Ленточный конвейер
ЛЕНТОЧНЫЙ КОНВЕЙЕР (а. belt соnveyor; н. Bandforderer, Gurtforderer; ф. соnvoyeur а bande, bande transporteuse, tapis roulant; и. transportador de (а) cinta, transportador por banda) — транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. Лента приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам.
Начало применения ленточных конвейеров в горной промышленности России связано с получением в 1861 А. Лопатиным «привилегии» (авторского свидетельства) на изобретённую им транспортирующую машину «песковоз», предназначавшуюся для работы на золотых приисках. В CCCP первые подземные ленточные конвейеры появились в шахтах Донбасса в 1931, а их серийный выпуск был начат в 1936. В дальнейшем применение конвейерного транспорта на угольных шахтах с каждым годом неизменно возрастало и в 1979 достигло 26% в горизонтальных выработках и 80% в наклонных. На открытых угольных разработках начало применения ленточных конвейеров относится к 1935 (Храмцовский карьер Черемховского месторождения), затем они получили распространение на крупных карьерах (Коркинский, Богословский и др.). Позднее, с развитием на рудных карьерах циклично-поточной технологии, мощные ленточные конвейеры начали применять там в качестве подъёмных. Современные ленточные конвейеры имеют унифицированные конструкции, дающие возможность блочной комплектации и взаимозаменяемости отдельных узлов и элементов приводов, а также ставов разных типоразмеров.
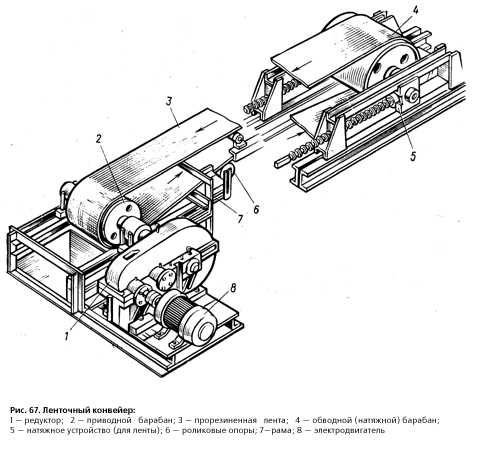
Основные элементы конструкции ленточных конвейеров (рис. 1): лента конвейерная, привод, став с роликоопорами, загрузочное и натяжное устройство.
Кроме того, на ленточные конвейеры устанавливают ловители ленты, механизмы для её очистки, взвешивания груза и др. Привод состоит из электродвигателя, редуктора, соединительных муфт, тормоза и приводного барабана (барабанов). Различают несколько схем приводов по числу и месту установки барабанов (рис. 2).
Став ленточного конвейера делается с «жёсткими» и шарнирно-подвесными роликоопорами (рис. 3) — три или пять роликов на грузовой ветви ленты и один или два на порожняковой.
Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройства ленточного конвейера, используемые при работе экскаваторов непрерывного действия (роторных, цепных), имеют вид приёмной воронки с бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройства — барабанная электролебёдка с системой канатных блоков, на стационарных ленточных конвейерах — иногда механизмы гравитационное типа.
По области применения, конструкции и параметрам (табл.) подземные ленточные конвейеры подразделяются на пять групп.
Первая — ленточные конвейеры для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°. Вторая — для горизонтальных и слабонаклонных выработок. Третья — для уклонов с углом до 18°. Четвёртая — для бремсбергов с углом до 16°. Пятая — для наклонных стволов и главных уклонов с углом от 3 до 18°.
Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология).
Основной расчёт ленточного конвейера заключается в определении ширины ленты, её наибольшего натяжения и мощности двигателей по требуемой производительности конвейера, длине и углу наклона установки. Производительность ленточного конвейера зависит в основном от ширины ленты и скорости её движения.
В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в ФРГ при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в ГДР) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы и безопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопор и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
www.mining-enc.ru
Ленточный конвейер — это… Что такое Ленточный конвейер?
- Ленточный конвейер
- (a. belt conveyor; н. Bandforderer, Gurtforderer; ф. convoyeur а bande, bande transporteuse, tapis roulant; и. transportador de (a) cinta, transportador por banda) — транспортирующее устройство непрерывного действия c объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. Лента приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. B шахтах и карьерах Л. к. служат для транспортирования п. и. и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горн. предприятий, подъёма их на поверхность и последующего перемещения к обогатит. ф-ке или погрузочному пункту внеш. транспорта, a породы — в отвал. Л. к. применяют также для доставки п. и. от горн. предприятия непосредственно к потребителю (напр., угля на теплоэнергоцентраль или руды на металлургич. з-д). B шахтах специально приспособленные Л. к. используются иногда для перемещения людей по наклонным выработкам.
Осн. элементы конструкции Л. к. (рис. 1): Лента конвейерная, привод, став c роликоопорами, загрузочное и натяжное устройство.
Рис. 1. Схема наклонного стационарного ленточного конвейера: 1 — разгрузочная головка; 2 — привод; 3 — конвейерный став c роликоопорами; 4 — лента; 5 — загрузочное устройство; 6 — натяжное устройство.
Кроме того, на Л. к. устанавливают ловители ленты, механизмы для её очистки, взвешивания груза и др. Привод состоит из электродвигателя, редуктора, соединит. муфт, тормоза и приводного барабана (барабанов). Различают неск. схем приводов по числу и месту установки барабанов (рис. 2).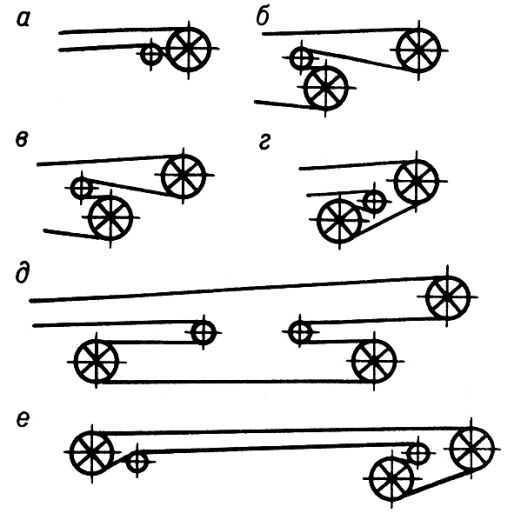
Рис. 2. Схемы обводки ленты по барабанам приводов ленточных конвейеров: a и б — однобарабанная; в и г — двухбарабанная; д — трёхбарабанная; e — двухбарабанная в головной и однобарабанная в хвостовой частях.
Став Л. к. делается c «жёсткими» и шарнирно-подвесными роликоопорами (рис. 3) — три или пять роликов на грузовой ветви ленты и один или два на порожняковой.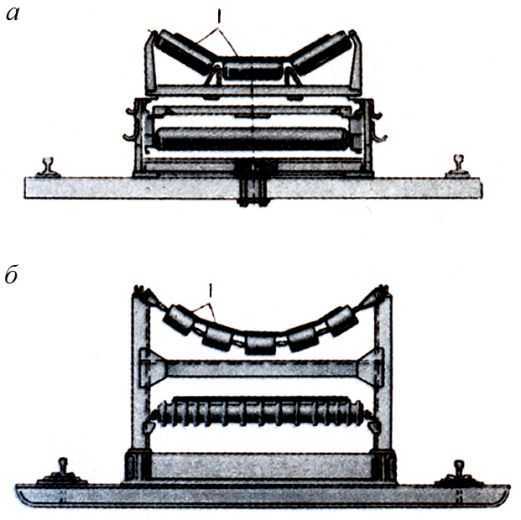
Рис. 3. Схема линейных секций передвижных ленточных конвейеров c жёсткими (a) и шарнирно-подвесными (б) роликоопорами; 1 — ролики.
Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройствa Л. к., используемые при работе экскаваторов непрерывного действия (роторных, цепных), имеют вид приёмной воронки c бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройствa — барабанная электролебёдка c системой канатных блоков, на стационарных Л. к. — иногда механизмы гравитац. типа.
Пo области применения, конструкции и параметрам (табл.) подземные Л. к. подразделяются на пять групп.
Первая — Л. к. для примыкающих к лавам трансп. выработок c углом наклона от -3 до +6°. Вторая — для горизонтальных и слабонаклонных выработок. Третья — для уклонов c углом до 18°. Четвёртая — для бремсбергов c углом до 16°. Пятая — для наклонных стволов и гл. уклонов c углом от 3 до 18°.
Карьерные Л. к. (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью нек-рых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальныx Л. к. монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). Пo рельсам забойного Л. к. передвигается загрузочная тележка c приёмной воронкой и питателем, отвального Л. к. — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный Л. к. устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарныx Л. к. собирают на почве, бетонной дорожке или лежнях, a привод и натяжное устройство монтируют на фундаменте. Ha рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое Л. к. стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), a при дроблении в стационарной дробилке — Л. к. стационарного типа для подъёма (циклично-поточная технология).
B горнорудной пром-сти на подъёмах крупнодроблёной руды из карьеров производительность Л. к. обычно до 6000 т/ч, шир. ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина Л. к. в одном ставе от неск. м до 10-15 тыс. м. Факторы, ограничивающие применение Л. к.: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона Л. к., к-рый (за исключением спец. типов Л. к.) для большинства грузов не превышает 16-18°. Наивысшая производительность Л. к. (достигнутая на буроуг. открытых разработках в ФРГ при шир. ленты 3000 мм и скорости 6-7 м/c) 30 тыс. т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Зап. Caxape от карьера до океанского порта) 100 км, макс. мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/c, a в отд. случаях (на транспортно-отвальном мосту в ГДР) 10 м/c. Применение автоматики обеспечивает плавность пуска Л. к., возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматич. контроля (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации кол-ва перемещаемого на ленте груза и др.
