Технология акриловых красок
 |
Мы предлагаем открыть производство акриловых водно-дисперсионных красок на примере нашей компании «Рол-Строй-Индустрия»Средний Доход от этого бизнеса 20 000 $Производство краски — это весьма выгодный бизнес, ведь водно-дисперсионные (водоэмульсионные) краски имеют очень широкую сферу применения, удобны в работе и имеют высокие показатели: Производство краски — это технология, которая позволяет Вам открыть собственный бизнес и утвердиться на рынке строительных материалов Вашего региона. Завод по производству краски и специализированное оборудование — это отличное вложение Вашего капитала не в просто современные технологии, а в технологии будущего. Мы добиваемся высокого качества производимой продукции, применяя современное оборудование, используя высококачественное сырье, и тщательно соблюдая технологию производства. И это подтверждено соответствующими сертификатами и сделанными объектами .
|
Что нужно для того чтобы организовать собственное производство:
|
Заказчик получает:
|
Мы предлагаем Вам Разные виды оборудования от простой установки до высокопроизводительных.
Краткое ТЭО для производства водно-дисперсионных красок в ассортименте 15 наименований. Объектом настоящего технико-экономического обоснования является цех по производству водно-дисперсионных красок общей производительностью 2 тонн в смену.
Требования к производственной инфраструктуре
| Площадь производственного помещения | 40-80 кв.м |
| Площадь примыкающего складского помещения | 40 кв.м |
| Температурный режим | стандартный, +1-(+23) C |
| Тип освещения | общее, светодиодные лампами дневного света |
| Электрические коммуникации | ~220 V, ~380 V 20 kW |
| Технический водопровод | Требуется |
| Вытяжная вентиляция | Требуется |
| Канализационный сток | Требуется |
| Отопление | Требуется (только для производственного помещения) |
Основное оборудование, приспособления и оснастка
| No. | Наименование оборудования | Кол-во | Ориентировочная стоимость единицы продукции, у. е. | Всего стоимость оборудования для производства акриловых красок, у. е. |
| 1 | Диссольвер Д-500 (промышленный) 13 КВТ(19квт) | 1 шт. | 8 000 | 8 000 |
| 2 | Весы электронные | 1 шт. | 250 | 250 |
| 3 | Гидравлическая тележка | 1 шт. | 400 | 400 |
| 4 | Прочие приспособления, инструмент, тара | 100 | 100 | |
| 5 | Европоддон | 20 шт. | 5 | 100 |
| 6 | Ёмкости для сыпучего сырья, 0.2 куб.м | 3 шт. | 10 | 30 |
| 7 | Весы товарные | 1 шт. | 100 | 200 |
| Итого: | 9 080 |
Сырьевой анализ
| No. | Наименование сырья | Стоимость 1 кг в у.е. |
| 1 | Дисперсия | 1,9 |
| 2 | Пеногаситель | 3,8 |
| 3 | Диспергатор | 4,0 |
| 4 | Карбонат кальция | 0,16 |
| 5 | Коалесцент | 2,7 |
| 6 | Загуститель | 10 |
| 7 | Диоксид титана | 2,5 |
Персонал цеха
| Профессия | Количество |
| Мастер-технолог цеха | 1 чел. |
| Сливщик-разливщик | 1 чел. |
| Всего | 2 чел. |
Трудозатраты на изготовление 1 т водно-дисперсионых красок — 1,67 человеко/часа .
|
 Зависимость дохода от вложения финансовых средств в производство
|
Совокупные капиталовложения
Срок изготовления дисольвера 1 месяц. Пока Вы будите готовить производственное помещение для установки оборудования для производства ЛКП Мы его изготовим. |
Производственные затраты (постоянные) в месяц
| No. | Статья затрат | Сумма, у.е. |
| 1 | Аренда производственного помещения | 600 |
| 2 | Амортизация основного оборудования | 150 |
| 3 | Зарплата работников | 1500 |
| 4 | Реклама | 800 |
| 5 | Электроэнергия | 150 |
| Всего: | 3150 | |
|
Производственные затраты в день ( 22 рабочих дня) (При годовом сроке амортизации.) |
143 |
Наиболее популярным и востребованным видом водно-дисперсионных красок является фасадная краска. Рассмотрим расчет рентабельности производства на примере выпуска в течение рабочей смены данного вида продукции.
Полная себестоимость продукции в день (на примере клеевого состава)
Производственная мощность оборудования — 2000 кг в смену.
Таким образом, сырьевая себестоимость в день составляет 920 у. е. + Производственные затраты 143 у. е.
Итого, полная себестоимость без налогов 1 063 у.е.
Среднерыночная стоимость 1 кг фасадной краски- 1,5 у.е. т.е. 2 000 кг стоят – 3 000 у.е.
|
Доля прибыли в производстве красок |
Экономическая эффективность
При открытии производства водно-дисперсионных красок ваша прибыль составляет:
Полная себестоимость в месяц 1 063 * 22 = 23 386 у.е.
Продажная цена продукции 3 000 * 24 = 72 000 у.е.
Прибыль за месяц 72 000 – 23 386 = 48 614 у.е
Экономическое обоснование открытия производства на собственном опыте
Безусловно, в первые месяцы работы ваши объемы производства не будут превышать 50 % от полной мощности. Однако по прошествии времени Вы сможете зарекомендовать себя, как производитель качественной водно-дисперсионной краски, которая ничем не уступает импортным аналогам, поскольку производится на импортном сырье (за исключением наполнителей, которые ничем не уступают импортным, а стоят дешевле).
Вашим дополнительным преимуществом станет скорость выполнения заявок большого объема — 1-2 дня. Таким образом, даже при продаже материала на первых началах Ваша прибыль покроет все ваши затраты и Вы получите прибыль. Краску вы будете выпускать разную: по металлу, для фасадов, интерьеров, для крыш, бетоноконтакт, био-защиту для дерева, грунт и т.д.
Таким образом, даже при продаже материала на первых началах Ваша прибыль покроет все ваши затраты и Вы получите прибыль в размере 24 000 у.е., и, если отнять налоги, то чистая прибыль составит ориентировочно от 18 000 до 21 000 у.е.
