Кривошипные прессы от производителя ПАО Долина по России и СНГ
СМОДЕЛИРУЙ СВОЙ СТАНОК
Пресс-центр
Подписаться на новости
Карта сайта
Главная
/ Продукция
/ Кузнечно-прессовое и металлообрабатывающее оборудование
/ Кривошипные прессы
Пресс кривошипный КД2124 — пресс усилием 25 тонн
Получить коммерческое предложение
Пресс кривошипный КД2126 — пресс усилием 40 тонн
Получить коммерческое предложение
Пресс кривошипный КД2128 — пресс усилием 63 тонны
Получить коммерческое предложение
Пресс кривошипный КД2130 (КЕ2130, К2130) усилием 100 тонн
Получить коммерческое предложение
Пресс кривошипный КД2132 — пресс усилием 160 тонн
Получить коммерческое предложение
Пресс кривошипный КД2134 — пресс усилием 250 тонн
Получить коммерческое предложение
Пресс кривошипный К2536 (КВ2536) усилием 400 тонн
Получить коммерческое предложение
Комплекс автоматической линии на базе прессов
Получить коммерческое предложение
Кувандыкский завод «Долина» осуществляет проектирование, производство и поставку оборудования различного назначения. Техника предприятия эксплуатируется рядом крупных государственных и частных компаний. Модели прессов механических кривошипных представленные в продаже, отличаются высоким ресурсом основных узлов и рассчитаны на эксплуатацию в интенсивном режиме. Используя комплектующие, прошедшие тщательную проверку, завод «Долина» в состоянии предоставить восемнадцатимесячную гарантию на всю продукцию.
Техника предприятия эксплуатируется рядом крупных государственных и частных компаний. Модели прессов механических кривошипных представленные в продаже, отличаются высоким ресурсом основных узлов и рассчитаны на эксплуатацию в интенсивном режиме. Используя комплектующие, прошедшие тщательную проверку, завод «Долина» в состоянии предоставить восемнадцатимесячную гарантию на всю продукцию.
Описание, особенности и применение прессов для холодной штамповки
Оборудование представляет собой одну из наиболее востребованных промышленностью разновидностей станков. Несмотря на сравнительно высокую цену, кривошипные прессы широко распространены благодаря обширным функциональным возможностям. Оборудование позволяет выполнять листовую и объемную штамповку пластичных материалов (главным образом, стали и других металлов). Важными преимуществами кривошипных прессов являются уникальные характеристики, дающие возможность с высокой скоростью изготавливать сложные детали, практически не нуждающиеся в чистовой обработке.
Основным рабочим органом станка является высокопрочный штамп, именно его конфигурация определяет форму будущего изделия. Штамп состоит из двух частей, одна из которых является подвижной и прикреплена к ползуну, а другая неподвижно зафиксирована на столе. Процесс формирования изделия осуществляется за единственный рабочий ход шатуна кривошипного станка для холодной штамповки. Перемещение привода осуществляется посредством электродвигателя, создающего инерционную силу на валу. Пресс кривошипный штамповочный способен работать как в полностью автоматическом режиме, так и в режиме одиночного хода, когда отключение муфты происходит после каждого рабочего цикла.
При выборе станка с подходящими характеристиками следует ориентироваться на габариты, толщину и тип обрабатываемых заготовок. Также рекомендуется обратить внимание на скорость и точность штамповки. У нас можно купить модели кривошипных прессов, которые могут иметь от одного до трех ползунов; количество данных элементов определяет сложность вытяжки, выполняемой оборудованием.
Завод «Долина»: продажа кривошипных станков на оптимальных условиях
В каталоге предприятия представлены станки трех основных разновидностей. Пресса механические кривошипные различаются конструкцией (которая может быть наклоняемой либо ненаклоняемой, отрытой или закрытой), размерами стола, развиваемым усилием. Сотрудники предприятия готовы обстоятельно рассказать об особенностях каждой модели, а также помочь определиться с наиболее подходящей модификацией.
Менеджеры компании помогут купить подходящий кривошипный пресс по приемлемой цене, а также организуют перевозку оборудования в пределах РФ и стран СНГ. Доставка осуществляется проверенными ТК. По желанию заказчика, сотрудники завода «Долина» выполнят монтаж штамповочного пресса и пусконаладочные работы.