Горная энциклопедия. — М.: Советская энциклопедия. Под редакцией Е. А. Козловского. 1984—1991.
- Ленточные глины
- Леонтовский П. М.
Смотреть что такое «Ленточный конвейер» в других словарях:
ленточный конвейер — Конвейер, грузонесущим и тяговым элементом которого является замкнутая лента. [ГОСТ 18501 73] Тематики конвейер EN band conveyer DE Bandförderer FR convoyeur à bande … Справочник технического переводчика
Ленточный конвейер — Основная статья: Конвейер … Википедия
Ленточный конвейер — 2. Ленточный конвейер D. Bandförderer Е. Band conveyer F. Convoyeur à bande Конвейер, грузонесущим и тяговым элементом которого является замкнутая лента Источник: ГОСТ 18501 73: Оборудование подъемно транспортное. Конвейеры, тали … Словарь-справочник терминов нормативно-технической документации
ленточный конвейер — rus ленточный конвейер (м) eng belt conveyor fra convoyeur (m) à courroie, transporteur (m) à courroie, convoyeur (m) à bande deu Gurtbandförderer (m) spa transportador (m) de correa, transportador (m) de cinta … Безопасность и гигиена труда. Перевод на английский, французский, немецкий, испанский языки
ленточный конвейер — juostinis konvejeris statusas T sritis automatika atitikmenys: angl. band conveyor; belt conveyor; canvas conveyor; ribbon conveyor vok. Band, n; Bandförderanlage, f; Bandförderer, m, m; Förderband, n; Gurtförderer, m rus. ленточный конвейер, m… … Automatikos terminų žodynas
ленточный конвейер — ленточный транспортёр … Cловарь химических синонимов I
ЛЕНТОЧНЫЙ КОНВЕЙЕР — конвейер, у к рого грузонесущим и одновременно тяговым органом является гибкая лента из прорезин. ткани, тонкого стального цельнокатаного полотна или плетёная из стальной проволоки. Л. к. используются во всех отраслях пром сти, с. х ва, в стр ве… … Большой энциклопедический политехнический словарь
ЛЕНТОЧНЫЙ КОНВЕЙЕР — конвейер, у которого грузонесущим и одновременно тяговым органом является гибкая лента из прорезиненной ткани или лента проволочного плетения. Для гладкой ленты предельный угол наклона ленточного конвейера к горизонтали принимается: для… … Металлургический словарь
ленточный конвейер — [belt conveyor] конвейер в виде гибкой ленты из прорезиненной ткани, которая спрофилирована в виде желоба поддерживающими ее роликами и приводится в движение от станции натяжения; применяется для транспортирования сыпучих материалов, например, в… … Энциклопедический словарь по металлургии
Ленточный конвейер — транспортирующая машина непрерывного действия с рабочим органом в виде ленты (см. Лента конвейерная). Л. к. один из наиболее распространённых типов Конвейеров, служит для перемещения насыпных и штучных грузов в горизонтальной плоскости… … Большая советская энциклопедия
Книги
- Война и мода. От Петра I до Путина, Хорошилова Ольга Андреевна. Война — популярная тема в современной России. Кажется, война интересует всех, она в моде. Но эта тема заняла свое место в русской культуре давно, еще в эпоху Петра I. Всвоей новой книге… Подробнее Купить за 2331 руб
- Война и мода. От Петра I до Путина, Хорошилова Ольга Андреевна. Война — популярная тема в современной России. Кажется, война интересует всех, она в моде. Но эта тема заняла свое место в русской культуре давно, еще в эпоху Петра I. Всвоей новой книге Ольга… Подробнее Купить за 2057 руб
- Война и мода. От Петра I до Путина, Хорошилова О.А.. Война — популярная тема в современной России. Кажется, война интересует всех, она в моде. Но эта тема заняла свое место в русской культуре давно, еще в эпоху Петра I. В своей новой книге… Подробнее Купить за 1766 руб
dic.academic.ru
Ленточные конвейеры: устройство, принцип работы и особенности монтажа
О том, что такое ленточный конвейер говорить не нужно, верно? Хотя для тех, кто не знает, все же напомним. Ленточный конвейер – складское оборудование, используемое для транспортировки, погрузки-выгрузки разных грузов.

Ленточный конвейер
Чаще всего они используются в животноводческом сегменте – например, для транспортировки зерна. Также существуют модели для песка, мешков и т.д. На самом деле классификация ленточных конвейеров очень обширная, поэтому этот вопрос рассматривался отдельно.
Кстати, эти конвейеры еще называют транспортерами. То есть, «ленточный конвейер» и «ленточный транспортер» – это одно и то же складское оборудование.
Широкое распространение данная техника получила благодаря своей универсальности. Она позволяет транспортировать пищевые и непищевые грузы разных размеров и массы. А еще ленточный конвейер отличается конструктивной простотой, легкостью ремонта и обслуживания, что тоже сыграло свою роль.
Устройство ленточного конвейера
Устройство ленточного конвейера показано на следующем изображении:

Устройство ленточного конвейера
Как видно из рисунка, ленточный транспортер состоит из:
- натяжной станции;
- приводной станции;
- разгрузочной тележки;
- роликоопор;
- опорных металлоконструкций.
Натяжная станция оборудована неприводным барабаном, натяжным винтовым устройством и рамой натяжки, а приводная – приводным барабаном, зубчатой и упругой втулочно-пальцевой муфтами, двигателем, редуктором и рамой привода.
Благодаря такому простому устройству монтаж ленточного транспортера на складе выполняется быстро и особых трудозатрат не требует.
Принцип работы ленточного конвейера
Самая простая стационарная схема ленточного конвейера выглядит следующим образом:
Схема ленточного конвейера
Принцип работы ленточного конвейера довольно прост. Бесконечная гибкая лента, опираясь на верхние и нижние роликоопоры, огибает расположенные по концам оборудования приводной и натяжной барабаны. Она располагается либо перпендикулярно горизонтальной линии, либо под углом 1-30 градусов.
Ширина ленты может составлять 100-3500 мм. Устанавливать можно ленту:
- ПВХ – толщиной 1-4 мм;
- резинотканевую – толщиной 5-20 мм;
- резинотросовую – обладает высокой прочностью, что повышает производительность техники.
Длина ленточного конвейера выбирается с учетом требований заказчика и может быть от 1 до 100 метров. Скорость работы зависит от материала ленты и варьируется в пределах 0,1-5 м/с.
В небольших по длине конвейерах, используемых для транспортировки штучных грузов, лента скользит по металлическому или деревянному настилу.
В движение лента приводится за счет приводного барабана, а требуемое натяжение получает от натяжного барабана. Для погрузки сыпучих материалов на рабочую поверхность применяется загрузочная воронка – обычно ее монтируют в начале оборудования, над концевым барабаном. Разгрузку материалов делают на конце устройства с приводного барабана. Но разгрузка может быть промежуточной: для этого используют передвижную тележку или стационарный плужковый сбрасыватель. Поток сбрасываемой с барабана продукции направляется разгрузочной коробкой.
Принцип работы плужкового сбрасывателя
Для очистки ленты от остатков груза на оборудование монтируют устройства с вращающимися щетками (из резины, капрона) или неподвижные скребки. Их наличие является обязательным, поскольку налипание груза на роликах приводит к их неравномерному вращению и ускоренному износу ленты. Эффективным решением для очистки ленты считается вращающийся барабан, оснащенный спиральными скребками.
Двусторонний плужковый сбрасыватель
Чтобы лучше понять принцип работы ленточного транспорта, рекомендуем посмотреть следующее видео:
Этот наклонный ленточный транспортер имеет длину 12 метров и отлично подходит для загрузки сыпучих, штучных, кусковых грузов на следующий уровень или непосредственно в транспорт.Особенности монтажа ленточного конвейера
Одним из преимуществ данного оборудования является его легкость, с которой можно собирать-разбирать оборудование на складе. Ведь конструкция ленточного конвейера несложная. Все его элементы устанавливаются на металлоконструкциях, которые крепятся на несущих частях объекта или на фундаменте.
Разгрузочная коробка, привод и металлоконструкция, на которой закреплен приводной барабан, называется приводной станцией. Натяжная станция имеет аналогичную конструкцию, но с натяжным устройством. Средняя часть оборудования изготавливается в виде отдельных линейных секций одинакового размера.
В общем, монтаж ленточного конвейера сводится к соединению линейный секций, переходных участков, натяжной и приводной станций болтами.
При транспортировке сыпучих грузов устанавливаются роликовые опоры – для придания ленте желобчатой формы. Производительность в данном случае возрастает в 2 раза по сравнению с техникой, имеющей плоскую ленту.
Для промежуточной разгрузки сыпучих грузов в стороны от ленты можно использовать сбрасывающие тележки, а для сыпучих и штучных грузов – плужковые сбрасыватели.

Сбрасывающая тележка
Также конвейерное оборудование можно оснащать стопорными устройствами, двухколодочными закрытыми тормозами, ловителями ленты (на случай ее обрыва) и другими приспособлениями безопасности.
Монтировать ленточные транспортеры можно на открытом воздухе, в зданиях, галереях, туннелях. Эксплуатировать их можно при температуре от -50 до +45°С, а некоторые модели способны функционировать при температуре до +200°С.
И в завершение небольшой бонус – несколько фото ленточных конвейеров нашего производства:
Передвижной ленточный конвейер
Горизонтальный ленточный конвейер
sms-skladtehnika.com
Ленточные конвейеры
Ленточный конвейер является многоцелевым, экономичным и надежным транспортным средством непрерывного действия.