Если Вы заинтересовались нашим предложением, приглашаю Вас посетить наш завод и все увидеть своими глазами
Какой план встреч при вашем приезде: Посещение завода ЛКП, обсуждение всех технических вопросов, смотрим продукцию на складе, обсуждаем самые ходовые позиции продаж акриловых красок, обед (бесплатный обед за счет компании). Если Вам все понравилось, то обсуждаем условия заключения и поставки оборудования ЛКП, на следующий день можно пройти обучение производства ЛКП и понять всю суть производства, владеть реальной калькуляцией и технологическим регламентом. ПО приезду Вы готовите производственное помещение под завод по производству акриловых красок, а Мы его в этот момент производим.
После покупке технологии и оборудования непонятные вопросы обсуждаются в любое время и бесплатно, наша позиция заключается в помощи открытия подобного предприятия, как у нас!!!
Перед приездом необходимо сообщить Ф.И.О, и страну, для планирования рабочего дня, а также запланировать проживание в гостинице «Сити». Гостиница www.gomel-city.by расположена в 3 км от завода.
Наше предприятие готово помочь в выборе рецептуры вашего материала, рациональное построение технологической цепочки, предоставление необходимого оборудование, предлагаем список предприятий производящих сырье для производства, информационная поддержка.
Любое использование материалов с данного сайта возможно только с письменного разрешения компании ОДО «Рол-Строй-Индустрия»
biz-technology.biz
ингредиенты входящие в состав материала, способ изготовления, особенности
Применение масляной краски в ремонте — распространённая практика, тем не менее её не рекомендуется использовать для окрашивания стен и потолков жилых помещений, по причине содержания летучих растворителей. Этот вид покрытия применяют при необходимости окрасить поверхность из металла, или для отделки служебных помещений, в которых должна быть смонтирована вентиляционная система.
Масляная краска — популярный ранее вид лакокрасочного материала. Причина этому проста — в то время это был самый легкодоступный и распространённый материал. Выполняя ремонт помещения в старом жилье, зачастую сталкиваются с поверхностями, окрашенными этим покрытием. Оно использовалось как в качестве финишной обработки поверхностей, так и грунтовочного слоя. Снять покрытие, созданное с помощью такого материала, затруднительно и для ускорения процесса обычно используют заточенный топор, с помощью которого краску отбивают от стены.
Ингредиенты, входящие в состав
Перед тем как использовать масляные красители желательно ознакомиться с их ингредиентами. В состав масляных красок входят два основных компонента:
- Пигмент — красящее вещество, создаваемое из тонко размолотой минеральной муки, которая придаёт краске определённый цвет и свойства. Пигмент нерастворим в воде, масле и бытовых растворителях. При долгом простое красящее вещество опускается на дно ёмкости. По этой причине перед началом работы жидкость в ёмкости требуется тщательно взболтать и перемешать.
- Олифа — плёнкообразующее вещество, создаваемое на основе растительных масел или алкидных смол, подвергнутых термообработке. Алкидные олифы изготавливаются из смол, модифицированных маслами. Натуральная олифа является более дорогостоящим материалом, что влияет и на стоимость конечного продукта.
Технология изготовления материала
 Для получения масляных лакокрасочных материалов используется следующий способ производства этой краски. Масляные красящие вещества создаются путём перемешивания малой части олифы с красящим пигментом. Использовав необходимое количество минерального порошка, смесь разводится до необходимой консистенции и пропускается через краскотёр. Если требуется получить густотертое красящее вещество в состав добавляют натуральную 18—40% олифу.
Для получения масляных лакокрасочных материалов используется следующий способ производства этой краски. Масляные красящие вещества создаются путём перемешивания малой части олифы с красящим пигментом. Использовав необходимое количество минерального порошка, смесь разводится до необходимой консистенции и пропускается через краскотёр. Если требуется получить густотертое красящее вещество в состав добавляют натуральную 18—40% олифу.
Все произведённые масляные лакокрасочные материалы соответствуют государственному стандарту. На ёмкости с краской наносится следующая маркировка:
- 021 — МА — вещества, созданные на баре растительной олифы;
- 023 — МА — на базе искусственной (глифталевой) олифы;
- 024 — МА — на базе искусственной (пентафталевой) олифы;
- 025 — МА — на базе смешанной олифы.
Цифра 2 в обозначениях государственного стандарта указывает на то, что материал наносится на любую поверхность.
Пигменты и цветовая палитра
Цвет масляной краски зависит от используемого, в процессе производства, пигмента. Палитра цветов этого материала достаточно разнообразна:
- Жёлтый.
- Слоновая кость.
- Палевый.
- Серый.
- Бежевый.
- Голубой.
- Светло-голубой.
- Синий.
- Фисташковый.
- Салатовый.
- Красный.
- Тёмно-красный.
- Коричневый.
- Зелёный.
При использовании единственного красящего пигмента краска получает название этого красителя. Краска фасуется по ёмкостям 0.5—3 литра. По предоставленной информации на этикетке продукта уточняется применяемые разбавители, способы нанесения, расход на 1 квадратный метр площади, время высыхания и так далее.
Советы при работе
В работе с масляными красками, как и с любым материалом, существуют свои особенности. Для удобства рекомендуется пользоваться следующими советами:
- Для получения матовой поверхности в результате окрашивания, то перед нанесением в лакокрасочный материал добавляется 40% раствор мыла хозяйственного (на 3 литра краски 100 грамм мыла).
- При появлении плёнки на поверхности её не нужно процеживать. В ёмкость окунается капроновый чулок, через который и выполняется набор материала на кисть.
- Окрашенная поверхность моется при помощи раствора питьевой воды, пищевой соды и нашатырного спирта. После того как уборка закончена, поверхность вытирается насухо.
- Для избавления от неприятного запаха растворителей используется 2—3 ведра подсоленной воды.
- При большом остатке материала после работы, в ёмкость заливается подсолнечное масло, которое предотвратит его застывание.
- После работы кистью рекомендуется для очистки окунуть её в керосин, скипидар или нашатырный спирт.
- Рекомендуется обработать мыльным раствором участки поверхности, не подлежащие покраске, для упрощения уборки.