Комплекс автоматической линии на базе прессов. PDF
Получить консультацию
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
Работаем
по всему миру
285
произведено за 2021 год
станков
31
нам доверяют
тысяч клиентов
80
на рынке
лет
Оренбургская обл. г. Кувандык
ул. Школьная, 5
г. Кувандык
ул. Школьная, 5
+7 (35361) 37-5-41
ПАО ‘КУВАНДЫКСКИЙ ЗАВОД КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ДОЛИНА’
К началу страницы
- VK
КД2114 Пресс однокривошипный механический КД2114Г КД2114
Пресс однокривошипный открытый простого действия не наклоняемый КД2114, КД2114Г с усилием 25 кН предназначен для вырубки, пробивки, гибки, неглубокой вытяжки, для выполнения холодноштамповочных операций с удалением готовых изделий или отходов на провал. Пресс может работать как на одиночных, так и на непрерывных ходах.
- Пресс однокривошипный открытый простого действия не наклоняемый КД2114, КД2114Г представляет собой быстроходный пресс усилием 25 кN.
- Пресс КД2114 предназначен для вырубки, пробивки, гибки, неглубокой вытяжки и других холодноштамповочных операций.
- Пресс не наклоняемый предназначен для выполнения холодноштамповочных операций с удалением готовых изделий или отходов на провал.
 Пресс может работать как на одиночных, так и на непрерывных ходах.
Пресс может работать как на одиночных, так и на непрерывных ходах. - Пресс изготавливается для эксплуатации в районах с умеренным климатом УХЛ категории размещения 4 по ТУ 3821-002-81244053-2010 с дополнительным требованием — нижнее значение температуры воздуха не менее 5˚С, и в районах с сухим и влажным тропическим климатом 0 категории размещения 4.
 Пресс может работать как на одиночных, так и на непрерывных ходах.
Пресс может работать как на одиночных, так и на непрерывных ходах.Комплект поставки пресса однокривошипного механического КД2114Г, КД2114
| Поз | Наименование | Обозначение | Количество на пресс |
| КД 2114 | |||
| 1 | Станина | КД2114-11-001 | 1 |
| 2 | Вал эксцентриковый | КД2114-23-001 | 1 |
| 3 | Конечный выключатель | ВПК-2111 | 1 |
| 4 | Ограждение конечного выключателя | 1 | |
| 5 | Воздухопровод | КД2114-41-001 | 1 |
| 6 | Ограждение привода | КД2114-71-001 | 1 |
| 7 | Система смазки | КД2114-81-001 | 1 |
| 8 | Привод | КД2114-21-001 | 1 |
| 9 | Установка муфты-тормоза | КД2114-26-001 | 1 |
| 10 | Ползун | КД2114-31-001 | 1 |
| 11 | Пост управления кнопочный | КД2114-92-001 | 1 |
| 12 | Электрооборудование | КД2114-91-001 | 1 |
Комплект поставки пресса КД2114Г, КД2114
Обозначение | Наименование | Количество на пресс | Примечание | |||
КД 2114Г |
| |||||
Внутреннее исполнение | Экспортное исполнение |
| ||||
УХЛ4 | УХЛ4 | 04 | ||||
1 |
| 3 | 4 | 5 | 6 | |
| Пресс в сборе | 1 | 1 | 1 |
| |
Входят в комплект и стоимость пресса: | ||||||
| Техническая документация |
|
|
|
| |
КД2114Г-00-001 РЭ | Пресс однокривошипный открытый простого действия двухстоечный усилием 25 кN Руководство по эксплуатации |
1 |
1 |
1 |
| |
Поставляется по особому заказу | ||||||
КД 2114Г-21-102 | Шкив | — | — | — |
| |
КД 2114Г-21-102-01 | Шкив | — | — | — |
| |
КД 2114Г-21-101 | Шкив | 1 | 1 | — |
| |
КД 2114Г-21-101-01 | Шкив | — | — | 1 |
| |
КД 2114Г-21-103 | Шкив | 1 | 1 | — |
| |
КД 2114Г-21-103-01 | Шкив | — | — | 1 |
| |
КД 2114Г-24-202-02 | Диск | 1 | 1 | — |
| |
КД2114Г-18-202-02 | Пневмосдуватель | 1 | 1 | — |
| |
Станина КД2114
На представлена станина ненаклоняемого пресса. Станина 1 пресса чугунная, коробчатой формы воспринимает все усилия, возникающие при штамповке, крепится на двух стойках 5,6 посредством четырех пальцев. В верхней части станины в стаканах 11 и 12 расположены подшипники качения 13, служащие опорой для эксцентрикового вала. Сверху на скосе станины 2 платик для подмоторной плиты, на которой устанавливается электродвигатель. Спереди на специально обработанных местах станины 1 крепятся призматические направляющие ползуна 10, из которых левая — регулируемая. Регулирование левой направляющей пресса КД2114 осуществляется винтами с помощью резьбового соединения 7,8,9. Передняя часть станины закрыта дверкой 3. На рабочей плоскости стола закреплена подштамповочная плита 4.
