Что такое кузнечная сварка или сварка ковкой?
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.

В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Содержание статьи
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.

Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
Нагрев
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Также применяется каменный уголь, но в нем может присутствовать до 1% серы. Следите, чтобы фракции угля были более-менее одного размера. Сам уголь должен быть просеянным и некрупным.
Сначала в печь загружается уголь. Он должен хорошо прогореть, чтобы небольшой процент серы испарился. Затем нужно нагреть концы деталей, которые затем будут стыковаться. Средняя температура нагрева — от 1300 до 1400 градусов по Цельсию. Если сталь низкоуглеродистая, то при воздействии такой температуры она приобретет белый цвет. Если у металла, из которого сделана деталь, высокое содержание углерода, то не стоит превышать температуру нагрева более 1200 градусов. Металл должен сменить цвет на белый с желтым.

Такие высокие температуры используются только для нагрева, во время ковки температура понижается. Поэтому учитывайте, что при есть вероятность перегрева металла и образования окалины. Чтобы этого избежать можно использовать флюс для кузнечной сварки. Флюс наносят прямо на деталь, но не предварительно, а прямо во время нагрева. Можно купить специальный флюс в магазине, а можно использовать вымытый и просеянный речной песок.
Не нужно насыпать толстый слой флюса, иначе металл просто не прогреется и образуется много шлака. Посыпайте флюс тонким слоем. Можете смешать речной песок с бурой, тогда примесей при ковке будет меньше. Но не стоит применять буру, если у вас качественный очищенный уголь. Это не принесет должного результата. А вот если уголь плохой и способствует образованию шлака, то бура может помочь. Кстати, если буры у вас нет, то можете использовать обычную поваренную соль.
Есть еще одна хитрость касаемо флюсов. Если деталь небольшого размера, то флюс можно не использовать. Нагрейте заготовку, а затем быстрым движением переместите ее в песок. Сам песок нужно предварительно насыпать в металлический ящик, который следует поставить на горн. Песок немного нагреется и разность температур будет не такой большой.
Также учитывайте, что при использовании песка все равно будет образовываться шлак. Он будет стекать с детали вместе с песком, так что подсыпайте песок по мере необходимости. Обычно требует насыпать песок два-три раза за весь нагрев. В это время необязательно вынимать деталь из огня.
Еще можно смешать флюс с железными опилками, если в металле содержится много углерода. Также можно использовать ферромарганец. Такие смеси способствуют улучшению качества шва, поскольку поглощают избыток углерода.
Иногда бывают ситуации, когда требуется сварить две детали из разных сталей. Мы рекомендуем сначала прогревать ту деталь, у которой меньшее содержание углерода. А прогревать вторую деталь следует спустя небольшой промежуток времени.
Проковка
Теперь о ковке. Как только деталь хорошо прогрелась ее нужно достать из печи или горна, и поместить на наковальню. Тут же следует совершить несколько ударов по наковальне. Так вы собьете шлак. Далее нужно состыковать две нагретые заготовки и нанести несколько легких ударов с помощью кузнечного молота.
Удары должны быть частыми и ритмичными, а детали должны быть плотно прижаты друг к другу, чтобы избежать окисления металла. Затем нужно увеличить силу удара, сохраняя прежнюю скорость. Благодаря сильным ударам две заготовки окончательно соединяются между собой и начинают приобретать единую форму. Чтобы прочность была выше можно проковать не только концы двух деталей, но и прилегающие к ним участки. Саму проковку нужно делать от середины соединения к краям. Так шлак будет равномерно выходить из зоны сварки.

Некоторые мастера после проковки снова нагревают уже готовые детали. Затем снова выполняют проковку. С виду такое изделие выглядит более монолитным, но здесь главное не переусердствовать. Иначе многочисленные нагревы могут наоборот ухудшить качество шва. А вы должны помнить, что само соединение в кузнечной сварке не такое уж и прочное.
Отделка
Отделка — это обязательной этап любой художественной ковки. Но в кузнечной сварке отделка применяется нечасто. Если вам все же нужно сделать соединение эстетически привлекательным, то можете использовать предназначенный для этого кузнечный инструмент. Также можно использовать полировку, кварцевание или патинирование. Используйте щетки с металлическим ворсом, полировочные пасты, пасту ГОИ. Это, конечно, необязательный этап. Он выполняется при изготовлении художественных изделий, а не при ремонте.