Придерживаясь этих простых советов, процесс нанесения масляных лакокрасочных материалов на поверхность значительно упрощается.
planken.guru
Сырье для производства красок. Оборудование для производства краски.
В этом разделе речь пойдет о компонентах, применяемых при изготовлении ВД материалов. Согласно общепринятой классификации, они разделяются на следующие группы:
- Вяжущие
- Наполнители
- Пигменты
- Загустители
- Модифицирующие добавки
Вяжущие.
Представляют собой водные дисперсии полимеров. Главная задача вяжущих (или связующих) — после высыхания скреплять между собой частицы пигмента и наполнителя, а также образовывать износостойкую пленку. Виды вяжущих рассматривались в разделе «Общие сведения», так что повторятся не будем. Более подробно о свойствах, видах вяжущих можно почитать здесь.
Наполнители.
Наполнителями в водных системах служат, как правило, кальцитовые минералы (мел, мрамор, известняк). Для максимально плотной упаковки зерен, а, следовательно и для получения более прочного покрытия в состав вводят тальк, сульфат бария и т.п. тонкозернистые компоненты.
Роль наполнителей заключается в образовании покрытия, которое, будучи связано вяжущим, принимает на себя основные воздействия окружающей среды. Также они выполняют небольшую декоративную функцию, впрочем эта функция принадлежит в основном пигментам.
Пигменты.
Пигменты, как уже следует из их наименования, выполняют роль декоративных «кирпичиков» в структуре лакокрасочного покрытия . В этих целях используют диоксид (двуокись) титана и окись цинка (цинковые белила). Свинцовые белила не применяются по причине их высокой токсичности.
Загустители.
Основные функции загустителей — реологическая регулировка раствора и пластификация. В качестве загустителей применяются простые и сложные эфиры целлюлозы. Наиболее распространенные – метилгидроксиэтилцеллюлоза (МГЭЦ), метилгидроксипропилцеллюлоза (МГПЦ).
Модифицирующие добавки.
Наиболее многочисленную группу составляют именно эти компоненты. В самом деле, смешав связующее, мел и пигмент мы не получим покрытия, которое бы удовлетворяло современным требованиям. Поэтому роль модифицирующих добавок переоценить невозможно. К ним относятся:
- Коалесценты. Выполняют регулирование температуры полимеризации дисперсии.
- Диспергаторы. Основная функция – улучшение диспергирования крупных агломератов пигмента и наполнителя при смешивании за счет электростатического отталкивания.
- Смягчители воды. Основные функции – смягчение воды с целью увеличения растворимости жидкостных компонентов. Наиболее распространенные виды – тринатрийфосфат, триполифосфат.
- Пеногасители (деаэраторы). Удаляют излишнее количество воздуха из раствора.
- Консерванты. Служат для антибактериальной защиты раствора с целью увеличения срока хранения.
- Этиленгликоль. Основная функция – понижение температуры транспортировки и нанесения материалов (изготовление «зимних» материалов).
Для получения более подробной информации предлагаем Вам скачать прайс-лист компании «ЕвроХим-1» , одного из ведущих поставщиков аддитивов (сырьевых компонентов) в России.
delo1.com
Технология производства густотертых печатных красок
ПЕЧАТНЫЕ КРАСКИ
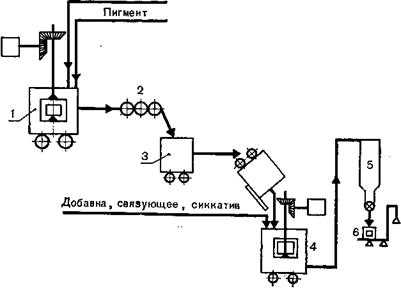
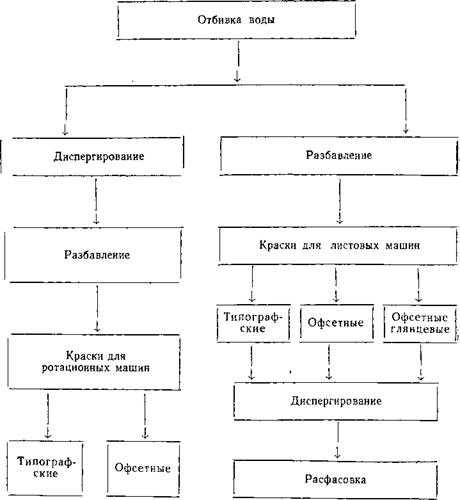
Наиболее распространенным методом производства густотертых красок для плоскопечатных машин. высокой и офсетной печати является диспергирование предварительно приготовленного замеса сухих компонентов краски в связующем с добавками различных вспомогательных веществ, улучшающих печатно-технические свойства краски (схема, стр. 121). Этот процесс проводится по технологической схеме, приведенной на рис. 23, и делится на следующие основные стадии: приготовление замеса краски; вызревание замеса; диспергирование; расфасовка.
Приготовление замеса краски производится в мощных лопастных или планетарных смесителях. Компоненты юраски — пигмент, наполнитель, связующее, сиккативы — подаются в смеситель и перемешиваются до однородной массы, обеспечивающей равномерное и полное смачивание пигмента связующим. Хорошее смачивание пигмента связующим необходимо для облегчения дальнейшего диспергирования красок до требуемых размеров частиц. Дополнительное смачивание пигмента может быть достигнуто на ста-
Рис. 23. Технологическая схема производства густотертых красок для высокой и офсетной печати: |
1 — смеситель; 2 — дежа с замесом краски; 3 — комната для вызревания замеса; 4 — трехвалковая краскотерочная машина; 5 — дежа с готовой краской; 6, 7 — дозирующее устройство; 8 — расфасованная краска |
Связующее
|
4
Вызревание замеса
І
Диспергирование
Краски для листовых машин |
І
Офсетные | Офсетные глянцевые |
Рис. 24. Трехвалковая краскотерочная машина
Дни выз-ревания краски, которое заключается в выдерживании замеса в течение 12—24 ч перед диспергированием. Получаемый таким образом замес поступает на трехвалковую краскотерочную машину (рис. 24). Перетир краски продолжают до получения необходимой степени дисперсности, после чего проверяют соответствие основных показателей краски (интенсивность, оттенок, вязкость) техническим условиям и при необходимости производят, их корректировку. Готовую краску расфасовывают в банки, маркируют и после анализа ОТК сдают на -склад. Несмотря на то что описанная технологическая схема производства красок является классической и принята на действующих заводах, она имеет ряд недостатков. Основные недостатки следующие:
1. Характер смачивания, определяемый физико-химическими свойствами компонентов краски, и в первую очередь пигмента, неодинаков для каждого вида краски, что практически требует индивидуального подхода к тому или иному типу краски и вызывает ряд технологических затруднений. Так, основной пигмент черных красок — сажа — очень плохо смачивается связующим, сажевые агрегаты не разрушаются в стадии замеса. Большие затруднения вызывают краски на основе смеси пигментов. Различное смачивание пигментов связующим обусловливает неравномерное их диспергирование, что приводит к изменению колористических свойств красок. Из-за различного характера смачивания одни пигменты в процессе диспергирования способствуют повышению вязкости кра — 122 сок, другие, наоборот, снижают ее. Все вышеперечисленные факторы приводят к увеличению времени диспергирования красок и (необходимости корректировок в процессе изготовления, и в конечном счете к искажению рецептуры и рабочих свойств красок.
