис. 5. Правка стального листа между семью рабочими роликами листоправильной машины
Не ограничивая общности, далее мы будем считать, что нижние правильные (нечетные) ролики лежат на одном горизонтальном уровне (H1 = H3 = H5 = H7 = 0 м).
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [8, 9]
Изгибающий момент в поперечном сечении листа равен [8, 9]
Введем семь локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3. Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с рабочими роликами.
Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с рабочими роликами.
Первый и второй ролики
Второй и третий ролики
Третий и четвертый ролики
Четвертый и пятый ролики
Пятый и шестой ролики
Шестой и седьмой ролики
Граничные условия задачи имеют вид
Результаты расчетов. Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,001 м и ρ1 = 1 м, получаем ρ2 = 0,657 м, ρ3 = −0,781 м, ρ4 = 1,152 м, ρ5 = −2,488 м, ρ6 = 40,581 м, ρ7 = 173 м, φ1 = 2,65°, φ2 = 0,26°, φ3 = 1,60°, φ4 = 0,78°, φ5 = 1,83°, φ6 = 0,38°, φ7 = 0,24°, 1 = 1, 2 = 1,522, 3 = 1,280, 4 = 0,868, 5 = 0,402, 6 = 0,025, 7 = 0,006 (рис. 6, 7). На рис. 7 точки локальных экстремумов кривизны соответствуют точкам касания листа с семью рабочими роликами листоправильной машины.
Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,012 м, H4 = 0,006 м, H6 = 0,001 м и ρ1 = 1 м, получаем ρ2 = 0,657 м, ρ3 = −0,781 м, ρ4 = 1,152 м, ρ5 = −2,488 м, ρ6 = 40,581 м, ρ7 = 173 м, φ1 = 2,65°, φ2 = 0,26°, φ3 = 1,60°, φ4 = 0,78°, φ5 = 1,83°, φ6 = 0,38°, φ7 = 0,24°, 1 = 1, 2 = 1,522, 3 = 1,280, 4 = 0,868, 5 = 0,402, 6 = 0,025, 7 = 0,006 (рис. 6, 7). На рис. 7 точки локальных экстремумов кривизны соответствуют точкам касания листа с семью рабочими роликами листоправильной машины.
Рис. 6. Срединная линия листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
При правильном подборе обжатий листа роликами и не очень большой начальной кривизне стальные листы при правке быстро «забывают» о своей первоначальной кривизне и после 4-го ролика кривизна всех листов становится практически одинаковой. Для этого величина обжатия листа первыми четырьмя роликами должна достигнуть оптимального значения, а доля пластической деформации по толщине листа должна составлять от 67 до 80 . После 4-го ролика обжатия стального листа подбираются так, чтобы свести кривизну листа на 7-ом ролике практически к нулю.
Для этого величина обжатия листа первыми четырьмя роликами должна достигнуть оптимального значения, а доля пластической деформации по толщине листа должна составлять от 67 до 80 . После 4-го ролика обжатия стального листа подбираются так, чтобы свести кривизну листа на 7-ом ролике практически к нулю.
Особого внимания требует правка толстых высокопрочных стальных листов, для которых отношение предела текучести к пределу прочности превышает 8590 . В этом случае металл листа становится более «хрупким», при правке листа сложнее попасть в зону оптимальных значений пластических деформаций и легко приблизиться к пределу прочности металла на поверхности стального листа, что в свою очередь может вызвать появление нежелательных дефектов металла.
Рис. 7. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на первых роликах)
Возможны разные сочетания величин обжатия на рабочих роликах. Например, можно задавать максимальное обжатие не на втором ролике, а на четвертом ролике, постепенно увеличивая кривизну листа от первого ролика к четвертому ролику (рис. 8). Это позволяет легче «заправить» лист в правильную машину, избежать резких изменений кривизны листа и эффективнее использовать правку листа в реверсивном режиме.
Например, можно задавать максимальное обжатие не на втором ролике, а на четвертом ролике, постепенно увеличивая кривизну листа от первого ролика к четвертому ролику (рис. 8). Это позволяет легче «заправить» лист в правильную машину, избежать резких изменений кривизны листа и эффективнее использовать правку листа в реверсивном режиме.
