Как выбрать оборудование для производства керамического кирпича :: BusinessMan.ru
Современный отечественный рынок стройматериалов представлен широким ассортиментом, однако это никак не мешает предпринимателям начинать производство того или иного материала. Ведь потребность в данной продукции была, есть и будет. В данной статье мы рассмотрим идею по изготовлению керамического кирпича.
Данный продукт всегда имеет высокий спрос, вне зависимости от сезона, поэтому можно не сомневаться, что такая деятельность будет представлять довольно выгодное занятие. Для открытия завода потребуются огромные средства, однако для начала стоит попробовать организовать производственный цех.

Общие сведения
Данный вид производства является весьма ресурсо- и трудоемким, он требует больших первоначальных капиталовложений. Это объясняется тем, что оборудование для производства керамического кирпича состоит из 27 промышленных единиц, и каждая из них стоит недешево.
Помимо приобретения линии, потребуются большие вложения в помещения не только для установки, но и для хранения и складирования готовой продукции. Однако, несмотря на немалые затраты, этот вид производства характеризуется небольшим сроком окупаемости, а готовая продукция пользуется высоким спросом как среди крупных строительных компаний, так и среди физических лиц.
Виды кирпича
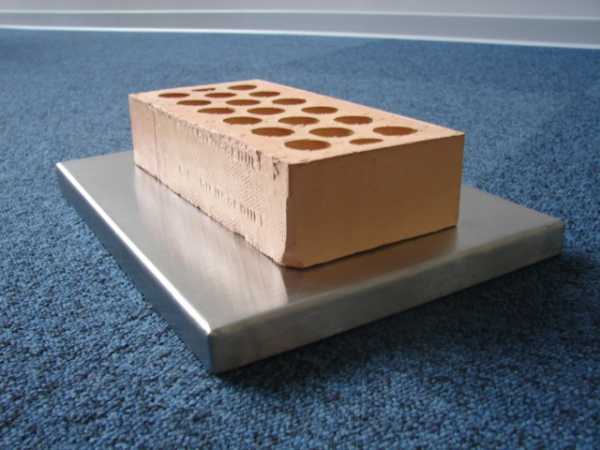
Керамический кирпич (обычный, красный) производится из глины, а для придания ему особых свойств в состав вводятся различные добавки. По своему применению этот строительный материал принято делить на три вида: лицевой, особый и рядовой (обычный). Последний вид используют для возведения несущих стен, внутренних перегородок и прочих конструкций.
Для облицовочных работ принято применять лицевой кирпич, так как он имеет более качественную поверхность граней по сравнению с остальными видами. Кирпич особого типа может быть окрашен в какой-либо цвет и иметь дополнительную фактуру одной или двух граней.

Что означает марка 100
В этой статье описана технология производства керамического кирпича марки 100. Давайте разберем, что означает данный термин. Кирпич, производимый в нашей стране, может соответствовать следующим маркам: М-75, М-100, М-125и до М-300. Литера «М» означает «марка», то есть показатель прочности.
Цифра, которая стоит рядом, соответствует количеству килограммов нагрузки на один квадратный сантиметр, которую способен выдержать данный материал при сжатии. Кирпич керамический (ГОСТ 530–2007) марки 100 пользуется огромным спросом у большинства строительных компаний, он является одним из наиболее продаваемых строительных материалов.
Описание технологий производства
Технология производства керамического кирпича подразумевает два метода его изготовления. Первый – это способ пластического формирования, а второй — сухого или полусухого формирования. Последний из них не пользуется большой популярностью, так как конечный продукт может сильно отличаться по своей плотности.
Технологическая схема производства керамического кирпича пластичным методом состоит из четырех этапов: подготовки глиняной массы, формовки сырца, его сушки и обжига. На первом этапе сырье измельчают (полученная фракция составляет один миллиметр) и удаляют инородные вкрапления. При этом глина для производства керамического кирпича может иметь до 33 процентов различных примесей.
Показатель влажности должен составить 20 процентов. На этапе формирования в специальном оборудовании сырье для производства керамического кирпича увлажняется, и в него вводятся все необходимые добавки и примеси. Влажность сырца составляет 25 процентов. Далее из полученной смеси формируют специальный брус и нарезают его на конвейерной ленте. Для полного просушивания полученные сырцы подвергаются воздействию высокой температуры. Ее уровень медленно поднимают до ста пятидесяти градусов, после чего влажность изделия не превышает десяти процентов.
На завершающем этапе технологического процесса происходит обжиг сырца. Для этого он помещается в специальную печь. Температура здесь медленно поднимается до восьмисот градусов. Для того чтобы кирпич не растрескался, его охлаждение следует проводить постепенно. После этого полученный строительный материал подлежит складированию.

