Что такое экструзионная линия? | Интерпласт
Экструзионная линия это аппаратурный комплекс, главным агрегатом которого является экструдер.
Несмотря на разнообразие экструзионных линий, на которых может выпускаться очень широкий ассортимент различных видов изделий ,всех их объединяет общий технологический принцип получения изделий. В процессе экструзии ,всегда, нагретый до температуры плавления(размягчения) полимер под действием давления, которое создается при помощи экструзионного пресса (пары шнек+цилиндр) проходит формующий зазор при этом изделие приобретает форму, соответствующую этому зазору. При этом процесс протекает в полном соответствии с теорией элементарных стадий по Тадмору и Гогосу, т.е имеет место
1. Движение сыпучих материалов.
2. Плавление.
3. Создание давления и перекачивание расплава.
Процесс экструзии –процесс непрерывный, в ходе этого процесса получаются изделия «бесконечной» длины
Методом экструзии получают пленки,листы,трубы,профили,шланги.
Экструдеры, устанавливаемые в качестве базовых агрегатов экструзионной, линии отличает разнообразие конструкций.
Наибольшее распространение для получения изделий в настоящее время получили экструзионные линии на базе одношнековых и двухшнековых экструдеров различных конструкций.
Главными технологическими требованиями к базовому агрегату –экструдеру, являются:
1. Достаточная мощность привода, обеспечивающая устойчивую непрерывную подачу материала к формующему зазору фильеры экструзионной головки.
2. Устойчивое поддержание заданного числа оборотов привода, сводящее к минимуму колебания давления в формующем зазоре головки.
3. Достаточная длина шнеков и цилиндра обеспечивающая качественную пластикацию материала.
4. Возможность быстрого и точного температурного регулирования зон цилиндра экструдера, как в режиме нагрева, так и в режиме охлаждения.
Для улучшения качества некоторых процессов, экструдер оснащается дополнительными агрегатами, являющиеся элементами его оснастки.
Такими агрегатами являются насос и фильтр расплава, а в ряде случаев статический смеситель.
Важнейшим элементом оснастки является экструзионная головка, качество ее изготовления, а также возможность поддержания заданных температурных параметров оказывает решающие значение на геометрические размеры и качество поверхности изделий.
Обсуждение конструкций экструзионных головок в рамках этой статьи не представляется возможным, следует только отметить, что головки делятся на головки открытого типа (получение листов, сплошных профилей, пленок получаемых способом плоскощелевой экструзии) и закрытого типа(трубные головки, головки для получения полых профилей, кольцевые головки для получения пленок методом экструзии с раздувом),а также полузакрытые головки и головки специального назначения.
Конструктивно головки делятся на два больших класса прямоточные и угловые.
Кроме основного агрегата экструдера в состав экструзионной линии входит послеэкструзионная (постэкструзионная) линия.
Обязательными технологическими операциями при экструзии являются операции съема экструзионной заготовки выходящей из формующего зазора и ее охлаждение.
Эти операции присутствуют и являются обязательными в любом экструзионном процессе и имеют соответствующее аппаратурное обеспечение.
Съем экструзионной заготовки с формующего инструмента осуществляется при помощи валков и транспортеров различных конструкций. Процесс съема с фильеры сопровождается также процессом вытяжки, поэтому устройства, обеспечивающие этот процесс, еще называют съемно-вытяжными.
Экструзионная линия может быть оснащена несколькими съемно-вытяжными (тянущими устройствами), если этого требуют условия проведения процесса.
Например, в процессе плоскощелевой экструзии съем материала ,выходящего из щели фильеры осуществляется при помощи валка гладильного каландра, устанавливаемого после экструзионной головки. В свою очередь, съем пленочного полотна(листа) после последнего валка каландра осуществляется при помощи отдельного тянущего устройства.
Скоростной и температурный режим вытяжки изделия на постэкструзионой линии оказывает решающее влияние на качество готового изделия, определяет такие показатели качества как усадка и коробление, поэтому важно, чтобы устройства постэктрузионой линии обеспечивали устойчивое поддержание заданных температурных и скоростных параметров.
Финальными операциями экструзионного процесса являются резка,а также намотка готового изделия в бухты, рулоны или укладка в стопы.
Эти операции обеспечиваются устройствами, как продольной, так и поперечной резки, а также намоточными машинами и укладчиками различных конструкций.
Важным фактором работы всей экструзионной линия является синхронная работа всех ее узлов, что обеспечивается качественной работой регулируемого привода и промышленного процессора.
Всем этим требованиям удовлетворяют экструзионные линии различного назначения поставки компании «Интерпласт».
Экструзионные линии компании «Интепласт» по своим характеристиками качеству исполнения, не уступают ряду аналогичных линий, которые производятся под западноевропейскими брендами, с узлами, зачастую приобретенными в странах Южной Америки, Юго-Восточной Азии, а чаще всего в Китае.
Даже такие известные фирмы в области производства экструзионных линий как Баттенфельд в серьез и надолго обосновались в Китае.
Некоторые покупатели-любители западноевропейской техники с удивлением обнаруживают на экструзионных головках поставки западноевропейских фирм китайские иероглифы.
Задайте себе вопросы:
1. «Зачем покупать китайское оборудование под западноевропейским брендом по астрономической цене?».
3. «Какой «ввозной» НДС я заплачу?»
4. «Когда я окуплю оборудование приобретенное по такой цене?»
5. «Какой налог на имущество я буду платить ежегодно в казну государства?».
6. «Сколько денег я потрачу на западных спецов при монтаже и пуско-наладке?»
Купите оборудование у нас,мы превзойдем все Ваши ожидания, сохраним и преумножим Ваши деньги.
Быстро и качественно и за «разумные» деньги, произведем монтаж, пуско-наладку, обучим персонал, передадим «НОУ-ХАУ».
Экструзионная линия — Справочник химика 21
В области переработки пластмасс экструзией наметилась общая тенденция увеличения производительности экструзионных линий и установок на 35-40% по сравнению с существующими.

Экструзионные линии для производства профилей и труб [c.202]
Для нанесения покрытий из термопластичных полимерных материалов на электрические провода, кабели, стальные трубы, на деревянные планки и другие полуфабрикаты применяются экструзионные линии на базе одночервячных пластицирующих экструдеров, причем широкое использование получили экструзионные агрегаты в кабельной промышленности. Например, для [c.208]
Роботизация технологических процессов делает актуальной проблему получения реологических характеристик на встраиваемых в перерабатывающее оборудование вискозиметрах. В частности, описа на [32] конструкция нового промышленного реометра капиллярного типа, встроенного непосредственно в экструзионную линию двухшнекового экструдера.
Пленка формуется посредством экструзии из расплава. Экструзионный процесс включает в себя серию операций, каждая из которых влияет на стабильность и устойчивость экструдата, а следовательно, и пленки. Процессы, происходящие в экструдере, — это загрузка, плавление, смешение, измерение и фильтрация. Кольцевая экструзионная головка формует полимерный рукав, который раздувается воздухом, поступающим в головку. Раздув рукава увеличивает размер пленки и ориентирует полимерный материал. Рукав проходит через зоны холодного воздуха, который отверждает полимер и управляет кристаллизацией [10].

