Ковочный пресс — Портал о ломе, отходах и экологии
Содержание:
- Конструкция
- Принцип работы
- Основные технические характеристики и обслуживание
- Видео – демонстрация работы кузнечного ковочного пресса
Такое оборудование, как ковочный пресс, относится к кузнечно-штамповочному оборудованию. Использовать такие махины на предприятиях приема металлолома нецелесообразно – они имеют большие габариты и высокую стоимость. Эти прессы используются на металлургических комбинатах при изготовлении проката из переработанного лома.
Конструкция
Рассматриваемое оборудование относится к гидропрессам, которые осуществляют деформированием в результате силового воздействия несжимаемой рабочей жидкости.
Ковочный пресс может иметь рамную или колонную конструкцию. В первом случае привод имеет верхнюю компоновку, а во втором – нижнюю. Типовое исполнение ковочного пресса включает следующие узлы:
- Насосную установку (чаще используются насосы ротационно-плунжерного типа).
- Рабочие цилиндры, управляющие прямым, рабочим ходом машины (у мощных прессов их может быть несколько).
- Возвратные цилиндры, в результате работы которых обратный ход. Число возвратных цилиндров равно числу рабочих.
- Систему управления, которая осуществляет перекачку рабочей среды попеременно, то в рабочие, то в возвратные цилиндры.
- Силовой орган – траверсу, к которой прикрепляется штамп или инструментальная переходная плита.
- Станину, включающую в себя направляющие устройства, по которым перемещается траверса.

- Наполнительного бака – резервуара, где размещается масло.
- Сливного бака, который служит для спуска рабочей жидкости во время возвратного хода.
- Электродвигателя.

Для ковочных прессов номинальным усилием более 3150 кН в конструкции предусматривается аккумулятор – узел, производящий дополнительное повышение рабочего давления в гидросистеме. В этом случае в качестве привода применяются насосы кривошипно-плунжерного типа, более сложными являются и органы управления машиной.
В ковочных прессах относительно небольших усилий (до 3150 кН) могут применяться два исполнения столов: обычный выдвижной, либо поворотный.
Видео – работа гидравлического ковочного пресса 4000 тонн:
Ковочные прессы особо больших усилий (от 25 МН) часто строят парогидравлическими, т.е. применяют комбинированную энергию пара и жидкости высокого давления. В качестве ломоперерабатывающего оборудования подобные конструкции применяются редко.
В качестве ломоперерабатывающего оборудования подобные конструкции применяются редко.
Ковочные прессы, согласно принятому в нашей стране обозначению маркируются буквой П, после которой следует четыре цифры, причём две последние указывают на главный параметр машины – номинальное усилие, а две первых – на конструктивное исполнение оборудования.
к содержанию ↑
Принцип работы
Ковочные прессы, не имеющие аккумуляторов, работают так. Масло от питающего насоса поступает в рабочие цилиндры. На линии высокого давления предусматривается установка предохранительного клапана, который регулирует текущий расход масла. Этим обеспечивается постоянство рабочего давления в напорной магистрали пресса. Пропускная способность клапана соответствует номинальной производительности насосной установки.
Цех с ковочными прессами в Китае
При переключении управляющего элемента – золотника – масло перетекает в возвратный цилиндр, для того, чтобы поднять траверсу пресса. Безопасность трубопроводов высокого давления обеспечивает предохранительный клапан, при помощи которого устанавливается ход траверсы.
Безопасность трубопроводов высокого давления обеспечивает предохранительный клапан, при помощи которого устанавливается ход траверсы.
Отличительной особенностью гидравлических и парогидравлических ковочных прессов является возможность поддержания номинального усилия на траверсе в течение необходимого промежутка времени. Эта функция особенно полезна при спрессовывании металлоконструкции, подлежащей утилизации, поскольку помогает преодолеть механическую инерцию деформируемого материала.
При переключении управляющего золотника выполняется возвратное перемещение траверсы пресса. Для этого масло из рабочего цилиндра перекачивается в сливной бак, из которого насос перемещает его в наполнительный бак. После этого рабочий цикл можно повторять.