Решая систему уравнений при t = 0,4 м, R = 0,185 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H1 = H3 = H5 = H7 = 0 м, H2 = 0,006 м, H4 = 0,012 м, H6 = 0,001 м и ρ1 = 10 м, получаем ρ2 = 1,364 м, ρ3 = −0,810 м, ρ4 = 0,680 м, ρ5 = −1,260 м, ρ6 = 8,549 м, ρ7 = 735 м, φ1 = 3,40°, φ2 = 1,23°, φ3 = 1,69°, φ4 = 0,37°, φ5 = 3,28°, φ6 = 0,74°, φ7 = 0,06°, 1 = 0,1, 2 = 0,733, 3 = 1,234, 4 = 1,470, 5 = 0,794, 6 = 0,117, 7 = 0,001 (рис. 9).
Заключение. Предложен метод расчета параметров холодной правки стального листа из горячекатаного рулона на семироликовой листоправильной машине. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа, а также при производстве труб большого и среднего диаметров из стального листа [562].
Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа, а также при производстве труб большого и среднего диаметров из стального листа [562].
Рис. 8. Срединная линия листа при правке на семитироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
Рис. 9. Кривизна срединной линии листа при правке на семироликовой листоправильной машине (максимальное обжатие листа на центральных роликах)
Литература:
- Мошнин Е. Н. Гибка и правка на ротационных машинах. Технология и оборудование. М.: Машиностроение, 1967. 272 с.
- Королев А. А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987. 480 с.
-
Целиков А.
 И., Полухин П. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1988. 680 с.
И., Полухин П. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1988. 680 с.
- Шевакин Ю. Ф., Чернышев В. Н., Шаталов Р. Л. и др. Обработка металлов давлением.М.: Интермет Инжиниринг, 2005. 496 с.
- Шинкин В. Н. Теоретическая механика для металлургов. М: Изд. Дом МИСиС, 2012. 679 с.
- Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. М.: БИНОМ. Лаборатория знаний, 2013. 172 с.
- Шинкин В. Н. Сопротивление материалов для металлургов. М: Изд. Дом МИСиС, 2013. 655 с.
- Шинкин В. Н. Механика сплошных сред для металлургов. М: Изд. Дом МИСиС, 2014. 628 с.
-
Шинкин В. Н.
 Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 8 (88). С. 344349.
- Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы FagorArrasate // Молодой ученый. 2015. № 9 (89). С. 359365.
- Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 10 (90). С. 361366.
- Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMSSiemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
-
Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы FagorArrasate // Молодой ученый.
 2015. № 12 (92). С. 356–361.
2015. № 12 (92). С. 356–361.
- Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
- Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы FagorArrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
- Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222227.
- Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96). С. 261265.
-
Шинкин В. Н. Дефект перегиба стальной заготовки на трубоформовочном прессе // Молодой ученый. 2015.
 № 17 (97). С. 318323.
№ 17 (97). С. 318323.
- Шинкин В. Н. Подгибка кромок стального листа по эвольвенте // Молодой ученый. 2015. № 18 (98). С. 231237.
- Шинкин В. Н. Критерий образования гофра при формовке стального листа на кромкогибочном прессе SMSMeer // Молодой ученый. 2015. № 19 (99). С. 238243.
- Шинкин В. Н. Остаточные напряжения при экспандировании стальной трубы // Молодой ученый. 2015. № 20 (100). С. 8893.
- Шинкин В. Н. Разрушение стальных труб при дефекте «раскатанный пригар с риской» // Молодой ученый. 2015. № 22 (102). С. 213225.
- Шинкин В. Н. Гидроиспытания стальных труб на прочность на заводе. Труба с «донышками» // Молодой ученый. 2015. № 23 (103). С. 268276.
-
Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности.
 2009. № 6. С. 171−174.
2009. № 6. С. 171−174.
- Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Чернаяметаллургия. 2011. № 9. С. 4549.
- Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 6166.
- Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528531.
-
Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7.
 С. 25−29.
С. 25−29.
- Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 1112. P. 833840.
- Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMSMeer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 31. С. 6467.
- Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 41. С. 114119.
- Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 51. С. 96–99.
-
Шинкин В.
 Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
Н. Расчет усилий трубоформовочного пресса SMSMeer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 61. С. 115–118.
- Шинкин В. Н. Оценка усилий трубоформовочного пресса SMSMeer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 71. С. 7478.
- Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMSMeer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 81. С. 7883.
- Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMSMeer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 91. С. 7377.
-
Шинкин В.
 Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101. С. 153157.
Н. Влияние остаточных напряжений на прочность металла при экспандировании стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 101. С. 153157.
- Шинкин В. Н., Барыков А. М. Гибка стального листа на вальцах трехвалковых // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 252257.
- Шинкин В. Н., Барыков А. М. Правка толстой стальной полосы на пятироликовой листоправильной машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 111. С. 257262.
- Шинкин В. Н. Расчет кривизны стального листа при холодной правке на одиннадцатироликовой машине // Актуальные проблемы гуманитарных и естественных наук. 2015. № 121.
-
Шинкин В. Н. Прочностные гидроиспытания стальных труб с заглушками на заводе // Актуальные проблемы гуманитарных и естественных наук.
 2015. № 121.
2015. № 121.
- Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMSMeer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
- Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Т. 2. Уфа: Башкирский государственный университет, 2014. С. 119121.
- Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
-
Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь.
 2015. № 4. С. 38−42.
2015. № 4. С. 38−42.
- Шинкин В. Н. Оценка критических давлений при разрушении стальных труб магистральных газонефтепроводов при несплавлении сварного соединения // Современная наука: актуальные проблемы теории и практики. Серия: Естественные и технические науки. 2015. № 56. С. 711.
- Шинкин В. Н. Математический критерий разрушения стальных толстостенных труб при дефекте раскатной пригар // Мир науки и инноваций. 2015. Т. 5. № 2 (2). С. 5764.
- Мазур И. И., Иванцов О. М. Безопасность трубопроводных систем. М: ИЦ «ЕЛИМА», 2004. 1104 с.
- Демченко В. Г., Демченко Г. В. Магистральные трубопроводы. Надежность. Условия работы и разрушений. М.: Недра, 2007. 304 с.
-
Коршак А. А., Нечваль А. М. Проектирование и эксплуатация газонефтепроводов. СПб.
 : Недра, 2008. 488 с.
: Недра, 2008. 488 с.
- Тетельмин В. В., Язев В. А. Магистральные нефтегазопроводы. Долгопрудный: Изд. Дом «Интеллект», 2010. 352 с.
Основные термины (генерируются автоматически): ролик, стальной лист, машина, правильная машина, касание листа, максимальное обжатие листа, правка, правка листа, срединная линия листа, нейтральная линия листа.
Основы правки металла
Каждая компания, которая использует металл в рулонах в своей продукции, знает дрель – вы разматываете металл в правильном станке, загружаете его в свой пресс и, вуаля, металлические детали готовы к работе. Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
То есть, это вообще необходимо? И если да, то как это вообще работает? Почему эта машина такая большая?
Не бойся, дорогой обработчик металла, мы здесь, чтобы ответить на все эти вопросы для тебя.
Начнем с основ правки металла.
С момента изготовления исходного металла до момента его отправки на ваше предприятие он проходит ряд процессов, которые изменяют его. Во-первых, он проходит через ряд роликов, которые делают его все тоньше и тоньше. Он плотно скручен в катушку. Он разматывается и разрезается на более мелкие полосы, а затем перематывается. И каждый шаг дает больше возможностей для внесения несовершенств в катушку.
Итак, когда дело доходит до вашего оборудования, вы не можете просто запустить его прямо с рулона в пресс. Это может привести к заклиниванию вашей машины или повреждению деталей, которые не будут работать с вашим продуктом. В любом случае, вы избежите этих проблем, а также возможных простоев и потери дохода, правильно пропустив катушку через качественный выпрямитель, который может устранить ряд условий для катушки.
6 Состояние рулона
Существует шесть основных состояний рулона, поступающего с завода.
- Выпуклость (показана выше) – Когда машина для продольной резки рулонов смещается и приводит к тому, что один край полосы становится длиннее другого, в результате чего полоса получается S-образной.
- Исправить? Да, с корректирующим выравнивателем.