Станина 1 пресса чугунная, коробчатой формы воспринимает все усилия, возникающие при штамповке, крепится на двух стойках 5,6 посредством четырех пальцев. В верхней части станины в стаканах 11 и 12 расположены подшипники качения 13, служащие опорой для эксцентрикового вала. Сверху на скосе станины 2 платик для подмоторной плиты, на которой устанавливается электродвигатель. Спереди на специально обработанных местах станины 1 крепятся призматические направляющие ползуна 10, из которых левая — регулируемая. Регулирование левой направляющей пресса КД2114 осуществляется винтами с помощью резьбового соединения 7,8,9. Передняя часть станины закрыта дверкой 3. На рабочей плоскости стола закреплена подштамповочная плита 4.
Привод пресса КД2114Г, КД2114
Привод пресса КД2114 осуществляется от электродвигателя 5 через клиноременную передачу 2, маховик 1 с вмонтированными в него пальцами, муфту-тормоз к эксцентриковому валу. Электродвигатель установлен на качающейся подмоторной плите 6. Регулирование натяжения ремней осуществляется винтом 4 и гайками 3.
Регулирование натяжения ремней осуществляется винтом 4 и гайками 3.
Муфта-тормоз КД2114Г, КД2114
Муфта-тормоз состоит из маховика 2 и муфты-тормоза, закрепленных на эксцентриковом валу пресса, воздухоподводящей головки, закрепленной на муфте-тормозе, и кронштейна 1, соединенного пальцами с муфтой-тормозом и закрепленного на станине пресса. Опорами маховика 2 являются радиальные шарикоподшипники б, посаженные на втулку 7, установленную в свою очередь на эксцентриковый вал. Унифицированная воздухоподводящая головка 11 состоит из корпуса 12, штуцера, расположенных между ними резиновых уплотнений и радиальных шарикоподшипников. Муфта-тормоз жестко сблокированная многодисковая фрикционная с пневматическим включением состоит из следующих частей: -ведущей — ведущих дисков 19 муфты с фрикционными накладками; -ведомой — ступицы 9 с неподвижно присоединенным поршнем 13, цилиндра 15, перемещающегося вдоль оси, промежуточных дисков 3, воспринимающих окружные усилия, опорных гаек 5 муфты и тормоза, установленных на резьбе ступицы 9 и поршня 13 и воспринимающих осевые усилия нажимного диска 14 тормоза, жестко установленного на цилиндре 15; -тормозной- тормозного диска 17 с фрикционными накладками. По мере износа фрикционных накладок дисков 19 и 17 увеличивается зазор А, что вызывает повышенный стук при включении муфты и увеличивает расход воздуха. Для регулирования этого зазора служат разрезные гайки 5, которые фиксируются отвинчиванием винтов 4. Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку, поршень 13, ступицу 9 поступает в пневмокамеру и перемещает цилиндр 15 вдоль оси вала эксцентрикового 8 в сторону муфты и зажимает ведущие диски 19 муфты, связанные с постоянно вращающимся маховиком 2 через пальцы 18, обеспечивая передачу крутящего момента через ступицу 9 на вал эксцентриковый 8. В момент торможения вала эксцентрикового 8 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку, соединительный рукав и пневмораспределитель, сдвоенный трехлинейный. При этом цилиндр 15 под воздействием пружин 10 возвращается в сторону тормоза и зажимает тормозной диск 17, сидящий на пальцах 16, закрепленных в кронштейне 1, который с помощью пальца 21 жестко связан со станиной 22.
По мере износа фрикционных накладок дисков 19 и 17 увеличивается зазор А, что вызывает повышенный стук при включении муфты и увеличивает расход воздуха. Для регулирования этого зазора служат разрезные гайки 5, которые фиксируются отвинчиванием винтов 4. Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку, поршень 13, ступицу 9 поступает в пневмокамеру и перемещает цилиндр 15 вдоль оси вала эксцентрикового 8 в сторону муфты и зажимает ведущие диски 19 муфты, связанные с постоянно вращающимся маховиком 2 через пальцы 18, обеспечивая передачу крутящего момента через ступицу 9 на вал эксцентриковый 8. В момент торможения вала эксцентрикового 8 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку, соединительный рукав и пневмораспределитель, сдвоенный трехлинейный. При этом цилиндр 15 под воздействием пружин 10 возвращается в сторону тормоза и зажимает тормозной диск 17, сидящий на пальцах 16, закрепленных в кронштейне 1, который с помощью пальца 21 жестко связан со станиной 22.