В производственных условиях при переработке пластмасс возникновение и накопление зарядов статического электричества может происходить при засыпке полимерного материала в бункер литьевой машины при централизованной подаче сырья к литьевой машине пневмотранспортом в экструзионных линиях и агрегатах при пересыпании гранул, движении пленки или листов при таблетировании во время загрузки материала в бункер и перемещении таблеток по отводящему лотку при вальцевании и каландровании при производстве пленок и листов из термопластиков в производстве стеклопластиков и при получении изделий из газонаполненных пластмасс и т. п. [c.97]
Экструзионные линии для производства листов и плоских пленок [c.205]
Экструзионные линии для нанесения полимерных покрытий [c.208]
Экструзионная линия должна быть способна перерабатывать широкий спектр полиэтиленов с различными молекулярной массой, молекулярно-мас-совым распределением, содержанием и распределением сомономера. Менее мощные экструзионные линии используются только для переработки ПЭНП, поскольку их свойство снижения вязкости с увеличением скорости сдвига способствует переработке большого количества сырья при пониженной мощности. В процессе экструзии может потребоваться введение таких добавок, как антиоксиданты, ультрафиолетовые стабилизаторы, лубриканты (смазочная добавка), веществ, снижающих трение и повышающих клейкость поэтому может оказаться необходимым устройство для их раздельного впуска или сухого смешения. Экструзионная установка должна иметь устройство для плавления (пластикации) и перемещения расплавленного полимера через головку. Как правило, для этого используется одношнековый экструдер он наиболее подходит для распределительного смешения. Распределительное смешение используется для гомогенизации расплава, когда достаточно лишь хорошо перемешать компоненты. Двухшнековые экструдеры обеспечивают более интенсивное смешение и по-
Менее мощные экструзионные линии используются только для переработки ПЭНП, поскольку их свойство снижения вязкости с увеличением скорости сдвига способствует переработке большого количества сырья при пониженной мощности. В процессе экструзии может потребоваться введение таких добавок, как антиоксиданты, ультрафиолетовые стабилизаторы, лубриканты (смазочная добавка), веществ, снижающих трение и повышающих клейкость поэтому может оказаться необходимым устройство для их раздельного впуска или сухого смешения. Экструзионная установка должна иметь устройство для плавления (пластикации) и перемещения расплавленного полимера через головку. Как правило, для этого используется одношнековый экструдер он наиболее подходит для распределительного смешения. Распределительное смешение используется для гомогенизации расплава, когда достаточно лишь хорошо перемешать компоненты. Двухшнековые экструдеры обеспечивают более интенсивное смешение и по-
Особенности комплектующих устройств экструзионных линий описаны ниже. [c.207]
[c.207]
Тянущее, отрезное и приемное устройства в зависимости от типоразмера экструзионной линии должны иметь автономные или раздельные приводы, но с обязательным автоматическим согласованием скоростей перемещения заготовки через устройства комплектующего оборудования. [c.211]
Наложение изоляции на провода и кабель явилось одной из первых областей применения экструзии. Схема экструзионной линии для изолирования провода представлена на рис. 1.1. Полимер наносится на токопроводящую жилу, образуя первичный изолирующий слой. Металлический провод подается к фильере с отдающего устройства, проходя по пути в угловую головку через правильник и подогреватель (рис. 1.2). Изолированный провод выходит из фильеры и попадает в водяную охлаждающую ванну. Затем он проходит через электрический контроллер, где проверяется целостность изоляции, и поступает на тянущий кабестан, оттуда направляется к приемному устройству (намотка на бобину). [c.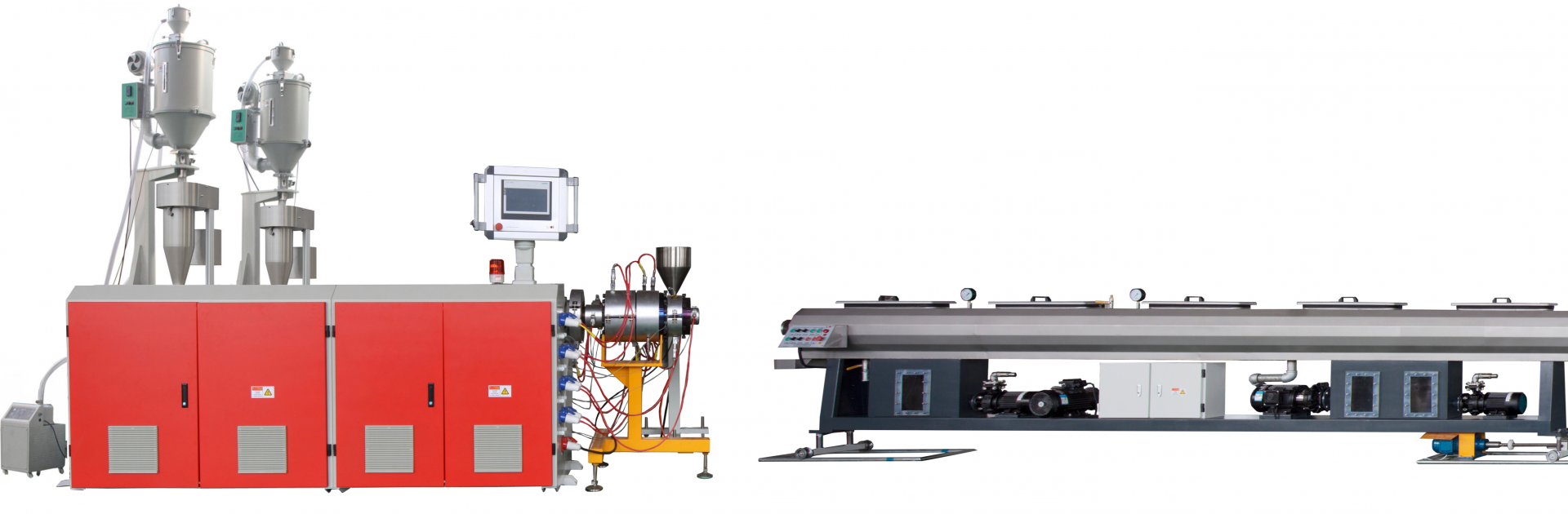 16]
16]
При подготовке оборудования к пуску проверяют наличие воды, конденсата, сжатого воздуха и электроэнергии производят внешний осмотр экструзионной линии, чтобы убедиться в отсутствии посторонних включений в загрузочной воронке, посторонних предметов в зоне обслуживания, в исправности систем блокировки, контрольно-измерительных приборов, ограждения движущихся частей. [c.216]
Работу оборудования экструзионной линии проверяют на холостом ходу. Нельзя включать червячный пресс, в цилиндре которого материал находится в холодном состоянии, т. е. с температурой ниже температуры плавления (стеклования). [c.216]
В процессе пуска экструзионной линии в работу после включения червячного пресса не разрешается проталкивать материал к червяку механическими предметами в случае необходимости принудительной подачи материала и при отсутствии специального питающего устройства используют для этой цели предметы из цветного металла или дерева. [c.222]
[c.222]
В качестве примера на рис. 7.8 приведены варианты расположения экструзионных линий по производству листов для разных групп [c.223]
Экструзионная линия для производства пленки с раздуванием рукава вверх приведена на рис. 10-У. Выдав- [c.140]
Особенности обслуживания и ремонта экструзионных линий [c.158]
Выбор материалов для изготовления основных деталей экструзионных линий, а также методов механической и термохимической обработки определяется свойствами перерабатываемых пластмасс, требованиями к прочности и долговечности деталей. Обычно основные детали экструзионных линий должны отличаться высокой коррозионной стойкостью, твердостью, прочностью и степенью шероховатости. Поэтому при их изготовлении применяют высоколегированные стали, подвергнутые специальным видам термохимической обработки — азотированию, хромированию, наплавке или напылению твердых сплавов, алмазной или обычной шлифовке (табл. 14-У). [c.158]
14-У). [c.158]
Материалы и виды термохимической обработки деталей экструзионных линий [c.159]
При эксплуатации экструзионных линий следует соблюдать необходимую чистоту рабочего помещения, исключающую загрязнение перерабатываемого материала и особенно попадание в него металлических включений производить чистку оборудования сразу же после окончания работы, пока оно не охладилось более чем на 5—10° С ниже температуры плавления термопласта применять для чистки деталей головок, насадок от перерабатываемой пластмассы только деревянный, медный нли латунный инструмент смазывать детали байонетных затворов, винтовых соединений, которые работают при высоких температурах и находятся под давлением, суспензией графита в воде обеспечивать плотное прилегание нагревательных элементов к нагреваемой поверхности во избежание быстрого выхода элементов из строя. [c.159]
Эта машина устанавливается в экструзионной линии, непосредственно после автоматической пилы и соединяется со столом, с которого нарезанные трубы подаются на сварку, а фитинги под действием силы тяжести подастся в бункеры. [c.77]