Вместо заключения
Кузнечная сварка — почти забытый, но весьма интересный метод соединения металлов. Вам доступна кузнечная сварка нержавейки, а также кузнечная сварка изготовление ножей, что часто практикуется в частных мастерских. Не нужно думать, что раз такая технология потеряла свою актуальность на фоне более современных методов сварки. Наоборот, изделия, изготовленные с применением кузнечной сварки, приобретают особую значимость. Ведь они в прямом смысле изготовлены своими руками.
А вы сталкивались с кузнечной сваркой в своей практике? Может быть вы и есть профессиональный кузнец, которых теперь осталось так мало? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Кузнечная сварка без использования сварочного оборудования
Содержание:
Горновая сварка считается древнейшим видом сварки давлением. Почти три тысячелетия население нашей планеты пользовалось железом, при этом, не умея его расплавить. В связи с тем, что линейная сварка, хорошо известная на то время, не подходила для этого материала, специально для железа была изобретена горновая сварка. Активной и широкой популяризации данного вида сварки, а также ее развитию, помимо всего прочего способствовал и способ производства железа, который существовал многие тысячелетия вплоть до второй половины XIX века.
Суть горновой сварки заключается в том, что сталь нагревают до температуры 1100-1300°C, при которой она становится пластичной, после, нагретая сталь подвергается сдавливанию в процессах ковки (кузнечной сварке), прокатке, прессованию, волочению и т.д.
Общие сведения
Рассмотрим вкратце, какие изменения происходят в металле при повышении его температуры, на примере углеродистого калия. При повышении температуры alpha-железо (обычное), достигнув некоторой критической точки Ас3, переходит в gamma-железо, в котором прекрасно растворяется углерод в больших количествах. По ходу этого процесса цементит и перлит пропадают, а углерод равномерно распределяется по всему объему металла, плавно переходя в однородный аустенит. При дальнейшем росте температуры, зерна металла начинают увеличиваться, вследствие чего границы между ними исчезают и мелкие зерна срастаются в крупное зерно, уменьшая общую свободную поверхность. В этот момент как раз и начинаются сварочные работы, по ходу которых в пограничной зоне образуются новые кристаллические зерна, заимствующие материал для своего увеличения у обеих соединяемых частей, тем самым уничтожая физическую границу раздела между ними.
Прочность сварки увеличивается прямо пропорционально с ее температурой и давлением, но только в соответствующих пределах. При излишне высокой температуре возможен перегрев металла, вследствие чего отдельные структуры составляющих плавятся, и сварное соединение теряет свою максимальную прочность.
Качество свариваемости давлением в пластическом состоянии зависит от вида металла. Так, прекрасную свариваемость имеет низкоуглеродистая сталь, а материал, содержащий в себе больше 0,7% углерода, наоборот, очень плохо сваривается давлением. Также, трудно свариваемыми являются цветные металлы и легированные стали, а чугун в пластическом состоянии сварить почти невозможно.
Технология сварки
Высокие температуры для нагрева места сварки не нужны, и его можно осуществлять в различных печах и горнах, используя практически любой горючий материал.
В процессе нагрева, обычно поверхности деталей, подготовленных для сварки, сильно окисляются, что делает сварку невозможной. Для очищения поверхности используют химическую чистку с применением флюсов, что в сумме с окислами металла позволяет получить легкоплавкие соединения, которые, в процессе осадки, будут без проблем выдавливаться из стыка и, тем самым, позволят приводить в соприкосновение абсолютно чистые поверхности металла.
В процессе нагревания появляется железная окалина, у которой состав варьирует между окислами Fe3O4 и FeO, которые являются достаточно тугоплавкими и не расплавляются при температуре белого каления. Этим кислотам присущ основный характер, поэтому для их перевода в легкоплавкие соединения необходимо использовать окислы кислотного характера, которые не являются летучими и весьма стойки при сварке. При горновой сварке в качестве флюсов используются: бура Na2B4O7, борная кислота B(OH)3, поваренная соль NaCl, мелкий речной либо кварцевый песок, а также битое оконное стекло и смеси этих материалов.