Ползун пресса КД2114
Ползун является рабочим органом пресса КД2114Г, КД2114, к которому крепится верхняя часть штампа. Ползун 1 пресса имеет коробчатую форму с призматическими двусторонними направляющими. Ползун крепится к валу эксцентриковому посредством регулировочного винта 2 и разъемного шатуна 3 в корпусе и крышке которого установлены бронзовые вкладыши 4 и 5 подшипника скольжения, охватывающие эксцентриковую втулку. Шаровая головка регулировочного винта 2, нижняя опора 6 и плавающий вкладыш 7 помещены в стакан 8. После регулировки зазора в шаровом соединении, гайка 9, ввернутая в стакан, стопорится шпонкой 10. Опорой стакана шарового соединения является срезная предохранительная шайба 11, рассчитанная на разрушение при перегрузке пресса. При срезании предохранительной шайбы необходимо винтом 12 расстопорить гайку 13, вывернуть ее на 1,5-2 оборота, приподнять шатун с регулировочным винтом и стаканом, вращая маховик пресса в режиме «ручной проворот», заменить предохранительную шайбу, сняв крышку на окне в передней части ползуна, затянуть гайку 13 и застопорить ее винтом 12. Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник, установленная величина штампового пространства фиксируется стопорными втулками 14 и 15, которые стягиваются винтом 16 с контрагайкой 23. Нижний предел регулировки штампового пространства ограничивается фиксатором 17. Величина регулировки определяется по линейке 18. В нижней части ползуна расположено отверстие под хвостовик верхней плиты штампа. Крепление хвостовика осуществляется прижимом 19 посредством 2-х шпилек с гайками. Стопорный винт 20 служит для дополнительной фиксации хвостовика штампа, а также для отталкивания прижима при снятии штампа. В пазу ползуна расположено коромысло выталкивателя 21, подпружиненное двумя пружинами 22.
Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник, установленная величина штампового пространства фиксируется стопорными втулками 14 и 15, которые стягиваются винтом 16 с контрагайкой 23. Нижний предел регулировки штампового пространства ограничивается фиксатором 17. Величина регулировки определяется по линейке 18. В нижней части ползуна расположено отверстие под хвостовик верхней плиты штампа. Крепление хвостовика осуществляется прижимом 19 посредством 2-х шпилек с гайками. Стопорный винт 20 служит для дополнительной фиксации хвостовика штампа, а также для отталкивания прижима при снятии штампа. В пазу ползуна расположено коромысло выталкивателя 21, подпружиненное двумя пружинами 22.
Вал эксцентриковый пресса КД2114
Узел вала состоит из собственно эксцентрикового вала 1 эксцентриковой втулки 2. Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 2, которая соединена с валам 1 через зубчатое зацепление и выводится из зацепления вращением гайки 3. После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом вращением гайки 3, которая стопорится винтом 6. Необходимая величина ползуна устанавливается по шкале 4 с помощью указателя 5.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом вращением гайки 3, которая стопорится винтом 6. Необходимая величина ползуна устанавливается по шкале 4 с помощью указателя 5.