[c.77]
Во время первых попыток экструзии каучука с рецептурой А (табл. 3.3) с определенными реологическими и другими физическими свойствами (табл. 3.4) было установлено, что когда материал достигает туннеля с горячим воздухом, пористая труба начинает разрушаться. Схема процесса в экструзионной линии приведена на рис. 3.3. [c.46]
Наложение ПЗО и ТЗО на ОВ проводят с помощью экструзионных линий с, диаметром шнека 25—32 мм (рис. 8.1). В некоторых случаях вместо ПЗО из экструдируемых материалов используют специальные УФ-отверждаемые акрилатные полимеры, наносимые протягиванием ОВ через фильеру. Технические данные применяемого материала приведены в табл. 3.3. [c.163]
Различные схемы экструзионных линий с охлаждаю-. щими валками показаны на рис. 102, а, б и в. Вадки охлаждаются водой и спроектированы так, чтобы обеспечить максимальную теплопередачу равномерно по всей длине. На рис. 102 показаны два охлаждающих валка, хотя при высоких скоростях работы применяются и три аналогичных валка. [c.212]
[c.212]
Рассмотрим экструзионную линию для производства голубых пакетов из рулона пленки, полученной методом раздува. Можно изготовить пакеты из такого рулона и оценить однородность их окраски. Если все пакеты на вид одинаково окрашены, а количественная оценка показывает, что они содержат фактически одно и то же количество голубого пигмента, значит пленка совершенно макрооднородна. И напротив, если анализ показывает, что общая концентрация пигмента практически одинакова во всех пакетах, но внешний вид отдельных пакетов неодинаков, и они имеют пятна, полосы, прослойки и т. д., то это означает наличие определенной текстуры. Следовательно, такой анализ позволяет обнаружить как различия в содержании пигмента в отдельных пакетах, так и различия в текстуре. Если смесь, поступающая в экструдер, неоднородна по составу, то с большой вероятностью можно обнаружить на рулоне пленки участки, окрашенные в голубой цвет и совсем не окрашенные, или участки с широкой гаммой оттенков голубого цвета. [c.186]
[c.186]
Экструзионная линия для покрытия провода резиной, которую требуется подвергнуть термической вулканизации, описана Родесом и Влеком . Кабель проходит вертикально вниз через экструзионную головку и вулканизационный туннель. Затем он охлаждается. При-че 1 вначале кабель проходит под водяным дущем, а затем пропускается через охлаждающую ванну. Далее провод поступает на тянущее устройство и приемное оборудование обычной конструкции. [c.208]
Моноволо кна изготавливаются из полиэтилена, полистирола, найлона, сарана, поливинилхлорида и полипропилена диаметром от 0,09 до 1,5 мм и обычно имеют круглое поперечное Сечение, о могут иметь и другие профили. -Схемы экструзионных линий для производства хмоноволокон из различных материалов приведены на рис. 124. [c.242] Упаковочные средства зачастую предназначены лншь для разового использования, поэтому они должны быть как можно более дешевыми. Выполнение этого требования обеспечивается применением ваккум-формования листовых (или пленочных) материалов в многогнездных формах. Агрегаты для упаковки в настоящее время специализированы на изготовлении определенных изделий. Они представляют собой комбинацию различных устройств, в число которых входит и узел вакуумного формования. Такого рода агрегаты могут состоять из экструзионной линии, машины для формования заготовки, хтройства для [c.416]
Выполнение этого требования обеспечивается применением ваккум-формования листовых (или пленочных) материалов в многогнездных формах. Агрегаты для упаковки в настоящее время специализированы на изготовлении определенных изделий. Они представляют собой комбинацию различных устройств, в число которых входит и узел вакуумного формования. Такого рода агрегаты могут состоять из экструзионной линии, машины для формования заготовки, хтройства для [c.416]
Наладчик экструзионных линий обязан проверить, кроме того, исправносгь используемых грузоподъемных приспособлений и крепежного инструмента. [c.224]
В США известно повторное применение упаковок из ударопрочного полистирола. Упаковку измельчают на ножевых дробилках. Однотипность перерабатывающего материала обеспечивает применение метода всплытия — осаждения . Размолотый материал промывают, просушивают и на экструзионной линии переплавляют в регранулят [96]. Подобный процесс переработки известен и для упаковки из полипропилена. [c.87]
[c.87]
Наложение изоляции производится на экструзионной линии для обычных ТФП. Дополнительным требованием к головке экструдера является необходимость обеспечения строгой симметричности потока расплава в головке, поэтому головки с рассекателем являются более предпочтительными. Применяют инструмент с обжатием, угол матрицы около 30°, а длина формующей части около 1—1,5 М М, угол дорна 15—20°, дорн имеет направляющую трубку длиной около 25 мм, которая утоплена в матрицу на 1—1,5 мм. Инструмент рассчитывают следующим образом. Внутренний диаметр направляющей трубки Dbh выбирают на 0,15—0,20 мм больще диаметра жилы D. Толщина стенки направляющей трубки А около 0,25 мм. Диаметр матрицы Dm зависит KaiK от типа 1и количества материала, используемого в качестве центров активации порообразования, так и от количества газа и окончательно устанавливается экспериментально. Ориентировочно >м может быть рассчитан по формуле [c.121]
Код ТН ВЭД 8477200000.
 Экструдеры. Товарная номенклатура внешнеэкономической деятельности ЕАЭС
Экструдеры. Товарная номенклатура внешнеэкономической деятельности ЕАЭСТехнические средства для инвалидов
Реакторы ядерные.. (НДС):
Постановление 1042 от 30.09.2015 Правительства РФ
0% — 36. Специальные технические средства для обучения инвалидов и осуществления ими трудовой деятельности, которые могут быть использованы только для профилактики инвалидности или реабилитации инвалидов
20% — Прочие
Технологическое оборудование
Экструдеры (НДС ТЕХ. ОБОРУДОВАНИЕ):
ОБОРУДОВАНИЕ):
0% — Экструзионная линия для нанесения оболочки GT-120мм+120мм
20% — прочие
Комплектующие для гражданских воздушных судов
Реакторы ядерные; котлы.. (НДС-авиазапчасти):
Федеральный закон 117-ФЗ от 05. 08.2000 ГД РФ
08.2000 ГД РФ
0% — авиационные двигатели, запасные части и комплектующие изделия, предназначенные для строительства, ремонта и (или) модернизации на территории Российской Федерации гражданских воздушных судов, при условии представления в таможенный орган документа, подтверждающего целевое назначение ввозимого товара
20% — Прочие
Линии отливки пленок,Линия литья тиснёной пленки
Линии отливки пленок
-
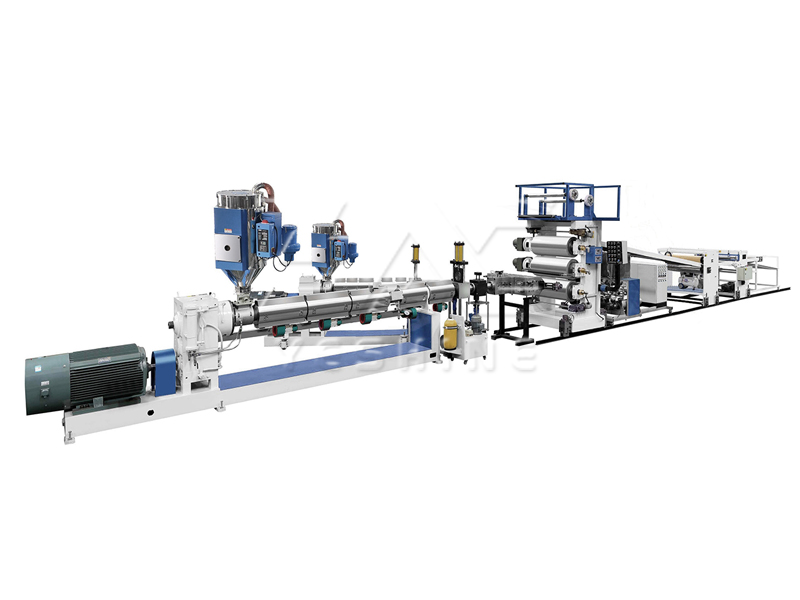
- Линия литья тиснёной пленкиВ качестве сырья для производства плоской или тиснёной пленки используется ПВД, ЛПЭНП, ПНД, ПП или ЭВА, такие пленки широко применяются в области гигиены, медицины и в упаковочной промышленности.