Следующей операцией после нагрева и офлюсования является осадка, которая вызывает деформацию металла, способствующую смешиванию и диффузии частиц металла в свариваемых частях. Величина удельного давления, требующаяся при осадке, зависит от свойств используемого материала и температуры, при которой с ним работают. Давление осадки зависит обратно пропорционально от температуры. Осадка производится ручной либо механической проковкой мест – прессованием, прокаткой. Таким образом получают, к примеру, многослойную листовую сталь. Также, подобным способом производят биметалл.
В кузнечной сварке всегда весьма велика вероятность того, что на поверхности металла, предназначенного для сварки, останутся различные загрязнения. Именно по этому, в целях повышения качества и надежности горновой сварки, поверхность материала первоначально подготавливают и разделывают, дабы увеличить поверхность соприкосновения частей, которые будут соединены.
Достоинства и недостатки
Несмотря на то, что горновая сварка является достаточно простой в использовании и для нее не требуются какие-то дефицитные материалы, все же она начинает отходить на второй план, уступая лидерские места более современным способам сварки.
К недостаткам горновой сварки, можно отнести такие:
- медленный нагрев металла;
- сложность процесса осадки, что требует определенных навыков у рабочих;
- недостаточно большая надежность получаемого соединения.
Также, другими, менее значительными, недостатками, являются возможность значительного увеличения зерна, перегревания и пережога металла, в связи с продолжительным процессом нагрева. Помимо этого, из-за небольшой производительности горновая сварка является достаточно дорогой.
Другой разновидностью горновой сварки, в ходе которой место сваривания нагревают специальными сварочными горелками, является газопрессовая сварка. После горелок расположено устройство для осадки в форме молотов, которое проковывает шов, прокатные вальцы, сварочные ролики, катящиеся по шву и осуществляющие сварку деталей.
Невзирая на то, что сейчас появилось много современных сварок, а горновая уже гораздо менее популярна, но все же в некоторых отраслях она является приоритетной, например в производстве сварных газовых труб малых диаметров, а также инструмента, материалом для которого служит поделочная и инструментальная углеродистая сталь (топоры, ломы и т.д.).
Дополнительные материалы
Вам необходимо произвести соединение металлических деталей? Для этого нужно воспользоваться сваркой? Купите сварочный аппарат, выберете необходимый вид электродов, и набивайте руку. Это все, что необходимо для проведения сварочных работ.
Общие понятия об устройстве кузницы дома и какие необходимых инструменты нужны для ковки. Статья позволяет трезво оценить свои возможности в этом непростом и очень затратном предприятии.
metallmania.ru
Кузнечная сварка стали
Кузнечная сварка – это процесс неразъемного соединения нагретых кусков металла с применением внешнего давления. Ее еще называют горновой сваркой. Сталь при нагреве до определенных температур становится тестообразной. Куски такой стали, крепко прижатые друг к другу, вполне нормально свариваются.
Эта технология известна с древнейших времен. Для изготовления копий и мечей, а также серпов и кос, древние мастера брали небольшое количество ценной и редкой высокоуглеродистой стали для изготовления острия или лезвия, а затем вставляли его в более мягкое и дешевое железо. Затем все это нагревали до высокой температуры и тщательно проковывали до получения единого цельного изделия.
Древнее железо, еще до бессемеровского процесса, называли сварочным железом, потому что его получали путем ковки, то есть по существу той же кузнечной сварки, из нескольких небольших кусков так называемого пудлингового железа.
До недавних пор кузнечная сварка широко применялась в сельских и колхозных кузницах для ремонта сельскохозяйственной техники.
Кузнечная сварка встык, внахлестку и в обхват
Свариваемые концы утолщают для того, чтобы при проковке после сварки довести сечение до заданного размера сечения кольца. Чаще всего кузнечную сварку производят встык, внахлестку или в обхват (рисунок 1). Во всех случаях торцы имеют выпуклую форму. Это нужно для того, чтобы шлак, который образуется при сварке, выжимался наружу.
 Рисунок 1 – Подготовка концов для кузнечной сварки:
Рисунок 1 – Подготовка концов для кузнечной сварки:
а — встык, б — внахлестку, в – в обхват
Кузнечную сварку применяют, например, при изготовлении, колец (рисунки 2 и 3).
 Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки
Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки
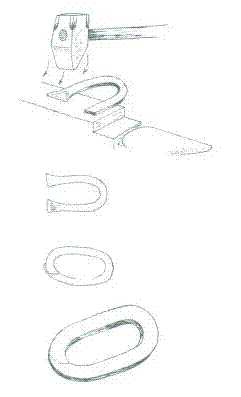 Рисунок 3 – Изготовление кольца кузнечной сваркой
Рисунок 3 – Изготовление кольца кузнечной сваркой
Другим способами кузнечной сварки являются сварка врасщеп и сварка с помощью так называемых шашек.
Кузнечная сварка врасщеп
Сварку врасщеп применяют, когда надо из полосовой стали изготовить, например, стальные шины для телеги. Перед сваркой концы полосы оттягивают и разрубают (рисунок 3). Затем концы соединяют с перекрытием, нагревают до сварочной температуры и проковывают. За счет большой поверхности соединения такая сварка получается довольно прочной.
 Рисунок 4 – Сварка в расщеп:
Рисунок 4 – Сварка в расщеп:
а – разрубание полосы, б – соединение концов
Кузнечная сварка с шашками
Сварку с шашкой применяют для соединения крупных деталей, обычно колец. Концы детали отковывают с наклоном 30-40º (рисунок 5). Из той же стали и с тем же наклоном выковывают вставные детали – шашки. Место сварки нагревают до сварочной температуры и проковывают под молотом.
 Рисунок 5 — Кузнечная сварка стали с шашками
Рисунок 5 — Кузнечная сварка стали с шашками
Температура кузнечной сварки стали
Для кузнечной сварки деталь нагревают до температуры, близкой к температуре плавления: сталь с содержанием 0,1 % углерода – до 1400-1450 ºС, сталь с 0,4 % углерода – до 1320-1370 ºС. Важно максимально точно определять эти температуры, так недостаточный нагрев приведет к непровару, а излишний нагрев – к пережогу или даже расплавлению.
Нужную температуру опытные кузнецы улавливают по цвету каления: около 1300 ºС – ярко-желтый цвет, а около 1400 ºС – уже ярко белый. При достижении нужной температуры нужно немедленно начинать ковку, так продолжительная выдержка может привести к пережогу стали.
Применение флюса при кузнечной сварке
Нагрев стали вызывает ее окисление и она покрывается окалиной, которая препятствует сварке. Поэтому свариваемые концы обычно посыпают флюсом. В качестве флюса в сельских кузницах применяют кварцевый песок с примесью буры и поваренной соли. При высокой температуре флюс соединяется с окалиной и образует слой шлака, который и защищает поверхность сварки от оксисления. При низком содержании углерода в стали флюсы часто не используют, так как температура плавления такой стали выше, чем у ее окисида.
Перед началом сварки шлак удаляют стальной щеткой, а остатки выдавливаются при последующей ковке. Для хорошей сварки сваренное место хорошо проковывают ударами молотка.
Стали для кузнечной ковки
Обычно кузнечной сварке подвергают только мягкие стали. Очень хорошо сваривается сталь с содержанием углерода до 0,2 %, удовлетворительно – сталь с содержанием углерода до 0,5 %. Другие стали сваривают обычными методами сварки – электрической или газовой.

Источники:
1) А. А. Шапиро Пособие для сельского кузнеца, 1967.
2) J. DeLaRonde Blacksmithing: Basics for Homestead, 2008
steel-guide.ru
Кузнечное дело: Кузнечная сварка
Кузнечной сваркой образуют неразъемное соединение в результате действия кузнечного ударного инструмента на металл, находящийся в пластическом состоянии.
Кузнечной сваркой в основном выполняют неразъемные соединения из низкоуглеродистых конструкционных сталей с содержанием углерода до 0,3%, так как при большем содержании углерода свариваемость стали резко ухудшается.
Получить качественное неразъемное соединение кузнечной сваркой можно только при условии удаления с соединяемых поверхностей окисленных и других загрязняющих пленок к моменту ковки. Кузнечная сварка не обеспечивает высокой надежности сварного соединения, она малопроизводительна, пригодна для ограниченного количества металлов, требует высокой квалификации кузнеца и почти не применяется на заводах, где всегда имеются более эффективные методы сварки. Однако в полевых условиях при ремонте неответственных деталей машин и при ковке поковок ручной ковкой кузнечную сварку применяют достаточно часто.