2. Использование в процессе изготовления краски сухого пигмента обусловливает необходимость ведения сложной и трудоемкой операции диспергирования. Хорошо известно, что в процессе синтеза пигмента образуется так называемая первичная структура, обладающая оптимальными колористическими и рабочими свойствами. Размер частиц первичной структуры пигмента составляет 0,01—0,1 мкм.
Однако на дальнейших стадиях (фильтрация, промывка, сушка) образуются более крупные агрегаты — так называемая вторичная структура, имеющая в зависимости от параметров производства различные свойства: величину частиц, жесткость и т. д. Разрушению этой вторичной структуры и служит стадия диспергирования краски.
Чем лучше омачивание пигмента связующим, тем слабее притяжение между первичными частицами пигмента, тем легче происходит егс диспергирование. Однако полное устранение этой стадии, обеспечивающее оптимальные условия производства стандартных по качеству красок, достигается путем использования не
Связующее
Рис. 25. Технологическая схема производства густотертых красок для высокой и офсетной печати через полуфабрикаты: 1 — смеситель для изготовления замеса; 2 — краскотерочная машина; 3 — дежа с полуфабрикатом; 4 — смеситель для изготовления готовой краски; 5 — дозирующее устройство; 6 — раофасованная краска |
Сухих пигментов, а других выпускных форм, создающих сохранность первичной структуры и препятствующих образованию агломератов. В этом смысле более эффективна технология производства густотертых красок через полуфабрикаты (рис. 25 и схема на стр. 125).
Рецептура полуфабриката составляется таким образом, чтобы наиболее полно использовать технические возможности замесочного и диспергирующего оборудования. Входящее в состав полуфабриката — связующее — раствор твердой смолы в льняном масле с добавкой высоковязкого алкида— обеспечивает максимальное смачивание уже на — стадии приготовления замеса. Рецептура полуфабриката является универсальной, т. е. на ее основе можно приготовить краски любого типа: для высокой, плоской, ротационной, листовой печати, а также краски с повышенны-м блеском, быстрозакрепляющиеся и др.
Замес полуфабриката подвергается диспергированию, причем вязкость его значительно выше вязкости краски, что обеспечивает -максимальное повышение производительности краскотерочных машин: эффект диспергирования увеличивается пропорционально повышению вязкости. Продиспергированный полуфабрикат в зависимости от назначения краски разбавляют различными связующими и добавками. Так, например, при изготовлении краски для ротационных машин добавляют раствор твердой смолы в минеральном масле.
Рассматриваемая схема производства красок достаточно проста и аффективна в отношении повышения производительности труда, однако ее использование требует увеличения производственных площадей и состава оборудования, что не всегда возможно.
Технологический процесс изготовления густотертых печатных красок значительно упрощается при использовании водных паст пигментов, так как этот метод позволяет избежать стадии сушки пигментов, образования пигментных агломератов, что значительно улучшает колористические свойства — интенсивность и чистоту тона.
Производство красок с использованием водных паст пигментов заключается в смешении пасты со специально подобранным связующим и поверхностно-активным веществом. В результате перемешивания компонентов и действия поверхностно-активного вещества происходит обращение фаз с образованием эмульсии масло— вода. Из-за снижения поверхностного натяжения на границе фаз происходит слипание отдельных частиц масляной суспензии пигмента и отделение водной фазы. Воду из смесителя сливают, а в нем остается краска, практически не требующая диспергирования. Этот процесс позволяет не только улучшить колористические и печатно-технические свойства красок, но и значительно снизить трудоемкость и энергоемкость их производства.
Несмотря на эффективность, метод отбивки воды из водных паст пигментов не нашел широкого практического применения в
4.
|
Производстве печатных красок. Это объясняется, в первую очередь, тем, что стоимость транспортировки водных паст, содержащих до 80—85% влаги, к месту их переработки довольно высока. Кроме того, недостаточная морозоустойчивость водных паст приводит к осложнениям процесса отбивки и его нестабильности.
Наиболее приемлемым вариантом является переработка водных. ласт пигментов на месте их изготовления. Однако необходимость использовать большой ассортимент связующих, изменять рецеп — туру красок с целью улучшения их качества требует в этом случае четкой координации между изготовителями пигментов и изготовителями красок, постоянного изменения состава сырья, что в большинстве случаев весьма сложно.
Выше говорилось о том, что сажа — основной пигмент при изготовлении черных красок — обладает рядом специфических особенностей, значительно затрудняющих производство. В частности, структура сажи — агломераты из цепочек первичных частиц с адсорбированными на их поверхности газообразными продуктами — обусловливает плохое смачивание пигмента связующим на стадии замеса, вызывает серьезные затруднения при диспергировании и, хак следствие, изменение рабочих свойств краски (консистенции, текучести).
Новый метод изготовления черных красок через полуфабрикат в значительной степени позволяет избежать этих трудностей. Схема изготовления замеса сажи в связующем отличается от схемы, принятой для цветных красок. Операция замеса заключается в предварительном смачивании сажи водой с добавкой изопропилового спирта, снижающего поверхностное натяжение на границе вода—сажа, с дальнейшей отбивкой воды связующим, используемым в производстве цветного полуфабриката.