Он способен транспортировать сыпучие продукты с высокой часовой производительностью, на большие расстояния, следуя различным профилям или направлениям, в горизонтальном или наклонном под небольшим углом положении, а также при наличии вогнутых и выпуклых участков.
Из всех имеющихся видов транспортного оборудования ленточный конвейер, вероятно, является наиболее известным и широко использующимся. Направления его использования и схемы так многочисленны, что все показать невозможно.
Простота конструкции, высокая эффективность, низкие потери на трение, небольшая мощность привода и экономичность — вот несколько характерных особенностей, которые делают ленточный конвейер наиболее распространенным типом конвейера.
Кроме того, на элеваторах и в зернохранилищах чаще используют ленточные конвейеры, чем другие типы транспортных машин, но если они неправильно спроектированы, то могут стать причиной серьезных неприятностей для ремонтного и эксплуатационного персонала. Следовательно, при проектировании и сборке должны быть учтены все необходимые факторы, чтобы получить минимальное пусковое сопротивление, высокую эффективность, продолжительный срок службы с незначительным ремонтным обслуживанием и высокую производительность. Все указанные факторы налагают значительную ответственность на проектировщиков систем транспортирования, особенно если учесть, что в этой специфической области оборудования подрядчик должен оптимизировать работоспособность различных средств, а именно роликоопор, конвейерной ленты, и работу с металлоконструкциями, каждая из которых обычно поставляется различными изготовителями.
Все более широкое использование ленточных конвейеров как экономичного средства транспорта стимулировало исследования по разработке наиболее важных узлов. Все больше внимания
стали уделять качеству материалов и их наиболее рациональному использованию при конструировании. В этом разделе дано описание характерных особенностей конструкции и приведены основные данные, обеспечивающие правильный монтаж, наиболее соответствующий требованиям.
Основные части конвейера
Ленточный конвейер состоит из бесконечной ленты, которая проходит вокруг двух барабанов — приводного и натяжного. Между концевыми барабанами лента поддерживается роликами, или роликоопорами, и натягивается посредством натяжного устройства.
Иногда возникает необходимость иметь несколько точек разгрузки по длине конвейера и движение ленты в обоих направлениях.
Расчетные данные
Для проектирования ленточного конвейера необходимо знать площадь, расстояние и высоту транспортирования, характеристики транспортируемого продукта, требуемую номинальную часовую производительность, необходимую максимальную производительность и продолжительность пика, число точек и метод загрузки, необходимое число точек разгрузки, продолжительность работы конвейера в сутки, неделю, год; будет ли работать конвейер в закрытом помещении или на открытом воздухе; погодные условия на месте работы, например дождь, снег или ветер.
Общая информация используется для определения ширины и скорости движения ленты, необходимой мощности привода, растяжения и прочности ленты на разрыв, диаметра барабанов, качества ленты (каркас и толщина обкладок) и средства ее поддержания (конфигурация роликоопор, тип роликов и шаг роликоопор).
Расстояние транспортирования. Ленточный транспортер может перемещать грузы практически на любое расстояние.
Длина одной конвейерной ленты ограничена только ее прочностью на растяжение. Для конвейеров средней производительности ленты выпускают с каркасом, состоящим из одного или более слоев синтетических волокон. Некоторые конвейеры очень большой производительности имеют ленты с металлокордом.
Производительность транспортирования. Необходимая производительность должна быть установлена перед началом проектирования конвейера.
Хотя она жизненно важна для обеспечения максимальной эффективности системы, расчетная производительность всей системы определяется рядом факторов, помимо мощности приводного электродвигателя.
Расстояние между роликоопорами, выбор ленты, правильная ширина ленты, скорость движения ленты и ее желобчатость, допустимый угол наклона, который зависит от свойств транспортируемого продукта, — вот взаимосвязанные показатели, влияющие некоторым образом на производительность. Для обеспечения максимальной производительности используют желобчатые роликоопоры, способствующие подъему краев ленты.
Соотношение между скоростью ленты и ее шириной. На первом этапе проектирования ленточного конвейера заданной производительности важно определить скорость и ширину ленты. Скорость движения ленточного конвейера должна быть высокой, потому что это позволит установить более узкие ленты и дешевый привод.
Следует, однако, учесть, что хотя первоначальная стоимость высокоскоростных конвейеров ниже, но расходы на ремонтное обслуживание будут выше в сравнении с широкой лентой, работающей при более низкой скорости.
Скорость ленты следует выбирать исходя из минимального просыпания продукта или удаления мелких частиц. Некоторые типы сыпучих продуктов непригодны для высокоскоростных лент из-за расслоения и выделения пыли.
Максимально допустимая скорость ленты зависит в основном от насыпной плотности, механического состава продукта (содержания пыли) и угла наклона ленточного конвейера.
Если объемные легкие продукты, например, зерно, транспортировать со скоростью более 3,5 м/с, они могут сдуваться с ленты. При транспортировке зерна эту скорость не следует превышать. Для семян сои, учитывая их круглую форму, рекомендуется скорость 2,8 м/с. Для очень легких и пылевидных продуктов, например, побочных продуктов переработки зерна, максимальная скорость транспортировки составляет около 2,5 м/с.
Имеется ряд и других причин, ограничивающих скорость ленты.
1. Если нагруженный ленточный конвейер после остановки начинает двигаться с высокой скоростью, то будет отмечаться проскальзывание продукта по ленте, поверхность его будет выравниваться за счет начального удара, что может привести к просыпанию продукта.
2. Разгрузка сбрасыванием с концевого барабана при слишком высоких скоростях ленты затруднена. Конечно, можно отклонить поток продукта, однако разгрузочный лоток изнашивается очень быстро, а некоторые продукты могут при этом повреждаться.
3. Из-за прогиба ленты легкие продукты подбрасываются вверх на роликоопорах, если лента перемещается с большой скоростью, что может вызвать потери продукта. Если прогиб снизить уменьшением расстояния между роликоопорами или увеличением натяжения ленты, то экономия за счет повышенной скорости ленты будет сведена на нет.
4. Если скорость поступления сыпучего продукта на транспортер равна или меньше скорости движения ленты, в питающем лотке может произойти завал. Питающие лотки должны иметь такую форму, чтобы направление движения и скорость продукта при его поступлении на ленту соответствовали скорости ленты или превышали последнюю приблизительно на 10 %.
Выбор ширины ленты зависит от требуемой производительности, скорости ленты, угла наклона ленточного конвейера, угла и глубины желоба, метода загрузки и размера частиц транспортируемого продукта. Если на рисунке (м2) представляет площадь поперечного сечения продукта и V (м/с) — скорость ленты, тогда производительность Q (м3/ч) будет равна SK ∙ 3600.
Умножая полученную величину на объемную плотность транспортируемого продукта (т/м3), получим производительность в т/ч.
Ширину ленты необходимо рассчитывать так, чтобы не было просыпания продукта с ленты. Объемом зависящим от угла наклона поверхности продукта (для зерна α = 12°), при расчете производительности пренебрегают. На практике объем S’ существует только на нескольких первых метрах после загрузочного лотка. Из-за небольшого горизонтального и вертикального колебания ленты между роликоопорами поверхность материала выравнивается, вследствие чего уменьшается величина свободного края на ленте, который на ней имеется непосредственно после загрузки продукта. В некоторых случаях поверхность продукта становится полностью горизонтальной.
На ленточных конвейерах, имеющих большое расстояние между роликоопорами и незначительное натяжение ленты, возможно противоположное явление: середина ленты может стать пустой. Для поддержания необходимой производительности при небольшом угле наклона роликов необходима более широкая лента. Как показано на рисунке, предпочтительнее иметь большой угол наклона.
Упомянутые соображения применимы только для горизонтальных конвейеров. Однако, если производительность транспорта необходимо обеспечить с помощью наклонного конвейера, продукт может перемещаться вниз и поэтому может потребоваться более широкая лента.
До принятия окончательного решения относительно ширины ленты следует рассчитать число слоев ленты, требующихся для обеспечения необходимой прочности, и решить, какой угол наклона роликов будет использоваться.
Наклонные ленточные конвейеры. Ленточные конвейеры могут располагаться горизонтально, с подъемом и наклоном. Разница между положениями загрузочной и разгрузочной точек представляет высоту транспортирования, или подъем, который определяет выбор направления транспортирования.
Максимальный угол наклона ленты зависит от характеристик транспортируемого продукта и теоретически почти равен углу его естественного откоса. Однако на практике для большинства зерновых угол наклона такого конвейера никогда не превышает 12—15°. Угол наклона для семян сои должен быть даже меньше.
Производительность наклонного ленточного конвейера меньше, чем производительность горизонтального. При проектировании наклонного ленточного конвейера производительность транспортирования в горизонтальном направлении должна быть умножена на коэффициент наклона.
Если требуется транспортировать продукт под очень крутым углом, то применяют прижимную ленту, которая движется синхронно с основной грузонесущей лентой и прижимает своей собственной массой транспортируемый продукт. Это позволяет повысить транспортирующую способность ленточного конвейера.
Криволинейные ленточные конвейеры. Ленточные конвейеры могут быть изогнуты в вертикальной плоскости. Можно различить два типа участков: вогнутые и выпуклые.
При проектировании необходимо руководствоваться следующими соображениями.
На вогнутом участке ленты с удовлетворительной поперечной жесткостью и глубоким желобом, по-видимому, нельзя поддерживать желоб в таком виде, как на горизонтальном участке ленточного конвейера. Лента стремится подняться вверх от роликоопор и переместиться к верхним наружным роликам, что нарушает центровку ленты. Следовательно, дуга радиуса R должна быть достаточно большой, чтобы дать возможность холостой ветви всегда оставаться на среднем ролике желобчатой роликоопоры, даже на кривом участке. Размер дуги радиуса R зависит от массы самой ленты и от нагрузки на ленту в зоне искривления.