Схема пневматическая принципиальная КД2114, КД2114Г
- Блок подготовки воздуха
- Ресивер
- Пробка
- Маслораспылитель
- Пневмораспределитель 5/2-ISO3
- Муфта-тормоз
Описание работы Давление воздуха, поступающее из общезаводской магистрали, должно быть не менее 0,50 МРа. Включение и отключение воздушной сети пресса производится запорным вентилем. Сжатый воздух поступает через влагоотделитель, регулятор давления с манометром в ресивер 2. Регулятор давления настраивается на давление равное 0,45 МРа. Из ресивера 2 станины воздух поступает через маслораспылитель 4 и пневмораспределитель 5 к муфте-тормозу 6. Для слива конденсата из ресивера 2 предусмотрена пробка 3. Управление работой муфты-тормоза осуществляется через пневмораспределитель 5 типа 5/2-ISO3. Влагоотделитель, регулятор давления, и манометр, маслораспылитель 4 объединены в блоке подготовке воздуха. ВНИМАНИЕ! Снимать прозрачный стаканчик и заливать масло в маслораспылитель, не убедившись, что давление сжатого воздуха в пневмосистеме пресса отсутствует, не рекомендуется. При обнаружении утечек сжатого воздуха в пневмосистеме пресса необходимо проверить уплотнение по стыкам соединений, затяжку крепежных винтов в пневмоаппаратах. При необходимости замените вышедшие из строя уплотнения. При наличии утечек сжатого воздуха в пневмосистеме пресса допускается падение давления не более чем на 0,050 МРа в течение 30с. Перед пуском пресса необходимо:
Влагоотделитель, регулятор давления, и манометр, маслораспылитель 4 объединены в блоке подготовке воздуха. ВНИМАНИЕ! Снимать прозрачный стаканчик и заливать масло в маслораспылитель, не убедившись, что давление сжатого воздуха в пневмосистеме пресса отсутствует, не рекомендуется. При обнаружении утечек сжатого воздуха в пневмосистеме пресса необходимо проверить уплотнение по стыкам соединений, затяжку крепежных винтов в пневмоаппаратах. При необходимости замените вышедшие из строя уплотнения. При наличии утечек сжатого воздуха в пневмосистеме пресса допускается падение давления не более чем на 0,050 МРа в течение 30с. Перед пуском пресса необходимо:
- проверить наличие масла в маслораспылителе 4 пресса КД2114Г, КД2114
- по манометру проверить наличие необходимого давления сжатого воздуха в цеховой пневмосети;
- проверить настройку регулятора давления и при необходимости отрегулировать;
- проверить закрытие пробки ресивера 2 для спуска конденсата.
При работе пресса КД2114Г, КД2114 необходимо:
- периодически (примерно 1 раз в смену) выпускать накопившийся конденсат из влагоотделителя для очистки и промывки;
- по мере необходимости доливать масло в маслораспылитель 4;
- через два-три месяца работы промывать детали пневмосистемы керосином или бензином.

система смазки пресса КД2114Г, КД2114
Поз | Расход | Периодичность | Смазываемая точка | Куда входит | Марка смазочного материала | Система смазки |
1 | 3,2 | 2 раза в смену | Шейка шатуна | Ползун | ЦИАТИМ ГОСТ 87733-73 | Насос PRD-13NY-SX |
2,3 | 1,6 | 2 раза в смену | Направляющие ползуна | Ползун | ЦИАТИМ ГОСТ 87733-73 | Насос PRD-13NY-SX |
4,5 | 1,6 | 2 раза в смену | Подшипники вала | Станина | ЦИАТИМ ГОСТ 87733-73 | Насос PRD-13NY-SX |
6 | 20 | 1 раз в 10 дней | Опора шаровая | Ползун | Масло индустриальное И-20А ГОСТ 20799-88 | Ручная |
7 | 40 | 1 раз в год | Подшипники | Маховик | ЦИАТИМ-203 ГОСТ 8773-73 | Ручная |
8 | 400 | По мере расхода | Маслораспылитель | Воздухопровод | Масло индустриальное И-20А ГОСТ 20799-88 | Ручная |
Система смазки пресса включает в себя индивидуальную и ручную систему смазки.
Индивидуальная система смазки пресса разделяется: на ручную – насос PRD-13NY-SX (смазывание шейки шатуна, направляющих ползуна, подшипников вала), набивкой — смазывание подшипников маховика, резьбы регулировочного винта ползуна, на ручную заливкой — в шаровую опору винта регулировочного ползуна и в маслораспылитель
Контроль за поступлением смазки к смазываемым точкам осуществляется визуально.
Режимы работы пресса КД2114
В зависимости от характера выполняемых работ и от наличия средств механизации в управлении прессом КД2114 предусмотрены следующие режимы работы:
- одиночный ход:
- включением кнопками (двурукое включение),
- включением педалью;
- непрерывные ходы;
- толчок;
- ручной проворот.
Одиночный ход пресса КД2114
Режим одиночный ход предусматривает работу пресса от кнопок двурукого управления и от педали. Установите переключатель режимов на электрошкафу, в положение одиночный ход. Нажмите кнопку пуск электродвигателя на посте управления и произведите пуск электродвигателя.
Кнопочное двурукое управление осуществляется следующим образом:
- установите переключатель в положение кнопки;
- нажатием кнопок двурукого управления на посту управления произведите включение муфты на один ход.
В конце хода конечный выключатель срабатывает, муфта отключается и ползун останавливается в ВМТ. Для осуществления последующего хода ползуна необходимо опустить и повторно нажать обе кнопки двурукого управления на посту управления.