Экономическое сравнение различных технологий производства
Описанный выше метод пластического формирования является наиболее дорогим. Он потребует значительных вложений на этапе развития, в зависимости от выбранной установки количество финансовых вложений может достичь отметки в три миллиона долларов.
Вторая технология производства керамического кирпича (сухого формирования) является самой старой, однако она имеет большой недостаток – не позволяет изготавливать большое количество продукции. По своим объемам она сможет удовлетворить только малое или среднее предприятие. Затратная часть составит всего около 20 тысяч долларов.
Однако совсем недавно в нашей стране был представлен новый способ изготовления керамического кирпича – по методу гиперпрессования. Несмотря на новизну его уже смогли положительно оценить отечественные предприниматели, ведь, он при относительно невысоких затратах позволяет выпускать высококачественную продукцию. Для организации такого производства понадобится около ста тысяч долларов.
Требования к производственным помещениям
Помещение для размещения линии по производству кирпича должно иметь площадь не менее пятисот квадратных метров. Высота потолков должна составлять не менее пяти метров. Цех необходимо разделить на три зоны: производственная площадка, склады для расходного сырья и готовой продукции.
Большим преимуществом является то, что нет необходимости подключения к канализации. Это поможет существенно сэкономить на аренде помещения. Оборудование для производства керамического кирпича необходимо выбирать в зависимости от применяемого вами метода изготовления и максимальной мощности установки. Чем выше мощность линии, тем дороже она вам обойдется.
Линия для производства керамического кирпича
Установка по изготовлению данного строительного материала должна в себя включать следующие механизмы: автоматы многострунной резки с боковым и вертикальным резом, укладчики кирпича на консольные вагонетки, автоматизированные линии для резки и транспортно-укладочной операции для камерной технологии просушки продукции, разгрузчики сушильных вагонеток, автоматические садчики, электропередаточные тележки для туннельных сушил с вильчатым перегружателем, передаточные мосты, сушильные вагонетки, мундштуки технологической линии, подвесные железоотделители. Рассмотрим назначение некоторых из этих устройств.

Автоматы многострунной резки
Данные механизмы предназначены для стабильного высокоточного разрезания глиняного бруса, который выходит из ленточного пресса. Размеры одинарного керамического кирпича составляют 250х120х65 см. Станок оборудован системой автоматического управления процессом на основе электронной процессорной техники и датчиков бесконтактного типа, управляется одним оператором.
Кроме того, установка снабжена устройством нарезания фасок. Состоит из механизмов разрезки мерного бруса, подачи рамок, многоструйной резки, пульта управления. Производительность данного станка составляет 8000 штук кирпича-сырца.
Автоматы-укладчики
Данная линия предназначена для автоматизации процесса при загрузке продукции на сушильные вагонетки. Управляется одним оператором. В состав станка входят: рольганг подающий, подъемник, снижатель, толкатель и подаватель вагонеток, поворотный круг. Производительность установки составляет 8000 кирпичей в час. Габариты комплекса – 6550х7500х3200 см, сушильной рамки — 1130х180х40 см. Масса — не более четырех тонн.
Автоматизированные линии для резки и транспортно-укладочных процедур с кирпичом-сырцом
Линия предназначена для укладки и транспортировки продукции в сушильную камеру. Обслуживающий персонал — два человека. В состав установки входят: многострунный автомат, участок загрузки и разгрузки технологической оснастки, а также ее пакетирования, конвейер, система управления, электропередаточная тележка, оснащенная вильчатым перегружателем. Производительность линии составляет 8000 штук условного кирпича в час. В одной кассете помещается до 48 единиц продукта. Масса установки составляет двенадцать тонн.
Охрана окружающей среды
При организации данного производства в туннельной печи и сушилке для обжига кирпича используется природный газ. Однако продукты горения содержат весьма вредные вещества, такие как NO2 и СО. Они удаляются вместе с дымом и оказывают негативное воздействие на организм человека. Вследствие этого у рабочих могут возникать частые головные боли, тошнота, а при больших концентрациях даже смерть. Для снижения влияния воздействия продуктов горения на организм человека следует оборудовать установку дожига отходящих газов.