На выпуклом участке желобчатая лента натягивается над роликами и может вытягиваться. Имеется разница между длиной боковых сторон ленты и средней частью ленты, которая компенсируется удлинением и сжатием. Лента менее устойчива к сжатию, чем к чрезмерному растяжению. При уменьшении угла желоба дуга радиуса R может быть уменьшена, но это также снижает производительность.
На конвейерах имеется два участка, которые требуют особого внимания: вогнутый участок от точки В к точке С и выпуклый участок от точки D к точке Е.
В точке D натяжение на краях желобообразной ленты возрастает в точке перехода от прямого к криволинейному участку; следовательно, должен использоваться максимально возможный радиус поворота, например, в 25 раз больше ширины ленты для угла желоба 45°. Роликоопоры должны, по меньшей мере, состоять из трех роликов, и расстояние между ними должно быть менее половины обычного.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
www.activestudy.info
Статья на тему «Ленточные конвейеры»
Описание товараЛенточные конвейеры.
Ленточные конвейеры получили наибольшее распространение в машиностроении, и в других отраслях промышленности, в частности, стройиндустрии, горнодобывающей промышленности и пищевой промышленности. Объясняется это простотой их конструкции, неприхотливостью к условиям работы (влажность, запыленность, перепады температур), а также удовлетворительной надежностью, долговечностью и ремонтопригодностью.
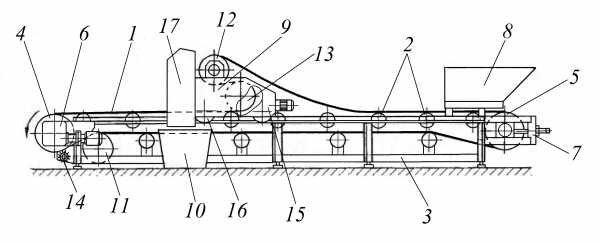
Рис 1 Конструктивная схема ленточного конвейера
Конструктивная схема ленточного конвейера показана на Рис 1. Он состоит из тягового элемента 1, которым является конвейерная лента, перемещающаяся по опорным ро-ликам 2, установленным на сборной раме 3, выполненной из нескольких секций, приводного барабана 4 с электромеханическим приводом 6 и натяжного барабана 5 с натяжным устройством 7, загрузочного бункера 8, передвижного разгрузочного устройства 9, разгрузочной емкости 10, отклоняющего барабана 11 и устройства 14 для очистки конвейер-ной ленты. При этом передвижное разгрузочное устройство 9 содержит два барабана 12 и 13, огибаемых конвейерной лентой 1, электромеханический привод 15, ходовые колеса 16 и отводящий лоток 17. Устройство 14 для очистки конвейерной ленты выполнено в виде барабана с несколькими рядами щеток, расположенных на его периферии и получающего вращение от отдельного привода со скоростью несколько большей скорости вращения ведущего барабана 4.
Ленточные конвейеры могут быть горизонтальными или наклонными с движением ленты с грузом вверх или вниз. Величина угла наклона ленточного конвейера ограничивается возникновением скольжения (ссыпания) транспортируемого материала вниз по ленте под действием силы тяжести и должна быть меньше угла трения груза на ленте. Ленточные конвейеры могут быть прямолинейными и изогнутыми в вертикальной плоскости выпуклостью вверх и выпуклостью вниз. При выпуклости вниз лента в месте изгиба лежит на расположенных по кривой роликовых опорах, при этом радиус кривизны должен быть достаточно велик, чтобы лента не поднималась над роликовыми опорами. При выпуклости вверх лента в месте изгиба огибает отклоняющий барабан или несколько барабаннов расположенных по кривой.
Тяговым элементом и одновременно грузонесущим элементом ленточного конвейера является конвейерная лента с каркасом из тканевых прокладок, соединенных между собою тонкими резиновыми прослойками. Основные параметры конвейерной ленты устанавливаются ГОСТ 20 – 85 и выбираются из предлагаемого в нем ряда в зависимости от условий эксплуатации, необходимого тягового усилия и потребной ширины ленты. Для образования замкнутого контура конвейерной ленты ее концы соединяют петлями, скобами и различными оригинальными соединительными элементами, а также соединяют концы методом вулканизации. В отдельных случаях, в частности, для лент тяжело нагруженных конвейеров, в качестве каркаса используются тонкие тросы и проволока.

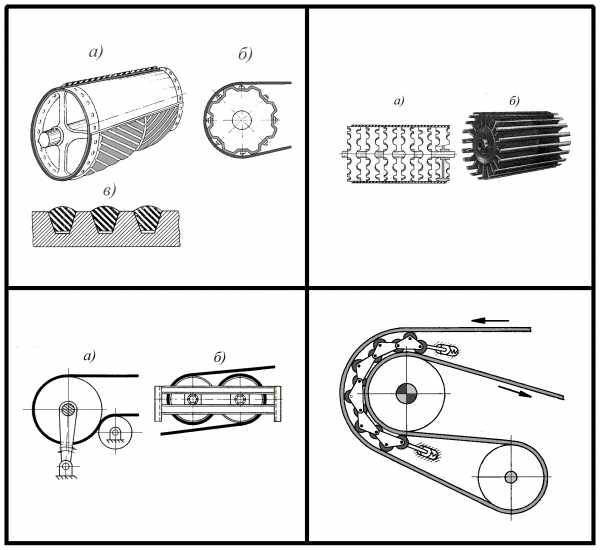
Рис 2 Варианты конструкция роликовых опор ленточного транспортера
Опорные ролики, поддерживающие при перемещении конвейерную ленту с транспортируемым материалом, в зависимости от ширины ленты и потребной производительности конвейера, а также содержания мелких и крупных фракций в транспортируемом материале могут иметь различную конструкцию и количество. В конвейерах для транспортирования материала, состоящего из мелкой и средней фракции, применяются жесткие роликовые опоры, которые в зависимости от ширины ленты и производительности конвейера могут состоять из одного, двух, трех и даже пяти роликов (см. Рис 2а, б, в) Для улучшения условий работы конвейерной ленты применяют амортизирующие опоры, в которых на ролики одеты резиновые кольца (см. Рис 2г), а при транспортировании материала содержащего большое количество крупной фракции (кусков) применяют подвесные шарнирные поры, состоящие из гирлянды упругих дисков, выполненных из резины или пластмасса, шарнирно установленных на продольных балках рамы конвейера или на продольных канатах (см. Рис 2д).
В ряде случаев, возникает необходимость при транспортировании конкретного вида сыпучего материала обеспечить движение конвейерной ленты по роликоопорам с жесткими опорными роликами, но обладающими упругой податливостью в направлении перпендикулярном движению ленты. Это позволяет повысить амортизирующие возможности опоры, и в тоже время воспринимать ударные нагрузки, возникающим при транспортировании сыпучего материала содержащего крупные куски, например отработанной формовочной смеси содержащей крупные металлические включения.

Рис 3 Конструкция роликоопоры конвейера с жесткими опорными роликами обладающая повышенной амортизирующей способностью
На Рис 3 показана конструкция роликоопоры конвейера с жесткими опорными роликами, обладающая повышенной амортизирующей способностью. Она содержит закрепленные на раме 1 конвейера стойки 2, к которым при помощи пустотелого валика 3, шайбы 4 и стопорного кольца 5 крепятся рычаги 6, на которых установлены средние ролики 7 и боковые 8, при этом нижние концы рычага 6 посредствам зажимов 10 закреплены на канатах 9, протянутых вдоль рамы 1 конвейера. Рычаги 6 установлены равномерно вдоль рамы 1 конвейера в шахматном порядке, каждый кант 9 проходит через пустотелые валики 3 и крепится на раме 1 конвейера посредствам натяжного устройства (на Рис 3 не показано). Такое расположение опорных роликов позволяет не только амортизировать ударные нагрузки, но и менять желобчатость конвейерной ленты в зависимости от объема транспортируемого сыпучего материала, и наличия крупных включений.
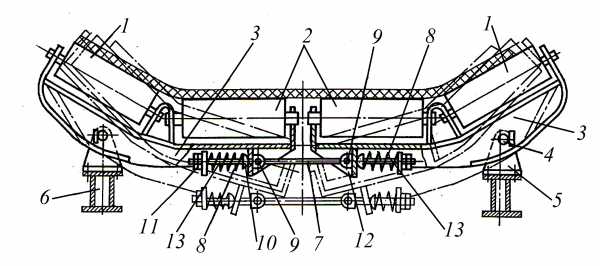
Рис 4 Конструкция роликоопоры с повышенной амортизирующей способностью при ее выполнении из двух взаимно подпружиненных секций.
На Рис 4 показана конструкция роликоопоры с повышенной амортизирующей способностью, которая получена за счет выполнения ее из двух взаимно подпружиненных секций. Она содержит боковые опорные ролики 1 и средние опорные ролики 2, установленные на рычагах 3, которые посредствам осей 4 шарнирно установлены на кронштейнах 5, закрепленных на раме 6 конвейера, при этом соседние плечи рычагов 3 соединены между собой посредствам тяги 7, которая с помощью шарниров 9 связана со шпильками 13, пропущенными в отверстия кронштейнов 12, закрепленных на рычагах 3 и несущих на себе пружины сжатия 8, усилие которых регулируется гайками 11. Для исключения воздействия на пружины 8 изгибающих нагрузок при повороте рычагов 3 между ними и кронштейнами 12 установлены сферические шайбы. Данная конструкция роликоопоры обладает высокой чувствительностью к неравномерности распределения нагрузки в поперечном сечении конвейерной ленты, меняя при этом форму желоба, что позволяет снизить динамические нагрузки на ленту. Кроме того, простая и компактная конструкция роликоопоры, имеющая низкую металлоемкость, может использоваться, как при малой, так и при большой производительности конвейера, т. е. может работать в широком диапазоне нагрузок.