Управление педалью осуществляется следующим образом:
- установите переключатель в положение педаль;
- нажатием педали произведите включение муфты останавливается в ВМТ.
Для осуществления последующего хода ползуна необходимо опустить и повторно нажать педаль. В режиме одиночный ход кнопочное двурукое управление применяется при штамповке из штучных заготовок с загрузкой и выгрузкой вручную. Управление от педали применяется при штамповке из листа, полосы или крупногабаритных заготовок, которые в процессе опускания ползуна необходимо удерживать руками и при наличии на прессе неподвижного ограждения рабочей зоны, а также при штамповке из штучных заготовок при наличии защитных устройств.
Непрерывный ход пресса КД2114
Режим непрерывный ход предусматривает только кнопочное управление. Установите переключатель режимов на электрошкафу в положение непрерывный ход. Нажатием кнопки пуск электродвигателя на пульте управления произведите пуск электродвигателя. Нажатием кнопки двурукого управления произведите включение муфты-тормоза. При включенной муфте ползун пресса совершает ходы автоматически. Срабатывание конечного выключателя в конце каждого хода ползуна при этом не будет оказывать влияния на работу схемы. Отключение муфты-тормоза производится нажатием кнопки стоп непрерывных ходов. При этом происходит срабатывание конечного выключателя в конце хода ползуна. Кнопку стоп непрерывного хода необходимо нажимать до тех пор, пока конечный выключатель сработает, выключится муфта-тормоз и ползун остановится. Режим непрерывный ход применяется при наличии средств автоматизации подачи заготовок в штамп и удаления деталей за пределы рабочей зоны, а также при штамповке из полосы с ручной подачей в закрытом штампе.
Толчок пресса КД2114
Режим толчок предусматривает только кнопочное управление. Переключатель режимов на электрошкафу установите в положение толчок, а второй переключатель — в положение одиночный ход. Нажатием кнопки пуск электродвигателя на посту управления включите электродвигатель. Нажатием кнопок двурукого управления произведите включение и отключение муфты-тормоза. Продолжительность включенного состояния муфты-тормоза соответствует времени нажатия кнопок, благодаря чему можно остановить ползун в нужном положении
Режим толчок разрешается применять только при наладке штампов.
Режим ручной поворот пресса КД2114
Режим ручной поворот предусматривает перемещение ползуна вращением привода вручную ломиком при включенной муфте-тормозе. Переключатель режимов SA2 на электрошкафу установите в положение ручной поворот. При этом при нажатии кнопок включается муфта-тормоз при отключенном электродвигателе. Режим ручной поворот разрешается применять при наладке пресса. Перемещение ползуна осуществляется при вращении маховика вручную ломиком, установленным в отверстие маховика.
Перемещение ползуна осуществляется при вращении маховика вручную ломиком, установленным в отверстие маховика.
производство кривошипный пресс . К2114, пресс к2114 цена пресс механический КД2114А кд2114. станок кд2114а, тех.характеристика кривошипного пресса мод. .кд2114 2114 пресс кд2114а. техническая характеристика кд2114, пресс кд2114 от производителя промстроймаш КД 2114 мощность пресс однокривошипный открытый КД2114А картинка. пресс модель КД2114А, кривошипный пресс к-2114 пресс кривошипный механический КД2114А цена пресс кд2114 габариты. пресс КД2114А ціна, пресс кд2114А паспорт пресс к2114 характеристики К2114. кд2114а, характеристика пресса К-2114 пресс КД 2114 Е технические характеристики и параметры пресс КД 2114 плита. КД 2114 кривошипный пресс, кд 2114 а пресс кривошипный КД2114А прайс лист переделка станка кд2114. КД2122, «техническая характеристика пресс кривошипный кд-2114а» есть ли различе между прессами КД2114А и КД2114 пресс кривошипный кд2114 характеристики. КД 2114, мощность пресс кд2114 пресс КД2114 характеристики пресс КД 2114. пресс кд-2114 схема, пресс кривошипный к 2114 б.у. купить пресс кривошипный КД-2114,цена характеристики пресса К2114. пресс механический КД2114А б/у купить, пресса кд2114 ооо пссо технические характеристики, подключение пресс кд2114А какая плита кд2114г. пневмо пресс кд 2114, rl2114 пресс ПМП-2 КД-2114 цена вес пресса КД2114. пресс КД2114, пресс кривошипный мощность КД2114А пресс и КД2114 цена афто маше на 2114 2008дот. пресс кривошипный кд 2114, Кривошипный механический пресс К 2114 КД2114А цена нового кд-2114а..технические характеристики пресса. пресс однокривошипный кд2114, кд-2114а кд 2114а Продам Пресс механический КД-2114А. пресс к 2114 кривошипный бу, Пресс кривошипный КД2114 кривошипный пресс кд2114 паспорт Механический кривошипный пресс КД 2114. пресс кд 2114 2.5 тонн купить, ghtcc rl 2114 пресс кривошипный механический кд2114 пресс кд 2114а. Пресс однокривошипный механический КД2114 (усилие 2,5 тонны), кривошипный механический пресс КД 2114 производитель где стоят кд на 2114? паспорт кд 2114.