Особенности бизнеса
После того как вы подберете подходящее помещение и приобретете необходимое оборудование для производства керамического кирпича, вам понадобится наладить линию. Технология выпуска этого строительного материала для своего корректного функционирования потребует не менее пяти рабочих. Несмотря на тот факт, что установка является полуавтоматической, работы хватит для всех.
Успех данного бизнеса заключается не только в налаженном процессе производства готовой продукции, но в ее быстрой реализации. В связи с тем, что отечественный рынок строительных материалов ежегодно возрастает, можно рассчитывать на приток постоянных клиентов — это могут быть частные лица, оптовые фирмы, строительные супермаркеты, строительные компании и т. д. При условиях хорошей организации и налаженной работы стабильные доходы такой бизнес начнет приносить уже после первого месяца.
businessman.ru
Оборудование для производства кирпича
Оборудование для производства кирпича
Многообразие технологий производства кирпича
На протяжении веков кирпич является одним из основных строительных материалов. Для изготовления этого, пожалуй, самого распространенного строительного материала используется различное оборудование для производства кирпича. В зависимости от технологии изготовления, используется то или иное оборудование. Существуют несколько основных методов и технологий, по которым изготавливается кирпич. Кирпич из глины, например, изготавливают обжиговым способом. По обжиговому способу кирпич изготавливают из специально подготовленной глиняной массы на ленточных прессах с последующим обжигом в печах. Существует также безобжиговый способ. В этом случае используется исходное сырье (песок, отсев, зола, камень, шлак, уголь с камнями, керамзит и т.п.) фракции 3-5мм, которое смешивается с цементом и водой в бетоносмесителе, после чего прессуется и вылеживается. При безобжиговом методе может применяться вибропрессование, гиперпрессование, либо трибопрессование.
Кирпич полнотелый
Кирпич, пустотность 8%
Кирпич-Лего
Кирпич колотый
В зависимости от применяемого сырья кирпич может быть керамический, силикатный, кирпич из топливных золошлаковых отходов, из цементно-песчаных смесей. Вибропрессующее оборудование Мастек для производства кирпича изготавливает изделия из полусухих бетонных смесей: стеновой камень «Кирпич» полуторный 250х120х88 мм, или одинарный 250х120х65 мм (размер согласно ГОСТ 530-2007). Применяемые комплекты пуансон-матриц для вибропресса Мастек предусматривают изготовление кирпича полнотелого, кирпича пустотелого с пустотностью 8%, кирпича «Лего», облицовочного стенового кирпича (колотого) рядового и углового.
Производство кирпича на оборудовании Мастек
Предприятие Монолит предлагает высокотехнологичное оборудование для производства кирпича методом вибропрессования. Для изготовления кирпича подходит любой из стационарных вибропрессов Мастек (Лидер, Атлант или Метеор). Данные вибропрессы предназначены для производства широкой гаммы стройматериалов, в том числе кирпича, бордюрного камня, а также производства тротуарной плитки, шлакоблока и декоративных стеновых материалов. В зависимости от применяемого сырья кирпич может быть керамический, силикатный, кирпич из топливных золошлаковых отходов, из цементно-песчаных смесей.
Для производства кирпича, кроме вибропресса мастек необходимо вспомогательное оборудование – бетоносмеситель принудительного действия для подготовки и перемешивания смеси, эстакада для установки бетоносмесителя. При отстутствии возможности установки бетоносмесителя на эстакаде над вибропрессом, используется «запасной» вариант — установки бетоносмесителя на подставку, и подача смеси в бункер вибропресса при помощи конвейера. При работе на передвижном вибропрессе также необходим бетоносмеситель, который устанавливается в любом подходящем месте цеха или производственной площадки. Для подачи смеси из смесителя в этом случае применяются ручные тележки, либо специальная бадья. Предприятие Монолит предлагает укомплектовать вибропресс штатным бетоносмесителем, согласованная работа основного и вспомогательного оборудования обеспечивает высокую производительность, и полную автономность в работе.
Производство кирпича «Лего» на оборудовании Мастек





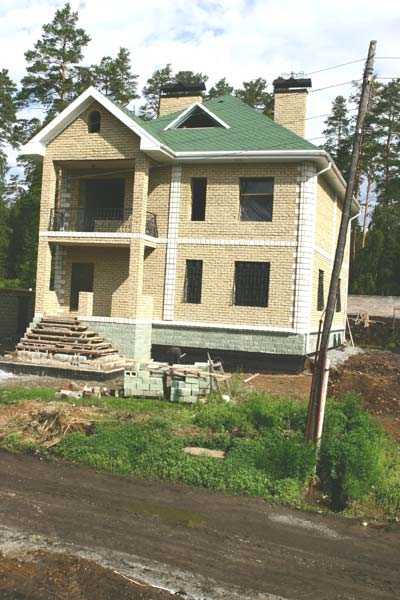
В последнее время в мире, и в том числе в России становится популярным строительство из кирпича «Лего». Свое название данная разновидность кирпича получила из-за сходства с деталями известного конструктора «Лего». От обычного кирпича новый стройматериал отличается наличием сквозных пустот, направляющими на верхней поверхности кирпича и пазами на нижней поверхности. Такая конструкция кирпича позволяет достигать быстроты и точности кладки, соседние кирпичи легко стыковать друг с другом, а внутренние пустоты удобно использовать для армирования или прокладки коммуникаций. По своим характеристикам кирпич «Лего» ничем не уступает обычному кирпичу. Он прочный, морозостойкий, благодаря внутренним пустотам имеет хорошие теплоизоляционные свойства, имеет красивый внешний вид и с успехом применяется для декоративной отделки зданий.
Лего-кирпич, как правило, применяется для выполнения отделочных работ, но может использоваться и для строительства перегородок и несущих стен. Разнообразная цветовая гамма кирпича, производимого на оборудовании Мастек, дает дизайнерам и проектировщикам простор для творчества. Кирпич-Лего – это находка для строителя, своеобразный конструктор, с помощью которого можно в кратчайшие сроки и с наименьшими затратами построить любое здание – будь то жилой дом, офисное помещение, хозяйственная постройка. Лего кирпич может быть изготовлен с применением любого наполнителя: песка, отсева, отходов дробления известняковых пород, щебня, керамзита, ракушечника и других материалов. Использование различных красящих пигментов делает возможным производство кирпича самых разных цветов и оттенков. Любые постройки из лего-кирпича Мастек долговечны, сейсмоустойчивы, имеют аккуратный и эстетичный внешний вид.
Для производства кирпича «Лего» может использоваться, например, стационарный вибропресс Мастек-Метеор. Изготовление кирпича на вибропрессе Метеор отличается простотой организации производства, высоким качеством выпускаемых изделий, точным соблюдением геометрических размеров. За одну формовку вибропресс Метеор выдает 6 кирпичей «Лего» размером 250 х 120 мм, и высотой 65 мм (одинарный) или 88 мм (полуторный). Размеры лего-кирпича несколько отличаются от стандартных (Размеры стандартного кирпича длина 250, ширина 120, высота 65 (или 88) мм). Связано это с тем, что при кладке лего-кирпича для связки применяется клей для фасадных работ, а не кладочный раствор. Поскольку уменьшается ширина шва между кирпичами, используется более широкий кирпич. Кладка кирпича с применением фасадного клея существенно сокращает время и затраты. Для справки — средний расход на кладку 500 кирпичей — 25 килограммов клея.
Разнообразие кирпича производимого на оборудовании Мастек
Фотогалерея — использование кирпича в строительстве