- Центральная пряжка (показана выше) — когда центр полоски длиннее краев, что приводит к образованию волн по центру
- Поправимо? Да, с корректирующим выравнивателем.
- Набор катушек – искривление полосы металла в продольном направлении из-за натяжения намотки
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Арбалет – Лук в нижней части полосы
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Краевая волна (показана выше) — когда края полосы длиннее центра, что приводит к образованию волн по краям
- Поправимо? Да, с корректирующим выравнивателем.
- Конические края/центральная корона (показана выше) – когда края полосы тоньше, чем остальные (конические), а центр толще, чем остальные (корона)
- Исправить? №
Знакомство с правильными и правильными машинами
Теперь, когда вы знаете о различных состояниях рулона, давайте рассмотрим машины, которые могут их исправить. Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Оба используют ряд роликов, причем верхний ряд роликов установлен на разной высоте (подробнее об этом позже), которые сгибают и растягивают металлическую полосу, чтобы снова сгладить ее. Ролики обычно изготавливаются из чрезвычайно твердой (и чрезвычайно тяжелой) термообработанной стали 52100. Они доступны с различными покрытиями, такими как матовый хром (наиболее популярный), тефлон, нитрид титана и карбид вольфрама. В зависимости от материала покрытия, они также могут иметь алмазную огранку с рисунком, чтобы еще больше соответствовать вашим потребностям.
Выпрямление металла звучит просто, но на самом деле это сложно – металл должен быть нагружен на 20–30 % выше предела текучести (точка максимального напряжения до того, как металл начнет постоянно менять форму). Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Также следует учитывать, что разные металлы, например, сталь и алюминий, имеют разные пределы текучести. Таким образом, универсального решения для правки металла не существует. Кроме того, толщина материала требует разного диаметра роликов: ролики меньшего диаметра лучше подходят для более тонких материалов, а ролики большего диаметра лучше подходят для более толстых материалов.
Разные типы машин
Выпрямители
Выпрямители бывают двух основных видов: протяжные (без привода) и с приводом.
Протяжные правильные машины (как в примере, показанном выше) полагаются на устройство подачи, которое протягивает металл через ролики. Хотя эти машины обычно стоят дешевле и экономят место, инерция (сопротивление любому изменению скорости, будь то от покоя к движению или наоборот) может привести к меньшей точности, меньшей эффективности и даже маркировке материалов, если валки проскальзывают во время стартов и остановок. В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
Выпрямители с электроприводом (показанные выше), хотя они больше и дороже, но не имеют таких проблем и, следовательно, производят более качественные детали. Вместо того, чтобы полагаться на податчик для протягивания металлического листа, в правильном станке с механическим приводом есть ролики, которые приводятся в движение для перемещения металла. На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
Говоря о роликах, на стандартном правильном станке ролики имеют тенденцию быть больше, потому что их только один ряд, чтобы предотвратить отклонение, т. е. изгиб роликов. Стандартные выпрямители с электроприводом подходят для удаления комплекта рулонов из большинства металлов и толщин.
Существуют также выпрямители, специально предназначенные для проволоки (пример выше), либо с двумя плоскостями для круглой проволоки, либо с одной плоскостью для плоской проволоки.
Корректирующие правильные машины
Вместо больших роликов корректирующие правильные машины (показаны выше) используют большое количество меньших роликов, которые опираются на большее количество роликов. Это создает очень жесткую, плотно расположенную структуру роликов, которая может постепенно обрабатывать более узкие изгибы полосы, а также обеспечивает более глубокое снятие напряжения для большей плоскостности и снижения напряжений, вызывающих ослабление металла.
Это единственные выпрямители, которые могут исправить изгиб, центральную пряжку и краевую волну, потому что они могут изменять форму металла от края к краю и регулироваться для растяжения только по бокам или только посередине.
Калибровка
Как упоминалось ранее, вам необходимо выйти за пределы предела текучести металла на 20–30 %, чтобы гарантировать, что металл останется ровным даже после того, как он пройдет через пресс.
К сожалению, универсального решения для правки металла не существует. Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Тем не менее, для начала следует опустить входной ролик на толщину материала НИЖЕ 0 и поднять выходной ролик на толщину материала. Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Выпрямители и корректирующие выравниватели поставляются либо с компьютерной, либо с ручной регулировкой — обе с показаниями, что упрощает задачу регулировки высоты роликов в соответствии с вашими потребностями.