Привод ленточного конвейера обычно состоит из двигателя, вал которого посредст вам упругой муфты соединен с ведущим валом понижающего редуктора, выходной вал которого, также посредствам муфты, соединен с валом ведущего барабана. Основным требованием, предъявляемым к приводу конвейера, является обеспечение им требуемой скорости движения конвейерной ленты при развитии необходимого тянущего усилия при минимальных потерях и габаритных размерах привода. Скорость движения конвейерной ленты при заданном диаметре ведущего барабана определяется скоростью вращения вала электродвигателя и передаточным отношением понижающего редуктора, поэтому, будучи заложена при проектировании, обычно гарантировано обеспечивается при эксплуатации, возможно с небольшими отклонениями, которые сложно учесть при выполнении расчета. Тянущее усилия, необходимое для перемещения конвейерной ленты вместе с транспортируемым материалом со скоростью, обеспечивающей расчетную производительность конвейера, обеспечивается мощностью приводного двигателя (электродвигателя, гидромотора) и величиной сцепления (силой трения) между барабаном и лентой. Сила трения между ведущим барабаном и лентой зависит от от коэффициента трения, угла обхвата ведущего барабана лентой и усилия прижима ленты к барабану. Показатели определяющие силу сцепления барабана с лентой необходимо обеспечить не ухудшая условий работы конвейерной ленты, которые существенным образом определяют ее долговечность. В качестве понижающего редуктора успешно применяются для приводов мощностью до 5квт. червячные редуктора (см. Рис 5).

Рис 5 Червячный привод ленточного конвейера
При большей мощности привода ленточного конвейера в качестве понижающего редуктора применяются цилиндрические, коническо – цилиндрические и планетарные редуктора, последние могут встраиваются во внутреннюю полость ведущего барабана (см. Рис. 9, 10).
Понижающий 2(х) – 3(х) ступенчатые редуктора (см. Рис 6а) применяют в случае, когда габаритный размер по ширине конвейера не лимитирован, а коническо – цилиндрический редуктор (см. Рис 6б) – когда этот габаритный размер конвейера ограничен. Двухбарабанный привод конвейера (см. Рис. 6в,г) позволяет за счет увеличения угла обхвата барабана лентой ( угол обхвата у близко расположенных барабанов увеличивается до 300 град и более) существенно увеличить силы сцепления ленты с барабаном, что обеспечивает рост тяговой способности привода, а также осуществлять автоматическое натяжение ленты. Двух – трехдвигательный привод ленточного конвейера (см. Рис. 6г) применяется в тяжело нагруженных высокоскоростных ленточных конвейерах, с целью использования двигателей меньшей мощности.
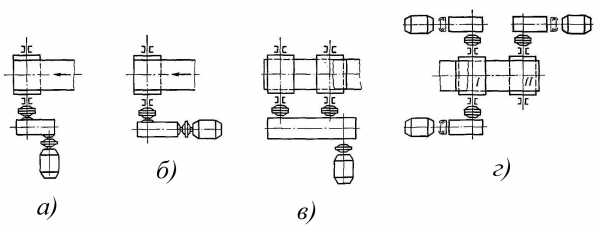
Рис 6 Схемы различных вариантов привода ленточного конвейера с цилиндрическими и коническо – цилиндрическими понижающими редукторами
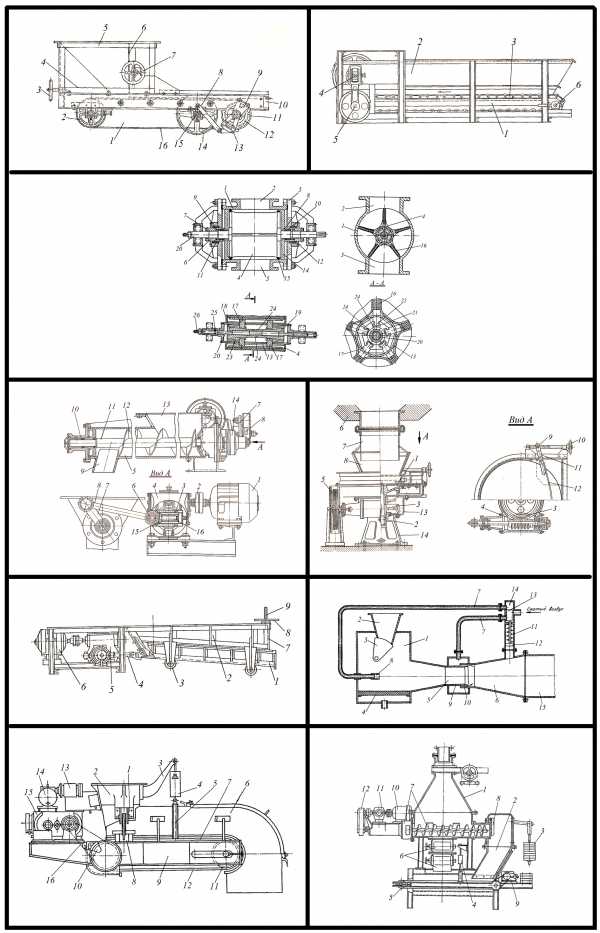
В данном разделе полной версии статьи приводится 6 примеров конструктивного исполнения привода ленточного конвейера (см.Рис. в таб.)

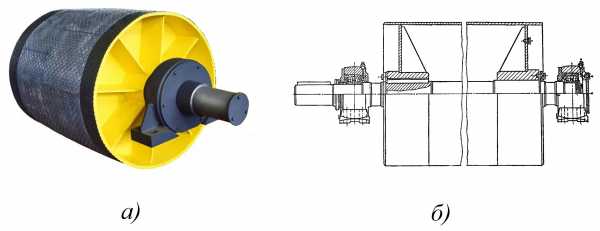
Рис 11 Общий вид и конструкция приводного барабана ленточного конвейера
Выходным звеном привода ленточного конвейера является приводной барабан, который соединяется с выходным валом понижающего редуктора посредствам соединительной, чаще всего зубчатой, муфты. Общий вид приводного барабана показан на Рис 11а, а его конструкция на Рис. 11б.
В данном разделе полной версии статьи приводится 6 примеров конструктивного исполнения приводного барабана ленточного конвейера (см. Рис. в таб.)
Натяжной барабан ленточного конвейера отличается от приводного барабана тем,
что он не сообщает ленте движение, а только поддерживаете ее, обеспечивая переход с ведущей веетви на ведомую и поэтом не имеет цапфы связанной с приводом (см. Рис. 16а) а устанавливается посредствам подшипников на опорной оси (см. Рис. 16в) или вместе с ней на подшипниках располагается в кронштейнах натяжного устройства (см. Рис. 16б)
Рис 16 Общий вид и конструкция натяжного барабана ленточного конвейера
Натяжные устройства (натяжители) устанавливаются в ленточном конвейере для обеспечения такой величины натяжения конвейерной ленты, при которой силы трения между приводным барабаном и лентой позволяют получить необходимое для работы конвейера тяговое усилие. Существуют три основные вида натяжных устройств использующихся в ленточных конвейерах, это винтовые и пружинно – винтовые, грузовые и грузо – блочные , а также лебедочные и грузо – лебедочные натяжители.

Рис 17 Конструкция винтового натяжителя
На Рис 17 показана конструкция одного модуля винтового натяжителя (натяжитель состоит из двух параллельно расположенных и закрепленных на раме конвейера модудей), применяемый в комплекте из двух единиц для перемещения опор натяжного барабана с лентой в конвейерах протяженностью до 20м и мощностью до 10 квт. Он состоит из сборно – сварного корпуса 1, устанавливаемого на раме конвейера за натяжным роликом, в направляющих которого расположена ползушка 2 со втулкой скольжения 3, а также ходового винта 4, установленного в гайке 5. Каждая цапфа оси натяжного барабана устанавливаются в соответствующее отверстие втулки скольжения 3 ползушки 2 одного из натяжителей, после чего выполняется перемещение ползушки путем вращения ходового винта 4, который за счет того, что гайка закреплена в корпусе 1 перемещается в осевом направлении вместе с ползушкой 2 и опорой натяжного барабана.
В данном разделе полной версии статьи приводится 3 примера конструктивного исполнения натяжных устройств ленточного конвейера
Устройства для очистки конвейерной ленты от приставших к ней частиц транспортируемого материала применяются для повышения ее срока службы за счет обеспечения нормальных условий эксплуатации. К средствам очистки ленты предъявляются требования не только полной ее очистки, но и сохранения обкладки ленты, что обеспечивает длительный срок ее эксплуатации. Применяемые в промышленности средства для очистки конвейерной ленты можно разделить на следующие группы: скребковые, роликовые, щеточные, вибрационные, гидравлические и пневматические, комбинированные (см. Рис. 20).