vibropress-monolit.ru
Оборудование кирпичного завода
Уже на протяжении тысячелетий кирпич считает наиболее популярным материалом, пригодным для возведения различных построек и зданий. Еще относительно недавно кирпич производили ручным способом, используя специальные ручные прессы и печи для обжига. Эти нехитрые приспособления легли в основу современного оборудования автоматизированного типа, которые позволили минимизировать трудозатраты в области кирпичного производства.
Методы производства кирпича на кирпичном заводе
В зависимости от технологии производства, различают два основных метода производства кирпича. Обжиговый метод предполагает помещение глиняной массы, предварительно обработанной ленточными прессами, в специальные печи для последующего обжига и получения готового строительного материала. Безобжиговый метод не требует наличия печи – материал сушится естественным образом. Для начала сырье измельчается до размера частиц не более 3-5 мм, после чего в бетоносмесителе соединяется с водой и цементом, а затем прессуется. Для процедуры прессования требуются станки-вибропрессы, гиперпрессы либо трибопрессы.

Кирпичный завод является сложным производством, требующим от владельца знания специфики этого бизнеса и ряда тонкостей. Безусловно, производство кирпича – занятие весьма прибыльное, что обуславливает постоянное появление новых игроков на рынке промышленного производства. Можно начать с мини-завода, постепенно развивая и превращая существующее производство в крупное предприятие. В большей степени эффективность работы зависит от имеющегося оборудования.
Основное оборудование кирпичного завода
Приведем пример оборудования, необходимого для работы кирпичного мини-завода, позволяющего производить от 3 млн кирпичей в год.
- 1) Оборудование для подготовки основного сырья (глины) является первым этапом производства. Для получения однородной глиняной массы и отделению из неё камней используют вальцы.
- 2) Для прессования глины. На этом этапе глиняную массу помещают в специальные станки для прессования. Ленточный пресс, используемый в производстве кирпича по обжиговой технологии, соединен проволокой с резательным автоматом, который позволяет формовать изделие. Кирпич, изготовленный по безобжиговой технологии, предполагает использование методов гиперпрессования или трибопрессования, представляющих собой «холодную сварку». Мелкомолотые минеральные материалы с добавлением небольшого количества воды и цемента прессуются под высоким давлением
- 3) Для перемещения кирпичей (специальные конвейеры). Для транспортировки кирпича в сушильную камеру используют деревянные рамы (сушильные рейки или сушильные поддоны). Они расположены ниже конвейера с материалом, и двигаются со скоростью, немного превышающей скорость глиняной ленты.
- 4) Для сушки кирпича (сушильные камеры). Сформованные кирпичи транспортируются в сушилки, которые бывают трех видов, в зависимости от типа обогрева. Естественной сушкой пользуются в тех случаях, когда объемы выпускаемого кирпича сравнительно небольшие. Такая сушка занимает длительное время и требует наличия свободных площадей для размещения материала. При искусственной сушке применяют пар, который остается после обжига кирпичей, или газы продуктов горения. Процесс высушивания кирпичей происходит за счет горячего воздуха (его температура составляет 350-400° С), который прямо из печи подается в сушильную камеру, для чего используют эксгаустр. Установленные в камере вентиляторы позволяют равномерно распределять горячий воздух и предотвращают преждевременное высыхание поверхности. Дымовые газы для сушки кирпичей используют гораздо реже, поскольку для их доступа в сушильную камеру необходимо прокладывать подпольные трубы или каналы.
- 5) Оборудование для обжига – специальные печи являются одной из наиболее важных составляющих производства. Как правило, современные заводы оборудованы печами тоннельного типа, хотя встречаются печи кольцевого типа. Внутренняя часть печи выкладывается шамотным огнеупорным кирпичом. Выделяют три основных зоны печи: подготовительная зона, зона обжига, зона для остывания материала. Обжиг кирпичей производится за счет горелок, установленных по бокам печи или наверху. Процедура обжига происходит при очень высокой температуре воздуха – от 900 до 1000° С, что сказывается на отличных свойствах этого строительного материала. Готовый кирпич имеет разный окрас, в зависимости от состава исходного сырья и степени обжига. В любой случае, материал должен быть матовым, с отсутствием трещин, сколов и внутренних пустот и при ударе издавать звонкий звук.
- 6) Для пакетировки – линии упаковки кирпичей. После обжига материал подается на товарные поддоны для последующей обмотки. Автоматизированное оборудование по захвату кирпичей с печных тележек позволяет выполнять работу без перебоев и нарушений. Упаковывают кирпич паллетами, в основном, стрейч-пленкой или металлической/полиуретановой лентой.