 Благодаря более оптимизированной конструкции экструдера и плоскощелевой головке обеспечивается высокая производительность экструзии.
Благодаря более оптимизированной конструкции экструдера и плоскощелевой головке обеспечивается высокая производительность экструзии.
- Линия литья тиснёной пленкиВ качестве сырья для производства плоской или тиснёной пленки используется ПВД, ЛПЭНП, ПНД, ПП или ЭВА, такие пленки широко применяются в области гигиены, медицины и в упаковочной промышленности.
-
- Экструзионная линия для производства многослойной пленки Производственная линия использует технологию соэкструзии для оптимизации качественных характеристик многослойной плёнки, которая используется в целях гигиены, медицины и упаковки. Оборудование может производить двухслойную, трёхслойную и пятислойную плёнку. Количество соэкстридируемых слоёв зависит от производственных нужд клиентов.
-
- Линия по производству полевой пленки CPP(каст полипропилен)
Высококачественная каст-полипропиленовая (CPP) пленка, производимая нашей технологической линией, используется для широкого спектра упаковочных материалов. Линия оснащена автоматической системой регулирования толщины и охлаждающим валиком .
 ..
..
- Линия по производству полевой пленки CPP(каст полипропилен)
Высококачественная каст-полипропиленовая (CPP) пленка, производимая нашей технологической линией, используется для широкого спектра упаковочных материалов. Линия оснащена автоматической системой регулирования толщины и охлаждающим валиком .
-
- Оборудование для производства стрейч-пленкиДанное оборудование используется для производства полиэтиленовой стрейч-пленки с односторонним или двухсторонним клейким слоем, применяемой для промышленной упаковки. В качестве сырья в основном идет ЛПЭНП (LLDPE) в сочетании с некоторыми другими синтетическими смолами, такими как мЛПЭНП.
-
- Линия для производства пленки PEVA / EVA Линия для производства плёнки PEVA / EVA укомплектована экструдером оптимизированной конструкции и Т-образной экструзионной головкой, что обеспечивает впечатляющую производительность и высокий уровень автоматизации оборудования. Линия может работать с различными видами сырья, включая EVA, LDPE, LLDPE и HDPE.
-
- Линия по производству поливной пленки ТПУЛиния по производству поливной пленки ТПУ (термопластический полиуретан) обычно используется для производства ТПУ пленки с термоплавким покрытием,ТПУ композитивной пленки и ТПУ высокопрозрачной пленки.

- Линия по производству поливной пленки ТПУЛиния по производству поливной пленки ТПУ (термопластический полиуретан) обычно используется для производства ТПУ пленки с термоплавким покрытием,ТПУ композитивной пленки и ТПУ высокопрозрачной пленки.
-
- Линия по производству перфорированной пленки Данное оборудование производит микро-перфорированную пленку с использованием полиэтилена. Процесс производства заключается в следующем: расплавленная синтетическая выходит из экструзионной головки и далее формируется в пленку с одновременным вакуумным перфорированием.
-
- Экструзионная линия для производства барьерной пленкиДанная экструзионная линия позволяет получать высококачественную барьерную пленку 5 или 7-слойной структуры, используя смолы ПЭ, ПП, полиамид, GDC (EVOH). Автоматическая плоскощелевая головка.
с технологией герметизации краев обеспечивает высокий показатель…
- Экструзионная линия для производства барьерной пленкиДанная экструзионная линия позволяет получать высококачественную барьерную пленку 5 или 7-слойной структуры, используя смолы ПЭ, ПП, полиамид, GDC (EVOH). Автоматическая плоскощелевая головка.
Компания Orient Machinery предоставляет широкое разнообразие линий отливки пленки, начиная с линии по производству однослойной пленки шириной 1000 мм до экструзионной линии для производства семислойной барьерной пленки, и так же как принимает заказы на изготовление каст-линий по индивидуальным требованиям. Передовые технологии и интеллектуальные методы производства используются в производственном процессе, включая экструдеры, плоскощелевые головки (формообразующие инструменты экструзионной линии), охлаждающие валки, намотчики и пр. Экструдер и плоскощелевая головка, которые представлены двумя оптимизированными конструкциями, гарантируют высокую производительность линии. Кроме этого линия может быть полностью автоматизированной.
Передовые технологии и интеллектуальные методы производства используются в производственном процессе, включая экструдеры, плоскощелевые головки (формообразующие инструменты экструзионной линии), охлаждающие валки, намотчики и пр. Экструдер и плоскощелевая головка, которые представлены двумя оптимизированными конструкциями, гарантируют высокую производительность линии. Кроме этого линия может быть полностью автоматизированной.
Линия отливки пленки оснащена специальным шнеком и цилиндром. Специальный шнек-смеситель обеспечивает полную пластификацию и стабильную экструзию сырья. Цилиндр с воздухоохлаждаемым нагревательным устройством, гарантирует хорошую теплоотдачу и рассеивание. Благодаря специальной экструзионной головке высшего качества, она отличается долгим сроком службы и обеспечивает равномерную толщину пленки. Автоматически регулируемая головка и толщиномер также применяются для определения толщины пленки производственной линии, соответственно, позволяя производить необходимую регулировку.
Охлаждающий валик линии отливки пленки характеризуется большим диаметром, предлагая больший эффект охлаждения. Современная полностью автоматическая система намотки пленки устанавливает и сменяет рулоны пленки автоматически, не позволяя рулонам сминаться и обеспечивая ровные аккуратные края. Кроме этого система онлайн переработки обрезков пленки значительно снижает стоимость производства.
Вся экструзионная линия управляется ПЛК с интерфейсом «человек-машина», который упрощает процесс и техническое обслуживание оборудования. Электроаппаратура представлена лучшими брендами, такими как Siemens, ABB и Mitsubishi.
Компания Orient Machinery — это один из ведущих производителей линий отливки пленок в Китае. Мы предлагаем Вам широкий ассортимент продукции: линии литья тиснёной пленки, Линия по производству перфорированной пленки, экструзионные линии для производства мононити, оборудование для экструзионного покрытия и пр.
Другие продукты
-
- Оборудование для ламинацииОборудование для ламинации в основном состоит из системы распыления термоклея, устройств намотки и размотки с сервоуправлением, сервоустройства позиционного управления, системы автоматической коррекции с сервоприводом, интерфейса «человек-машина» и т.
 д.
д.
- Оборудование для ламинацииОборудование для ламинации в основном состоит из системы распыления термоклея, устройств намотки и размотки с сервоуправлением, сервоустройства позиционного управления, системы автоматической коррекции с сервоприводом, интерфейса «человек-машина» и т.
-
- Экструзионная линия для производства мононитиВ качестве сырья для экструзионной линии используется ПЭТФ, полиамид, полиэтилен и ПП, для производства мононити, предназначенной для изготовления различных изделий, таких как щетки, метлы, рыболовные лески и сети, канаты, швейные нити и пр. Процесс производства мононити главным …
Экструзионные линии для производства кабеля и провода
Производственная линия для наложения изоляции из полимерных материалов на металлическую токопроводящую жилу электрических кабелей. Возможен выпуск кабеля ВВГ, ТРП, ПУГНП, ПВС, ШВВП и др.
Принцип работы: неизолированная токопроводящая жила с барабана портального отдатчика через направляющее устройство с помощью гусеничной тяги податся в экструзионную головку. Расплавленный изоляционный материал из основного и дополнительного экструдеров под давлением поступает в экструзионную головку и непрерывно обволакивает токопроводящую жилу. На выходе из головки в зависимости от установленной матрицы изоляционный слой принимает необходимые геометрические размеры. Покрытая изоляцией жила проходит через измерительное и испытательное оборудование, ванну охлаждения, гусеничную тягу и поступает в портальный примник, где равномерно накладывается на примный барабан.