Технология выполнения, кузнечной сварки следующая. Нагрев заготовок для кузнечной сварки осуществляют в горнах или печах. При этом требуется, чтобы в очаге не было лишнего топлива, а пламя должно быть не окислительным. Наилучшими видами топлива для горна при нагреве заготовок под кузнечную сварку является древесный уголь и кокс, в которых почти отсутствует сера, снижающая прочность сварного шва. Однако в большинстве случаев применяют каменный уголь с содержанием серы не более 1% и золы до 7%. Уголь для нагрева заготовок под сварку должен быть отборным, т. е. некрупным и хорошо просеянным, так называемый «орешек». Горн нужно хорошо очистить и засыпать в него столько угля, чтобы хватило для нагрева одной заготовки под сварку. Заготовки следует загружать в очаг только после того, как уголь хорошо прогорит и большая часть серы из него уже выделится.
Подготовленные к сварке концы заготовок нагревают до температуры, несколько большей температуры начала ковки (см. табл. 5.1). Чем меньше углерода в стали, тем выше должна быть температура ее нагрева. Например, низкоуглеродистую сталь нагревают до температуры 1350 … 1370 °С. При этой температуре концы заготовок, подлежащие сварке, имеют ослепительно белый цвет. При сварке стали с повышенным содержанием углерода, например при сварке лезвия топора из стали У7 с основным телом топора заготовку нагревают до температуры 1150°С. При такой температуре заготовка будет иметь белый с желтоватым оттенком цвет каления.
Так как при температуре выше начала ковки происходит интенсивное образование окалины и возможен пережог металла, то для уменьшения окалины, облегчения ее удаления и предохранения металла от пережога заготовку посыпают флюсом. Флюс посыпают на заготовку в период нагрева ее до температуры 950 … 1050 °С. В качестве флюса применяют чистый, сухой и мелкий речной песок, хорошо промытый, просеянный и отделенный от глины и других примесей. Толстый слой флюса на металле затрудняет его равномерный прогрев и последующую очистку от шлака. Поэтому посыпать его нужно равномерным тонким слоем на расстоянии 0,5 … 0,6 м от огня. Иногда к песку добавляют около 10% прокаленной буры. Она лучше шлакуется, чем песок, и очищает металл от всех посторонних примесей, оседающих на нем при нагреве. Применять буру следует, когда уголь плохо очищен и дает много шлатга. тёсли нет буры, ее можно заменить поваренной солью.
При нагреве мелких заготовок их часто не посыпают флюсом в горне, а быстро вытаскивают из огня и раскаленным концом втыкают в песок, находящийся в металлическом ящике на горне. После этого заготовку снова кладут в горн для окончания нагрева.
Образующийся из флюса шлак постепенно стекает с поверхности металла, поэтому при дальнейшем нагреве заготовки до сварочной температуры ее еще 2—3 раза посыпают песком, не вынимая из огня.
При сварке стали, содержащей больше 0,3% углерода, к флюсу добавляют опилки мягкого железа, а инвгда ферромарганец. При высокой температуре такие опилки поглощает с поверхности стали углерод и способствует улучшению качества сварки.
Если необходимо сваривать две заготовки из разных марок сталей, то сначала начинают нагревать сталь с меньшим содержанием углерода, так как температура нагрева ее до сварки больше, а спустя некоторое время, начинают нагревать заготовку из стали с большим содержанием углерода.
Сварку Выполняют следующим образом. После нагрева свариваемые заготовки быстро вынимают из горна и ударами о наковальню, а также молотком сбивают шлак. Иногда для очистки заготовок используют скребки и металлические щетки. Затем стыкуют или накладывают друг на друга подлежащие сварке концы заготовок и наносят по ним сначала легкие и частые удары, при’которых остатки шлака выдавливаются наружу, а поверхности стыка плотно прижимаются друг к другу, что защищает их от окисления. Сварку заканчивают частыми сильными ударами, в результате которых сваривают соединяемые концы заготовки и получают требуемую форму и размеры в месте сварки. Нельзя ограничиваться проковкой только места сварки. Надо также хорошо проковать участки, прилежащие к месту сварки, чтобы увеличить прочность всей поковки. Проковку следует вести от середины соединения к краям, чтобы дать возможность выходу шлака.