Итак, качественное оборудование – залог эффективной работы кирпичного завода. Актуальность этого материала для строителей и архитекторов обуславливает постоянный спрос на кирпич, что соответственно отражается на уровне доходов владельцев кирпичного производства и позволяет быстро окупить вложенные в бизнес средства. Производство, оснащенное качественными станками и устройствами, не только ускорит рабочий процесс и облегчит работу сотрудников, но и поможет расширить ассортимент выпускаемой продукции.
promplace.ru
Линия для производства кирпича, плитки тротуарной, блоков
.Одним из ключевых узлов в производственной линии для производства кирпича, плитки тротуарной, лего кирпича, блоков, а также для изготовления других дорожных и стеновых строительных материалов, является узел формования готовых изделий.
Рассмотрим два примера формирования производственной линии для изготовления стеновых и дорожных строительных материалов.
ПРИМЕР №1
Типовое технологическое оборудование, занятое в производстве тротуарных плит и кирпича гиперпрессованных, перечислено в таблице №3.
При существующей технологии подготовки и прессования стройматериалов методом полусухого гиперпрессования жёстких и сверхжёстких бетонных смесей, рекомендуемая минимальная комплектация части узла формования ПГ230, согласно маркировке ООО «КПКПлюс», (см. рисунок и аналогично, фото) указанный выше узел формования состоит из следующих элементов:
- Пресс гидравлический ПГ230
- Скиповый подъёмник (Elevator)
- Смеситель планетарного типа.
Указанное оборудование, в зависимости от условий его использования и конструктивных особенностей производственного помещения, может использоваться как посредством заглубления в технологический приямок смесителя, так и непосредственно на уровне нулевого горизонта пола. Заглубление смесителя в приямок облегчает процесс загрузки основных компонентов бетонной смеси и последующие работы по его очистке, особенно при отсутствии элементов автоматизации на производстве.
Собственно, сам пресс для производства кирпича и плитки не требует его жёсткого стационарного крепления или подготовки специализированной фундаментной основы. Как правило, для нормальной эксплуатации оборудования, достаточно установить пресс на ровную твёрдую горизонтальную поверхность. Рекомендуется после окончательной установки пресса выставить его горизонтальное положение по уровню.
ТАБЛИЦА №3
Рекомендуемая комплектация технологической линии по производству строительных материалов методом полусухого прессования | ||
Наименование основного узла | Составляющие узла | Рекомендуемое кол-во |
приёмный узел | склад инертных | 2 |
склад вяжущих | 1 | |
склад пигментов | 1 | |
склад активных добавок | 1 | |
узел подготовки составляющих смеси | классификатор инертных | 1 |
дробильное оборудование | 1 | |
транспортёры | 2 | |
узел дозировки компонентов смеси | весовые дозаторы | 3 |
весы | 2 | |
управляющие терминалы (контроллеры) | 2 | |
транспортёры | 2 | |
смесительный узел | смеситель | 1 |
система дозировки воды | 1 | |
формовочный узел | пресс | 1 |
система транспортировки смеси к прессу | 1 | |
технологические поддоны | по потребности | |
узел дополнительной обработки (технологической подготовки) изделий | пропарочные камеры | по потребности |
погрузчик | 1 | |
узел дополнительной обработки изделий | 2 | |
упаковочный узел | 1 | |
склад временного хранения изделий | по потребности | |
Согласно технологическому процессу, основное назначение узла формования ПГ230 – непосредственное изготовление стеновых и (или) дорожных строительных материалов (кирпич, плитка тротуарная, бордюрный камень, блоки и т.п.), процесс выпуска которых заключается в обязательном согласованном взаимодействии всех его основных составляющих, а именно:
а) после подачи строго дозированных компонентов жесткой бетонной смеси в смеситель, при помощи последнего производится тщательное их перемешивание в течение 3-5 минут;
б) готовая жёсткая пескоцементная смесь, до начала момента её схватывания выгружается в скиповый подъёмник для перемещения (подъёма и выгрузки) в приёмный бункер пресса гидравлического;
в) посредством исполнительных механизмов пресса гидравлического, из приёмного бункера, производится дозировка жёсткой бетонной смеси в зону формования для последующего сжатия с усилием прессования до 230 тонн; по окончании прессования осуществляется расформовка готового изделия и его перемещение к месту складирования.
ПРИМЕР №2
Для большей реалистичности, данные пример мы рассматриваем исходя из обсуждений реального ТЗ заказчика.
Задание (условия) заказчика:
А) Вид и пропорции основных составляющих жёсткой бетонной смеси:
1.
Мелуза (опил ракушечника) – 72%2.
Цемент – 12%3.
Активные добавки (3 компонента) – 10%
(прим.: где-то ещё 6% потерялись)
Б) Основной вид выпускаемого изделия:
Блок стеновой (Д/Ш/В) 250 х 177 х 207 мм
Блок стеновой (перегородочный) (Д/Ш/В) 250 х 124 х 207 мм
В) Требования к производственной линии:
1. Производительность – 5 млн.шт.условного блока в год.
2. Возможность увеличения производительности в 2 раза без существенной модернизации – да.
3. Степень автоматизации – автоматическая линия.
4. Бюджет (без учёта доставки и монтажа) – до 100 тыс.долл.
Предложения и варианты исполнения:
Рекомендуемые варианты компоновки производственной линии для изготовления стеновых и дорожных строительных материалов методом вибропрессования жёстких бетонных смесей на базе вибропресса стандартной китайской модели типа QT6-15.
Стандартные характеристики вибропрессов модели типа QT6-15:
| Размер технологического поддона | 860×680 |
| Вес оборудования | 7-8 тонн |
| Система управления автоматическая на базе | Siemens, Mitsubishi |
| Усилие прессования | 16 — 21Mpa |
| Количество оборотов вибраторов | 2800-4500r/min |
| Частота вибрации, регулируемая (hz) | 50-100hz |
| Цикл формования (s) | 15-20s |
| Потребляемая мощность (kw) | 27 — 31KW |
Производительность (средн.)
| Наименование изделия | Размеры (мм) | шт/подд | шт/h | шт/8hs | шт/год |
| Стандартный блок | 390×190×190 | 6 | 1440 | 11520 | 3456000 |
| Стеновой блок от заказчика | 250×177×207 | 12 | 2800 | 22400 | 67200000 |
| Стандартный кирпич | 240×115×53 | 30 | 7200 | 57600 | 17280000 |
| Тротуарная плитка | 200×100×60 | 21 | 5040 | 40320 | 12096000 |
Вариант 1
Стоимость минимального состава необходимого оборудования
| Узел дозирования на базе PL1200 | 7 100 |
| Смеситель двухвальный JS500 | 6 200 |
| Конвейер ленточный 8 м | 1 400 |
| Конвейер ленточный 6 м | 1 200 |
| Вибропресс автоматический QT6-15 | 28 500 |
| Итого (у.е.) | 44400 |
| (стоимость дана на условиях FOB в порту отгрузки Qingdao из Китая) |
Вариант 2
Рекомендуемый состав оборудования для однокомпонентного состава инертных.
(прим.: изначально предполагается, что в качестве основного инертного будет использоваться только мелуза. Однако, для более правильного фракционного состава жёсткой бетонной смеси, рекомендуется включить в состав смеси другое инертное; для этого предусмотрена компоновка по варианту №3)
| Конвейер ленточный 6 м (2 шт) | 2 200 |
| Пескосеялка на базе GTS1020 | 3 200 |
| Склад цемента | 10 000 |
| Шнековый питатель LS250 | 8 100 |
| Весы платформенные г.п. 1 тн | 1 000 |
| Частотный преобразователь | 600 |
| Смеситель двухвальный JS500 | 6 200 |
| Конвейер ленточный 8 м | 1 400 |
| Вибропресс автоматический QT6-15 | 28 500 |
| Весы платформенные г.п. 200 кг | 500 |
| Шнековый питатель LS160 (3 шт) | 6 000 |
| Частотный преобразователь | 600 |
| Погрузчик фронтальный ZL10 | 6 000 |
| Погрузчик вилочный HELI | 10 500 |
| Итого (у.е.) | 84 800 |
| (стоимость дана на условиях FOB в порту отгрузки Qingdao из Китая) |
Вариант 3
Рекомендуемый состав оборудования для многокомпонентного состава инертных.
| Узел дозирования на базе PL1200 | 7 100 |
| Склад цемента | 10 000 |
| Шнековый питатель LS250 | 8 100 |
| Весы платформенные г.п. 1 тн | 1 000 |
| Частотный преобразователь | 600 |
| Смеситель двухвальный JS500 | 6 200 |
| Конвейер ленточный 8 м | 1 400 |
| Вибропресс автоматический QT6-15 | 28 500 |
| Весы платформенные г.п. 200 кг | 500 |
| Шнековый питатель LS160 (3 шт) | 6 000 |
| Частотный преобразователь | 600 |
| Погрузчик фронтальный ZL10 | 6 000 |
| Погрузчик вилочный HELI | 10 500 |
| Итого (у.е.) | 86 500 |
| (стоимость дана на условиях FOB в порту отгрузки Qingdao из Китая) |
Расчётная мощность узлов подготовки и смешивания компонентов смеси достаточна для всех представленных вариантов, при необходимости увеличение объёма выпускаемой продукции; достаточно лишь включить в состав линии ещё один вибропресс.
Поставка вышеперечисленного оборудования может быть осуществлена как непосредственно нашей Компанией (как правило, стоимость такой услуги составляет 60-70% от общей стоимости и включает в себя уплату пошлин, других обязательных платежей, транспортировку, оплату услуг таможенного брокера, страховки и т.д. и т.п.), так и заказчиком самостоятельно.
В случае, если с вашей стороны будет принято решение осуществить доставку самостоятельно или при помощи «своей» логистической компании, от нашей фабрики в Китае предоставляются все необходимые документы (инвойсы, упаковочные листы, описание…) для проведения необходимых расчётов и транспортировки оборудования.
http://brickandpress.com/
.27.08.2018
27.08.2018
27.08.2018
27.08.2018
27.08.2018
brickandpress.com
Пресс и мини-завод для производства кирпича своими руками
Для сооружения жилья, человек использовал дерево и кирпич. Его и до сих пор используют в строительстве.