Этот метод позволяет получить большой эффект на стадии диспергирования: для получения краски со степенью перетира 5— 10 мкм достаточно одного-двух прогонов ее через вальцы краскотерочной машины, тогда как при механическом смешении компонентов степень перетира краски 15—20 мкм достигается после трех-четырех прогонов ее через вальцы краскотерочной машины.
Метод предварительного смачивания не только облегчает диспергирование красок на оонове сажи, но и способствует повышению производительности оборудования, улучшению печатно-технических свойств красок: текучести, раскатно-накатных свойств, блеска.
Определение потребности в печатных красках, вырабатываемых Торжокским и Московским № 2 заводами полиграфических красок, и их распределение возложено на Главное управление материально-технического снабжения и сбыта Комитета по печати при Совете …
Печатные краски выпускают в готовом к использованию виде. Рецептура краски и технология ее изготовления отработаны таким образом, чтобы обеспечить получение высококачественных оттисков в строго определенных условиях печати (температура и влажность …
Большинство смол для печатных красок изготовляют непосредственно на заводах полиграфических красок. Это твердые смолье для типографских и офсетных красок, алкидные смолы и смолы для красок глубокой печати. Оборудование, используемое в. …
msd.com.ua
Технология производства красок для глубокой печати
ПЕЧАТНЫЕ КРАСКИ
Технологический процесс производства красок для глубокой печати и применяемое оборудование определяются специфическими особенностями этих красок и физико-химическими свойствами компонентов, их составляющих. Основу красок для глубокой печати составляют низкокипящие взрывоопасные и токсичные растворители. Чтобы обеспечить нормальные условия работы в цехе, со-
Рис. 38. Шаровая мельница 136 |
Блюдение норм и правил пожарной и санитарной безопасности, необходимо использовать герметичное оборудование, требующее минимального обслуживания. Таким оборудованием является шаровая мельница.
Шаровая мельница представляет собой вращающийся с определенной скоростью горизонтальный цилиндрический сосуд (рис. 38), футерованный изнутри специальным материалом, стойким к ударным нагрузкам (металл, базальтовая плитка, диопси — дит). Скорость вращения мельницы должна быть такой, чтобы мелящие тела іпод действием центробежной силы, достигнув верхней точки сосуда, падали на его дно. В качестве мелящих тел обычно используют шары из тех же материалов, что и футеровоч — ное покрытие.
Технологический процесс производства красок для глубокой печати с использованием шаровой мельницы заключается в следующем.
Рис. 39. Технологическая схема / — весы; 2 — барабан с пигментом; 3 — Изготовления красок для глубокой бункер пневмотранспорта; 4 — шлюзовой ^ ^ затвор; 5 — шаровая мельница; 6 — сме- Печати В шаровых мельницах: ситель; 7 — расфасовка готовой продукции |
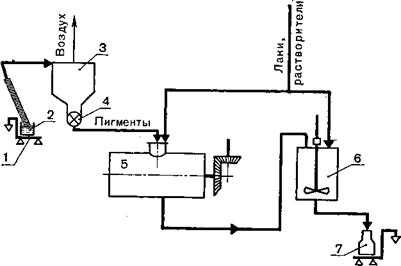
Сыпучие компоненты краски — пигменты, наполнители — при помощи пневмотранспорта 3 (рис. 39) или других средств через шлюзовой затвор 4 поступают в загрузочный люк шаровой мельницы 5, куда предварительно загружают часть лаков и растворителей. Количество загружаемых лаков и растворителей определяют таким образом, чтобы концентрация дисперсии обеспечивала максимальную эффективность диспергирования. Краска вращается в мельнице до тех пор, пока не будет достигнута необходимая степень дисперсности, т. е. до образования пасты. Готовую пасту из мельницы при помощи насоса переносят в смеситель, где она доводится до требуемой вязкости и перемешивается для постановки на тип. Затем проверяют соответствие показателей краски техническим условиям. Готовую краску расфасовывают в тару.
Такая технология производства красок для глубокой печати, хотя и наиболее распространенная, все же имеет существенные недостатки. В первую очередь, это намол футерованного материала и мелящих тел, который может привести к ослаблению цвета, ухудшению чистоты тона и увеличению абразивности краски. Кроме того, недостаточная эффективность и сравнительно большая длительность процесса диспергирования краски (24—48 ч), а так — же трудности с отмывкой шаровой мельницы при переходе от краски одного цвета к краске другого цвета.
Эти недостатки в значительно меньшей степени наблюдаются при использовании стержневых мельниц «Микрофлоу».
Совки |
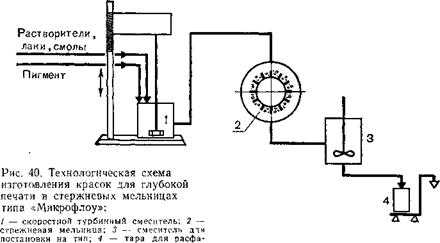
Стержневая мельница состоит из двух соосно расположенных цилиндров. Внутренний цилиндр имеет на наружной стороне ребра (рис. 40), между которыми помещены стержни из особо прочной стали. Этот цилиндр вращается со скоростью до 1500 об/мин. Замес краски, предварительно тщательно приготовленный в скоростном турбинном смесителе типа «Диссольвер», подается в промежуток между цилиндрами. Пигмент краски диспергируется за счет ударов стержней о ребра внутреннего цилиндра. Качество диспергирования регулируют путем изменения скорости поступления замеса краски.
Производительность стержневой мельницы составляет от 15(> до.350 л/ч в зависимости от жесткости пигмента. К достоинствам стержневой мельницы, кроме высокой производительности, относятся возможность непрерывного процесса производства краски,, простота в эксплуатации, практическое исключение намола мелящих тел, легкость смывок при переходе от краски одного цвета к краске другого цвета.