Ковочные гидропрессы, оснащённые аккумулятором, действуют иначе. Масло под высоким давлением поступает вначале в аккумулятор, а уже оттуда (при помощи насоса через клапанный распределитель) оно подводится то в рабочий, то в возвратный цилиндры.
Ковочные прессы могут оснащаться функцией текущего изменения скорости перемещения траверсы. Она может быть ускоренной, на начальной стадии перемещения, и замедленной, при непосредственном выполнении деформирования металла. Это увеличивает производительность оборудования.
к содержанию ↑
Основные технические характеристики и обслуживание
ГОСТом на ковочные прессы нормируются следующие показатели:
- Номинальное усилие, МН;
- Максимальное значение хода траверсы/рамы, мм;
- Размеры рабочей зоны в свету (между направляющими колоннами), мм;
- Габариты рабочего стола (для столов выдвижного исполнения регламентируется также и его ход), мм;
- Число ходов траверсы в минуту, которое обычно указывается отдельно для номинального усилия, а также при усилиях в 25% и 75% от номинального;
- Мощность привода, кВт.
Надёжная работа ковочных прессов обеспечивается вследствие выполнения следующих мероприятий:
- Постоянной поверки измерительных приборов – манометров, датчиков давления и т. д.;
 д.;
д.;- Плавности срабатывания элементов системы управления, в противном случае возможно появление гидроудара, сопровождающееся разрывом трубопроводов;
- Контроля плавности перемещения траверсы и состояния направляющих элементов;
- Контроля уровня рабочей жидкости в наполнительном баке;
- Проверки работы смазочной станции, отвечающей за смазку насоса.
к содержанию ↑
Видео – демонстрация работы кузнечного ковочного пресса
|
Ковочные прессы и их особенности Категория: Кузнечные работы Ковочные прессы и их особенности Ковочные прессы строят на усилия от 3 до 20 МН (300—2000 тс). Одной из особенностей ковочных прессов является их быстроходность, которая оценивается числом ходов в минуту и скоростью подвижной поперечины. Благодаря высокой быстроходности удается получать сложные поковки с одного нагрева заготовки (или небольшого числа нагревов) и обеспечить хорошее качество изделий, а также высокую производительность пресса. Для прессов усилием до 20 МН целесообразно использовать насосно-аккумуляторные станции с давлением 20—32 МПа. Связано это с тем, что для различных операций ковки требуется в очень широких пределах изменять скорость подвижной поперечины. При насосном приводе скорость определяется подачей насосов. К сожалению, пока еще нет насосов большой производительности с достаточно глубокой регулировкой подачи. В ковочных прессах наиболее широко используются четырех-колонные станины, причем колонны располагают по углам прямоугольника с отношением сторон, равным 2 : 3. Это обеспечивает удобство маневрирования заготовкой. Четырехколонный ковочный пресс усилием 60 МН (6000 тс) показан на рис. Максимальное расстояние между столом и подвижной поперечиной у ковочных прессов достаточно велико, что позволяет осаживать высокие слитки и производить раскатку колец. Ковочные прессы больших усилий обычно обеспечиваются выдвижным столом для инструмента и облегчения маневрирования заготовкой. Кроме того, они оборудуются выталкивателями. Усилие цилиндров привода стола и выталкивателя обычно составляет 2—6 % от усилия пресса. В мощных прессах используют, как правило, не один, а два-три рабочих цилиндра, что упрощает изготовление последних. Кроме того, трехцилиндровая конструкция позволяет получать три ступени усилия, подавая давление в один центральный, два крайних или во все три цилиндра. В результате повышается экономичность работы пресса при ковке заготовок, не требующих полного усилия. Рис. 1. Четырехколонный ковочный пресс усилием 60 МН (6000 тс): Рис. 2. Схема верхней части пресса с центральным хвостовиком: Рис. 3. Схема верхней части пресса с плунжером-хвостовиком: Конструкция ковочного пресса должна допускать возможность работы с эксцентричным