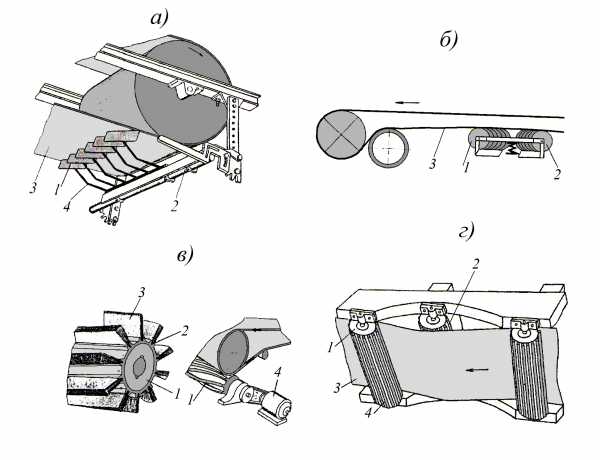
Рис 20 Конструктивные схемы устройств для очистки конвейерной ленты
В данном разделе полной версии статьи приводится описание конструкции устройств для очистки конвейерной ленты показанных на Рис. 20
Загрузочное устройство, которым снабжается конвейер, необходимо для обеспечения постоянного направленного поступления транспортируемого материала на его ленту в процессе ее движения. Материал должен поступать на конвейерную ленту равномерно по ее длине, не образуя пропусков и завалов, центрировано по ее ширине, и при этом, не оказывать увеличенного динамического воздействия на ленту. Для загрузки конвейера сыпучим материалом состоящего из однородной мелкой или средней фракции применяются бункера, представляющие собой сварной бак без дна с наклонными стенками, который может снабжаться различного рода ворошителями и сводообрушителями. Для снижения динамических нагрузок при поступлении сыпучего материала из бункера на ленту между ними устанавливается наклонный лоток, который крепится на виброопорах, позволяющих гасить кинетическую энергию потока движущегося по лотку сыпучего материала, а для центрирования сыпучего материала по ширине ленты нижняя радиусная часть лотки выполняется с радиусной выборкой.
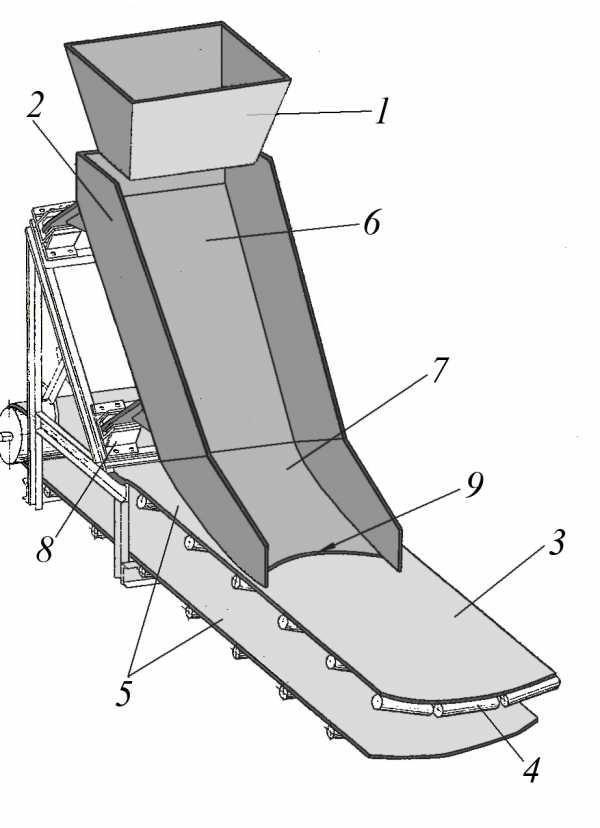
Рис 21 Бункер для загрузки на ленточный конвейер сыпучего материала содержащего крупную фракцию
На Рис 21 показана конструкция такого загрузочного лотка. Между загрузочным бункером 1 и ленточным транспортером 3 установлен лоток с криволинейным профилем в нижней части, расположенной на высоте 30 – 50 мм над ведущей ветвью конвейерной ленты 5, опирающейся на ролики 4. Загрузочный лоток 2 установлен на виброопорах 8, которые, используя энергию потока движущегося по лотку материала, улучшают его самотечность и способствуют равномерному поступлению материала на ленту конвейера. Окончание загрузочного лотка 2 имеет овальный вырез 9, который обеспечивает центрирование по ширине ленты загружаемого материала. Наличие в загрузочном лотке 2 криволинейной части 7 позволяет погасить кинетическую энергию потока материала до его попадания на ленту конвейера и равномерно распределять поток материала по длине ленты в течении всего процесса транспортирования.
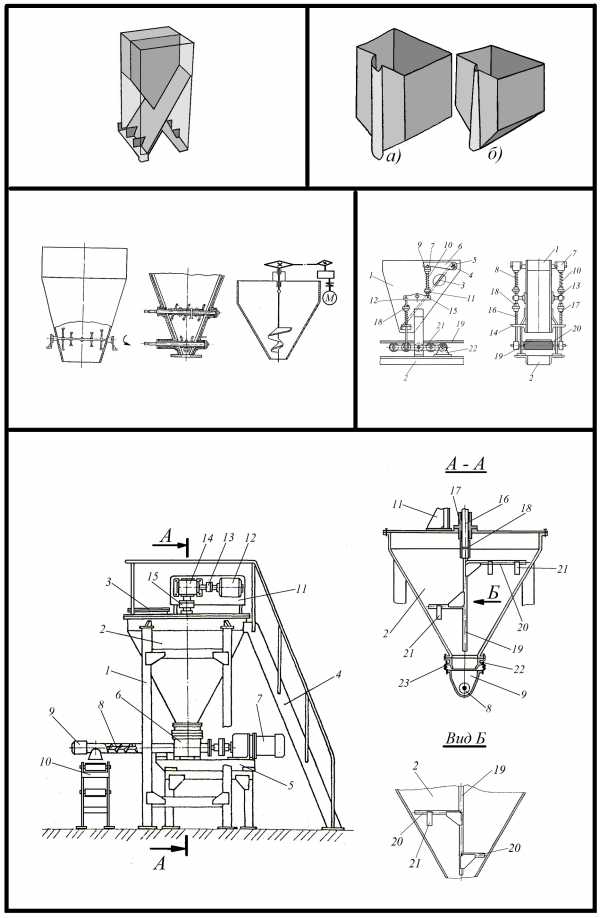
Бункеры, присутствующие в конструкции рассмотренных питателей и дозаторов, имели емкость, величина которой была рассчитана на непродолжительную работу оборудования. Однако в условиях реального производства, для обеспечения работы которого, достаточно часто необходима постоянная подача большого количества сыпучего материала (например в литейном производстве), при том, что поступление исходного материала, как правило, осуществляется партиями его необходимо накапливать и хранить определенное время в емкости (бункере) имеющим значительные габаритные размеры. Бункер для накопления и хранения сыпучего материала должен обеспечивать непрерывность и равномерность истечения материала при его неизменной плотности, не должен иметь мертвые зоны, в которых залеживается материал, и не образовывать своды, препятствующие выгрузке материала. Чтобы обеспечить эти требования необходимо правильно выбрать форму и геометрические параметры бункера, учитывая, при этом, закономерности движения сыпучего материала, а также способ его загрузки и выгрузки. В бункере углы и переходы вертикальных стенок к наклонным должны быть скругленными, в нем не должно быть каких либо уступов или других элементов, препятствующих течению сыпучего материала, а внутренняя поверхность должна быть гладкой для обеспечения минимального трения материала о стенки бункера. 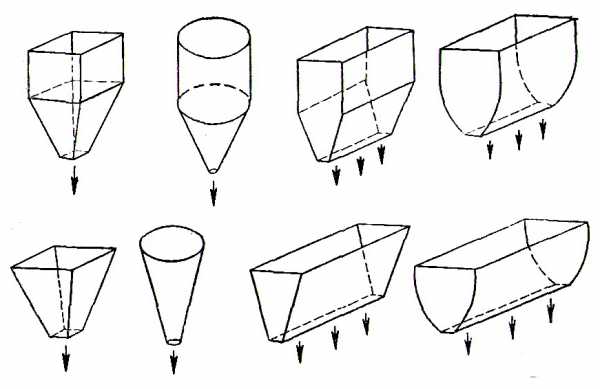
Рис 22 Типовые формы бункеров для накопления и хранения и выгрузки
сыпучих материалов.
На Рис 22 показаны наиболее типичные формы бункеров применяемых в различных отраслях промышленности. Их верхняя часть обычно представляет собою призму или цилиндр, а нижняя часть – сужающуюся воронку в виде конуса усеченной пирамиды или полусферы. Однако в ряде случаев применяются бункера для сыпучих материалов оригинальной конструкции, создание которой как правило, направлено на улучшение условия истечения материала и снижение склонности к образованию сводов.
В данном разделе полной версии статьи приводится 5 примеров конструктивного исполнения загрузочных бункеров для ленточного конвейера
В ряде случаев сыпучий материал должен подаваться на конвейер в строго определенном количестве. Для объемной дозированной подачи на конвейер сыпучего материала используются питатели, а для массовой дозированной подачи – весовые дозаторы.
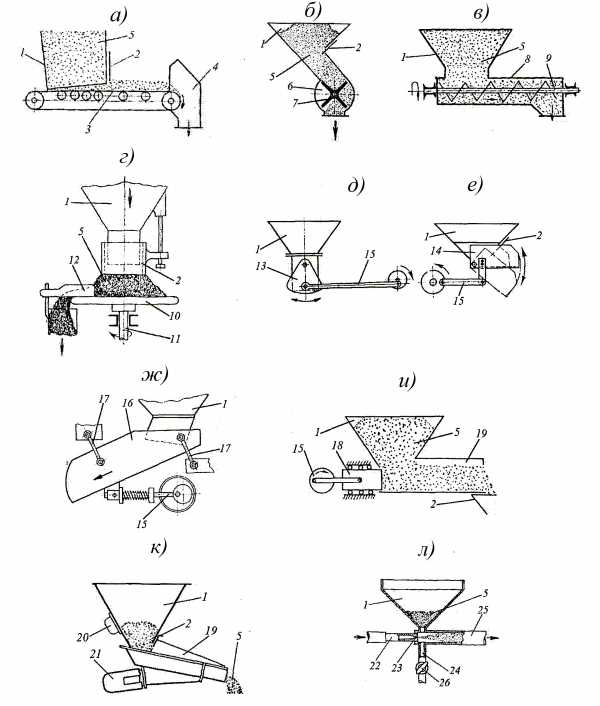
Рис 28 Конструктивные схемы питателей для подачи сыпучего материала.