На выходе из головки в зависимости от установленной матрицы изоляционный слой принимает необходимые геометрические размеры. Покрытая изоляцией жила проходит через измерительное и испытательное оборудование, ванну охлаждения, гусеничную тягу и поступает в портальный примник, где равномерно накладывается на примный барабан.
Линия состоит из следующих основных компонентов: портальный отдатчик, направляющая кабеля, гусеничная тяга (2 шт.), основной экструдер, устройство нагрева/охлаждения шнека, устройство дозирования (2 шт.), вакуумный загрузчик (2 шт.), дополнительный экструдер, экструзионная головка, измеритель диаметра по двум осям (2 шт.), ванна охлаждения, высоковольтный испытатель изоляции, портальный примник, система управления линией (включая электрооборудование, необходимое для сборки линии). Технические характеристики линии: конструктивная скорость линии для отдатчика/примника 300 м/мин, высота оси оборудования 1000 мм.
Экструзионная линия 80/90/120/150 | ||||
Модель | 80/25 | 90/25 | 120/25 | 150/25 |
Отдающее устройство | ||||
Диаметр катушки | PN1600—PN2500 | PN1600—PN2501 | PN1600—PN2502 | PN1600 – PN3150 |
Экструдер | ||||
Диаметр сердечника кабеля | 5-25мм | 5-35мм | 30-75мм | 35-115мм |
Диаметр после нанесения пластиковой оболочки | 10-30мм | 10-40мм | 20-80мм | 40-120мм |
Производственная мощность экструдера | 170кг/ч | 260кг/ч | 450кг/ч | 680кг/ч |
Мощность двигателя | 30кВт | 55кВт | 110кВт | 160кВт |
Скорость вращения шнека | 10-100об/мин. | 10-100об/мин. | 10-100об/мин. | 10-100об/мин. |
Используемая мощность при нагревании | 30кВт | 40кВт | 60кВт | 80кВт |
Тяговое устройство | ||||
Количество цилиндров | 4 | 4 | 5 | 6 |
Мощность двигателя | 5.5 кВт | 5.5 кВт | 7.5 кВт | 11кВт |
Приемное устройство | ||||
Диаметр барабана | 1600—2500 | 1600—2501 | 1600—2502 | 1600 – 3150 |

Экструзионная линия для наложения силиконовой резины
Линия предназначена для наложения изоляции силиконовой резины (керамообразующей)
Основные параметры:
- макс.
 диаметр на входе: 3-7 мм
диаметр на входе: 3-7 мм - макс. диаметр оболочки: 5-10 мм
- отклонение наружного диаметра: ≤5%
- линейная скорость: ≤150 м/мин
- напряжение: 380V±10%
- установочная мощность: 37 кВт.
- высота до точки наложения: 1000 мм
Нагреватель
- возможность автоматически регулировать температуру нагрева.
- температура нагрева не более 150℃
45/16 экструдер
- диаметр шнека Ø45, соотношение диаметра к длине 16:1
- в центре шнека и втулке цилиндра имеет устройство охлаждения водой.
- на входе материалов установлено автоматическое устройство их подачи
- редуктор, скорость вращения ≤60 об/мин
- двигатель мощностью 37 кВт с частотным преобразованием.
| Оборудование для переработки полимерных материалов: линии экструзионные для производства полимерных труб, | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства пластиковой трубы со стекловолокном | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства труб | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионные линии для производства профилей, труб, шлангов и уплотнителей | 8477200000 |
| Экструзионные линии для производства профилей, труб, шлангов и уплотнителей | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства труб из полиэтилена низкого давления и полипропилена | 8477200000 |
Экструзионная линия по производству однослойных гофрированных труб, модель 110mm HDPE (продукция изготовлена в соответствии с директивой № 2006/42/CE » Безопасность машин и оборудования» от 29. 06.2006 года с изменениями от 06.2006 года с изменениями от | 8477200000 |
| экструзионные линии для производства профилей, труб, шлангов и уплотнителей, модели: YC315, 20/25, SJ25/25, SJ30/25, SJ35/30, SJ35/25, SJ45/25, SJ45/28, SJ50/25, SJ50/28, SJ65/25, SJ65/28, SJ65/30, SJ65/33, SJ75/30, SJ75/2 | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия по производству труб | 8477200000 |
| Оборудование для переработки полимерных материалов: линии экструзионные для производства однослойных труб, | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства труб из полиэтилена | 8477200000 |
| Оборудование для переработки полимерных материалов: Экструзионная установка, предназначенная для нанесения защитного слоя из полипропилена или полиэтилена на трубы, модель BRD50/38 | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия по производству трехслойной трубы, | 8477200000 |
| Оборудование для переработки полимерных материалов: линия экструзионная для производства профилей, труб, плит, листов, | 8477200000 |
| Экструзионная линия по производству труб | 8477200000 |
| Оборудование для переработки полимерных материалов: линии экструзионные для производства труб из полимеров, | 8477200000 |
| Оборудование для переработки полимерных материалов: линии экструзионные для производства однослойных труб из полиэтилена (HDPE), | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства трубы-оболочки | 8477200000 |
Оборудование для переработки термопластов в изделие: Экструзионная линия для производства Полипропиленовых труб диаметром от 20 мм до 63 мм с комплектом ЗИП для сборки и тех. обслужиания, модель LSJ- обслужиания, модель LSJ- | 8477100000 |
| Оборудование для переработки полимерных материалов: линии экструзионные для производства труб из полимеров | 8477200000 |
| Оборудование для обработки полимерных материалов: экструзионная линия для производства труб | 8477200000 |
| Оборудование по производству полимерных труб: линия экструзионная, состав: одношнековый экструдер, печь повторного нагрева, экструзионная головка, позиционирующая тележка | 8477200000 |
| Оборудование для переработки полимерных материалов: экструзионная линия для производства полиэтиленовых труб диаметром от 75 мм до 160 мм | 8477200000 |
| Оборудование для переработки полимерных материалов: оросительные ванны из нержавеющей стали SS304 для экструзионной линии в комплекте с насосом и заглушками для труб | 8477809900 |
| Оборудование технологическое для переработки полимерных материалов: экструзионная линия для производства труб | 8477200000 |
| Модель | SJSZ-51/105 |
| Высота экструзии | 1000 мм |
Макс. производительность производительность | 100 кг/ч |
| Высокоэффективные шнеки | |
| Количество шнекой | 2 шт. |
| Диаметр | 51 мм, 105мм |
| Отношение длины к диаметру | 23:1 |
| Эффективная длина | 1173 мм |
| Материал | 38CrMoAlA |
| Обработка поверхности | Азотирование и полировка |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | 850-950 HV |
| Скорость вращения | 1-32 об/мин |
| Цилиндр | |
| Материал | 38CrMoAlA |
| Обработка внутренней поверхности | Азотирование |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | ≥HV940 |
| Способ нагрева | Керамические нагреватели |
| Зоны нагрева | 4 зоны |
| Мощность нагрева | 8.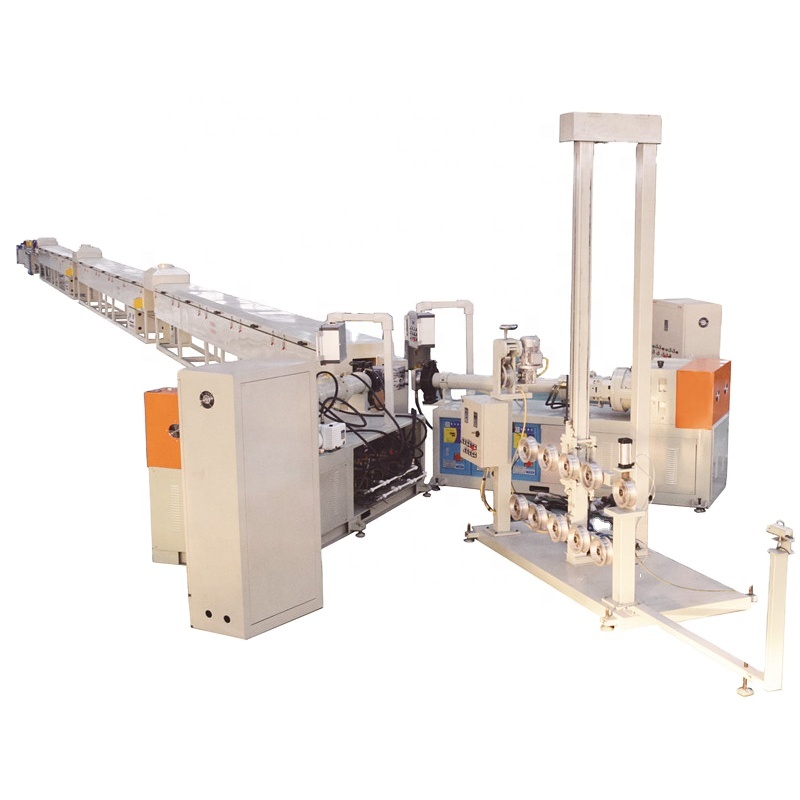 4 кВт 4 кВт |
| Система охлаждения | Воздушное охлаждение (вентилятор) |
| Зоны охлаждения | 3 зоны |
| Мощность охлаждения | 0.54 кВт |
| Редуктор | |
| Тип шестеренок | Винтовая зубчатая передача |
| Материал шестеренок | 20CrMoTi |
| Обработка поверхности шестеренок | Закалка |
| Материал осевого подшипника | 40Cr |
| Узел подачи сырья | |
| Материал | Q235 |
| Система охлаждения | Система водяного охлаждения |
| Автоматический загрузчик | |
| Метод подачи | Система вакуумного отсоса |
| Мощность | 1.1 кВт |
| Система дегазации | Система вакуумной дегазации |
| Вакуумный насос | 1 шт. |
| Мощность вакуумного насоса | 1.5 кВт |