приложением нагрузки. При таком нагру-жении колонны пресса не только растягиваются, но и изгибаются. Чтобы уменьшить изгиб колонн, в ряде случаев рабочий плунжер заделывают жестко в подвижную поперечину пресса. Тогда он передает изгибающий момент через цилиндр на верхнюю поперечину. Колонны частично разгружаются от изгиба, однако уплотнения в таких цилиндрах изнашиваются более интенсивно. Для облегчения условий работы колонн применяется также конструкция, в которой подвижная поперечина имеет центральный хвостовик, закрепленный в верхней поперечине. Этот недостаток устраняется, если хвостовик одновременно служит поршнем, но тогда центральный цилиндр имеет диаметр значительно больший, чем боковые, что неудобно при эксплуатации. В последние годы резко повысились требования к точности обрабатываемых на прессах поковок. Для удовлетворения этих требований современные прессы оснащаются аппаратурой, которая позволяет автоматически получать нужную величину хода подвижной поперечины пресса, а следовательно, заданные размеры поковок (допуски не превышают 2—5 мм). Использование для управления такими агрегатами электронно-вычислительных машин привело к созданию нового вида оборудования — ковочных комплексов. В качестве примера рассмотрим такой комплекс, разработанный Уральским заводом тяжелого машиностроения. В его состав помимо пресса и манипулятора входят устройство для смены основного ковочного инструмента (бойков), устройство для подачи вспомогательного инструмента (топоров, уголков и т. Устройство для смены бойков состоит из подвижного стола с помещенными на нем четырьмя-пятью комплектами бойков, упоров, фиксирующих стол в нужном положении, фартука с реечно-гидравлическим приводом, соединяющегося с тем комплектом бойков, который нужно подать в пресс. Подвижный стол может перемещаться параллельно основному столу пресса. На нем помещены направляющие, по которым при необходимости сменные бойки передвигаются в поперечном направлении. Устройство для подачи вспомогательного инструмента находится на фартуке устройства смены бойков. При перемещении нужного комплекта бойков соответствующий комплект вспомогательного инструмента движется вместе с фартуком и занимает рабочую позицию. Такое устройство одновременно служит местом складирования инструмента. Подачу инструмента в рабочую зону пресса в ковочном комплексе можно облегчить и другим способом. Рис. 4. Ковочный комплекс, разработанный УЗТМ: Рис. 5. Ковочный манипулятор с независимым захватом: Прессы усилием свыше 20 МН (2000 тс) часто оснащаются двумя манипуляторами разной грузоподъемности. У манипуляторов, используемых в ковочных комплексах для обеспечения повышенного быстродействия при работе в автоматическом режиме, захват (хобот) устанавливается на основной тележке так, что может перемещаться по ней. Такие манипуляторы называются манипуляторами двойного действия. Его хобот приводится в движение гидравлическими цилиндрами через рычажную систему. В некоторых прессах подвижная траверса с рабочими цилиндрами располагается ниже основания и движется вместе с рамой. Достоинство такой конструкции состоит в том, что она позволяет удобно маневрировать с поковками, что очень важно для ковочного пресса. Однако в этом случае сильно увеличиваются размеры фундамента, кроме того, если по такой схеме выполняются небольшие прессы, в них возникают значительные динамические нагрузки (особенно при шлихтовке), поскольку масса подвижных частей достигает 75% общей массы пресса (при верхнем расположении рабочих цилиндров подвижная поперечина составляет 15% массы пресса). Поэтому прессы с нижним приводом строятся в основном с усилиями от 150 до 800 МН (15 000— 80 000 тс). Наличие в составе ковочного комплекса большого числа механизмов делает целесообразным изменение конструкции самого пресса таким образом, чтобы обеспечивалось удобство расположения всех агрегатов и свобода маневрирования поковкой не только в рабочей зоне, но