Питатели, применяемые для объемной дозированной подачи сыпучего материала из бункера на ленточный конвейер, бывают следующих видов, ленточные, пластинчатые, барабанные, шнековые, тарельчатые, маятниковые, лотковые, плунжерные, вибрационные, пневматические. На Рис 28 показаны конструктивные схемы перечисленных питателей.
В данном разделе полной версии статьи приводится:
− описание принципа работы питателей конструктивные схемы которых показаны ан Рис 28
− 8 примеров конструктивного исполнения основных типов питателей и дозаторов (см. Рис. в табл.).
Разгрузочные устройства, обеспечивающие подачу сыпучего материала транспортируемого конвейером к месту его непосредственного использования, например в расходный бункер технологического оборудования, имеют более простую конструкцию, чем рассмотренные ранее питатели и дозаторы. Конструкция разгрузочных устройств зависит от вида транспортируемого сыпучего материала, расположения в пространстве и прежде всего по отношению к уровню пола разгрузочной емкости и производительности конвейера. Наиболее универсальным типом промежуточных разгрузочных устройств для конвейеров с высокой производительностью являются передвижные разгрузочные устройства, состоящие из установленных на тележке двух барабанов огибаемых конвейерной лентой (см. Рис 1). Однако, такие разгрузочные устройства неоправданно сложны при их использовании в конвейерах небольшой производительности и протяженности, поэтому находят достаточно широкое распространение, имеющие гораздо более простую конструкцию, плужковые разгрузочные устройства (см. Рис 38).
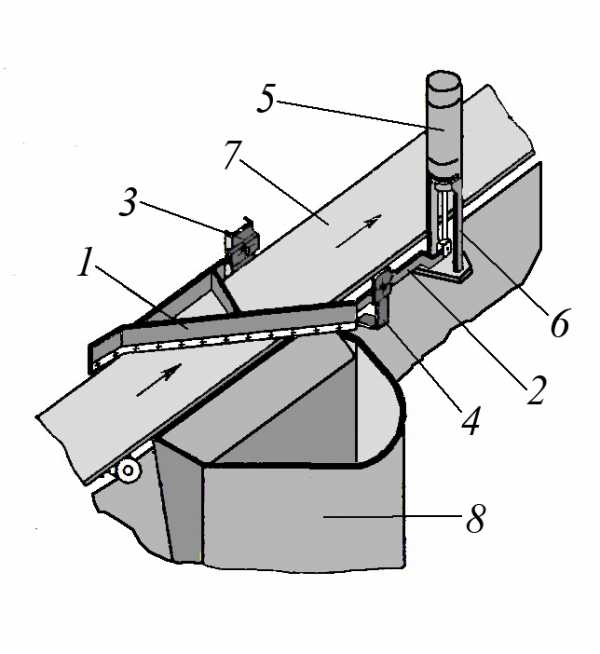
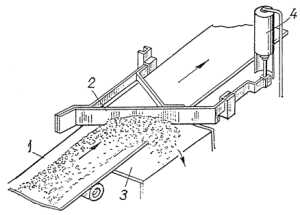
Рис 38 Конструкция плужкового разгрузочного устройства
Он содержит плужок 1, жестко соединенный с двуплечим рычагом 2 и шарнирно установленный на кронштейнах 3 и 4, при этом ведущее плечо рычага 2 также шарнирно соединено со штоком приводного цпневмоцилиндра 5, который закреплен на раме конвейера посредствам кронштейна 6. Сыпучий материал подаваемый конвейером, при нахождении плужка 1 в поднятом положении, при котором шток приводного пневмоцилиндра 5 выдвинут свободно транспортируется конвейерной лентой 7. Для осуществления сброса транспортируемого материала с конвейерной ленты 7 в приемный бункер 8 шток приводного пневмоцилиндра 5 втягивается и поворачивает при этом плужок 1 против часовой стрелки до его касания конвейерной ленты 7. При этом, транспортируемый лентой сыпучий материал, встречая преграду на своем пути в виде передней плоскости плужка 1, сначала задерживается им, а потом начинает сыпаться в приемный бункер 8. После заполнения бункера 8 материалом шток пневмоцилиндра 5 выдвигается и поворачивая плужок по часовой стрелке поднимает его над конвейерной лентой 7, тем самым создавая возможность для возобновления дальнейшего беспрепятственного транспортирования материала конвейером.
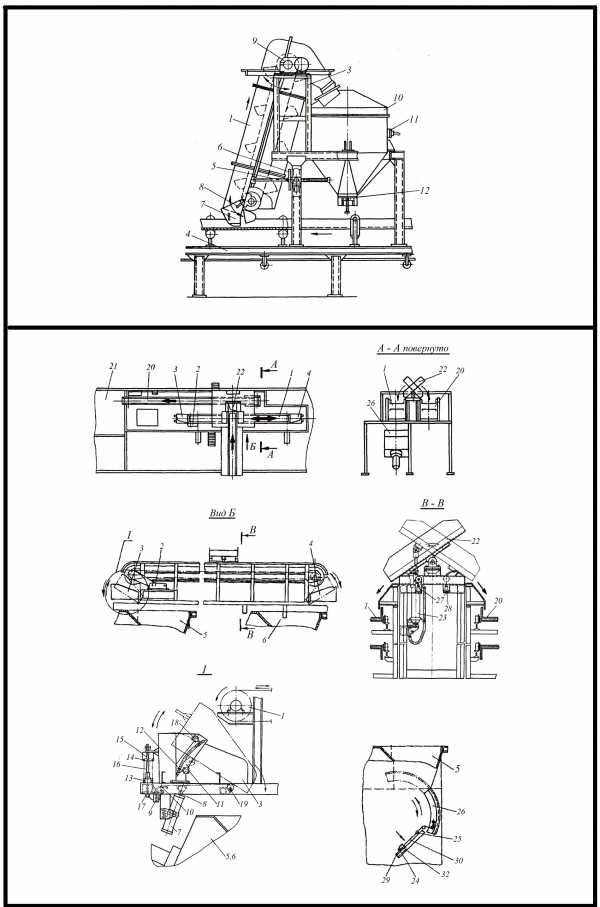
В данном разделе полной версии статьи приводится 3 примера конструктивного исполнения разгрузочных устройств для ленточного конвейера (см. Рис.в таб.)
Специальные виды ленточных конвейеров обычно применяются в условиях эксплуатации, при которых традиционной конструкция ленточного конвейера не позволяет должным образом обеспечить транспортирование сыпучего материала, а иногда и вообще оказывается непригодной. Такими условиями, делающими применение ленточных конвейеров затруднительным, прежде всего, являются траектория движения ленты и расстояние, на которое необходимо транспортировать материал.
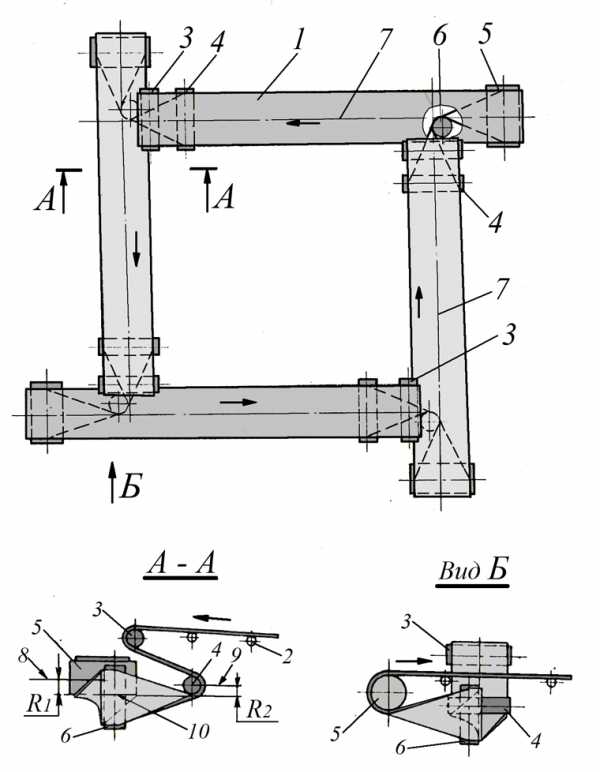
Рис 41 Горизонтально замкнутый ленточный конвейер с прямоугольной траекторией движения ленты
Специальный, горизонтально замкнутый, ленточный конвейер с прямоугольной траекторией движения ленты показан на Рис 41. Он содержит ленту 1 перемещающуюся на роликовых опорах 2 и охватывающих в месте перегрузки материала разгрузочные 3, отклоняющие 4, хвостовые барабаны 5 и промежуточные 6. При этом, каждый промежуточный барабан 6 установлен под грузонесущей лентой 1 с возможностью расположения его образующей по касательной к вертикальной плоскости, проходящей через продольные оси 7 двух сопряженных ветвей грузонесущей ленты. С целью устранения перекосов конвейерной ленты на барабанах, горизонтальные продольные оси 8 хвостового барабана 5 и оси 9 отклоняющего барабана 4 размещены выше поперечной оси 10 промежуточного барабана 6 на величину их радиусов R1 и R2. Приводными барабанами в конвейере являются расположенные по диагонали хвостовые барабаны 5, а натяжение конвейерной ленты осуществляется отклоняющими барабанами 4.