виды кирпичей
Разновидностей кирпичей есть много, узнать об этом и увидеть каждый из видов можно, написав на нашем сайте в данном разделе. Мы же в данной статье ознакомим вас, с самыми известными и популярными видами у строителей, это:
- Силикатный-самый распространенный и делают его из извести и песка. Потому, что он плохо удерживает тепло и совсем не противостоит влаге, его используют при возведении перегородок и стен внутри помещения. После прессования этот вид кирпича подвергается автоклавированию(подача под давлением горячего пара).
- Керамический получается путем обжига в печах при высоких температурах различных смесей глин. Он применяется везде, начиная с фундамента и, заканчивая облицовкой стен в строительстве, при кладке печей, внутри помещения и снаружи.
- Облицовочный используют в декоративных целях и как тротуарную плитку.
- Огнеупорный, способен накапливать и медленно отдавать тепло, поэтому используют при возведении печей.
- Еще бывают полнотелые и пустотелые, двойные и клинкерные(они самые прочные потому, что обжигаются при более высоких температурах, чем керамические).
При изготовлении прессованного кирпича используют пресс для кирпича. Если кому-то интересно увидеть или ознакомится с устройством пресса, можете посмотреть видео по работе с прессом для кирпича.
Еще в далеком прошлом разработана технология производства кирпича. Купить его сегодня можно разных видов, форм и окрасок. Но, многих строителей интересовал вопрос: «Как сделать самодельный прессованный кирпич своими руками?». Каждому хотелось бы иметь уникальный материал собственного дизайна и облицовки. Не каждый из кирпичей, что делают на заводах, можно сделать в домашних условиях. Помехами являются дороговизна и сложные технологические процессы.
Если, например: решать вопрос о производстве силиката в домашних условиях, то это дело пустое. Лучшим способом будет замена кирпича на силикатные блоки, в виде тротуарной плитки.
Но, находятся мастера, которые разработали технологию изготовления даже силиката своими руками на дому.
Главным инструментом в изготовлении прессованного кирпича, является пресс. В наше время значительно улучшилось качество, увеличилось количество разных форм и видов, благодаря гидравлическим прессам. Применяют агрегаты для высококачественной продукции такие, как револьверный пресс для силикатного кирпича.
Как сделать кирпич в домашних условиях?
Оборудование можно купить на фирмах, изготовляющих кирпич. Но, если у вас руки выросли из того места, что надо, вы можете в них держать сварочный аппарат, которым можно, что-то сделать из металла, то вы разберетесь, как сделать пресс для кирпичей и справитесь с изготовлением станка сами.
Можно заняться производством кирпича, устроив дома самодельный кирпичный завод.
Ссылки на чертежи можно взять в интернете, написав запрос: «производство кирпича фото», либо воспользоваться теми, которые предлагаем мы. По данным чертежам и инструкциям к ним, можно сделать агрегат для изготовления качественного кирпича.
Теперь разберемся какие есть станки и прессы для производства кирпича.
Таковыми есть:
- Револьверный пресс для производства кирпича.