и вблизи ее. Рис. 6. Ковочный комплекс, включающий пресс с подвижной станиной нижним расположением рабочих цилиндров Рис. 7. Ковочный двухколонный пресс усилием 20 МН (2000 тс), имеющий верхнее расположение рабочих цилиндров и размещенный наискось по отношению к манипулятору Важнейшей составной частью ковочных комплексов является электронно-вычислительная машина (ЭВМ). Наиболее совершенные из ЭВМ, обслуживающих ковочные комплексы, включают следующие элементы: Все механизмы ковочного комплекса управляются с одного пульта. Они могут работать как при управлении вручную, так и в автоматическом режиме. При работе в автоматическом режиме с использованием ЭВМ в нее в закодированном виде вводятся данные о характере движения заготовки (например, ступенчатое вращение или перемещение в том или ином направлении), виде операции (шлихтовка, протяжка и т. д.), скорости подвижных частей пресса, верхнем и нижнем положениях подвижных частей, положении хобота манипулятора на каждой операции и т. д. Устройства доставки слитков и поковок к манипулятору и от него оборудованы мессдозами, определяющими массу заготовок и готовых поковок, аппаратурой для измерения температуры, определения марки материала поковки. Все эти сведения ЭВМ обрабатывает, определяет оптимальные технологические параметры и формирует программу ковки в автоматическом режиме. Оператор может и сам составить программу из отдельных, ранее записанных в памяти ЭВМ подпрограмм. При необходимости он имеет возможность получить от ЭВМ интересующую его информацию о работе комплекса во время любого цикла. Быстродействие современных ковочных комплексов можно проиллюстрировать следующими цифрами: пресс усилием 20 МН (2000 тс) в составе комплекса т1ри протяжке делает 30—35 ходов в мин, а при шлихтовке —до 100. Таким образом преимущества ковочных комплексов, управляемых ЭВМ, заключаются в возможности ведения точной ковки; улучшении контроля качества поковок; уменьшении времени манипулирования заготовкой, что позволяет заканчивать ковку в нужном интервале температур; повышении КПД использования пресса благодаря более детальной информации о его работе; возможности автоматизации работы по разработке технологии ковки и т. д. Реклама:Читать далее:Особенности конструкции штамповочных и трубопрофильных прессов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 1. В небольших ковочных прессах станина иногда выполняется одностоечной, что обеспечивает подход к заготовке с трех сторон.
1. В небольших ковочных прессах станина иногда выполняется одностоечной, что обеспечивает подход к заготовке с трех сторон. 2 — верхняя поперечина. 3 — подвижная поперечина. 4 — основание
2 — верхняя поперечина. 3 — подвижная поперечина. 4 — основание

 Комплекс можно оборудовать специальным инструментальным манипулятором, который подает в рабочую зону пресса заранее подготовленный инструмент. Вместо подъемно-поворотного стола используются тележки, движущиеся от печей перпендикулярно оси ковочного манипулятора.
Комплекс можно оборудовать специальным инструментальным манипулятором, который подает в рабочую зону пресса заранее подготовленный инструмент. Вместо подъемно-поворотного стола используются тележки, движущиеся от печей перпендикулярно оси ковочного манипулятора. Благодаря тому, что хобот движется независимо от тележки, обеспечивается высокая скорость манипулирования заготовкой, поскольку она не зависит от массы основной тележки, станины манипулятора, его механизмов и аппаратуры.
Благодаря тому, что хобот движется независимо от тележки, обеспечивается высокая скорость манипулирования заготовкой, поскольку она не зависит от массы основной тележки, станины манипулятора, его механизмов и аппаратуры. С этой целью созданы, например, двухколонные прессы с нижним и верхним расположением рабочих цилиндров, размещаемые под углом к направлению движения ковочного манипулятора, что позволяет удобно расположить и инструментальный манипулятор.