Работает конвейер следующим образом. При включении привода конвейера (привод на Рис 41 не показан) лента 1 движется по прямоугольной замкнутой траектории, указанной стрелками на Рис 41, осуществляя при этом перегрузку транспортируемого материала с одной грузонесущей ветви конвейера на другую расположенную к первой под углом 90 град. При этом конвейерная лента совершает следующее движение в пространстве. Если по ходу движения левая сторона ленты 1 с отклоняющего барабана 4 опускается на промежуточный барабан 6 и уходит на хвостовой барабан 5, право по ходу, то она выходит на следующую линию конвейера рабочей стороной вверх. Если ленту 1 на промежуточном барабане 6 развернуть на угол 90 град, то она получает такой же разворот, но в противоположную сторону, на выходе с хвостового барабана 5.
Такая конструкция конвейера позволяет устранить холостую ветвь и соответственно ее опорные ролики, что существенно упрощает его конструкцию в целом и обеспечивает удобный и безопасный доступ ко всем ее элементам, что особенно важно при выполнении регламентных и ремонтных работ.
В данном разделе полной версии статьи приводится 5 примеров конструктивного исполнения специальных ленточных конвейеров (см. Рис. в таб.)

Расчеты основных параметров ленточных конвейеров приведены в работе [2]
ЛИТЕРАТУРА
1. Игнатьев Н П Справочно – методическое пособие Проектирование нестандартного оборудования Азов 2013г
2. Спиваковский А. О. Транспортирующие машины М.: Машиностроение 1968г.
Полная версия статьи содержит 40 страницы текста и 47 чертежей с описанием конструкции и работы основных элементов различных ленточных конвейеров
Для приобретения полной версии статьи добавьте ее в корзину
Стоимость полной версии статьи 120 руб
xn--80adfdbscmorebdjpezh9nvd.xn--p1ai
Виды ленточных конвейеров и их применение
Классификация конвейеров
 На сегодняшний день существует несколько видов конвейеров, классификация которых зависит от конструкции. По тягловому органу выделяют ленточный, инерционный, винтовой, канатный, цепной конвейер. По грузонесущему органу – ковшовый, скребковый, люлечный, ленточный, пластинчатый конвейер.
На сегодняшний день существует несколько видов конвейеров, классификация которых зависит от конструкции. По тягловому органу выделяют ленточный, инерционный, винтовой, канатный, цепной конвейер. По грузонесущему органу – ковшовый, скребковый, люлечный, ленточный, пластинчатый конвейер.
Различается также оборудование по виду перемещаемого груза (сыпучий, штучный) и по условиям эксплуатации (стационарный, передвижной, модульный, подвесной и пр.).
Применение и принцип действия ленточного конвейера
 В современном мире ленточный конвейер получил самое широкое распространение, благодаря универсальности. Оборудование используют при транспортировке грузов сыпучих, штучных, кусковых и других видов. Устройство представляет собой конвейерную ленту непрерывного движения, перемещающую разнообразную продукцию, как упакованную в таре, так и россыпью. Применяется также на поточном производстве в целях межоперационного транспортирования. Принцип работы устройства прост.
В современном мире ленточный конвейер получил самое широкое распространение, благодаря универсальности. Оборудование используют при транспортировке грузов сыпучих, штучных, кусковых и других видов. Устройство представляет собой конвейерную ленту непрерывного движения, перемещающую разнообразную продукцию, как упакованную в таре, так и россыпью. Применяется также на поточном производстве в целях межоперационного транспортирования. Принцип работы устройства прост.
Основным рабочим инструментом является замкнутая в кольцо гибкая лента, огибающая натяжной и приводной барабаны. Между ними на раме с определенным шагом размещены роликовые опоры, на которые опирается транспортерная лента.
Загрузка транспортируемой продукции осуществляется с одной стороны конвейера, выгрузка – с противоположной.
Типы ленточных конвейеров
Ленточные конвейеры могут различаться конструктивно. Наиболее распространены следующие типы:
Конвейеры прямые.
 В основе – бесконечная гибкая лента, холостую и рабочую ветви которой поддерживают роликоопоры.
В основе – бесконечная гибкая лента, холостую и рабочую ветви которой поддерживают роликоопоры.
Приводной барабан сообщает транспортерной ленте поступательное движение; достаточное натяжение ленты обеспечивает натяжное устройство. Производительность прямых конвейеров может достигать 25 тысяч т/ч, а длина – 10 км.
Желобчатые конвейеры.
 Основание транспортерной ленты – желобчатая роликовая опора, выполненная из стального или алюминиевого профиля.
Основание транспортерной ленты – желобчатая роликовая опора, выполненная из стального или алюминиевого профиля.
Наибольшее распространение устройства получили в машиностроении, деревообрабатывающей промышленности, в строительстве, энергетике, при добыче угля. Также может использоваться конвейер для сортировки вторичных отходов при их переработке.
Конвейеры наклонные.
 Основное устройств данного типа от прямых конвейеров – направленность под углом к горизонтали. Принцип действия используется тот же.
Основное устройств данного типа от прямых конвейеров – направленность под углом к горизонтали. Принцип действия используется тот же.
Может выполняться, как конвейер с регулировкой угла наклона или же с заданным углом наклона.
Оборудование с большим успехом применяется при необходимости транспортировки штучных и насыпных грузов вверх и вниз на складских и логистических комплексах, в разных сферах промышленности. Наклонные конвейеры – устройства универсальные, их можно использовать и в цехах и на открытом воздухе.
Конвейеры смешанного типа.
Некоторая часть конвейерной трассы – прямая, другая наклонная.
Среди оборудования этого типа выделяют L-образный и Z-образный конвейер. Последний вид устройств считается одним из самых сложных. Используют их, как правило, при необходимости установки в ограниченном пространстве, там, где невозможно сконструировать линию, состоящую из обычных прямых и наклонных конвейеров.
Конвейеры поворотные.
В данном случае лента транспортера перемещается в стальной основе по ползунам, разделенным на сегменты. Отличительная особенность оборудования – наличие системы передачи вращательного момента.
Поворотный конвейер применяется во многих отраслях промышленности, наибольшее распространение получил в кондитерском производстве.
Конвейеры телескопические.
 Оборудование – оптимальный вариант для транспортировки сыпучих материалов на речных и морских судах, в карьерах и пр. Телескопический конвейер позволяет изменять длину и угол наклона в процессе работы. Останавливать устройство и освобождать его от транспортируемого груза нет необходимости. Процесс загрузки и выгрузки при использовании оборудования максимально эффективен. Конечно, перечисленными видами далеко не исчерпывается конвейерное оборудование. Существует множество устройств, которые выполняют самые разнообразные общие и специфические задачи.
Оборудование – оптимальный вариант для транспортировки сыпучих материалов на речных и морских судах, в карьерах и пр. Телескопический конвейер позволяет изменять длину и угол наклона в процессе работы. Останавливать устройство и освобождать его от транспортируемого груза нет необходимости. Процесс загрузки и выгрузки при использовании оборудования максимально эффективен. Конечно, перечисленными видами далеко не исчерпывается конвейерное оборудование. Существует множество устройств, которые выполняют самые разнообразные общие и специфические задачи.
con-lines.ru
Ленточный конвейер | Miningwikia | FANDOM powered by Wikia
Ленточный конвейер — (англ. belt conveyor systems) транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. Лента конвейерная приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемых и породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам.
Начало применения ленточных конвейеров в горной промышленности России связано с получением в 1861 А. Лопатиным «привилегии» (авторского свидетельства) на изобретённую им транспортирующую машину «песковоз», предназначавшуюся для работы на золотых приисках. В CCCP первые подземные ленточные конвейеры появились в шахтах Донбасса в 1931, а их серийный выпуск был начат в 1936. В дальнейшем применение конвейерного транспорта на угольных шахтах с каждым годом неизменно возрастало и в 1979 достигло 26% в горизонтальных выработках и 80% в наклонных. На открытых угольных разработках начало применения ленточных конвейеров относится к 1935 (Храмцовский карьер Черемховского месторождения), затем они получили распространение на крупных карьерах (Коркинский, Богословский и др.). Позднее, с развитием на рудных карьерах циклично-поточной технологии, мощные ленточные конвейеры начали применять там в качестве подъёмных. Современные ленточные конвейеры имеют унифицированные конструкции, дающие возможность блочной комплектации и взаимозаменяемости отдельных узлов и элементов приводов, а также ставов разных типоразмеров.
Основные элементы конструкции Править
- лента конвейерная,
- привод,
- став с роликоопорами,
- загрузочное и натяжное устройство.
Кроме того, на ленточные конвейеры устанавливают ловители ленты, механизмы для её очистки, взвешивания груза и др. Привод состоит из электродвигателя, редуктора, соединительных муфт, тормоза и приводного барабана (барабанов). Различают несколько схем приводов по числу и месту установки барабанов.
Став ленточного конвейера делается с «жёсткими» и шарнирно-подвесными роликоопорами — три или пять роликов на грузовой ветви ленты и один или два на порожняковой.
Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройства ленточного конвейера, используемые при работе экскаваторов непрерывного действия (роторных, цепных), имеют вид приёмной воронки с бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройства — барабанная электролебёдка с системой канатных блоков, на стационарных ленточных конвейерах — иногда механизмы гравитационное типа.
По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп.
- для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°.
- для горизонтальных и слабонаклонных выработок.
- для уклонов с углом до 18°.
- для бремсбергов с углом до 16°.
- для наклонных стволов и главных уклонов с углом от 3 до 18°.
Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология).
Основной расчёт ленточного конвейера заключается в определении ширины ленты, её наибольшего натяжения и мощности двигателей по требуемой производительности конвейера, длине и углу наклона установки. Производительность ленточного конвейера зависит в основном от ширины ленты и скорости её движения.
В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в Германии при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в Германии) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы и безопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопор и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
ru.mining.wikia.com