При регулировке высоты роликов, независимо от типа выпрямителя, алюминий выпрямить гораздо труднее, чем сталь, поскольку он более эластичный. Вам нужно сильнее надавить на алюминиевые катушки, чтобы выпрямить их.
Выбор правильного выпрямителя
Итак, теперь, когда вы знаете основы, возникает вопрос: какая машина лучше всего соответствует вашим потребностям и какой размер вам нужен?
Прежде чем звонить производителю, изучите свои потребности и подготовьте следующую информацию:
- Тип, толщина и ширина материала(ов)
- Напряжение
- Требуемая скорость, т. е. сколько материала вы будете запускать за определенное время
Эта информация поможет производителю спроектировать, разработать и построить машину, соответствующую вашим потребностям.
Press Room Equipment специализируется на производстве изготовленных по индивидуальному заказу высококачественных правильных машин с механическим или приводным приводом (мы не предлагаем корректирующие правильные машины) различных размеров в соответствии с вашими потребностями. Если вы хотите узнать больше о том, как мы можем удовлетворить ваши потребности в обработке металла, и узнать цену на ваш новый выпрямитель, позвоните нашим специалистам по продажам по телефону 417. 864.3636 или запросите цену онлайн.
864.3636 или запросите цену онлайн.
Все содержимое этого Сайта, включая, помимо прочего, текст, графику, логотипы, значки, изображения, аудио, дизайн и видео, является собственностью EnSight Solutions и ее дочерних компаний и защищено законами США и международными законами об авторском праве. Использование без явного разрешения строго запрещено.
▷ Подержанные Правильные машины на продажу
На Trademachines.com вы можете найти 144 предложения подержанных Правильные машины на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Предложения 144
Аукционы Купить сейчас Сбросить фильтры
Выпрямление – повышает качество готовых изделий производиться с высокой точностью. Это касается деталей часового механизма и нижней конструкции машин и устройств.
Производство строительных элементов содержит два процесса : литье всего компонента; и соединение компонентов серии. При литье компонентов для достижения требуемой точности необходимо проводить процессы резки металла после производства. Правка или сварка литых деталей невозможна. Литые компоненты , как правило, монолитны и из-за своего течения имеют кристаллизованную внутреннюю структуру. Таким образом, для этих изделий не используются последующие процессы гибки .
При литье компонентов для достижения требуемой точности необходимо проводить процессы резки металла после производства. Правка или сварка литых деталей невозможна. Литые компоненты , как правило, монолитны и из-за своего течения имеют кристаллизованную внутреннюю структуру. Таким образом, для этих изделий не используются последующие процессы гибки .Благодаря стадии постобработки прокатные и тянутые детали имеют относительно более тонкую внутреннюю кристаллическую структуру. Это означает, что эти компоненты могут быть тщательно обработаны посредством гибки, прессования и правки.
Машина для правки листового металла необходима по нескольким причинам. Изделия, изготовленные с использованием термических процессов, такие как непрерывнолитые балки, сварные компоненты, такие как стальные трубы или сварные стальные профили, после охлаждения могут иметь неравномерное внутреннее напряжение. Точки напряжения являются слабыми местами в конструкции и могут выступать в качестве точки разрыва. Их удаляют с заготовки с помощью термической обработки в печи. После процесс отжига , заготовка больше не является стабильной по размерам, но более или менее сильно деформирована. Правильные столы используются для восстановления требуемой стабильности внутри заготовки. Еще одним применением правильных машин является ремонт деформированных в холодном состоянии конструкций, таких как автомобили, попавшие в аварию. В дополнение к трубам и профилям можно использовать высококачественные правильные станки для преобразования отдельных заготовок из листового металла в гладкие и прямые компоненты. Прутки и валы приводятся в точно прямую форму с помощью специальных роликовых правильных машин.