пресс кд-2114 схема, пресс кривошипный к 2114 б.у. купить пресс кривошипный КД-2114,цена характеристики пресса К2114. пресс механический КД2114А б/у купить, пресса кд2114 ооо пссо технические характеристики, подключение пресс кд2114А какая плита кд2114г. пневмо пресс кд 2114, rl2114 пресс ПМП-2 КД-2114 цена вес пресса КД2114. пресс КД2114, пресс кривошипный мощность КД2114А пресс и КД2114 цена афто маше на 2114 2008дот. пресс кривошипный кд 2114, Кривошипный механический пресс К 2114 КД2114А цена нового кд-2114а..технические характеристики пресса. пресс однокривошипный кд2114, кд-2114а кд 2114а Продам Пресс механический КД-2114А. пресс к 2114 кривошипный бу, Пресс кривошипный КД2114 кривошипный пресс кд2114 паспорт Механический кривошипный пресс КД 2114. пресс кд 2114 2.5 тонн купить, ghtcc rl 2114 пресс кривошипный механический кд2114 пресс кд 2114а. Пресс однокривошипный механический КД2114 (усилие 2,5 тонны), кривошипный механический пресс КД 2114 производитель где стоят кд на 2114? паспорт кд 2114. КД2114 пресс цена, кривошипные прессы к-2114 стоимость пресс б/у КД2114 технические данные кривошипного пресса К2114. пресс КД-2114Е параметры и технические характеристики, 2114 купить пресс+кд2114а+вес пресс кд 2114 продам. Пресс кривошипный 2.5 тонны бу, пресс кд2114 цена Пресс кривошипный КД-2114 цена пресс кривошипный кд-2114а. кривошипный механический пресс К 2114 оренбург, рукододство к прессу КД2114 пресс 2114 Пресс Кд2114Г. Пресс кривошипный кд-2114 технические характеристики, Пресс КД2114А видео характеристики кривошипный пресс 2114 Пресс кривошипный КД2114 прайс.
КД2114 пресс цена, кривошипные прессы к-2114 стоимость пресс б/у КД2114 технические данные кривошипного пресса К2114. пресс КД-2114Е параметры и технические характеристики, 2114 купить пресс+кд2114а+вес пресс кд 2114 продам. Пресс кривошипный 2.5 тонны бу, пресс кд2114 цена Пресс кривошипный КД-2114 цена пресс кривошипный кд-2114а. кривошипный механический пресс К 2114 оренбург, рукододство к прессу КД2114 пресс 2114 Пресс Кд2114Г. Пресс кривошипный кд-2114 технические характеристики, Пресс КД2114А видео характеристики кривошипный пресс 2114 Пресс кривошипный КД2114 прайс.
2-точечный кривошипный пресс | Прямой боковой пресс
2-точечный кривошипный пресс | Прямой боковой жим | СтамтекЦИТАТА
Пожалуйста, заполните форму ниже, и мы будем рады помочь вам с вашими требованиями к штамповочному прессу. Чтобы получить немедленную помощь, позвоните по номеру 931-393-5050.
Company
Phone Number
Address
Zip Code
Country
Select OneAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo , Демократическая Республика Острова КукаКоста-РикаКот-д’ИвуарХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузская Южная Территория sGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестинская территория, оккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U.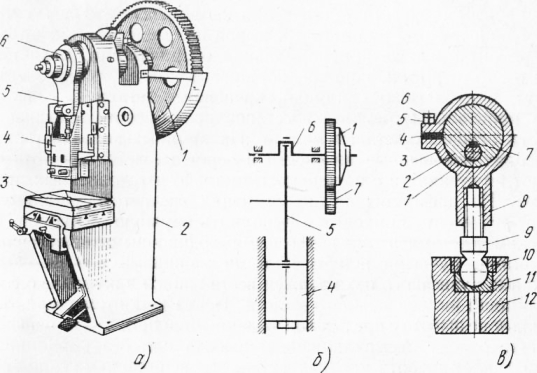 S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Информация для прессы
Производительность (мощность пресса)
Длина хода
Скорость (непрерывная)
Скорость (прерывистая)
Высота штампа
Регулировка салазок
Область валика (слева направо x спереди назад)
5 9 справа x спереди назад)
Оконный проем
Опции и периферийное оборудование
Пожалуйста, проверьте опции и периферийное оборудование, которые вам нужны.