| Давление | 0-0.075 МПа |
| Приводной двигатель | |
| Тип двигателя | Двигатель переменного тока, 22 кВт |
| Система управления | Частотный преобразователь ABB |
| Электрокомпоненты | Температурный контроллер RKC, контактор Schneider, система защиты от перегрузки, функция аварийной остановки. |
| Габариты | 3100 мм x 740 мм x 2200 мм |
| Вес | 3200 кг |
Многослойная экструзионная линия для производства нити для 3D-принтера на продажу
Нужно лить пластик? Тогда вперед! Купить. Линия экструзии нити для 3d-принтера от Alibaba.com и начните раскрывать свой творческий потенциал в изготовлении пластмассовых изделий. Это предлагает. Линия экструзии нитей для 3D-принтеров , продаваемая проверенными производителями и поставщиками как для личного, так и для промышленного использования. Линия для экструзии нитей для 3D-принтеров — это машины, творчески разработанные для производства непрерывных отрезков пластиковых деталей из определенного типа пластиковой смолы.Линия экструзии нитей для 3d-принтеров
Линия для экструзии нитей для 3D-принтеров — это машины, творчески разработанные для производства непрерывных отрезков пластиковых деталей из определенного типа пластиковой смолы.Линия экструзии нитей для 3d-принтеровиспользуется для создания ряда изделий, таких как пластиковые листы, стержни, нити и т. Д. Термопластические изделия этой категории в основном делятся на 3 класса — одношнековые, двух- или многошнековые машины и трамбовочные машины. . Линия для экструзии нитей для 3D-принтера обеспечивает специализированную переработку расплавленного пластика, который в конечном итоге превращается в тонкие пластмассовые изделия. Они бывают разных размеров и размеров. Мини. Линия экструзии нити для 3D-принтера также может быть приобретена на Alibaba.com, и это тоже по доступным ценам. Получите предложение прямо сейчас!
Линия экструзии нити для 3d принтера может быть стандартизирована или изготовлена на заказ. В любом случае некоторым особенностям машин уделяется особое внимание. Они. Линия для экструзии нитей для 3D-принтера гарантирует оптимальную производительность и качество. Они экономят много времени и труда. Вы можете выбирать из широко распространенного домена сложного. Линия для экструзии нитей для 3D-принтера с уникальными функциями, доступными на рынке.
Они. Линия для экструзии нитей для 3D-принтера гарантирует оптимальную производительность и качество. Они экономят много времени и труда. Вы можете выбирать из широко распространенного домена сложного. Линия для экструзии нитей для 3D-принтера с уникальными функциями, доступными на рынке.
Грядущее поколение — это эпоха высокоразвитого и оснащенного оборудования. Alibaba.com наводнен различными доменами. Экструзионная линия для производства волокон для 3d-принтера , которая идеально соответствует вашим требованиям. Как частные лица, так и оптовые торговцы всегда готовы удовлетворить все их личные и коммерческие потребности в покупках.
Экструдер — Экструзионная линия
Расширенный поиск
Связанные отрасли
Добавить запрос
Добавить запрос
Добавить запрос
Двухвинтовой станок для производства жестких труб из ПВХ
Категория: Экструзионные линии для труб и профилей
На протяжении семнадцати лет TWISIC разрабатывает и производит полностью компьютеризированные линии для экструзии труб. Линия экструзии труб из ПВХ — одно из наших специализированных направлений.
Линия экструзии труб из ПВХ — одно из наших специализированных направлений.
Параллельный сдвоенный винт … Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Пламенный ламинатор
Категория: Машины для экструзионного ламинирования
Пламенный ламинатор SA-6AF — это ламинатор для ламинирования листов пенопласта с различными типами тканей с использованием газовой горелки.Горелка установлена на всю рабочую ширину и плавит т … Подробнее
Добавить запрос
Экструзионная линия для производства профилей из ДПК
Категория: Экструзионные линии для производства пленок и листов
Новый композит пластик-дерево похож на дерево по внешнему виду, ощущениям и запаху, но с лучшими характеристиками, чем дерево. Устойчив к воде, насекомым, коррозии и плесени. Идеально подходит для применения в . .. Подробнее
.. Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Экструзионная линия для производства моноволокна PA / PET (серия JC-MNN)
Категория: Экструзионные линии для волокон и пряжи
Линия для экструзии моноволокна серии JC-MNN разработана с двухступенчатой вытяжкой
и дополнительной термофиксацией.Линия
специально разработана для обработки полиамида (PA6, 6.6), полиэстера (PE … Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Выдувная пленка ABA (серия JC-ABA)
Категория: Экструдеры для выдувной пленки
СерияJC-ABA — 3-слойная коэкструзионно-раздувная пленка — это идеальное решение для производства высококачественной пленки при более низких производственных затратах.
Линия совместной экструзии трех слоев ABA состоит из двух . .. Подробнее
.. Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Машина для экструзии с раздувом HDPE
Категория: Экструдеры для выдувной пленки
Машина для выдувания пленки HDPE
В течение последних 30 лет мы продолжали получать очень хорошую репутацию от наших клиентов по всему миру за нашу качественную продукцию и удовлетворительное обслуживание.Детали
Добавить запрос
Двухполосная машина для производства цветной экструзии с раздувом
Категория: Экструдеры для выдувной пленки
TCP-H разработан с двумя независимыми двигателями, редукторами и экструдерами для производства пленки с двухцветными полосами.
TCP-SE разработан с одним двигателем, одним редуктором и двумя экструдерами для производства пленки … Подробнее
Добавить запрос
Линия ламинирования (FIBC, брезент)
Категория: Машины для экструзионного ламинирования
Ламинирование плоской ткани из полипропилена или полиэтилена высокой плотности. Высокий уровень техники нанесения покрытия обеспечивает гладкую и ровную поверхность покрытия, что снижает количество отходов материала, сохраняя при этом высочайшее качество … Подробнее
Высокий уровень техники нанесения покрытия обеспечивает гладкую и ровную поверхность покрытия, что снижает количество отходов материала, сохраняя при этом высочайшее качество … Подробнее
Добавить запрос
Машина для производства двухшнековых конических листов
Категория: Экструзионные линии для производства пленок и листов
Предварительное формование листов для резиновой, пластмассовой и химической промышленности
Эта новая модель КОНУСНОГО ДВУХВИНТОВАЯ МАШИНА ДЛЯ ПРЕФОРМОВАНИЯ ЛИСТОВ используется для смешивания резиновой смеси после DISPERSION KNEADER co…Детали
Добавить запрос
Добавить запрос
Машина для сухого ламинирования (серия WDL)
Категория: Машины для экструзионного ламинирования
В ответ на массовый спрос на различные материалы и различные методы на рынках гибкой упаковки, WORLDLY предлагает многофункциональные сушильные машины для ламинирования WDL в качестве окончательного решения . .. Подробнее
.. Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Машина для производства трехслойной экструзионной пленки с раздувом
Категория: Экструдеры для выдувной пленки
В настоящее время гибкая упаковка заменяет контейнеры, для производства которых требуется много энергии, такие как древесина, бумажные коробки, стекло и сталь.Поскольку гибкая упаковка требует более низких температур … Подробнее
Добавить запрос
Добавить запрос
Добавить запрос
Bausano начинает продажи двух экструдерных линий в США и Канаде.