Точки напряжения являются слабыми местами в конструкции и могут выступать в качестве точки разрыва. Их удаляют с заготовки с помощью термической обработки в печи. После процесс отжига , заготовка больше не является стабильной по размерам, но более или менее сильно деформирована. Правильные столы используются для восстановления требуемой стабильности внутри заготовки. Еще одним применением правильных машин является ремонт деформированных в холодном состоянии конструкций, таких как автомобили, попавшие в аварию. В дополнение к трубам и профилям можно использовать высококачественные правильные станки для преобразования отдельных заготовок из листового металла в гладкие и прямые компоненты. Прутки и валы приводятся в точно прямую форму с помощью специальных роликовых правильных машин.
Выпрямление очень важно при производстве серийных изделий из гнутых масс. Например, уголкам из оцинкованной стали необходимо придать угол 90° перед процессом цинкования. Цинк слишком хрупок и не может быть согнут впоследствии. Вскрытие цинкового слоя может привести к потере защитного слоя от коррозии. Во время гальванизации (в частности, цинкования и хромирования) может возникнуть нежелательная коробление, поскольку это термическая обработка. Однако можно использовать правильные машины для легкой повторной гибки оцинкованного компонента
Цинк слишком хрупок и не может быть согнут впоследствии. Вскрытие цинкового слоя может привести к потере защитного слоя от коррозии. Во время гальванизации (в частности, цинкования и хромирования) может возникнуть нежелательная коробление, поскольку это термическая обработка. Однако можно использовать правильные машины для легкой повторной гибки оцинкованного компонента
Конструкция и функции правильной машины
Гидравлические штампы являются частью выпрямителей металлических листов Выпрямители используются для загибания заданных точек на изогнутой конструкции до такой степени, чтобы, когда они пружинят обратно, они принимают нужную форму. Чтобы достичь этого, отдельные компоненты должны быть согнуты так далеко друг от друга, чтобы эффект реформирования возникал в желаемой точке. Правильный стол использует упоры, измеряемые точки и гидравлические прижимные цилиндры. Выпрямитель листового металла работает с особенно широкими гидравлическими штампами. Высококачественные правильные машины поддерживают процесс правки с подачей горячего воздуха.
Высококачественные правильные машины поддерживают процесс правки с подачей горячего воздуха.
Работа с выпрямителем требует большого опыта . Металл часто не может быть согнут больше определенной точки. С каждым изгибом точка изгиба затвердевает, что может привести к усталостным переломам. Это особенно актуально для поврежденных холодом конструкций, таких как кузова автомобилей после аварии. Их можно снова сделать визуально и оптически стабильными с помощью выпрямления. Однако прочность базовой конструкции будет потеряна из-за чрезмерного выпрямления. Это необходимо учитывать перед началом процесса выпрямления. В этом случае обычно чаще заменяют поврежденную раму.
Специальный процесс — это роликовая правка . Компоненты, которые должны быть очень прямыми, обычно обрабатываются на ролико-правильных машинах. Сюда входят такие компоненты, как валы, полностью плавающие оси и такие инструменты, как сверла. Они зажимаются в патроне токарного станка, а затем выпрямляются двумя роликовыми штампами при вращении. Верхний и нижний штампы продолжают удерживать вращающийся компонент до тех пор, пока система линз не перестанет регистрировать какие-либо отклонения. В настоящее время этот процесс поддерживается компьютером и контролируется камерой. Качество и уровень точности, которые могут быть достигнуты сегодня, были невозможны до внедрения компьютерных процессов правки.
Они зажимаются в патроне токарного станка, а затем выпрямляются двумя роликовыми штампами при вращении. Верхний и нижний штампы продолжают удерживать вращающийся компонент до тех пор, пока система линз не перестанет регистрировать какие-либо отклонения. В настоящее время этот процесс поддерживается компьютером и контролируется камерой. Качество и уровень точности, которые могут быть достигнуты сегодня, были невозможны до внедрения компьютерных процессов правки.