Широкое применение за рубежом в последние годы получил метод приготовления красок для глубокой и флексографской печати с использованием новых выпускных форм пигментов— смоляных гранул, или чипов. Сущность метода заключается в том, что* в качестве сырья используется не сухой пигмент, СОСТОЯЩИЙ ИЗ — жестких агрегатов первичных частиц, а предварительно перетертая композиция пигмента со смоляным связующим и другими добавками, предусмотренными рецептурой, кроме растворителя. Эта композиция диспергируется в сухом виде на мощных высокопроизводительных каландрах до требуемой степени перетира, после чего подается в скоростной смеситель, где происходят растворение смоляной части, гомогенизация и доведение краски до рабочей вязкости. Такая технология позволяет практически избежать потерь растворителя и значительно ускорить процесс производства красок.
Определение потребности в печатных красках, вырабатываемых Торжокским и Московским № 2 заводами полиграфических красок, и их распределение возложено на Главное управление материально-технического снабжения и сбыта Комитета по печати при Совете …
Печатные краски выпускают в готовом к использованию виде. Рецептура краски и технология ее изготовления отработаны таким образом, чтобы обеспечить получение высококачественных оттисков в строго определенных условиях печати (температура и влажность …
Большинство смол для печатных красок изготовляют непосредственно на заводах полиграфических красок. Это твердые смолье для типографских и офсетных красок, алкидные смолы и смолы для красок глубокой печати. Оборудование, используемое в. …
msd.com.ua
Производство лаков, красок и растворителей, ассортимент лакокрасочных материалов
В настоящее время, да и раньше широко применялась в промышленных отраслях лакокрасочная продукция, поэтому и спрос на мировых ранках оставался большим. Технология производства лаков и красок не стоит на месте, в настоящее время рынок лакокрасочной продукции имеет широкий ассортимент. Почти уже не существует такой поверхности, для которой составило бы сложность подобрать лакокрасочный продукт, как по типу, так и по марке.
В данный момент при разнообразии красок, не составит труда к приобретению краски нужного цвета, а также можно сделать нужный оттенок при помощи автоматической колеровочной установки или приобрести готовую колеровочную пасту.
Промышленное производство лаков и красок
 Покрытие промышленных изделий краской и лаком несут назначения, как декоративного характера, так и защитного, в промышленности обычно покрывают часть механизма, строительный материал и много других объектов. Нанесение краски или лака способствует образованию равномерной и герметичной пленки, которая обладает каждая отдельными характеристиками. Лакокрасочная продукция при нанесении на металлические объекты, способствует предотвращению коррозии металлов, так же используется как нанесение на отдельные декоративные предметы.
Покрытие промышленных изделий краской и лаком несут назначения, как декоративного характера, так и защитного, в промышленности обычно покрывают часть механизма, строительный материал и много других объектов. Нанесение краски или лака способствует образованию равномерной и герметичной пленки, которая обладает каждая отдельными характеристиками. Лакокрасочная продукция при нанесении на металлические объекты, способствует предотвращению коррозии металлов, так же используется как нанесение на отдельные декоративные предметы.
Лакокрасочная продукция широко применима в обычном быту. Лаки и краски имеют несколько составляющих, основа она способствует образованию пленки, пигментация придает цвет покрываемому материалу, наполнитель определяет, какими свойствами обладает смесь и концентрацию добавок. Лакокрасочные материалы высокого качества можно определить с помощью состава, из которого они состоят, так же при изучении состава стоит учитывать пропорцию смеси.
Лаки и краски на сегодняшний момент считаются одним из дешевых материалов.
Их удобно применять в быту, если в каком-нибудь месте на поверхности повредился участок, то его можно с легкостью и без затрат восстановить, и к тому же краска способна придать наносимым поверхностям любой цвет и оттенок. Защита от коррозий имеет большую ценность в тяжелой промышленности в строительстве, так же ценятся свойства защиты дерева от гниения, дизайнеры ценят за разнообразие цветов и текстуры.
Понимание лаки и краски имеют много классификаций лакокрасочной продукции, к ним относятся краска, эмаль, лак, шпатлевка, грунтовка, клеевые группы и многое другое. Широко используется подгруппа лаков и красок. Схожесть лаков и красок в том, что при нанесении они образуют защитную пленку, которая имеет дополнительные свойства, и тем не менее отличаются тем, что у красок эта пленка не прозрачная, а у лаков наоборот прозрачная.
Ассортимент лакокрасочных материалов
 Производство лакокрасочной продукции в настоящее время является одной из больших подотраслей химической промышленности. Ассортимент лакокрасочных материалов очень большой, например, Россия производит ежегодно почти две тысячи разных наименований. Конечно, производство не стоит на месте и каждый год на производство встают новые и более качественные лакокрасочные материалы, которые имеют разнообразные составы и свойства, а также обладают новыми характеристиками.
Производство лакокрасочной продукции в настоящее время является одной из больших подотраслей химической промышленности. Ассортимент лакокрасочных материалов очень большой, например, Россия производит ежегодно почти две тысячи разных наименований. Конечно, производство не стоит на месте и каждый год на производство встают новые и более качественные лакокрасочные материалы, которые имеют разнообразные составы и свойства, а также обладают новыми характеристиками.
Производство лакокрасочной продукции должно учитывать дополнительные задачи по влиянию химических составов на окружающую среду и живые организмы. Решают данную задачу, к сожалению, могут не все отечественные предприятия, хотя на протяжении нескольких лет ситуация в производстве лакокрасочной продукции значительно улучшилась. А это значит, что в дальнейшем возможно производство лаков и красок, которые будут менее вредны, чем настоящие.
Лаки, краски и растворители
 При создании лакокрасочных материалов используют преимущественно природные и безопасные компоненты, а также и химические продукты производства. Защитный слой, который образуется после нанесения лаков или краски на поверхность, имеет в своем составе несколько компонентов, каждый компоненте отвечает за свои свойства, то как состав ляжет на поверхность, какая у него вязкость для крепления, влияет на окрас и пигмент.
При создании лакокрасочных материалов используют преимущественно природные и безопасные компоненты, а также и химические продукты производства. Защитный слой, который образуется после нанесения лаков или краски на поверхность, имеет в своем составе несколько компонентов, каждый компоненте отвечает за свои свойства, то как состав ляжет на поверхность, какая у него вязкость для крепления, влияет на окрас и пигмент.