Двухшнековые экструдеры Bausano MD Plus и MD Nextmover подходят для производства различных продуктов, в том числе материалов, используемых в медицинской промышленности.
Баусано и Фигли С.П.А.
Bausano, итальянский производитель экструдеров, представил две двухшнековые экструзионные системы на рынках США и Канады.
Линии MD Plus и MD Nextmover лучше всего подходят для экструзии труб, профилей, гранул, древесно-пластиковых композитов (WPC) и материалов, используемых в медицинской промышленности.
Линия MD Nextmover недавно была представлена во всем мире, а линия экструдера MD Plus недавно вышла на рынки США и Канады, сообщил представитель компании.
Две линии оснащены запатентованной и недавно модернизированной системой трансмиссии Bausano Multidrive, которая включает взаимопроникающие и встречно вращающиеся винты с недавно разработанными двигателями. В коробке передач компания представила шлифованные косозубые шестерни, которые по сравнению с цилиндрическими шестернями обеспечивают большую точность, снижение шума и более равномерное распределение крутящего момента. Кроме того, использование передовых подшипников и высокоэффективных двигателей оптимизирует энергопотребление трансмиссии Multidrive.
«Наши экструзионные линии являются результатом передовых разработок, сочетающих инновации с более чем 70-летним ноу-хау в процессах переработки пластмасс», — сказал Клементе Баусано, вице-президент Bausano. «Наша система Multidrive повысила эффективность и срок службы нашего оборудования».
«Наша система Multidrive повысила эффективность и срок службы нашего оборудования».
Технология Multidrive снижает нагрузку на валы двигателя, шестерни и винты. На более крупных экструдерах система Multidrive System 4×2 распределяет крутящий момент на две пары двигателей (всего четыре двигателя).На небольших экструдерах система Multidrive System 2×2 распределяет деформацию крутящего момента по одной паре двигателей, что уменьшает общие размеры меньших экструдеров и оптимизирует работу редуктора.
Технология Multidrive обеспечивает большую мощность для винтов, большую точность скорости и меньшее потребление энергии, чем традиционные системы, говорится в сообщении компании. По сравнению с традиционными системами, система Multidrive также снижает вероятность неисправностей в результате чрезмерной нагрузки на механические компоненты.По заявлению компании, эта технология может привести к увеличению среднего срока службы машины. Один статический преобразователь частоты, инструмент, способный обеспечить постоянное вращение и идеальную синхронизацию, управляет работой двигателей.
Линия MD Nextmover оснащена совершенно новой системой Digital Extruder Control 4.0 с емкостным мультисенсорным панорамным экраном. Он постоянно контролирует систему, обрабатывая данные и графики в режиме реального времени. Он точно анализирует условия экструзии и расход на каждой стадии производственного процесса.MD Nextmover также включает в себя систему Smart Energy, которая использует переменное электромагнитное поле для нагрева бочки, что обеспечивает максимальную энергоэффективность.
Обе двухшнековые линии также оснащены многоступенчатыми упорными подшипниками, которые рассчитаны на утроение динамической нагрузки и позволяют экструдерам обрабатывать большие объемы продукта.
Штаб-квартира Bausano находится недалеко от Турина, Италия, а производственные мощности расположены в Бразилии и Индии. На североамериканском рынке она представлена двумя агентами.
Брюс Гейзельман, старший репортер
Для получения дополнительной информации:
Bausano & Figli SpA. , Ривароло Канавезе, Италия, [email protected], www.bausano.us, www.bausano.us
, Ривароло Канавезе, Италия, [email protected], www.bausano.us, www.bausano.us
Mercer Process Equipment Inc., Хьюстон, 713-984-1282, www.mercersales.com
IMS Tri Mechanical LLC, Освего, Иллинойс, 630-636-7411, www.imspt.com
Модернизация линии экструдера
Модернизация линии экструзии
Модернизация линии экструзии
Дает новую жизнь вашей старой экструзионной линии
Автоматический клапан управления потоком Layflat
9000 Калибровка Когда обновление не является обновлением? Когда ваши инвестиции в новые средства управления не предоставляют вам дополнительных возможностей, помимо тех, которые у вас есть сегодня.Обновление по определению — это повышение до более высокого стандарта, и это именно то, что мы делаем! Решение для управления GENESIS — это больше, чем управление нагревом и скоростью, это проверенная архитектура, которая предоставляет вам расширенные функции, позволяющие лучше управлять процессом и производительностью, в дополнение к системе, которую легче понять и диагностировать.
ICT рекомендует и напрямую взаимодействует с D.R. Joseph, независимо от того, хотите ли вы интегрироваться с существующим элементом управления или у вас есть такой элемент, мы можем работать с D.Р. Джозеф, чтобы получить то, что вам нужно. Новейшая система IBC 3-го поколения может повысить производительность на 25–50% при добавлении контроля IBC к линии экструзии с раздувом и на 8-15% в производстве по сравнению с конкурирующими системами IBC на рынке. Система 3-го поколения гарантирует такую скорость, обеспечивая чрезвычайно жесткий контроль плоской поверхности, оптимизируя поток воздуха на входе и выходе из ваших систем и обеспечивая более высокую скорость обмена охлаждающего воздуха при сохранении точного контроля вашей плоской поверхности.
Не уверен? Сравните наши возможности с другими парнями!
Когда обновление не является обновлением? Когда ваши инвестиции в новые средства управления не предоставляют вам дополнительных возможностей, помимо тех, которые у вас есть сегодня. Обновление по определению — это повышение до более высокого стандарта, и это именно то, что мы делаем! Решение для управления GENESIS — это больше, чем управление нагревом и скоростью, это проверенная архитектура, которая предоставляет вам расширенные функции, позволяющие лучше управлять процессом и производительностью, в дополнение к системе, которую легче понять и диагностировать.
Обновление по определению — это повышение до более высокого стандарта, и это именно то, что мы делаем! Решение для управления GENESIS — это больше, чем управление нагревом и скоростью, это проверенная архитектура, которая предоставляет вам расширенные функции, позволяющие лучше управлять процессом и производительностью, в дополнение к системе, которую легче понять и диагностировать.
GENESIS серии дает новую жизнь вашей старой экструзионной линии! Используя Siemens Control, мы можем:
E930 — Центровка экструзионных машин
Система Easy-Laser® E930 позволяет измерять трубы диаметром до 50 мм на расстоянии до 40 м.Лазерный луч передатчика можно сравнить с абсолютно прямой и невесомой линейкой, то есть идеальной отправной точкой для точных измерений.
Во время процедуры юстировки детектор и шпиндель вращаются, что приводит к самокалибровке системы. Таким образом, вы можете определить, как проходит центральная линия шпинделя относительно центра трубы на впускном конце.
Задокументируйте результаты измерений
Измеренное значение детектора передается на дисплей по беспроводной сети, что означает, что можно более свободно проводить измерения.В измерительной системе есть программы, которые помогут вам шаг за шагом, используя четкую графику на большом 5,7-дюймовом цветном экране. Вы также можете подготовить полную документацию для своей измерительной работы с прямым созданием отчетов в формате PDF и программ баз данных для ПК, например.