Правильные станки для листового металла имеют несколько зацепляющихся роликов с многочисленными гидравлическими штампами. Они прокатывают листовой металл с помощью холодного или горячего процессов, чтобы его можно было снова полностью снять с машины. В настоящее время эти процессы могут быть автоматизированы. Металлообрабатывающие предприятия, особенно те, которые используются для производства сварных конструкций, могут быть повышены за счет использования правильных машин. На строительных объектах очень важно качество поставляемой продукции. В отличие от обрезанных или неправильно обрезанных продуктов, продаваемые выпрямители можно использовать для преобразования кривых и волнистых продуктов в те, которые можно использовать снова. Если перед процессом строительства применяется выпрямитель для металла, можно получить приблизительное качество, с которым можно сравнить предварительные продукты других компаний и заменить их. Это предотвращает необходимость исправления постпродакшна или прерывания рабочих процессов из-за того, что компонент не подходит должным образом.
На строительных объектах очень важно качество поставляемой продукции. В отличие от обрезанных или неправильно обрезанных продуктов, продаваемые выпрямители можно использовать для преобразования кривых и волнистых продуктов в те, которые можно использовать снова. Если перед процессом строительства применяется выпрямитель для металла, можно получить приблизительное качество, с которым можно сравнить предварительные продукты других компаний и заменить их. Это предотвращает необходимость исправления постпродакшна или прерывания рабочих процессов из-за того, что компонент не подходит должным образом.
Поставщики правильных станков для продажи
Правильные стенды, которые используются для правки готовых конструкций, доступны от CELETTE, BLACKHAWK и DOZER.
Валковые правильные машины, также называемые прутковыми правильными машинами, используются для правки отверстий и валов. Их можно приобрести в компаниях HÄMMERLE, KIESERLING, WIRTH и BRONX.
Правильные машины для листового металла и фасонных деталей можно приобрести у компаний ARKU, LOOSE, DAHLHAUS, SKET и WILHELMSBURGER. Эти машины также называют роликоправильными машинами.
Выпрямление металла | Stierli-Bieger
Video von Richtmaschinen
Правильные станки для правки профилей
Правильные станки STIERLI имеют очень прочную конструкцию и десятилетиями успешно доказывают свою эффективность.
Выпрямление с помощью перевязочных брусков
Упоры перевязочного бруска можно настроить на требуемое расстояние между упорами. Чем больше поперечное сечение, которое нужно выпрямить, тем больше должно быть расстояние между опорами.
Правка сварных конструкций
Нет необходимости в трудоемкой правке после сварки методом газопламенной правки. Правка свариваемых конструкций и свариваемых деталей становится управляемым и быстрым рабочим процессом с правильными машинами Stierli.
Правка свариваемых конструкций и свариваемых деталей становится управляемым и быстрым рабочим процессом с правильными машинами Stierli.
Выпрямление сварных балок
Открытая конструкция правильной машины позволяет легко перемещать ее с помощью мостового крана.
Т-образная правка после резки двутавровой балки
После термической резки пластины, листы и профили гнутся и должны быть выпрямлены (например, тавровые профили после разрезания двутавровой балки на две части). Механическая гибка профилей на гибочном станке Stierli проста, точна и надежна.
Правка стальных листов
Гнутые стальные листы можно выпрямлять на правильном станке Stierli. Процесс можно упростить с помощью дополнительных лазерных измерительных систем.
Правка на горизонтальном правильном станке Stierli намного экономичнее, чем на полностью автоматизированном роликовом правильном станке.
Правка L-/U-/C-/I- и T-профилей
Гидравлическая правка уголков, U-образных, C-образных, двутавровых и двутавровых профилей может быть легко и точно выполнена с помощью Stierli. загибочный станок.
загибочный станок.
Профили выпрямляются в небольших слесарных мастерских, металлоконструкциях, металлоконструкциях и сервисных центрах металлоконструкций. Процесс правки также используется при производстве стальных или алюминиевых полуфабрикатов.
Правка сплошного круглого материала диаметром до 300 мм
Круглые или круглые поперечные сечения можно выпрямлять с помощью центрирующего правильного станка Stierli. Возможна правка труб или сплошного круглого проката до больших диаметров.
В частности, в диапазоне больших диаметров автоматическая правильная роликовая правка больше невозможна или, по крайней мере, требует очень больших затрат. В этом случае Stierli предлагает подходящее решение для правки с минимальными затратами.
ВЫПРЯМЛЕНИЕ — (без обточки)
Если заготовку нужно выпрямить с нескольких сторон и желательно избегать ее переворачивания, мы предлагаем различные решения для правки.