Иногда для лучшей проковки сваренную заготовку повторно нагревают до сварочной температуры и еще раз проковывают. Однако такие нагревы делать нежелательно.
Отделку, если она требуется, выполняют после подогрева сваренного места до температуры 900 … 950 °С и в зависимости от окончательной формы места сварки его отделывают подбойками, обжимками, гладилками и другим кузнечным инструментом.
Способы кузнечной сварки (рис. 7.18). Сварка внахлест (рис. 7.18, а) является наиболее распро-странным способом, при котором получается достаточно прочное сварное соединение. Концы заготовок к сварке готовят следующим образом. Сначала их высаживают. Потом на них отковывают скосы при помощи молотка, кувалды и полукруглой подбойки-верхника 3 (см. рис. 3.5, а). Середина Скосов должна быть выпуклой для облегчения вытеснения шлака при начале ковки. После нагрева концов до сварочной температуры их скосами накладывают один на другой»« выполняют операции сварки и отделки, как описано выше.
Достоинством этого способа кузнечной сварки является то, что форма исходных свариваемых поверхностей обеспечивает хорошее удаление отходов шлава с соединяемых поверхностей.
Этим способом сваривают заготовки толщиной или диаметром до 30 мм с одним нагревом. При сечениях с большими размерами операцию выполняют с двумя нагревами. С первого нагрева сваривают тонкие участки соединения, а после второго нагрева выполняют окончательную сварку. При диаметре заготовок больше 60 мм сварку ручной ковкой не удается осуществить, поэтому
ее выполняют на молотах.
Сварку вразрур (рис. 7.18, б) применяют для заготовок с большими сечениями или при сварке мягкой стали с твердой. Здесь требуется более сложная подготовка свариваемых концов.^Оба свариваемых конца вы-саживают: из мягкой стали больше, а из твердой несколько ‘меньше. После этого высаженный конец заготовки из мягкой стали разрубают, а конец из твердой стали отковывают на клин так, чтобы он входил в разруб первой заготовки. Затем, после соответствующего нагрева и удаления шлака, концы соединяют, сваривают и отделывают, как описано выше.
Сварка встык (рис. 7.18, в) состоит в том, что концы свариваемых заготовок высаживают до полутора диаметров от исходных и закругляют, чтобы при сварке вытеснялся шлак. Затем, после соответствующего нагрева и удаления шлака, кузнец берет один кусок, а молотобоец — другой и на наличнике наковальни прикладывают один конец к другому и ударяют кувалдой по противоположным холодным концам до тех пор, пока конц^ не сварятся, после чего частыми и сильными ударами заканчивают сварку и отделку сваренного места.
Сварку вращеп применяют для соединения тонких полос, что требует достаточно сложной подготовки свариваемых концов. При выборе соединяемых заготовок следует предусмотреть, чтобы они заходили один на другой не менее чем 2,5 толщины свариваемых полое. Порядок сварки показан на рис. 7.18, г. Подготовленные для сварки концы нагревают до сварочной температуры, очищают от шлака, вставляют друг в друга, сваривают и отделывают ковкой, как описано выше. Такой способ сварки обеспечивает высокую прочность сварного соединения. Его применяют при сварке колесных шин, поломанных рессорных листов. Однако при сварке рессорной стали нельзя гарантировать хорошего качества шва, так как такая сталь содержит много углерода и кремния.
Сварка взамок используется для соединения концов поковок типа колец. При этом свариваемые концы соответствующим образом формируют и для постановки между ними изготовляют шашки (клинья) из марки стали, Одинаковой с маркой стали свариваемых концов. Нагретые до сварочной температуры концы заготовки и шашки Ш
очищают от шлака, стыкуют, укладывают шашки между концами и проковывают. Затем сваренное место правят Приемы подготовки и сварки заготовок взамок показаны, на рис. 7.18, д, е. Этот способ сварки чаще выполняют на молотах.
Дефекты при кузнечной сварке. Непровар получается в результате плохого закругления подготовленных для сварки концов, из-за чего, при начальной ковке, шлак полностью не выдавливается и заковывается внутрь соединения; некачественной обработки свариваемых поверхностей флюсом; плохой очистки соединяемых поверхностей от шлака; образования вторичной окалины из-за задержки ковки после очистки заготовки от шлака.