С этой целью созданы, например, двухколонные прессы с нижним и верхним расположением рабочих цилиндров, размещаемые под углом к направлению движения ковочного манипулятора, что позволяет удобно расположить и инструментальный манипулятор.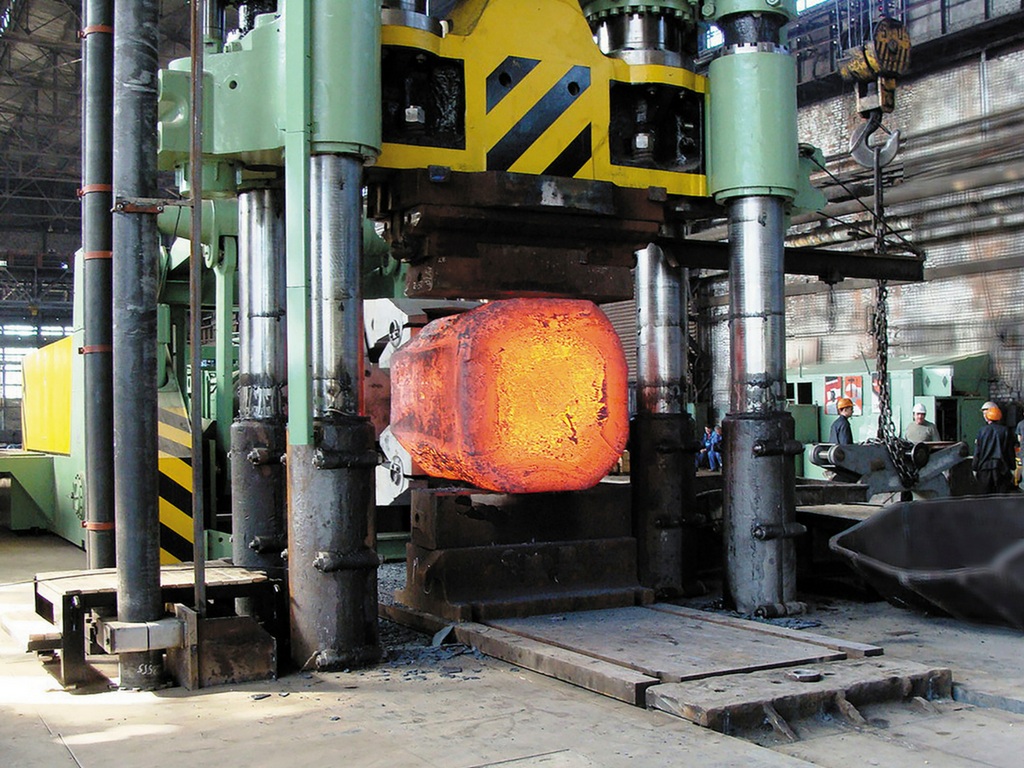

16-тонный ковочный пресс – Coal Iron Works
МЕЖДУНАРОДНЫЕ ЗАКАЗЫ: Пожалуйста, напишите на адрес shipping@coaliron. com, чтобы узнать стоимость доставки » без роликов)
com, чтобы узнать стоимость доставки » без роликов)Обратите внимание: время выполнения заказа может варьироваться в зависимости от текущей волатильности цепочки поставок!
Наш 16-тонный ковочный пресс создан с учетом потребностей небольших цехов. Просто выкатите пресс, когда он используется, и уберите его, когда закончите работу. Никакого фундамента не нужно. Работа от любой розетки 110 В 20 А позволяет брать пресс в любом месте в магазине и даже на улице с помощью удлинителя соответствующего размера. Поскольку печатная машина работает очень тихо, работа в жилых помещениях не вызывает особых опасений. Посмотрите наши видео, чтобы увидеть, что несмотря на то, что наш пресс компактен и работает от сети 110 В, он удивительно мощный и позволяет значительно увеличить размер материала, который можно подделать в вашем магазине.
Просто выкатите пресс, когда он используется, и уберите его, когда закончите работу. Никакого фундамента не нужно. Работа от любой розетки 110 В 20 А позволяет брать пресс в любом месте в магазине и даже на улице с помощью удлинителя соответствующего размера. Поскольку печатная машина работает очень тихо, работа в жилых помещениях не вызывает особых опасений. Посмотрите наши видео, чтобы увидеть, что несмотря на то, что наш пресс компактен и работает от сети 110 В, он удивительно мощный и позволяет значительно увеличить размер материала, который можно подделать в вашем магазине.
Комбинированные матрицы входят в каждый заказ пресса с C-образной рамой. Комбинированные штампы — это самый универсальный из предлагаемых нами наборов, позволяющий быстро перемещать материал в зоне рисования, а затем шлифовать и выпрямлять плоскости. Твердая гладкая поверхность закаленной инструментальной стали обеспечивает максимальный поток материала при ковке. Сохранение температуры вашего материала дольше и придание гладкой поверхности вашим поковкам!