Пигменты
Пигмент это один из самых важных составляющих лакокрасочной продукции. Он влияет на цвет, насколько большая устойчивость лакокрасочных материалов к погодным и температурным условиям. Пигмент способен выборочно отразить луч видимого для глаз света, поэтому обладает определенным цветом. При попадании света на окрашиваемую поверхность происходит частичное отражение от образовавшейся пленки, что создает зеркальный блестящий эффект.
Растворители
Растворители эти составы принято использовать в работе с красками для уменьшения вязкого состояния краски. Для каждой краски используется свой определенный вид растворителя. Если применить не подходящий по составу растворитель в определенной краске, это способствует дальнейшему ее свертыванию.
При работе с лакокрасочными материалами, растворителями стоит не забывать о правилах безопасности. Большинство растворителей имеют летучие свойства. Работать нужно в проветриваемом помещении и с респиратором.
Краски и лаки
 Существует несколько видов, на которые можно разделить краски и лаки. Алкидные лаки состоят из смолы алкида в органическом растворителе. Данный вид лаков весьма устойчив к влажным погодным условиям. Их широко применяют в районах с повышенной влажностью, а также при нанесении на объекты, которые подвержены влиянию влажной среды.
Существует несколько видов, на которые можно разделить краски и лаки. Алкидные лаки состоят из смолы алкида в органическом растворителе. Данный вид лаков весьма устойчив к влажным погодным условиям. Их широко применяют в районах с повышенной влажностью, а также при нанесении на объекты, которые подвержены влиянию влажной среды.
Раньше эти лаки делились на два типа, для внутренних и наружных работ, но с новыми технологиями производства этот вид лаков стал универсален.
Существует один большой минус этого вида, полное высыхание поверхности после нанесения лака происходит в течение семидесяти двух часов, в районах с повышенной влажностью немного дольше. Бывает, что для ускорения высыхания лака в него при нанесении добавляют отвердитель, что способствует сокращению времени высыхания до двадцати четырех часов.
Краски с масляной основой состоят из растительных масел и природных веществ. Эти составы более чисты и не несут практически никакого вреда окружающей среде. Данный вид способен полностью высохнуть после нанесения на поверхность в течении двадцати четырех часов, а в районах с теплым климатом или в теплое время года время высыхания может быть уменьшено в полтора раза.
Развитие производства лаков и красок
 За весь период существования производства лакокрасочной промышленности произошло много изменений. Происходили изменения в технике производства, расширялся ассортимент. Производство в тысяча девятьсот девяностом году скажем было не совсем на высоте, так как это время для России запомнилось не благоприятными условиями для развития промышленных заводов, большинство которых было закрыто и разграблено.
За весь период существования производства лакокрасочной промышленности произошло много изменений. Происходили изменения в технике производства, расширялся ассортимент. Производство в тысяча девятьсот девяностом году скажем было не совсем на высоте, так как это время для России запомнилось не благоприятными условиями для развития промышленных заводов, большинство которых было закрыто и разграблено.
В связи с этим выпуск лакокрасочной продукции составлял около четырех пяти миллионов единиц в год, по сравнению с тысяча девятьсот восемьдесят восьмом и восемьдесят девятом было очень мало. В те года выпускали по шесть, семь единиц в год. Все изменилось в девяносто пятом, когда в закрытые ранее заводы инвесторы начали вкладывать капиталы, производство в несколько раз выросло и составляло уже примерно восемь, девять миллионов единиц ежегодно.
На сегодняшний день при производстве лаков и красок учитывается желание потребителя, так, к примеру, за прошлый год в общем было выпущено больше акриловой, масляной и водоэмульсионной краски.
К тому же этот вид менее затратен при создании, а также и цена на рынке на них минимальна. Общее число выпуска этих красок составляет около пяти процентов от общей цифры, которая равна одиннадцати процентам. Это примерно будет равняться пяти миллиардам литров тонн в год при общем производстве всех наименований в девять миллиардов тонн литров ежегодно.
В дальнейшем на производство решено поставить силикатные виды красок, которые широко распространены в производстве за рубежом. Будут производиться мероприятия по производству новейших составов лаков и красок, которые будут применимы практически везде и при любых погодных условиях, у которых будут защитные свойства увеличены в двойне. Но будут подобные меры приняты только через несколько лет, так как для подобных разработок не все заводы оснащены новейшим оборудованием, да и не каждый завод при себе имеет лабораторию, которая отвечает за составы красок, лаков и прочей продукции.
Хоть и лакокрасочная промышленность развивается довольно быстро, но вот в плане оборудования пока что наоборот, медленно обновляются цеха, но это не мешает занимать России первые места на мировом рынке по продажам, экспорту и импорту лака красочной продукции, не говоря уже о российском рынке.
Таблица. Унифицированные марки лакокрасочных материалов и маркировки пленкообразующих основ.