Пережог при сварке наиболее вероятен, чем при других кузнечных операциях, так как ковочная температура и температура пережога близки друг к другу. Поэтому при нагреве заготовки для кузнечной сварки следует быть особо внимательным. Необходимо помнить, что пережог является неисправным дефектом.
Малая прочность сварного шва получается из-за того, что выросшие зерна при нагреве заготовок до ковочной температуры не измельчились при ковке. Это чаще всего происходит при малом наборе металла во время подготовки концов к сварке. Металла не хватает, структура осталась крупнозернистой, а соединение недостаточно прочным.
Малая прочность околошовных участков поковки получается из-за прогрева заготовок до ковочной температуры на большую длину от свариваемого конца, чем требуется для сварки. При этом в месте сварки набранный осадкой металл проковывается, и зерна измельчаются, а околошовные участки не имеют утолщений, поэтому не проковываются и в них сохраняется крупнозернистая структура металла. Следовательно, при подготовке заготовок к сварке надо нагревать до ковочной температуры только утолщенные концы, которые будут хорошо проковываться.
Неточность размеров после сварки может быть по сечению и по длине. Размеры по сечению меньше требуемых по чертежу получаются из-за недостаточного набора материала на свариваемых концах. Размеры по длине больше требуемых по чертежу получаются при избытке металла на свариваемых концах. Поэтому надо стремиться к точному определению размеров заготовок.
delo-kuzneca.blogspot.com
Кузнечная сварка
Главным достоинством кузнечной сварки является ее технологическая простота. Горн и молоток, да еще горсть песка в руке опытного кузнеца — вот и вся технология. Главный же недостаток этой древнейшей технологии — невозможность сварки большинства легированных, более прочных сталей. Только железо и малолегированные стали могут применяться при изготовлении Дамаска с использованием кузнечной сварки. Окисные пленки, содержащие много хрома, не удаляются обычными флюсами, поэтому прочного соединения этим методом высокохромистых сталей добиться не удается.
Чтобы обойти этот «запрет» на применение высоколегированных сталей, для оружейной деятельности приходится использовать некоторые виды вакуумной технологии. Поскольку окисления предварительно зачищенных поверхностей при нагреве в вакууме не происходит, то становится возможной сварка высоколегированных, в том числе нержавеющих, сталей. Естественно, исполь-зование всех видов флюсов при этом становится излишним.
Известен метод диффузионной сварки в вакууме, разработанный профессором Н.Ф. Казаковым. По этому методу соединяемые пластины шлифуются, складываются стопкой, нагреваются в вакуумной камере и сдавливаются прессом. После выдержки раскаленных пластин под давлением в течение нескольких минут в результате диффузии элементов образуется прочное соединение. Сваренный таким образом пакет расковывается на пластины, которые снова шлифуются, свариваются и так до тех пор, пока не получится нужное количество слоев. Используя этот метод, можно изготавливать Дамаск из нержавеющих, быстрорежущих и иных высокопрочных сталей. Пожалуй, главный недостаток диффузионной сварки — большие отходы металла при шлифовке перед сваркой (до четверти пакета превращается в пыль за один цикл).
Кузнечной сваркой называется процесс соединения кусков металла, нагретых до пластического состояния, с применением внешнего давления. Как известно, сталь, нагретая до определенной температуры, обладает пластическими свойствами; если температуру повысить настолько, чтобы поверхность нагреваемого куска приняла тестообразный вид, то такие два куска, будучи прижаты друг к другу, сварятся, т. е. образуют одно целое.
Энергичная проковка свариваемых частей является также основным условием доброкачественной сварки. При сварке нужно делать сильные и быстрые удары, так как только при этом условии удается достигнуть тесного соприкосновения между свариваемыми частицами при наивысших температурах. Кроме того, нагревание стали до сварочного жара вызывает крупнозернистое ее строение в нагреваемых местах. Сильная проковка измельчает зерно и этим улучшает качество свариваемого места изделия.
Следует помнить, что хорошая сварка удается только при достаточно высокой температуре, поэтому ее надо вести до конца при такой температуре. Это может быть достигнуто в том случае, если сварка ведется быстро.