Револьверный пресс для производства кирпича
С помощью этого оборудования, кирпич изготовляют по методу полусухого прессования. Суть этого метода заключается в возможности пропустить фазу сушки так, как в массе для прессования очень мало влаги, и можно обжигать кирпич сразу же после формирования. Используют керамический порошок, полученный одним из двух способов:

- шликерным. Происходит роспуск глины горячей водой, под высоким давлением отделяются мелкие камни.
- сушильно-помольным. При этом глину дробят, сушат, перемалывают, просевают и увлажняют. Делают все это, пользуясь валковыми дробилками, стержневыми мельницами и сушильными барабанами.

Шнековый пресс для кирпича
Пресс револьверный для кирпича имеется несколько форм, в которые засыпается поочередно смесь для изготовления кирпичей. Основой являются отходы от добычи ракушечника.
- Шнековый пресс для кирпича. Они есть вакуумные и безвакуумные.
В нем все процессы(перемешивание, доувлажнения, вакуумирование, прессование и формирование с поперечным сечением)автоматизированы. При помощи такого оборудования изготовляют пустотелые и полнотелые керамические изделия.
При работе на прессе вакуумном для кирпича, особое внимание уделяют очищению и предварительной подготовке используемой смеси. Для этого просеивают все материалы, входящие в состав, от твердых включений, особенно металлических, и увлажняют смесь.
- Пресс для гиперпрессования кирпича.
Пресс для гиперпрессования кирпича
При разработках карьеров отбирают твердые камни, а отсев, что остается, используют, для изготовления лицевого кирпича. В процессе работы отсев еще несколько раз просевается от крупных камней. Чтобы получения качественного фасадного кирпича, нужно наблюдать за давлением прессования и высотой сырца. Для большей прочности, свежие изделия подвергаются температуре 40-70 градусов в течение 10 часов в пропарочных камерах. Еще выдерживают их 30 дней на стройплощадках, выложенными специальной кладкой так, чтобы между ними циркулировал воздух. В зимнее время, изделие должно простоять несколько суток в тепле, перед отправкой на стройплощадку.