Наши Quik-Change Dies позволяют быстро и легко менять штампы во время ковки, а накладки из бронзы обеспечивают долгий срок службы и легкость регулировки.
ПОКАЗАННЫЕ ЦВЕТА являются репрезентативными для окончательного цвета, но будут выглядеть по-разному на разных экранах.
Прессы отгружаются автомобильным транспортом с бортовым бортом. Полуприцеп должен быть в состоянии добраться до вашего местоположения для доставки.Anyang USA — гидравлический пресс, гидравлический пресс, ковочный пресс, ковка
Джеймс Р. Джонсон ** USAforging@gmail. com ** 940 6274529 ** 2955 CR 1370 Alvord, TX 76225
com ** 940 6274529 ** 2955 CR 1370 Alvord, TX 76225
Johnson Metalsmithing LLC Подпишитесь на меня в Instagram: http://www.instagram.com/james_johnson_anyang_usa
ПРЕДУПРЕЖДЕНИЕ
Внимание! Использование этих продуктов может быть чрезвычайно опасным и может привести к серьезным телесным повреждениям.
Вы, как покупатель продукта, признаете связанные с этим риски и принимаете на себя полную ответственность за травмы и ущерб, связанные с его покупкой и использованием. Таким образом, вы освобождаете нашу компанию, сотрудников и представителей от любой ответственности, связанной с ее использованием.
Ни при каких обстоятельствах не работайте с оборудованием без соответствующей подготовки и средств защиты глаз, ушей и тела. Не вносите изменения в оборудование.
Power Hammer and Press Цены могут быть изменены
АВТОРСКИЕ ПРАВА © 2010 ANYANG USA и JOHNSON METALSMITHING LLC – ВСЕ ПРАВА ЗАЩИЩЕНЫ.
Американские молоты и гидравлические прессы Anyang
Последний подкаст из Blacksmithspub
 youtube.com/embed/mw7CfXEDsrw?feature=oembed&wmode=opaque&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/mw7CfXEDsrw?feature=oembed&wmode=opaque&autoplay=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> Стоимость прессы:
25T 10 350 $
50T 16 250 $
Anyang производит гидравлические ковочные прессы с 1956 года. Размеры варьируются от 1000 до 8000 тонн и используются во многих автомобильных и промышленных кузнечных компаниях по всему миру. В 2017 году они приняли решение использовать свои знания о прессах и возможностях обработки для создания серии прессов, предназначенных для кузнецов, кузнецов и мелкого промышленного сектора. В этот пресс встроено много функций, которых нет в типичных печатных машинах, доступных сегодня. В настоящее время мы предлагаем как 25-тонные (метрические), так и 27,5-тонные (британские) и 50-тонные модели.
Преимущества пресса Anyang:
•Высокая скорость. (25T 2,8 дюйма в секунду/50T 2,5 дюйма в секунду)
• Тихая работа.
• Закрытая гидравлика, стальные гидравлические линии, отсутствие резиновых шлангов, которые могут сломаться или загореться. Более безопасный пресс.
Более безопасный пресс.
• Большие верхние и нижние плиты с Т-образными прорезями. Большинство прессов имеют небольшие матрицы и плиты, что затрудняет использование оснастки. Т-образный тигельный стол пресса 25Т имеет площадь 93 кв. дюйма. 50T имеет площадь 170 кв. дюймов для оснастки.
• Бесконтактные переключатели перемещения вверх и вниз для более быстрой и эффективной ковки.
• Длинный ход 11,8 дюйма.
•Боковой доступ для прессования более длинных деталей.
•Важно проектирование и обработка направляющих. Система направляющих Anyang представляет собой уменьшенную версию их промышленных прессов мощностью более 1000 тонн. 25T имеет площадь направляющей поверхности 93 кв. дюйма. 50T имеет площадь поверхности 143 кв. дюйма. Большая площадь поверхности, регулировочные прокладки и сменные износные накладки делают этот пресс уникальным в отрасли. Направляющие изготовлены с высокой точностью на больших фрезерных станках. Такая высококачественная обработка недоступна на других прессах, представленных на рынке.