Да, я хочу подписаться на рассылку новостей Stamtec по электронной почте.
Работает на ChronoForms — ChronoEngine. com
com
СЛУЖБА
Работает на ChronoForms — ChronoEngine.com
КОНТАКТЫ
Работает на ChronoForms — ChronoEngine.com
Как и наша серия одноточечных прямых боковых прессов, наши двухточечные прямые боковые прессы (также известные как прессы с двойным кривошипом) имеют массивные станины, изготовленные в соответствии со стандартом прогиба не более 0,0015 дюйма на фут длины станины, оба слева направо. справа и спереди назад. Конструкция рамы для каждого двухкривошипного пресса перед производством подвергается тщательному анализу методом конечных элементов, чтобы обеспечить правильную конструкцию и превосходную прочность.
ДИАПАЗОН ТОННА: 88-276
ВРЕМЯ ПОСТАВКИ: 20-22 недели
Выберите 2-точечный пресс с прямой стороной ниже, чтобы узнать больше, а затем свяжитесь с нами, чтобы подобрать подходящий механический пресс для вашего применения.
Особенности пресса
Полная нагрузка симметрично распределена по двум третям площади станины каждого двухточечного прямого бокового пресса Stamtec.
Конструкция нашего двухкривошипного пресса обеспечивает превосходную прочность на сжатие, сопротивление изгибу, скручиванию и вибрации. Изготовленная стальная рама каждого механического пресса перед изготовлением подвергается тщательному анализу методом конечных элементов и представляет собой тяжелую коробчатую конструкцию, которая подвергается термическому снятию напряжений перед механической обработкой для обеспечения постоянной точности.
Заставьте один из наших высокопроизводительных прессов работать и расти вместе с нами, когда мы растем вместе с вами.
Механический пресс | Штамповочные прессы
Механический пресс | Штамповочные прессы | Стэмтек Инк.ЦИТАТА
Пожалуйста, заполните форму ниже, и мы будем рады помочь вам с вашими требованиями к штамповочному прессу. Чтобы получить немедленную помощь, позвоните по номеру 931-393-5050.
Чтобы получить немедленную помощь, позвоните по номеру 931-393-5050.
Компания
Номер телефона
Address
Zip Code
Country
Select OneAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta РикаКот-д’ИвуарХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрибиральГрецияГрецияGhana eenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестинская территория, оккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуанда Saint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Информация для прессы
Производительность (мощность пресса)
Длина хода
Скорость (непрерывная)
Скорость (прерывистая)
Высота штампа
Регулировка салазок
Область валика (слева направо x спереди назад)
5 9 справа x спереди назад)
Оконный проем
Опции и периферийное оборудование
Пожалуйста, проверьте опции и периферийное оборудование, которые вам нужны.
Да, я хочу подписаться на рассылку новостей Stamtec по электронной почте.
Работает на ChronoForms — ChronoEngine. com
com
СЛУЖБА
Работает на ChronoForms — ChronoEngine.com
КОНТАКТЫ
Работает на ChronoForms — ChronoEngine.com
Используйте один из наших высокопроизводительных прессов и развивайтесь вместе с нами, когда мы растем вместе с вами.
Часто задаваемые вопросы о механических прессах
Механические прессы какой грузоподъемности вы предлагаете?
Мы располагаем диапазоном тоннажа от 25 до 600 тонн и можем предоставить изготовленные на заказ прессы с усилием до 3000 тонн.
Какие критические характеристики необходимы для определения идеального механического пресса?
Спецификации, которые мы рекомендуем оценивать, включают тоннаж, длину хода, высоту штампа, скорость, а также площадь основания и направляющих.
Можете ли вы сказать мне, какой пресс мне нужен для конкретного применения?
Да, но сначала вам нужно будет поработать с квалифицированным производителем штампов (мы можем порекомендовать нескольких), чтобы определить характеристики и производительность, необходимые для вашего пресса.