Все процессы происходят автоматически. Просеивание, дозировка и перемешивание смеси происходит под «зорьким глазом» приборов.
К глине можно подмешивать разные дополнения. Это может быть шлак, отсев щебня, жидкое стекло, известь, цемент, а в домашний условиях — солома и камыш.
Что нужно для самодельного кирпичного завода?

самодельный кирпичный завод
А, можно ли это превратить в реальность?
Многие утверждают, что да. Производство силикатного кирпича не требует больших затрат и высокотехнического оборудования. Зная, что силикат в промышленных условиях подвергают автоклавированию, можно усомниться в реальности сделать его дома. Но, не спешите с выводами. В домашних условиях, смесь для формировки получить можно длительным перемешиванием с водою. Такой метод называется силосованием.
Попробуем разобраться, что для этого необходимо?
Первое с чего начинают-это выбор и изучение технологии производства.

завод по производству кирпича
Далее-план действий и подсчеты рентабельности такого производства. Сюда входит:
- Место и помещение, где будет происходить процесс изготовления и сушка готового изделия. Для этого нужны стеллажи и накрытие от дождя, снега и прямых солнечных лучей.
- Приобретение или изготовление самому по чертежам оборудования для прессованного кирпича или форму для производства в домашних условиях.
- Где и в каких количествах приобретать дрова, песок, глину, цемент, воду и красители.
- Продумать и подсчитать затраты на электричество.
- Составить бизнес-план и включить туда вложения начального капитала, подсчитать сроки окупаемости и возможной прибыли.
- Работать, вы, один не сможете так, как нужно наблюдать за работой машин, заправлять смесители сырьем, принимать и относить готовую продукцию, а потом еще вести учет сырья и получаемого в конечном итоге изделия. Вам нужны помощники.
- Нужно подумать о бесперебойном сбыте продукции. Это могут быть стройки, находящиеся в округе или частный сектор.
- Займитесь рекламой любым удобным для вас способом.
Самым доступным и простым методом является прессование.
Если вы решили сделать самостоятельно самодельный пресс для кирпича, вам понадобиться:
- Листы железа толщиной от 2мм до 8мм.
- Сварочный аппарат.
- Сверлильный станок.

оборудования для прессования
Если дома нет возможности из железа вырезать по лекалам заготовки, можно обратиться в мастерскую.
Оборудование для прессования кирпича будет состоять из 4-х частей:
- Основание. Самая устойчивая нижняя часть станка должна не шататься и не переворачиваться во время работы.
- Емкость в виде ящиков, куда помещают сырье и сжимают его, придав форму бруска. Делают ее из листов 8 мм стали.
- Бункер(дозирующее устройство), через который сырье попадает в емкость формирования брикета. Делают ее из 2мм стали в виде перевернутого конуса.
- Пресс. Он должен быть прочным, а сама прессующая поверхность иметь толщину до 20 мм. Толщина рукоятки должна отвечать силе прикладываемых нагрузок.
Все детали соединяют с помощью сварочного аппарата, соответствующими толщине металла электродами.
Возле станка рядом строят печь

Возле станка рядом строят печь
Чтобы сделать высококачественный, прочный и устойчивый к влаге кирпич, его нужно обжечь. Печь делают из железной бочки без дна. Для этого копают яму, глубиной около полуметра. Над ней устанавливают бочку, с проделанными отверстиями для арматуры по сторонам. На прутьях раскладывают сформированные и просушенные бруски. Накрывают бочку листом железа и поджигают костер под бочкой. Потом все делают по схеме, выдерживая температурный режим.
Сушим готовое изделие на стеллажах, в зависимости от погоды, до 15 дней. Такой станок работает механически, без расхода электричества.
Какая глина подходит для производства кирпича?

форма для производства кирпича
Здесь должно быть правильное соотношение глины с песком. Для проверки, подходит ли вам глина, нужно ее скатать в небольшой шарик, бросив его с высоты 1метра на пол, и посмотреть на его состояние. Он не должен очень сплюснуться. При сильном расплющивании-добавить песка.
Если вы просто для себя решили сделать небольшое количество кирпича, можно обойтись пресс-формой для кирпича. Ее делают из дуба, березы или тополя. Для лучшего сцепления с раствором, на дно набивают брус.
Работать с формой просто:
- Для лучшего извлечения формированного изделия, форму смачивают водой и посыпают песком.
- Набивают смесью выше краев формы.
- Сверху глину проталкивают в форму прокатыванием обыкновенной скалкой.
- Кирпич выталкивают из формы, перевернув ее. Такие брикеты можно уже использовать, после просушки, без обжигания.
Прочитав эту статью, мы, надеемся, что вы сможете сделать в домашних условиях, оборудование для прессования кирпича.
Еще по теме:
Наши рекомендации:
Понравился пост? Поделись с друзьями и оцени публикацию. Тебе не трудно, а автору приятно. Спасибо.
Загрузка…Подписывайся на наши новости Вконтакте!
stroykirpich.com