| Обозначение | Пленкообразующая основа |
|---|---|
| 1 | 2 |
| Поликонденсационные смолы | |
| КО | Кремнийорганические |
| ГФ | Глифталевые |
| ПФ | Пентафталевые |
| КС | Ксифталевые |
| МЛ | Меламино-алкидные |
| МЧ | Мочевинные (карбамидные) |
| АУ | Алкидно-уретановые |
| УР | Полиуретановые |
| ПЭ | Полиэфирные ненасыщенные |
| ПЛ | Полиэфирные насыщенные |
| ФЛ | Фенольные |
| ФА | Фенолальдегидные |
| ФМ | Фенольно-масляные |
| ЭТ | Этрифталевые (полиэтилен и др.) |
| ЭП | Эпоксидные |
| ЭФ | Эпоксидноэфирные |
| ЦГ | Циклогексановые |
| ФР | Фуриловые |
| На основе эфиров целлюлозы | |
| АБ | Ацетобутиратцеллюлозные |
| АЦ | Ацетилцеллюлозные |
| НЦ | Нитроцеллюлозные |
| ЭЦ | Этилцеллюлозные |
| Полимеризационные смолы | |
| КЧ | Каучуковые |
| ИК | Идиенкумароновые |
| НП | Нефтеполимерные |
| АС | Сополимеры полиакрила |
| АК | Полиакрилатные |
| ВН | Винилы и винилацетаты |
| ХВ | Перхлорвиниловые, поливиниловые |
| ВА | Поливинилацетатные |
| ВС | Сополимеры поливинилацетали |
| ВЛ | Поливинилацетальные |
| ПД | Полиамидные |
| ХС | Сополимеры винилхлорида |
| КС | Сополимеры карбинола |
| МС | Масляностирольные, алкидностирольные |
| ФП | Фторопластовые |
| ПС | Полистирольные |
| Природные смолы | |
| БТ | Битумные и пековые |
| КФ | Канифольные |
| ШЛ | Шеллачные |
| КП | Копальные |
| ЯН | Янтарные |
| МА | Масляные |
lkmprom.ru
Технология изготовления фасадной краски. Статьи компании «КРАДО — профессиональные лакокрасочные материалы»
Технология изготовления фасадной краски
Для производства водно-дисперсионных красок желательно использовать дисольвер-смеситель, который бы при необходимости мог перемешивать легкосовмещающиеся друг с другом компоненты рамной (якорной) мешалкой и одновременно диспергировать сыпучие компоненты краски (пигменты и наполнители) фрезерной мешалкой, расположенной эксцентрично по отношению к центральному валу рамной (якорной) мешалки. Как правило, перемешивание рамной (якорной) мешалкой осуществляется при малых оборотах (60—120 об/мин), диспергирование же сыпучих компонентов на фрезе производится при скорости вращения вала 1000—1200 об/мин. В случае отсутствия указанного выше многоцелевого дисольвера-смесителя для производства вводно-дисперсионных красок можно использовать дисольвер с центральным валом с фрезой без рамной мешалки. Расчет параметров дисольвера с центральным валом, обеспечивающего эффективный процесс диспергирования прилагается.
Поскольку вводно-дисперсионные краски являются агрессивной средой с показателем рН от 8 до 10 и выше, при производстве красок желательно использовать все емкостное оборудование выполненным из нержавеющей стали или глазурованным внутри, а коммуникации-трубопроводы — из нержавеющей стали.
Для перекачивания готовой краски и дисперсии по трубопроводам на линии производства водно-дисперсионных красок необходимо использовать только шнековые насосы, поскольку центробежные и шестеренные (как самые распространенные в лакокрасочной промышленности) разрушают дисперсию и приводят к потере свойств краски. Давление, создаваемое шнековым насосом, может колебатьтся в пределах 3—8 атмосфер в зависимости от диаметра трубопровода. В случае если диаметр трубопровода составляет 89—102 мм, ориентировочная мощность шнекового насоса может быть 5—8 атм.
Стадии приготовления краски
- В дисольвер загружают расчетное количество питьевой воды (ГОСТ 2874), затем включают рамну мешалку (или дисольвер с фрезой) и добавляют рецептурное количество полифосфата натрия и перемешивают мешалкой (или фрезой) до полного растворения полифосфата натрия (около 1—1,5 час).
В промышленности часто используют заранее приготовленный раствор полифосфата натрия, для чего в отдельную емкость (с рамной или якорной мешалкой со скоростью вращения 60—120 об/мин), желательно оборудованной рубашкой с подогревом, заливают 10—12% рецептурного количества воды, добавляют рецептурное количество сухого полифосфата натрия и проводят процесс его растворения при температуре 30—40 °С и вращающейся мешалке от 30 мин до 1 часа в зависимости от состояния полифосфата натрия: если он находится в виде порошка — то до 30 мин., если в виде кусков или крупных гранул — до 1 часа.
При отсутствии подогрева в «рубашке» процесс растворения удлиняется, но контроль за полнотой растворения полифосфата натрия должен осуществляться всегда при каждом изготовлении раствора.
После полного растворения полифосфата натрия в смеситель очень тонкой сыпучей струей засыпают Целлосайз QP 52000H (для примера: в промышленных условиях 24 кг Целлосайза засыпают в течение 15—20 мин. ). В случае быстрого введения Целлосайза в смеситель могут возникнуть проблемы, связанные с образованием комков, которые потом будет трудно разрушить в пасте и таким образом гомогенизировать раствор.
После введения рецептурного количества Целлосайза и его полного растворения (контроль осуществляется посредством налива раствора в стеклянную пластинку на наличие крупинок нерастворенного Целлосайза) в смеситель при малых оборотах (60—120 об/мин) добавляют последовательно:
Аддитол XW 330 — пеногаситель;
Аддитол VXW 6392;
Довисил;
Дованол DPnB;
Пропиленгликоль.
После добавления последнего компонента смесь перемешивают в течение 10 мин.
- При постоянно работающем дисольвере (вал с фрезой, скорость вращения вала 1000—1200 об/мин) последовательно загружают:
Двуокись титана рутильной формы
Омиакарб 5 КА
Омиакарб 2 КА
Двуокись титана рекомендуется использовать импортного производства (например, Тронокс CR 828 или Кронос 2190), поскольку отечественная (сумская или крымская) придает краске желтовато-сероватый оттенок. Если к белизне краски не предъявляются повышенные требования, то можно использовать отечественную двуокись титана марки Р-02 (лучше применять отечественную двуокись титана с повышенной белизной марки CR-03 производства Крымского завода «Титан» г. Армянск).
В случае использования двуокиси титана в резинокортных или синтетических контейнерах ее загрузку в дисольвер следует ввести медленно для лучшего ее введения в композицию.
Продолжительность диспергирования пасты в смесителе после введения последнего компонента должна составлять не менее 40 мин. Паста должна быть однородной, без комков и посторонних включений.
Дисперсию DL 420 добавляют в готовую продиспергированную пасту при перемешивании рамной (якорной) мешалкой. Время совмещения дисперсии с пастой 10—15 мин.
В случае наличия диспергирующего оборудования только в виде дисольвера (без рамной или якорной мешалки) совмещение дисперсии с пастой осуществлять при работающей фрезе не более 10—15 мин., не допуская при этом разогрева краски выше 40 °С.
После этого готовую краску при необходимости фильтруют и фасуют в полимерную тару. Хранить краску надо только при температуре окружающего воздуха выше 2 °С.
krado.ru