Последняя операция сварки — отделка поверхности сваренного места — производится с помощью обжимок и обкаток, что зависит от конфигурации свариваемого изделия и от способа сварки.
Свариваемостью обладают не все металлы, например, свинец не сваривается. Далеко не все стали обладают хорошей свариваемостью. Чем меньше примесей содержит сталь, тем лучше она сваривается. Чистое железо способно свариваться хорошо, но всякая примесь в железе ухудшает это свойство. С увеличением содержания углерода в стали свариваемость ухудшается. Свариваемость понижается также с увеличением в стали фосфора, серы, хрома, меди и т. д. Содержание марганца в стали до 0,6—0,8% улучшает свариваемость, поэтому если в стали имеется марганец, то содержание углерода может быть повышено.
Рекомендуется следующее предельное содержание примесей в стали, при котором можно получить хорошую сварку: углерода 0,2—0,3%, но не более 0,5%; кремния не более 0,2%; марганца 0,6—0,8%; фосфора и серы как можно меньше, но не более 0,05%. Если требуется сварить сталь с содержанием углерода больше 0,2—0,3%, то к сварочному флюсу прибавляют опилки из мягкой стали, которые содержат небольшое количество углерода. В этом случае в месте сварки металл обезуглероживается, что и дает возможность сварить изделие.
www.kefa.ru
Кузнечная (горновая) сварка — Ковка
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
При горновой сварке всегда довольно велика вероятность оставления окислов, окалины и других загрязнений на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не обеспечивает удаления загрязнений в процессе осадки, в особенности при значительных размерах сечений сварки. Поэтому для повышения надежности горновой сварки стремятся увеличить поверхность соприкосновения соединяемых частей, с этой целью поверхность перед сваркой соответственным образом подготавливают и разделывают.

Если осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегают к предварительной высадке соединяемых частей. Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.
Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве.
Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.
Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.
Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.).
Видео: Кузнечная сварка якоря
Сообщение отредактировал Andrew: 04 Март 2015 16:46
websvarka.ru
Кузнечная сварка
ТЕОРИЯ сварочных процессов
Кузнечная сварка возникла в ходе освоения человеком формообразования нагретого металла при кузнечной обработке. Для осуществления кузнечной сварки металл сначала нагревают (чаще всего в печи) до «сварочного жара». Применительно к стали это составляет 1500… 1600 К. Затем соединяемые детали подвергают совместной проковке, во время которой вследствие пластической Деформации образуется сварное соединение. Основным достоинством кузнечной сварки следует считать получение сварного соединения со значительной степенью деформации металла шва, что повышает его механические характеристики и приближает их к свойствам основного металла.
Развитие технологии и оборудования кузнечно-прессового производства привело к возникновению нескольких разновидностей кузнечной сварки, которые нашли применение в промышленности:
1) собственно кузнечная сварка, когда для осуществления процесса используют кузнечные молоты и гидравлические прессы;
2) сварка прокаткой в результате совместной деформации деталей (чаще всего листов) при их прокатке. Этот процесс применяется при изготовлении различных биметаллических заготовок, листовых теплообменников и т. д.;
3) сварка волочением, когда детали подвергают деформированию при их протягивании через специальную фильеру (волоку). Такая технология используется при изготовлении различных биметаллических проволок, трубок, лент.
С энергетической точки зрения кузнечные сварочные процессы достаточно выгодны — не требуют источников с высокой концентрацией энергии, но для их осуществления, как правило, необходимо сложное и металлоемкое кузнечно-прессовое оборудование.
Граничные условия
Чтобы решить дифференциальное уравнение теплопроводности, необходимо задать распределение температур в начальный момент времени (начальное условие) и условия взаимодействия тела с окружающей средой на его границах (граничные условия). Начальное условие определяется …
Основные допущения и упрощения, принятые в классической теории распространения теплоты при сварке
На современном уровне развития математики аналитическое решение уравнения теплопроводности в общем виде (5.21) еще не найдено, однако при введении некоторых допущений и упрощений можно получить пригодные для практического использования частные …
Дифференциальное уравнение теплопроводности
Сложный процесс изменения температуры точек тела с координатами jc, у, z во времени t описывается дифференциальным уравнением теплопроводности. Для вывода этого уравнения необходимо рассмотреть баланс теплоты в некотором элементарном объеме …
msd.com.ua