- Двойные правящие бруски с регулируемыми вручную упорами (1 цилиндр)
- Двойные правящие бруски с электромеханически регулируемыми упорами (1 цилиндр)
- Двухсторонний правильный пресс (двусторонний правильный станок с 2 правильными цилиндрами)
Токарная обработка заготовок:
Альтернативным решением может быть комбинация стандартного правильного пресса и одного из наших токарных устройств (например, ротатора или наклонно-поворотного устройства).
Двусторонние правильные прессы (с 2 сторон)
Двусторонняя правка позволяет выполнять правку без поворота заготовки. Правка с двух сторон может выполняться либо машиной с одним цилиндром, либо системой правки с двумя цилиндрами.
Двусторонняя правка
Заготовку не нужно обтачивать.
Двойные правящие бруски
Если профиль или заготовку нужно выпрямить с противоположной стороны, заготовку следует вращать на станках только с одним цилиндром. Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
Выпрямление с помощью штифтов
Для быстрого выпрямления могут быть предусмотрены дополнительные отверстия для выпрямления с помощью штифтов для правки.
Выпрямление с дистанционным управлением
В зависимости от требований процесс правки может выполняться вручную невооруженным глазом или с помощью оптического дисплея для помощи оператору. Длинный трос управления позволяет оператору контролировать процесс правки с достаточного расстояния. Радиоуправление также доступно.
Правка Hardox
Правка обожженных плит и листов Hardox может выполняться на правильном прессе Stierli.
Выпрямление возможно до высоты 1100 мм.
(Большие пластины по запросу)
Выпрямление после гальванизации
После гальванизации, такой как цинкование, детали часто изгибаются и скручиваются.
В цехах цинкования для правки компонентов используется правильный пресс Stierli.
Выпрямление на кручение
Скрученные профили можно выпрямить с помощью дополнительного приспособления. Скрутки выпрямляются в профиле гидравлически (например, плоский металл, угловая сталь, рельсы и т. д.).
д.).
Выпрямление полок (сварные балки)
Полки часто деформируются при приваривании балок. Эта деформация может быть устранена механически и гидравлически с помощью нашей машины для правки фланцев в непрерывном режиме посредством механической правки фланца.
Гидравлические правильные машины вместо пламенной правки
Механические гидравлические правильные машины являются частью стандартного оборудования мастерских во многих металлообрабатывающих компаниях. Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа).
С правильным прессом Stierli у вас есть преимущество перед пламенными правильными машинами:
- Значительная экономия времени, гораздо более экономичный
- Гибочный пресс Stierli не требует большого опыта, как для пламенной правки.
Часто только несколько сотрудников могут правильно выполнять пламенную правку. Вы зависите от этих сотрудников. Если кто-то из них отсутствует или покидает компанию, его зачастую сложно заменить.
- Контролируемая механическая правка
- Эффективная правка как мелких, так и крупных деталей
- Гибочный станок Stierli полезен не только для правки
Специальные станки для правки стали
Изготовление станков для правки различного назначения является частью нашей основной компетенции. На нашей производственной площадке в Швейцарии мы постоянно разрабатываем и проектируем новые системы, концепции управления и станки, чтобы предложить нашим клиентам оптимизированное решение. Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Специальные применения, такие как двойные правильные машины, торсионные правильные машины или комбинированные горизонтальные/вертикальные правильные машины, относятся к нашим многочисленным проектам, которые нам разрешили реализовать для наших клиентов. Все чаще также предусмотрена автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы выпрямления с помощью наших правильные машины
Все чаще также предусмотрена автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы выпрямления с помощью наших правильные машины
Являясь специалистом, производителем и поставщиком таких станков в Швейцарии, покупка/продажа может осуществляться либо напрямую, либо через дилеров. Наши прессы являются стандартными машинами в Швейцарии, Германии и Австрии. Правильные машины и гибочные прессы Stierli также все чаще используются нашими международными клиентами по всему миру и используются во многих областях применения для гибки или правки. Мы будем рады предоставить вам рекомендации от различных компаний. Из-за высокого качества и прочной одностоечной конструкции этого гидравлического пресса редко можно найти бывшие в употреблении правильные машины.