Множество причин для совмещения
Центр вала редуктора должен совпадать с центральной линией трубы экструдера. В противном случае винт на впускном конце будет прижат к трубке, что приведет к ненормальному износу как винта, так и трубки, а также к увеличению потребления энергии.Этот износ также может привести к образованию металлических фрагментов в производимом материале. Важно, чтобы труба экструдера была прямой, чтобы шнек ни в какой части не упирался в трубу, что может привести к ненормальному износу и фрагментам металла в производимом материале. Мы также получим более равномерную температуру производимого материала, что в конечном итоге приведет к лучшему продукту.
Мы также получим более равномерную температуру производимого материала, что в конечном итоге приведет к лучшему продукту.
Полная система со всеми программами измерения
Easy-Laser® E930 представляет собой законченную систему с лазерным передатчиком, детектором и дисплеем.Вы также можете добавить другие детали из нашего обширного ассортимента, чтобы создать систему, которая соответствует вашим конкретным потребностям и требованиям, поскольку все программы измерений включены в стандартную комплектацию. Например, добавьте оборудование для центровки валов для других вращающихся машин и лазеры для измерения плоскостности.
Bandera: Линия для экструзии пятислойной экструзионной пленки с раздувом
Bandera представит линию для совместной экструзии пятислойной пленки, полученной экструзией с раздувом.В основном это современная линия для экструзии белой и черной пленки с симметричной структурой и с барьером из coPA или EVOH в среднем слое, а также для ламинирования и гибкой упаковки. Строка, представленная на выставке, будет включать, среди прочего: дозирующее устройство для сырья с системой непрерывного дозирования потери веса, с возможностью работы с 20 компонентами вместе, имеющую для каждого экструдера систему подачи мощности; Экструзионное оборудование со средним одношнековым экструдером мод.TR 50, четырехсторонний одношнековый экструдер мод. TR 65, с электроприводом переменного тока для низкого энергопотребления, биметаллический цилиндр, терморегулируемая зона подачи; соэкструзионная спиральная экструзионная головка с боковой подачей, с головкой диаметром 400 мм; другие характеристики: усовершенствованная система пузырькового охлаждения (IBC) со специальным программным обеспечением для управления; охлаждающее кольцо с особой геометрией, обеспечивающей идеальное попадание воздушного потока на пузырек, регулируемое по высоте с дистанционным управлением; Пузырьковая направляющая клетка с системой пылеудаления для поддержания чистоты всех секций клетки.
Строка, представленная на выставке, будет включать, среди прочего: дозирующее устройство для сырья с системой непрерывного дозирования потери веса, с возможностью работы с 20 компонентами вместе, имеющую для каждого экструдера систему подачи мощности; Экструзионное оборудование со средним одношнековым экструдером мод.TR 50, четырехсторонний одношнековый экструдер мод. TR 65, с электроприводом переменного тока для низкого энергопотребления, биметаллический цилиндр, терморегулируемая зона подачи; соэкструзионная спиральная экструзионная головка с боковой подачей, с головкой диаметром 400 мм; другие характеристики: усовершенствованная система пузырькового охлаждения (IBC) со специальным программным обеспечением для управления; охлаждающее кольцо с особой геометрией, обеспечивающей идеальное попадание воздушного потока на пузырек, регулируемое по высоте с дистанционным управлением; Пузырьковая направляющая клетка с системой пылеудаления для поддержания чистоты всех секций клетки.
На входе в группу намотки размещается отвод для обеспечения идеального натяжения пленки. Двухпозиционный намоточный центр предлагает конфигурацию «спина к спине» и метод работы в соответствии с размером производимой пленки: поверхностная намотка, осевая намотка (с контролем зазора или без него), комбинированная намотка, а также намотка с противовращением. Контроль натяжения пленки осуществляется с помощью высокочувствительных ячеек нагрузки со встроенной цифровой регулировкой в управляющем ПЛК.
Двухпозиционный намоточный центр предлагает конфигурацию «спина к спине» и метод работы в соответствии с размером производимой пленки: поверхностная намотка, осевая намотка (с контролем зазора или без него), комбинированная намотка, а также намотка с противовращением. Контроль натяжения пленки осуществляется с помощью высокочувствительных ячеек нагрузки со встроенной цифровой регулировкой в управляющем ПЛК.
www.luigibandera.com
Линия соэкструзии пятислойной экструзионной пленки (фото: Bandera)
Экструзионная линия для производства монолентыBarmag на продажу б / у
| Станок | Линия экструзии ленты Barmag |
| Регистрационный номер | E16044 |
| Изготовитель станка | Бармаг Заурер |
| Модель | Evotex ll-1000 |
| Тип экструдера | Другое |
| Год | 2005 |
| Количество слоев | 1 |
| Диаметр матрицы | 800 мм (длина) |
| Диаметр винта (ов) | 90 мм |
| Винт (ы) отношения L / D | 28D |
Материал и мин. — макс. Толщина — макс. Толщина | 850 — 2000 ден |
| Макс.ширина пленки | 700 мм |
| Макс. выход | ок. 250 кг. Час |
| Производитель перемотки | Бармаг Заурер |
| Тип перемотки | ATW 200 C |
| Макс. диаметр барабана перемотки | 35 мм, 120 штук |
| Тип устройства смены экрана | Autotmatic |
| Дозирующий блок | Гравиметрический |
| в том числе | Система подачи кромок Насос расплава 2 ножа Компрессор Теплообменник |
 Несмотря на то, что они считаются верными, представленные спецификации и списки машин основаны исключительно на тех, которые предоставлены первоначальными владельцами.
Несмотря на то, что они считаются верными, представленные спецификации и списки машин основаны исключительно на тех, которые предоставлены первоначальными владельцами. Экструдеры
Экструзию в производстве гибкой упаковки можно условно разделить на три вида экструзии: линии экструзии с раздувом пленки, линии экструзии литой пленки и линии экструзии БОПП.
Экструзия пленки с раздувом
Экструзия пленки с раздувом — это наиболее распространенная технология производства пластиковой пленки. Экструзия пленки с раздувом обычно осуществляется вертикально вверх.
Пленка изготовлена из полимерного материала. Эти полимеры обычно имеют форму гранулята. Этот материал плавится, а затем проталкивается или экструдируется через фильеру. Воздух поступает через отверстие в центре матрицы. Это давление вызывает образование пузыря. Этот пузырь представляет собой тонкий слой пленки.Пленка вытягивается из фильеры вверх для охлаждения и наматывается на рулон.
Это давление вызывает образование пузыря. Этот пузырь представляет собой тонкий слой пленки.Пленка вытягивается из фильеры вверх для охлаждения и наматывается на рулон.
Экструзия пленки методом экструзии с раздувом состоит из различных слоев, чем больше слоев, тем толще пленка. Процесс с большим количеством слоев называется соэкструзией.
Линии для литья пленки
В процессе экструзии литья полимер проходит через систему плоских фильер. Для однослойной экструзии требуется только фильера. Для совместной экструзии, помимо фильеры, вам также понадобится фидблок.
Экструдеры плавят и перемешивают материал, фильтруют его, и он подается в систему фильер.Расплавленная завеса поступает в охлаждающую установку сразу после выхода из фильеры. Рулон, охлаждаемый водой, заморозит пленку.
Края будут обрезаны, и при необходимости будет применена коронарная обработка. Последний этап процесса — наматывание пленки на рулоны.
Экструзионные линии BOPP
BOPP — это полипропиленовые пленки с двухосной ориентацией. Пленки БОПП широко используются с момента появления пленки 35 лет назад. Пленка БОПП растягивается в двух разных направлениях: направлении машины и направлении поперек машины.При этом пленка меняется: становится труднее растягиваться, прочность на разрыв становится выше и жестче. Также улучшается барьер для воды и газов, а оптика пленки превосходна.
Пленки БОПП широко используются с момента появления пленки 35 лет назад. Пленка БОПП растягивается в двух разных направлениях: направлении машины и направлении поперек машины.При этом пленка меняется: становится труднее растягиваться, прочность на разрыв становится выше и жестче. Также улучшается барьер для воды и газов, а оптика пленки превосходна.
- Экструзионная линия
- Mono
- Barmag
- Ленточная линия
[tab-area1]
[tab-area2]
[tab-area3]
.